
Область применения
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций. Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.

Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар
Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения
Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Электроды с рутиловым покрытием
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
МР-3
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Для чего предназначены, область применения, использование марки, назначение
Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением не более 50 кгс/кв.мм. Возможна работа с изделиями больших и средних толщин.
Практическое применение электродов МР-3
Электроды марки МР-3 с рутиловым покрытием получили широкое распространение не только среди опытных сварщиков, но и относящихся к категории новичков. Легкое, почти мгновенное зажигание дуги, как собственно и повторное, значительно облегчают выполнение сварочных работ любителями, не владеющими практическими навыками проведения такой технологии. Для поддержания стабильной дуги новичку не требуется иметь «набитую руку», дуга работает как на короткой длине, так и на более длинной, при этом на сварочном аппарате (трансформатор или инвертор) может быть установлено небольшое значение сварочного тока.
Опытные сварщики используют электроды МР-3 для сварки тонкостенных конструкций прерывистым швом (с отрывом), что требует определенных навыков. Практический опыт подбора режимов сварки позволяет им выполнять соединения заготовок в случае невозможности их тщательной подгонки друг к другу, то есть с зазором.

Для практического применения расходников марки МР-3 важно, что не требуется предварительной подготовки свариваемых поверхностей. Наличие на них влаги, ржавчины и других загрязнений не сильно влияет на качество сварного шва
Где применимы
Начинающим сварщикам открывается широкое поле деятельности в проведении сварочных работ с помощью электродов МР-3 на даче, в гараже
При установке забора или других ограждений на даче с использованием бывшего в употреблении уголка или профиля, разводке для полива по территории сада или огорода таких же не первой свежести труб можно не сильно обращать внимание на подготовку поверхностей под сварочные швы. При проведении таких неответственных работ даже сварщиком-любителем результат вполне будет соответствовать поставленным целям
При необходимости отремонтировать поломанный стеллаж в подвале гаража применение расходников МР-3 будет лучшим вариантом. Отсутствие вредных веществ в сварочном газе обеспечит безопасность работ в таком относительно закрытом помещении.Кстати: при наличии труднодоступных для сварки мест можно соответствующим образом согнуть расходник с рутиловым покрытием, чтобы обеспечить лучший подвод электрода к соединяемым стыкам. Электроды МР-3 предназначены для сварки углеродистых и низколегированных сталей, которые широко распространены в различных отраслях промышленности. Рутиловое покрытие обеспечивает хорошую защиту сварочного шва от внешних условий, что позволяет использовать МР-3 для применения в ответственных соединениях с прочностью на разрыв не более 490 МПа.
Высокая стабильность дуги на протяжении всего сварочного технологического процесса дает возможность получить качественный корневой шов на неповоротных стыках труб. Облицовочный шов добавляет прочности стыку трубопровода. Такая технология используется при монтаже и ремонте труб в нефтяной, газовой промышленности, ремонте резервуаров для хранения нефти, контейнеров для перевозки опасных грузов, в обслуживании котлов и другого подобного оборудования.
Подъемно-транспортное оборудование (краны, эскалаторы, конвейеры и другое) после монтажа или ремонта с помощью сварки подвергается тщательному контролю производимых швов неразрушающими методами. Применение электродов МР-3 практически гарантирует отсутствие пор, трещин и других дефектов при выполнении работ сварщиком с требуемым аттестационным допуском.



Возможность сварки электродами МР-3 в вертикальном и потолочном положении позволяет выполнить ремонт листопрокатных и других подобных станов без демонтажных работ.

Способность сварочного шва, выполненного электродами марки МР-3, противостоять агрессивным средам, дало возможность использования этого расходного материала в судостроении.
Многие металлоконструкции железобетонных изделий (арматура, закладные и другие) свариваются маркой МР-3.
Где не применимы
Механические характеристики расходников марки МР-3 ограничивают их применение для нагруженных конструкций. Углеродистые и низколегированные стали, используемые в домашнем хозяйстве практически все можно сваривать рутиловыми электродами. Однако, бывают исключения и трещину, например, на тяжелом металлическом молотке, испытывающим повышенные нагрузки, сопровождающиеся вибрацией, лучше ремонтировать сваркой с применением электродов с основным покрытием, например, УОНИ 13/55. Механическая прочность и пластические свойства шва этой марки превышают аналогичные показатели МР-3.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали
Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.. И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков
Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
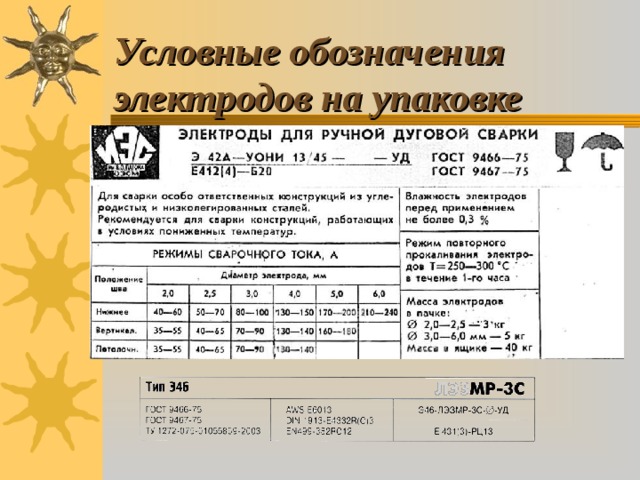
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
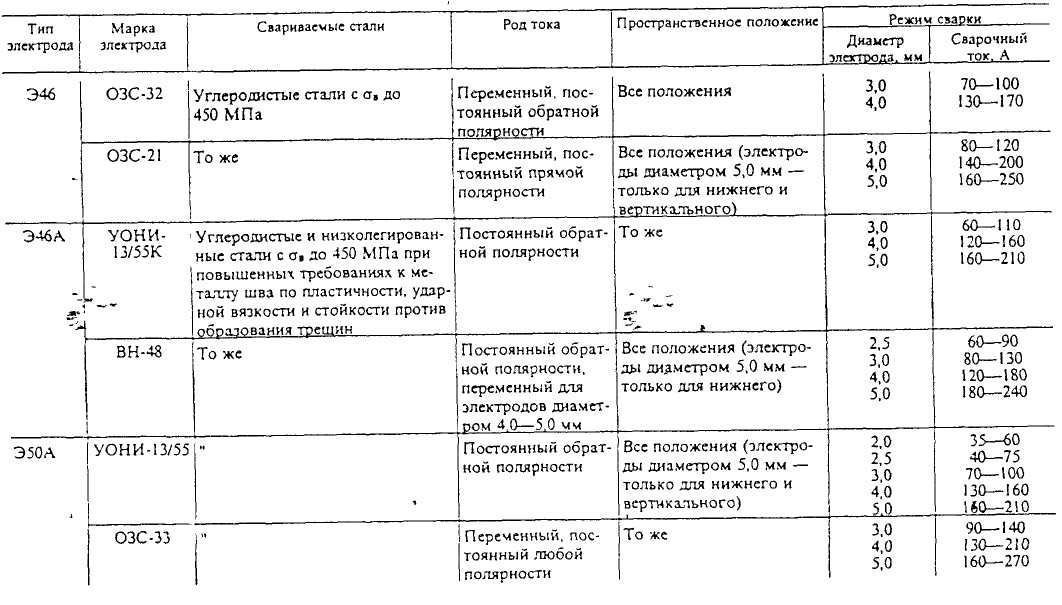
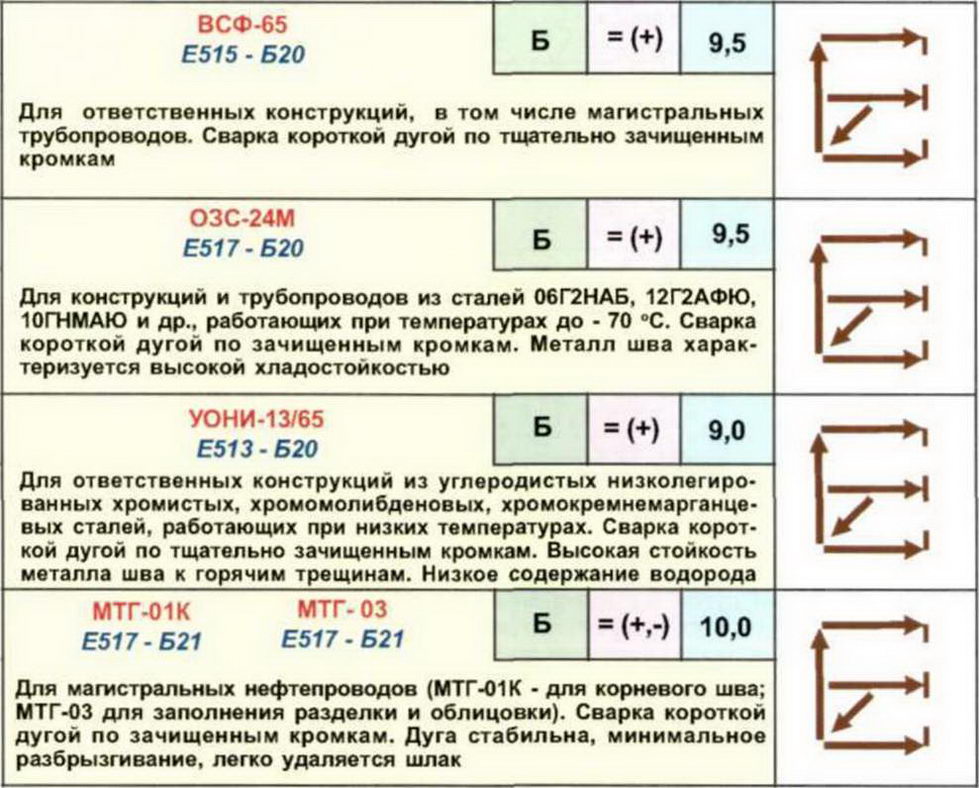
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.

Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
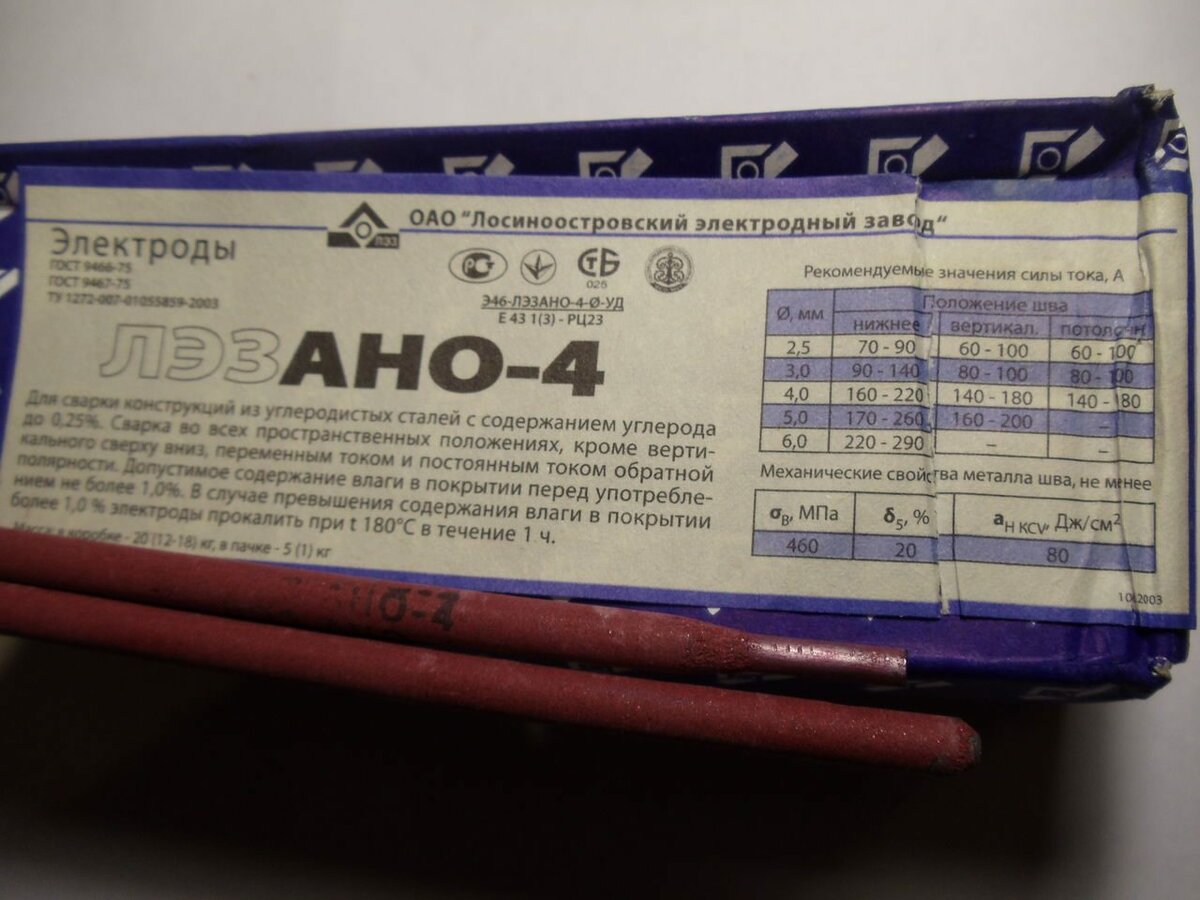
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Сферы применения, параметры, хранение
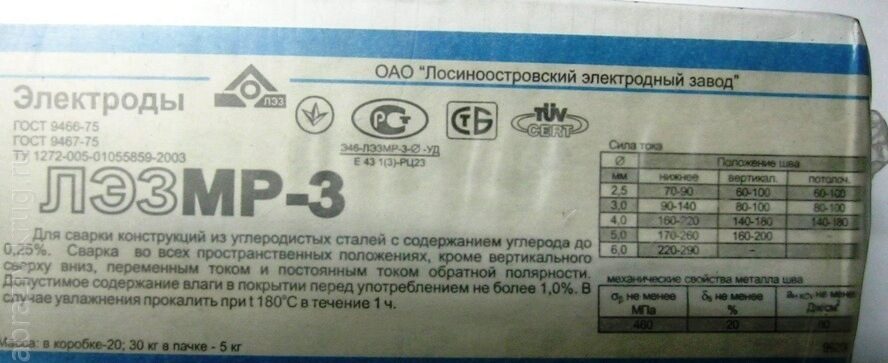
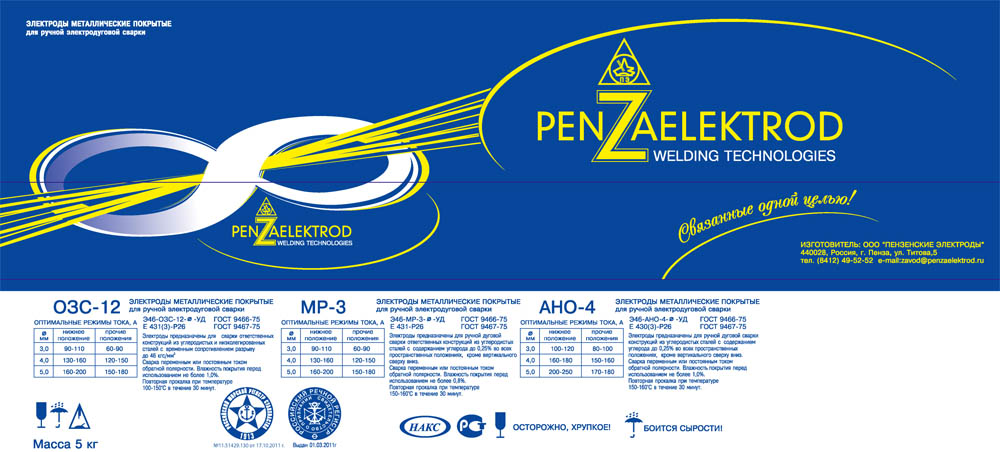
Очень часто “МР-3С” можно увидеть на больших производствах, в машиностроении и строительных площадках. Это означает, что область их применения довольно широка. Спецификация стержней состоит в работе со сталями содержащими много углерода и мало легирующих компонентов. Сюда относятся совершенно разные сплавы, имеющие прочность до 460 МПа.
Пройдемся по техническим параметрам стержней:
- наплавка: 8,5 г/Ач;
- расход: 1,7 кг на 1 кг наплавленного металла;
- покрытие: рутил;
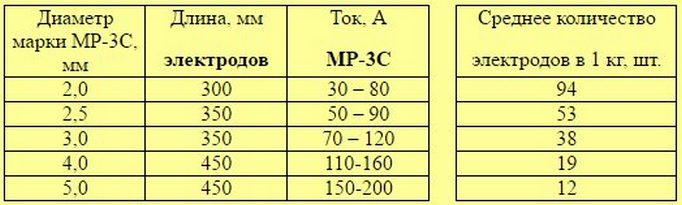
- диаметр: 2,5 — 6 мм.
Электроды могут применяться во всех положениях, что значительно облегчает процесс, когда работы ведутся при сложном монтаже.
Другим преимуществом является легкое зажигание электродов. Это особенно полезно, когда работают новички. Дуга горит стабильно, что позволяет делать соединения равномерными и плотными.
Благодаря рутиловому покрытию, шов защищается от попадания шлака и окисления. Сама же шлаковая корка отделяется очень легко и быстро. В швах не образуется пор и они не подвержены растрескиванию. Наплавленный металл хорошо справляется с механическими нагрузками, ударами и “не устает”.
Такие свойства говорят о том, что электроды могут использоваться при сварке ответственных конструкций, работающих под разными нагрузками.

Стержни “МР-3С” подходят также для установки прихваток, перед непосредственными сварочными работами.
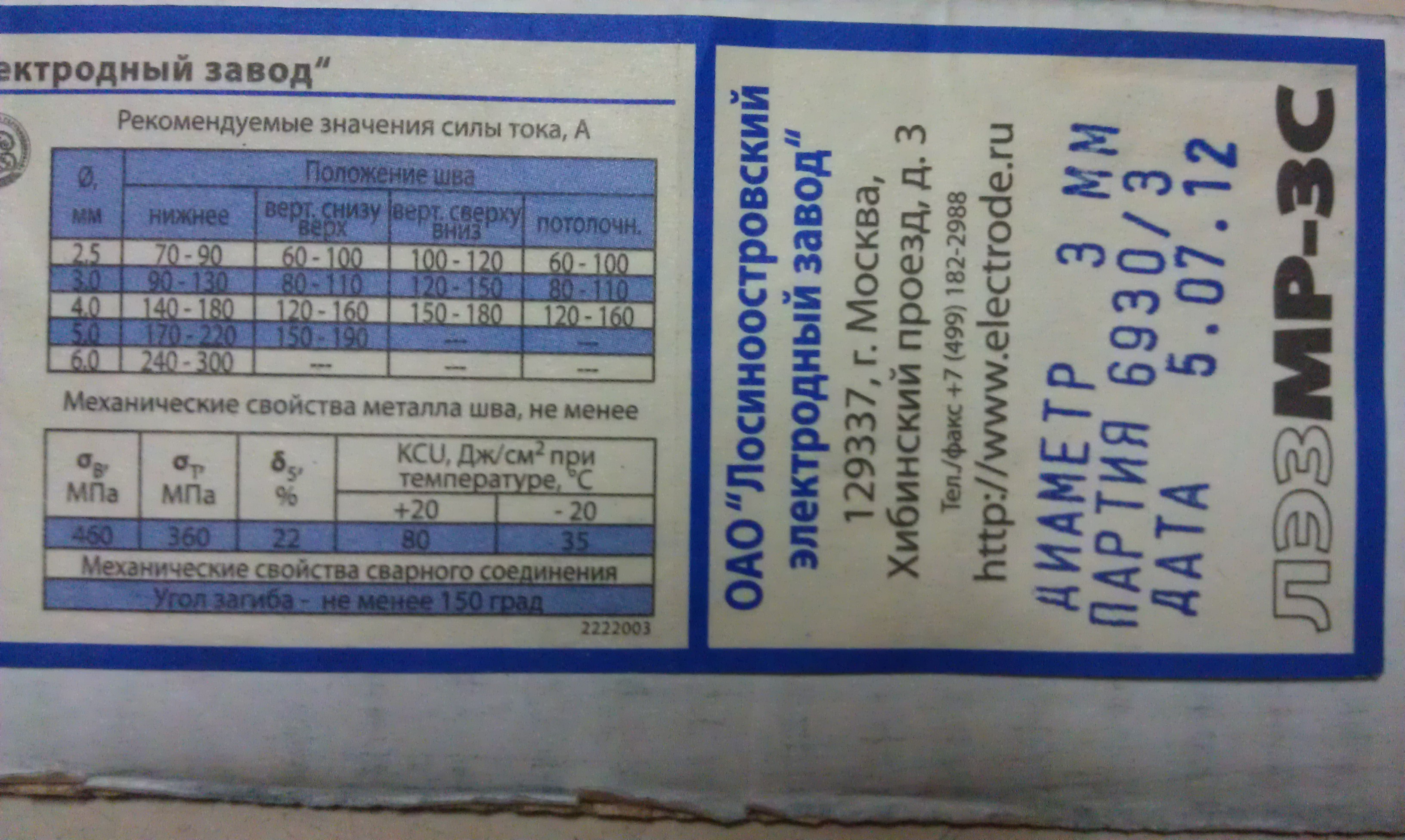
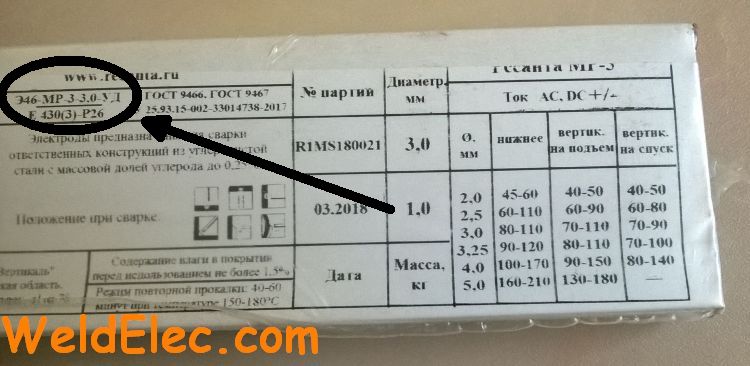
При работе с разными диаметрами изделий, следует подбирать разное напряжение питания. Так, для нижнего положения используется такой ток:
- 2,5 мм: 70 — 90 А;
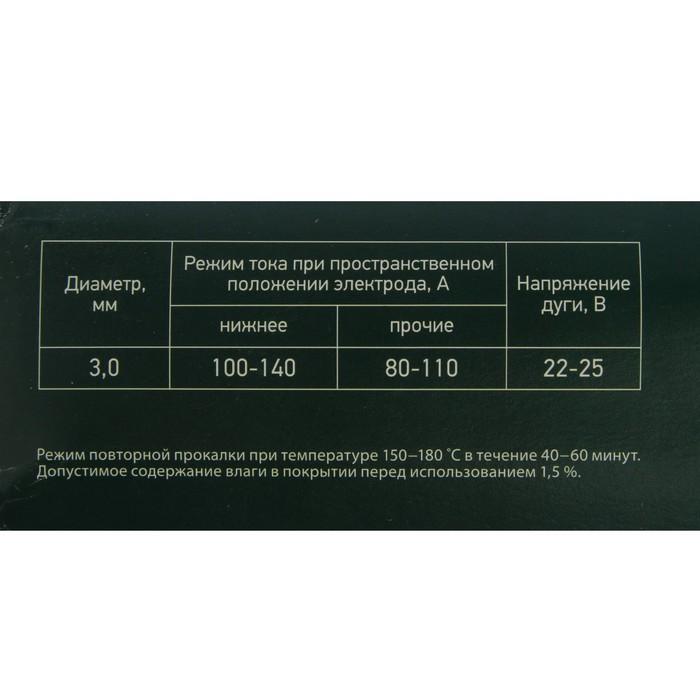
- 3 мм: 90 — 130 А;
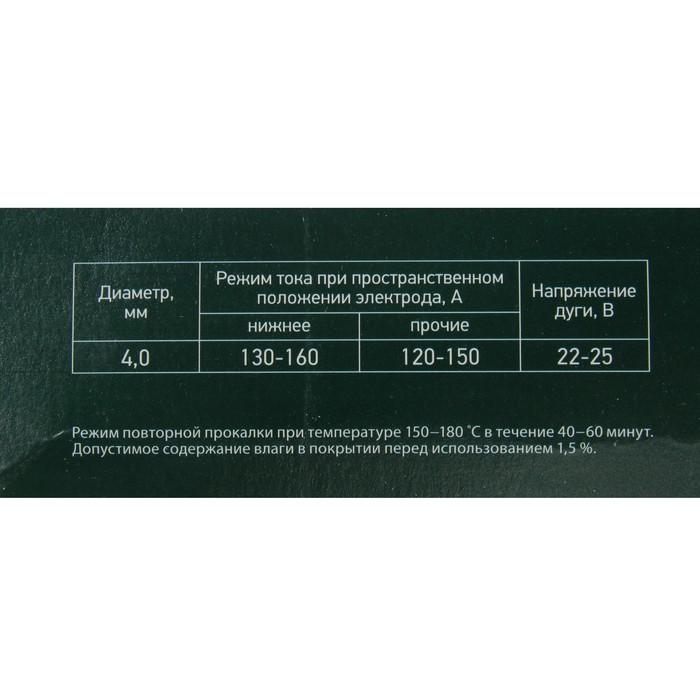
- 4 мм: 140 — 180 А;
- 5 мм: 170 — 220 А;
- 6 мм: 240 — 300 А.
Для вертикального и потолочного положения:
- 2,5 мм: 60 — 100 А;
- 3 мм: 80 — 110 А;
- 4 мм: 120 — 160 А;
- 5 мм: 150 — 190 А;
Электроды поставляются в упаковках, завернутых в особую влагостойкую пленку. Она предотвращает попадание жидкости на стержни. Чтобы продлить срок хранения изделий, необходимо держать их в сухом помещении при комнатной температуре. При таких условиях, они сохранят свои свойства и не подведут вас во время работы.

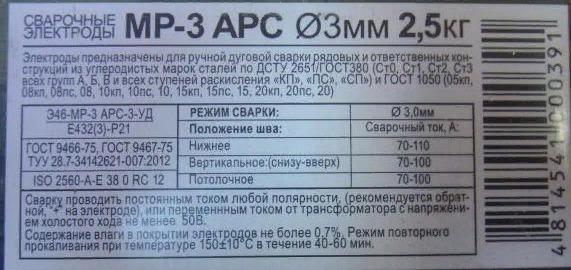
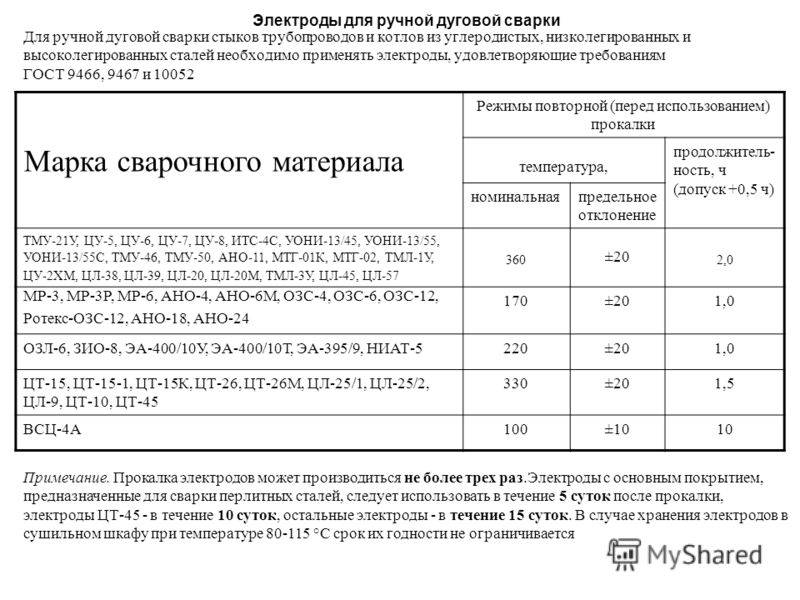

При попадании на электроды жидкости, их следует прокалить в специальной печи. Делать этого нужно в течение 1 часа при t = 170 — 190°С.
Для чего предназначены, область применения, использование марки, назначение
Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением не более 50 кгс/кв.мм. Возможна работа с изделиями больших и средних толщин.
Практическое применение электродов МР-3
Электроды марки МР-3 с рутиловым покрытием получили широкое распространение не только среди опытных сварщиков, но и относящихся к категории новичков. Легкое, почти мгновенное зажигание дуги, как собственно и повторное, значительно облегчают выполнение сварочных работ любителями, не владеющими практическими навыками проведения такой технологии. Для поддержания стабильной дуги новичку не требуется иметь «набитую руку», дуга работает как на короткой длине, так и на более длинной, при этом на сварочном аппарате (трансформатор или инвертор) может быть установлено небольшое значение сварочного тока.
Опытные сварщики используют электроды МР-3 для сварки тонкостенных конструкций прерывистым швом (с отрывом), что требует определенных навыков. Практический опыт подбора режимов сварки позволяет им выполнять соединения заготовок в случае невозможности их тщательной подгонки друг к другу, то есть с зазором.
Для практического применения расходников марки МР-3 важно, что не требуется предварительной подготовки свариваемых поверхностей. Наличие на них влаги, ржавчины и других загрязнений не сильно влияет на качество сварного шва
Где применимы
Начинающим сварщикам открывается широкое поле деятельности в проведении сварочных работ с помощью электродов МР-3 на даче, в гараже
При установке забора или других ограждений на даче с использованием бывшего в употреблении уголка или профиля, разводке для полива по территории сада или огорода таких же не первой свежести труб можно не сильно обращать внимание на подготовку поверхностей под сварочные швы. При проведении таких неответственных работ даже сварщиком-любителем результат вполне будет соответствовать поставленным целям
При необходимости отремонтировать поломанный стеллаж в подвале гаража применение расходников МР-3 будет лучшим вариантом. Отсутствие вредных веществ в сварочном газе обеспечит безопасность работ в таком относительно закрытом помещении.Кстати: при наличии труднодоступных для сварки мест можно соответствующим образом согнуть расходник с рутиловым покрытием, чтобы обеспечить лучший подвод электрода к соединяемым стыкам. Электроды МР-3 предназначены для сварки углеродистых и низколегированных сталей, которые широко распространены в различных отраслях промышленности. Рутиловое покрытие обеспечивает хорошую защиту сварочного шва от внешних условий, что позволяет использовать МР-3 для применения в ответственных соединениях с прочностью на разрыв не более 490 МПа.
Высокая стабильность дуги на протяжении всего сварочного технологического процесса дает возможность получить качественный корневой шов на неповоротных стыках труб. Облицовочный шов добавляет прочности стыку трубопровода. Такая технология используется при монтаже и ремонте труб в нефтяной, газовой промышленности, ремонте резервуаров для хранения нефти, контейнеров для перевозки опасных грузов, в обслуживании котлов и другого подобного оборудования.
Подъемно-транспортное оборудование (краны, эскалаторы, конвейеры и другое) после монтажа или ремонта с помощью сварки подвергается тщательному контролю производимых швов неразрушающими методами. Применение электродов МР-3 практически гарантирует отсутствие пор, трещин и других дефектов при выполнении работ сварщиком с требуемым аттестационным допуском.
Возможность сварки электродами МР-3 в вертикальном и потолочном положении позволяет выполнить ремонт листопрокатных и других подобных станов без демонтажных работ.

Способность сварочного шва, выполненного электродами марки МР-3, противостоять агрессивным средам, дало возможность использования этого расходного материала в судостроении.
Многие металлоконструкции железобетонных изделий (арматура, закладные и другие) свариваются маркой МР-3.
Где не применимы
Механические характеристики расходников марки МР-3 ограничивают их применение для нагруженных конструкций. Углеродистые и низколегированные стали, используемые в домашнем хозяйстве практически все можно сваривать рутиловыми электродами. Однако, бывают исключения и трещину, например, на тяжелом металлическом молотке, испытывающим повышенные нагрузки, сопровождающиеся вибрацией, лучше ремонтировать сваркой с применением электродов с основным покрытием, например, УОНИ 13/55. Механическая прочность и пластические свойства шва этой марки превышают аналогичные показатели МР-3.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.






Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.