
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов
Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.
Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.




Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технология сварки
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
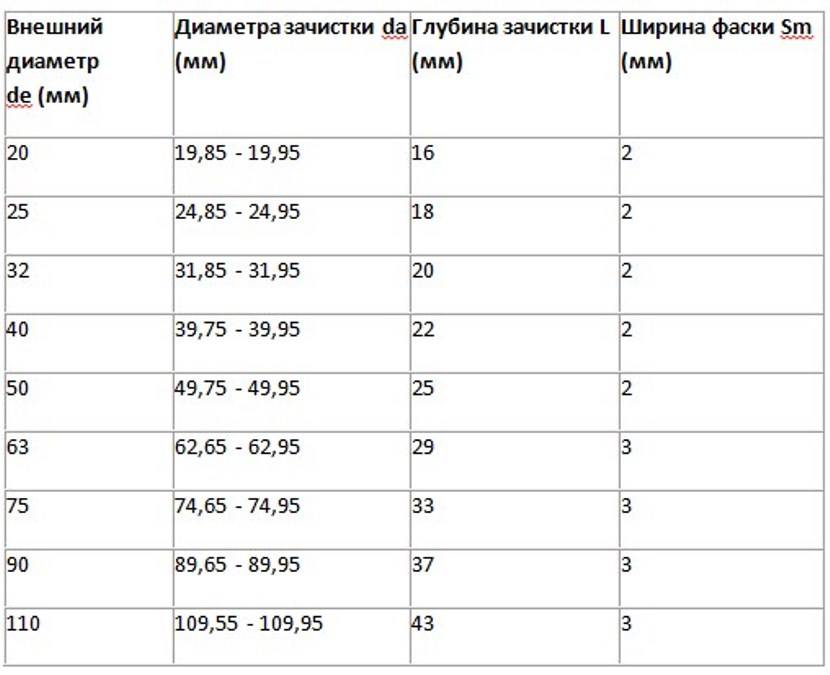
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
Наиболее частыми дефектами сварных соединений являются дефекты, вызванные из-за недостаточного соединения:
- несоблюдение времени разогрева, соединения и удержания;
- нарушение технологических температур сварки (слишком высокий или слишком низкий);
- загрязнение поверхности свариваемых деталей;
- неправильное соединение материалов;
- остатки материала на нагревательном элементе.
Стыковая сварка изделий из ПНД
Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
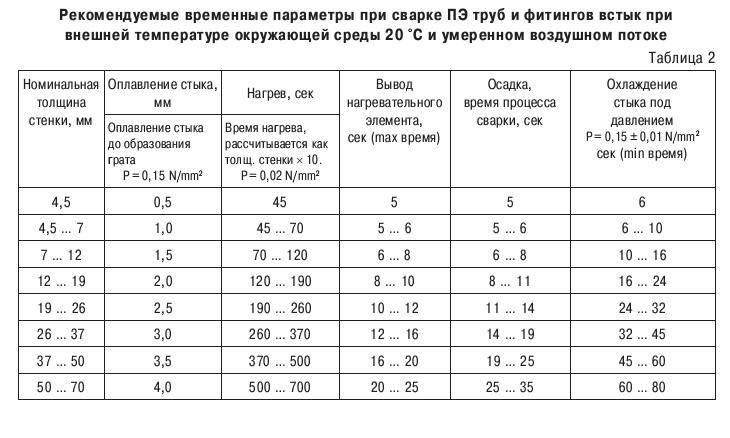
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
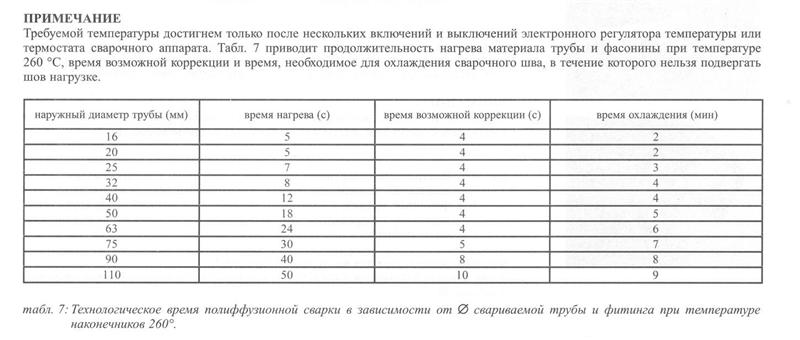
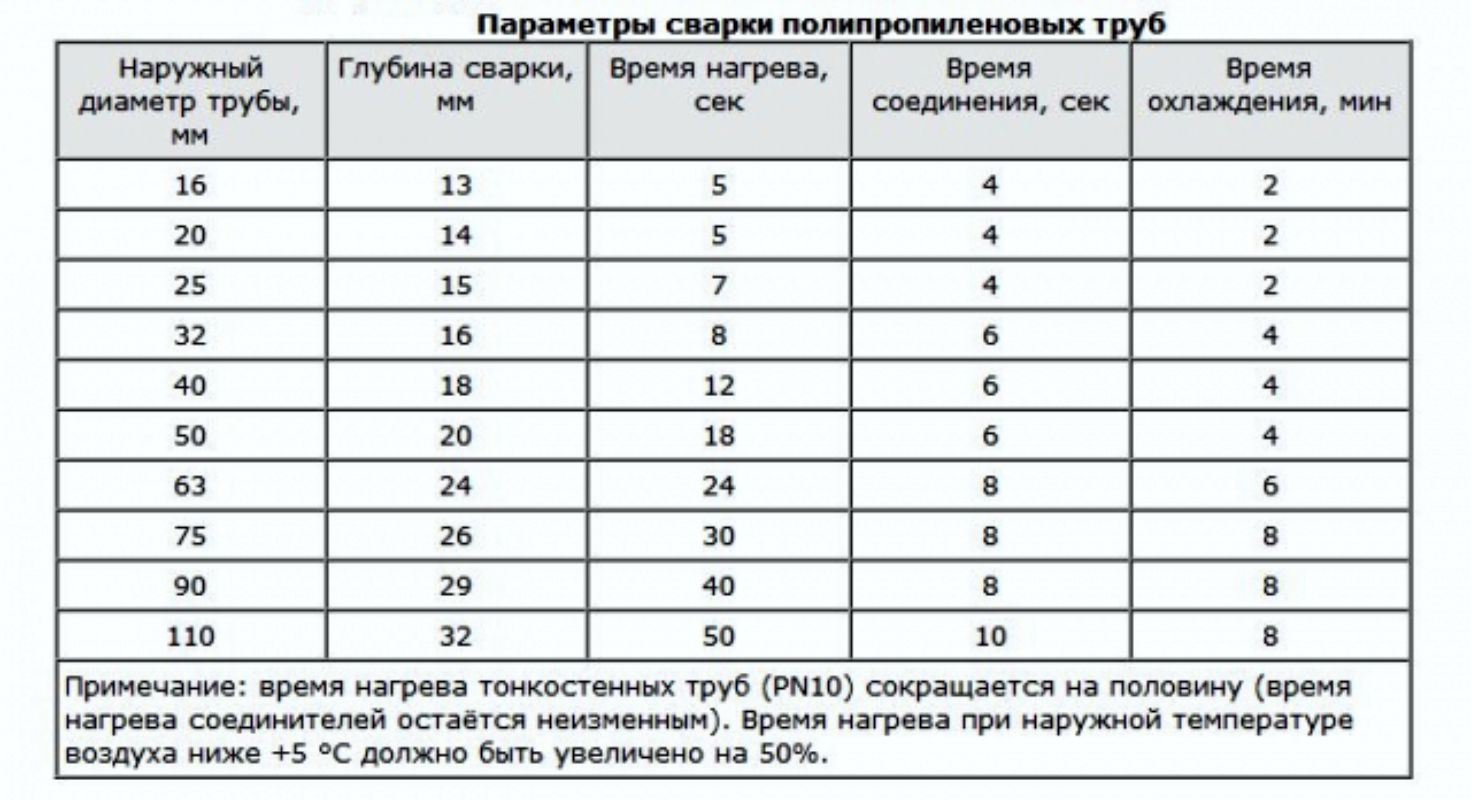
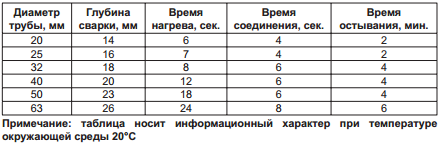
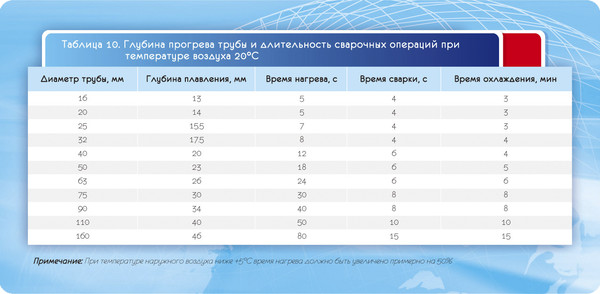
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
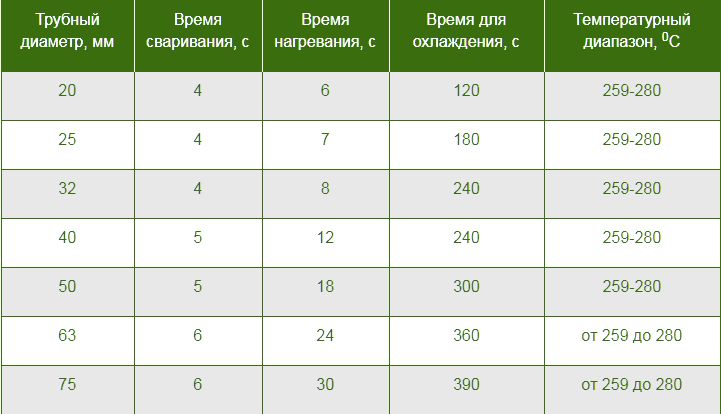
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип. Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
 1.с синими полосками для водопровода с холодной водой.
1.с синими полосками для водопровода с холодной водой.



2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Выполнение соединений полимерных теплопроводов
Рассмотрим технологию выполнения наиболее распространённого вида соединения пластиковых труб – диффузионной сварки, для чего распишем последовательность пайки из полипропилена – в силу высоких характеристик широко востребованного сегодня полимерного материала.
Рулеткой отмеряют нужную длину трубы, и в месте реза маркером наносится риска. Трубными ножницами производится контрольный рез не нужного куска материала для проверки остроты инструмента и качества кромки реза. Затем труборезом отрезают нужный фрагмент, и торец трубы обрабатывают торцевателем – удаляются заусенцы, фольга и выполняется наружная фаска.
Выбирается нужный фитинг:
- Фитинг и торец трубы проверяются на отсутствие дефектов, их контактные поверхности обезжириваются. На трубе наносится ограничительная риска маркером, обозначающая глубину вхождения её в фитинг – на 1 мм меньше, чем до упора (чтобы сохранить диаметр просвета трубы). На соединяемые детали наносится также метка оптимального расположения относительно друг друга.
- Пара насадок нужного диаметра примеряется к свариваемым деталям, обезжиривается и устанавливается на платформу трубного паяльника. Паяльник устанавливается в удобном для работы месте, на нём выставляется нужное значение температуры нагрева (240-260 град.), и утюг включается в сеть.
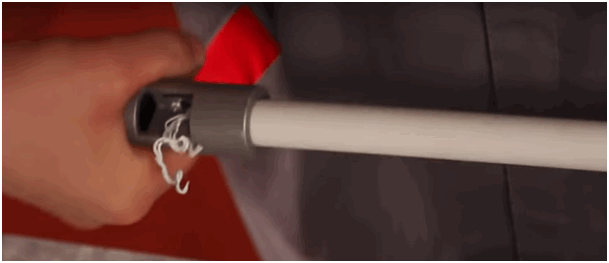
- По готовности аппарата к работе (срабатывание термостата дважды) на дорн надевается фитинг, после чего в гильзу вставляется торец трубы (именно в такой последовательности – стенки изделий имеют разную толщину). Если посадка деталей плотная, то допускается их небольшое осевое проворачивание.
- По истечении необходимого для прогрева времени детали снимаются с насадок (в обратной последовательности) и плавно вставляются друг в друга в соответствии с нанесёнными метками (ограничительная, взаимного расположения). При этой операции вращать детали уже нельзя. При соединении должна быть соблюдена соосность элементов, обуславливающая максимальную площадь сварки.
- Детали несколько секунд выдерживаются в выверенном положении, после чего им даётся время для остывания.
По истечении часа после паек трубопровод готов к эксплуатации.
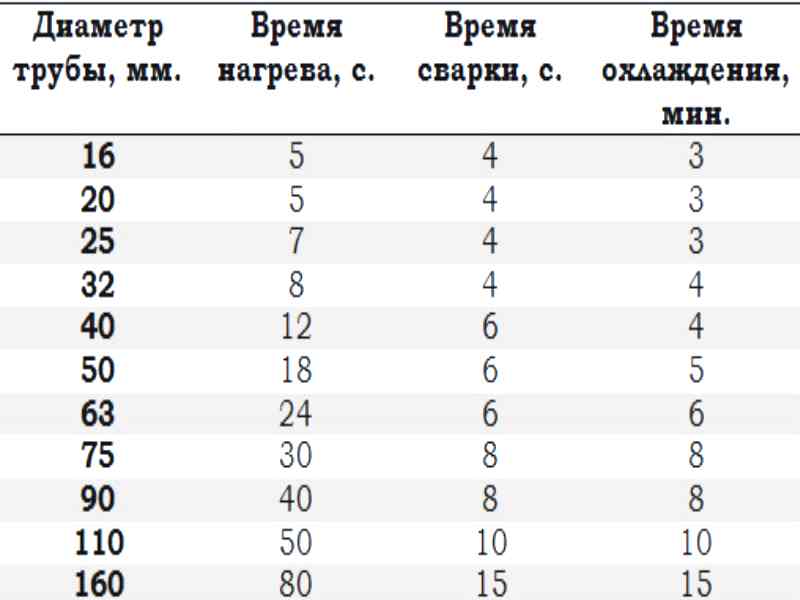
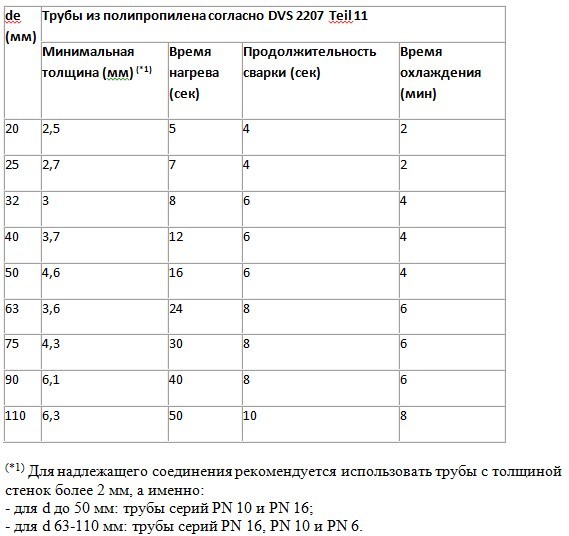
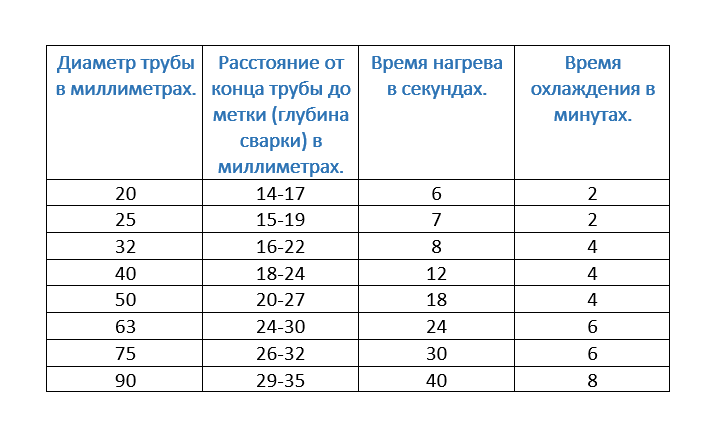
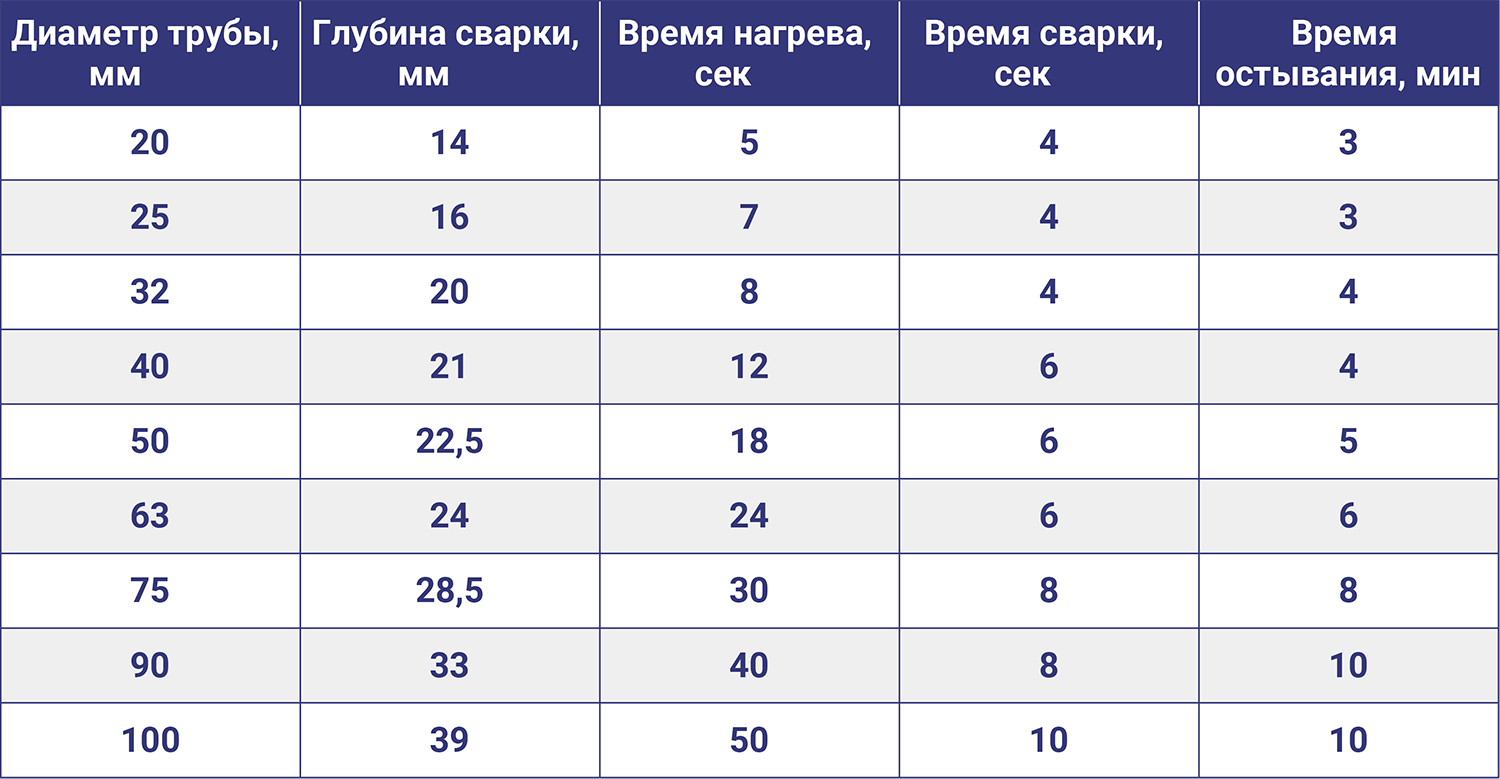
Необходимые данные продолжительности термических процессов с привязкой к диаметру труб сведены в таблицу:

Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
На что обратить внимание?
Начинающему монтажнику нужно знать следующее:
- Описанная технология подходит только для раструбной сварки, при которой ПП- или ПНД-труба вводится внутрь фитинга. Не пытайтесь сваривать ПП-трубы встык – такое соединение очень быстро даст течь. ПНД трубы стыковать можно, но делается это по несколько иной технологии и с применением более сложного оборудования.
- После каждой операции с насадок деревянной лопаткой нужно удалять остатки полимера. При этом он должен быть разогретым и текучим. При попытке удалить застывший пластик будет повреждено тефлоновое покрытие.
- При всей своей простоте полифузионная сварка требует определенной сноровки: детали нужно с первой попытки совместить идеально, то есть без перекоса и проворота. Чтобы не испортить пригодные к использованию трубу или фитинг, начинающему монтажнику лучше сначала потренироваться на ненужных обрезках. В особенной степени тренировка нужна тем, кто собирается прокладывать трубы в штробах: нагреватель в этом случае придется держать на весу.
- Весьма распространенной причиной, по которой у начинающих монтажников сварные соединения получаются непрочными, является наличие грязи или влаги в зоне пайки. Чтобы избежать таких неприятностей, перед началом работ протрите пол, на котором будут лежать трубы, и не забывайте протирать их, очищать и обезжиривать перед установкой на нагреватель.
Буртик, образующийся на трубе при пайке, является хорошим индикатором качества соединения. Если его форма и размер равномерны по всей окружности, значит, сварка была выполнена правильно.
Если же наплыв явно получился неровным, какое-то из условий было нарушено. В таком случае рекомендуется не искушать судьбу и установить на трубу новый фитинг, отрезав испорченный.
Какие особенности полипропилена нужно учесть
При монтаже обращают внимание на:
- температуру подаваемой жидкости;
- схему коммутации трубопроводов.
На внешней части изделий имеется маркировка, обозначающая:
- производителя;
- тип конструкции оболочки (учитывается материал и армирующий слой);
- индекс, определяющий соотношение внешнего диаметра к толщине оболочки;
- номинальные значения внешнего диаметра и толщины оболочки;
- допустимое рабочее давление;
- перечень стандартов, которым соответствует продукция.
Температурный режим использования
При работе с полипропиленовыми изделиями учитывают цветовую маркировку. Если на их внешней части нанесена синяя полоса, то материал рассчитан на использование в линиях холодного водоснабжения. Для горячей жидкости применяются трубы с красной маркировочной полосой. Это позволяет визуально определять назначение каналов и упрощает процедуру монтажа. Недостатком полипропилена является высокий коэффициент температурного расширения. В изделия для горячей воды вводится дополнительный слой фольги или стекловолокна.

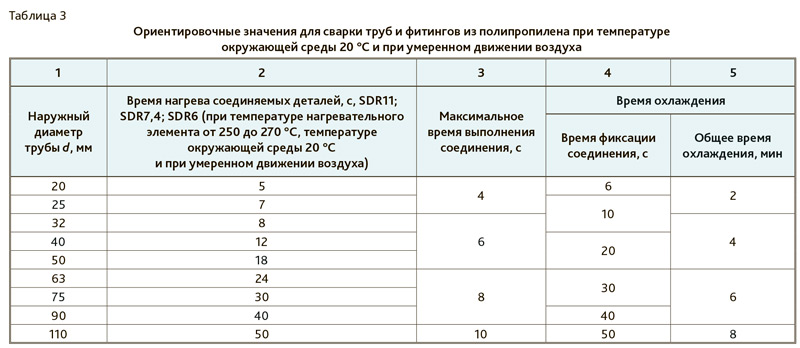

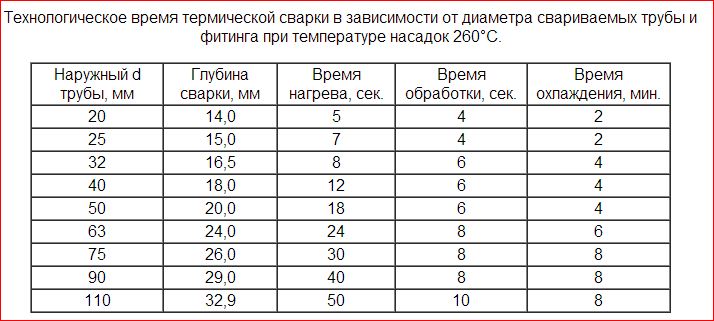
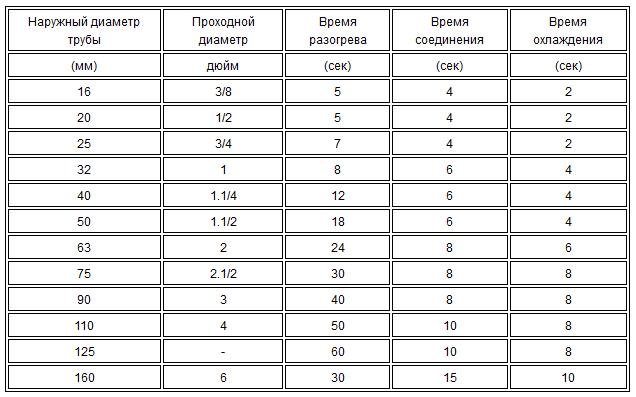
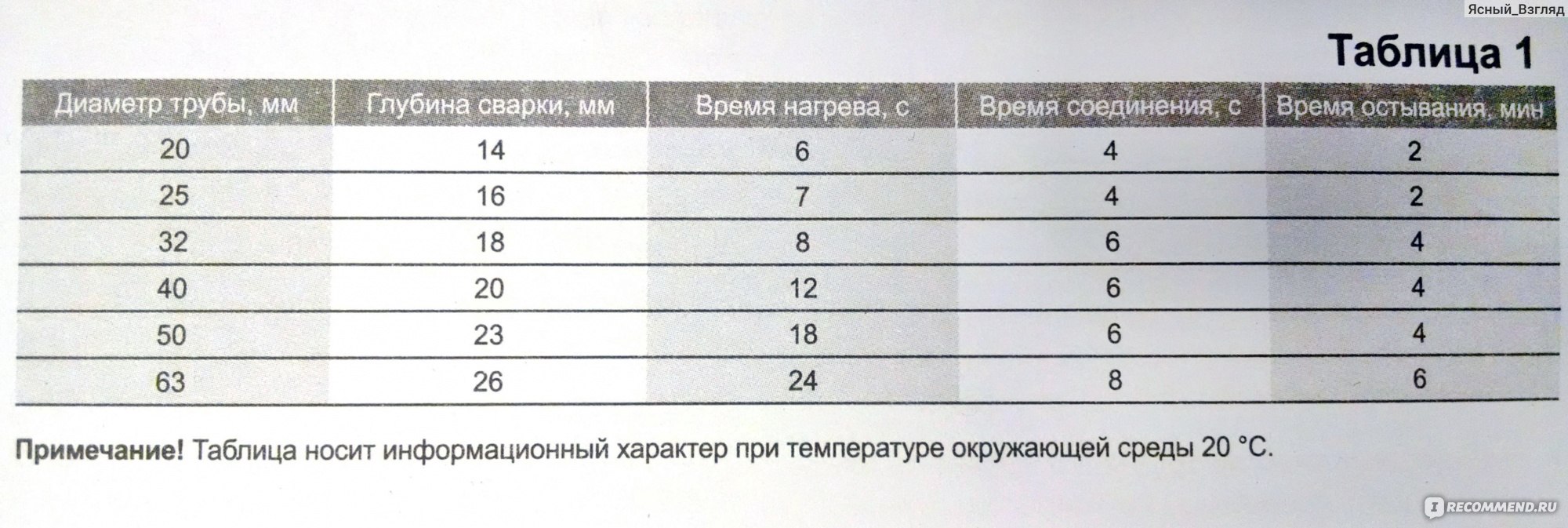

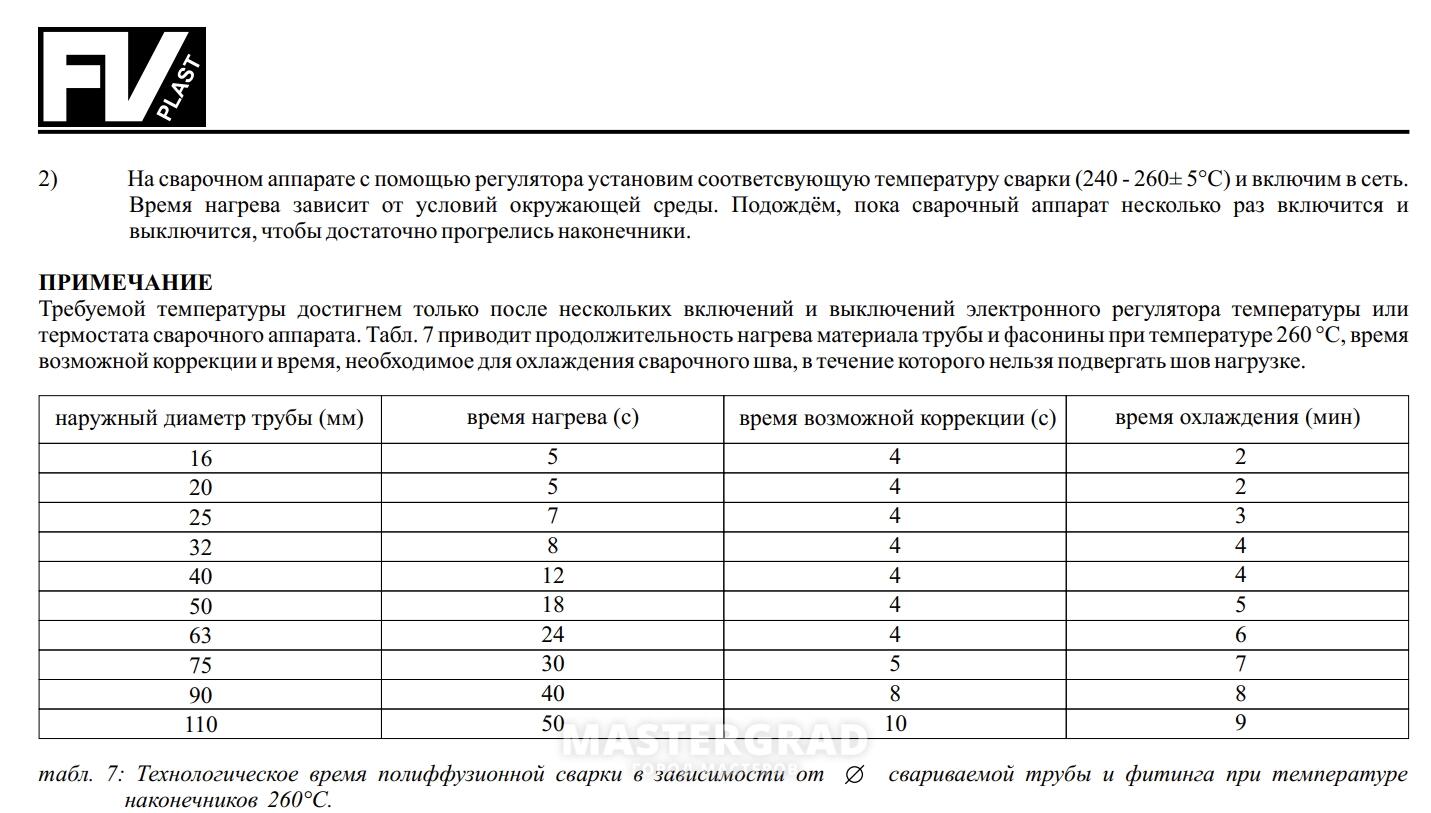
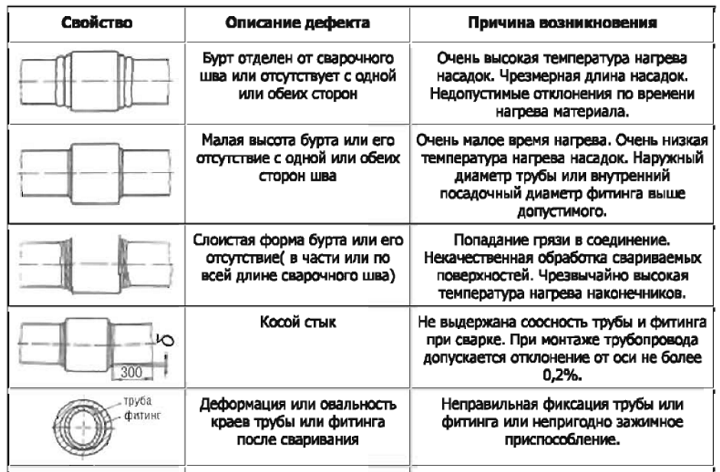

Схема подключения труб
Перед началом работ на стене помещения рисуют схему прокладки труб, с помощью которой определяют количество и конфигурацию соединительных элементов. Для стыковки магистралей используют муфты или тройники, позволяющие коммутировать изделия разного диаметра. При креплении с металлическими каналами применяют специальные элементы, которые фиксируются к стальной трубе на резьбе. Существуют обводные петли для монтажа перпендикулярно пересекающихся магистралей, расположенных на одном уровне относительно стены.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.