
Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
После отжига получается однородная мелкозернистая структура, твердость уменьшается, пластичность повышается, и в качестве предварительной термической обработки используется II вид отжига, перед обработкой стальных деталей металлорежущим станком. В зависимости от температуры нагрева происходит полный и неполный отжиг. Полный отжиг используется для предварительной эвтектоидной стали.
Его целью является улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также придание готовой детали мелкозернистой отделки. Неполный отжиг связан с фазой перекристаллизации, его применяют после процесса горячего прессования, а также при получении заготовки мелкозернистой структуры. После охлаждения получается грубая структура, состоящая из крупных частиц феррита и перлита. Сталь менее пластична. Производство гранулированного цементита облегчается горячей пластической деформацией перед отжигом, где цементитная сетка измельчается.
Сталь с зернистым цементитом лучше обрабатывается режущим инструментом, а после закалки приобретает хорошую структуру. Для экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе старения, температура равна по сечению изделия. Это способствует более однородной структуре и однородным характеристикам. Легированная сталь подвергается такому отжигу. Отжиг легированной стали увеличивает не только продолжительность нагрева и старения, но и продолжительность охлаждения. Высоколегированные стали охлаждаются на низких скоростях из-за высокой стабильности легированного аустенита. Их твердость после отжига остается высокой, что ухудшает обрабатываемость режущего инструмента.
Стандартизация называется термической обработкой стали, при которой изделие нагревается до аустенитного состояния и охлаждается на нежном воздухе. Разница между нормализацией и полным отжигом предварительно эвтектоидной стали заключается только в скорости охлаждения. В результате нормализации получается более тонкая структура кодекутана, уменьшаются внутренние напряжения, устраняются дефекты, возникшие в ходе предыдущей обработки продукта. Нормализованная твердость и прочность после термообработки используется в качестве промежуточной операции для улучшения структуры.
Особенностью данного вида режима термообработки является температура нагрева и охлаждения в спокойном воздухе. Эти особенности обусловлены конкретной целью нормализации. Что касается предэвтектоидной стали, особенно низкоуглеродистой стали, то можно получить те же результаты, что и при отжиге, используя более простой режим нормализации и охлаждения за более короткое время. Воздушное охлаждение обеспечивает более высокую степень переохлаждения аустенита, чем при отжиге, а продукты его распада более дисперсны, а плотность образующихся дислокаций близка к 108 см2.
Это особенно верно для деталей из низкоуглеродистой стали, где использование закалки исключено из-за очень высокой критической скорости закалки. Одной из целей нормализации является разрушение вышеупомянутой сетки в транс-со-сталях, в которых нежелательные цементитные сетки вокруг зерен перлита не образуются из-за ускоренного выделения избыточного (вторичного) цементита из аустенита. Рекристаллизационный отжиг (рекристаллизация) стали происходит при температуре 500-550 ° с; отжиг для снятия внутренних напряжений-при температуре 600-700°с. Эти виды отжига позволяют снять внутреннее давление литья от неравномерного охлаждения деталей и заготовок, обрабатываемых давлением при подкритических температурах.
Если в стали наблюдается внутрикристаллическое разжижение, то применяется диффузионный отжиг. Выравнивание состава в зернах аустенита, наряду с самодиффузией железа, достигается диффузией углерода и других примесей в твердом состоянии. В результате сталь становится однородной по составу, поэтому диффузионный отжиг также называют гомогенизацией. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать сгорания частиц.
| Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств | Изменение микроструктуры и механических свойств металлов при нагреве после высоких и низких температур Обработка металлов давлением основана на их |
| Химико-термическая обработка стали.Назначение, виды и общие закономерности.Диффузионное насыщение сплавов металлами и неметаллами | Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг |
Как отпустить сталь самостоятельно
Для того чтобы отпустить сталь в домашних условиях с целью снятия внутреннего напряжения, ее марку знать необязательно — достаточно нагрева до температуры не выше 200 ºC и выдержки в этих условиях не менее часа. Если же планируется отпустить стальное изделие для снижения твердости и повышения вязкости, то для определения температурных режимов отпуска знание марки стали необходимо.
На самом деле это не такая сложная задача, как может показаться. В учебниках по термообработке и на интернет-сайтах достаточно таблиц с перечнями изделий и марками стали, из которых они изготавливаются, а часто даже и с температурными режимами их закалки и отпуска (см. таблицу выше).
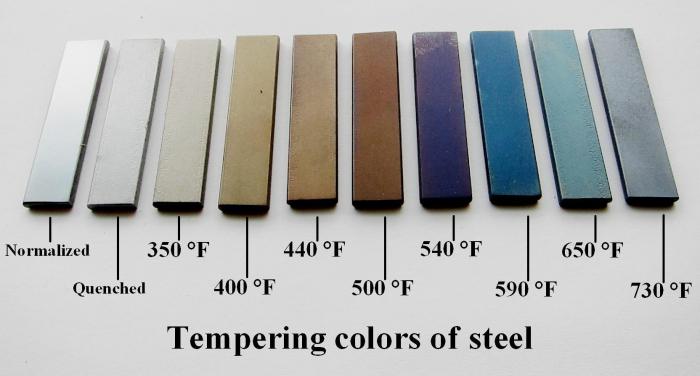
Для нагрева своей детали можно использовать практически любой источник тепла: от духовки кухонной плиты до газовой горелки или самодельного горна. Важным моментом является температура разогрева. В принципе, ее можно определить по цветовым таблицам побежалости, появляющейся на горячем металле, которые также легко найти в интернете.
Это старинный проверенный метод, известный еще с древних времен, но он требует некоторого опыта, т. к. его главные недостатки — это субъективность восприятия цвета и его зависимость от внешнего освещения. Для новичка лучшим решением будет использование терморегулятора плиты или обычного мультиметра с термопарой.
Химико-термическая обработка
Химико-термическая обработка металлов подразумевает процедуру, которая заключается в изменении структуры металла. Фактически такая обработка проводится путем нагрева до нужной температуры и выдерживания деталей в специально подготовленных химических растворах. Подобный процесс осуществляется для того, чтобы насытить слои металлических заготовок необходимыми химическими компонентами.
В целом, химико-термическая обработка стали направлена на улучшение твердости, коррозионной устойчивости, а также стойкости к износу различных деталей. Она более привлекательна по отношению к прочим технологиям благодаря тому, что при увеличении прочности деталей наблюдается не столь существенное снижение пластичности.
Основными параметрами химико-термической обработки деталей является температура процесса, а также продолжительность выдержки. Варьируя их, можно получать разные результаты.
Особенности процесса
Особенность подобного процесса заключается в том, что при его проведении может применяться насыщение как одним компонентом, так и несколькими. При однокомпонентном насыщении используется только хром, углерод, бор или другой активный компонент.
В случае же многокомпонентной обработки может применяться сочетание различных элементов, к примеру бор и алюминий (такой процесс называют боролитирование). Также используются другие пары веществ. Стоит отметить, что в промышленности обычно применяется однокомпонентное насыщение.
После того, как будет совершена химико-термическая обработка, появится диффузионный слой. Под этим необходимо понимать изменение структуры и химического состава материалов, а также свойств наружного слоя и фаз элемента. Изменения диффузионного слоя зависят от состава компонентов.
Разновидности
Химико-термическая обработка деталей может осуществляться различными способами:. Азотирование. В этом случае детали обогащаются азотом, что приводит к повышению их усталостной прочности, а также устойчивости к появлению коррозии.
- Алитирование. Данный процесс подразумевает обработку алюминием. Его цель ‒ придание изделиям повышенной стойкости к разнообразным газам.
- Цементация. Процедура происходит путем обогащения деталей углеродом. В результате этого изделия приобретают твердую оболочку с сохранением мягкой середины.
- Борирование.
Как нетрудно догадаться из названия, в этом случае стальные или другие детали подвергают воздействию бором. В результате проведения подобной процедуры поверхность изделий становится более стойкой к разнообразным средам, что также приводит к увеличению их долговечности.
- Хромирование. Детали проходят насыщение хромом.
Подобная химико-термическая обработка способна придать им устойчивость к преждевременному износу, появлению коррозии и окалины.
Преимущества процесса
Химико-термическая обработка материалов имеет ряд важных преимуществ, наиболее существенными из которых являются:
- высокий темп насыщения металлов;
- обеспечение равномерного распределения температуры во время обработки;
- низкий уровень термонапряжения;
- во время данного процесса практически полностью исключаются деформации.
Данный вид обработки привлекателен еще и потому, что подходит для большого количества разнообразных металлов. Подобная процедура нашла широкое распространение для придания прочности шестерням.
При заказе услуги у нас, Вы можете быть уверены в том, что химико-термическая обработка будет строго контролироваться на каждом этапе. Каждому клиенту при обращении к нам предоставляется индивидуальный подход.
Выполняем следующие виды работ:
• Замер твердости материалов и изделий по заявке Заказчика Цена 200,00 руб./один замер
• Определение марки материала и количество содержания химических элементов в сталях при помощи оптического спектрометра «Минилаб СЛ». Результат анализа материала считается информационным и не является основанием для решения спорных вопросов через арбитраж.
Цена 800,00 руб./один образец
— Минимальный размер оплаты при поставке деталей на термообработку из одной марки стали:
• до 55 кг ( закалка+отпуск ) Цена 1500,0
• до 20 кг ( цементация+закалка ) Цена 1500,0
Также, Вы можете заказать бесплатный обратный звонок и наш менеджер ответит на все интересующие вопросы.
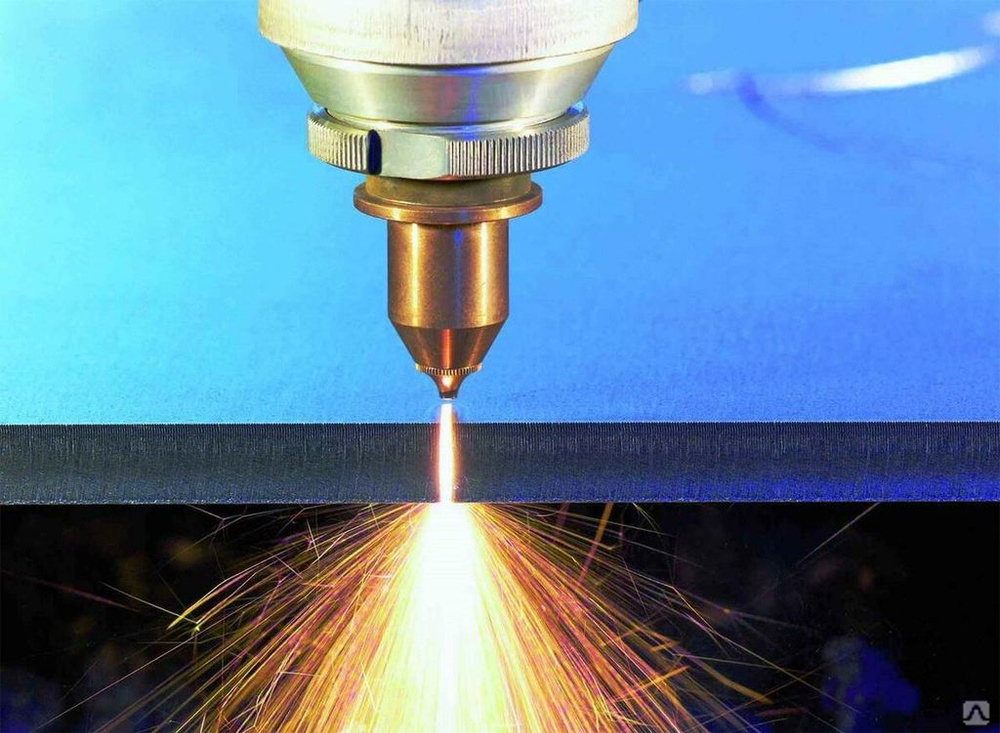
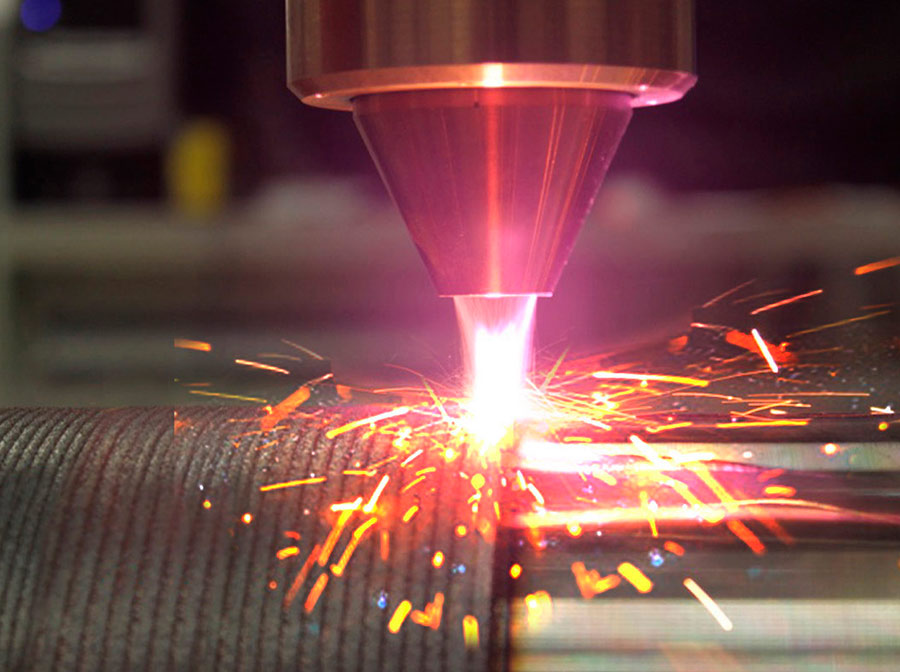
Лазер
Это устройство, в наше время используемое достаточно широко в самых разных областях человеческой деятельности, нашло применение и в металлообработке. Метод не требует последующего охлаждения, поскольку воздействие луча кратковременно и влияет оно на самый верхний слой металла, вызывая желательные изменения кристаллической структуры. «Лазерная заточка» действительно обеспечивает длительно отсутствие потребности острить режущий инструмент (в основном для них и применяется), если при изготовлении его действительно применен этот метод. Однако следует учитывать, что в наш контрафактный век надпись на изделии не всегда соответствует истине. Иногда таким клеймом украшен и продающийся на уличном ларьке какой-нибудь дешевый нож-«бабочка». Поверхностная закалка лучом лазера – технология недешевая, она доступна лишь ведущим производителям инструмента.

Улучшение и нормализация
Как виды термообработки, эти процессы схожи с отжигом, хотя и предназначены для иных целей – повышения эксплуатационной долговечности ответственных деталей машин и инструмента.
При нормализации деталь подвергается медленному нагреву, выдерживается при заданной температуре, после чего обязательно охлаждается вместе с печью. В результате структура детали становится более равновесной, а уровень внутренних напряжений понижается.






Закалка стали (график)
Существенным отличием считается состав атмосферы, печи, в которой выполняются данные операции термической обработки. Она должна быть безокислительной, поскольку интенсивное оксидообразование на поверхности изделия не только ухудшает его товарный вид, но и изменяет размеры. Выгорание углерода, которым также сопровождается термообработка в обычной печи, ухудшает химический состав стали и снижает её прочность.
Уменьшение доступа кислорода к поверхности детали при нормализации выполняют несколькими путями:
Термообработка металла от отжига до нормализации
- Нагревом при плановом недостатке кислорода. В этом случае стабильность работы газовых горелок печей для термообработки компенсируют увеличением скорости подачи воздуха в зону горения;
- Термической обработкой в среде защитных газов. Для ответственных деталей применяются пары лития, аргон или другие благородные газы, в остальных случаях – двуокись углерода;
- Нанесением защитных обмазок на поверхность изделия, подлежащего нормализации.
После нормализации деталь охлаждают на спокойном воздухе, не допуская её обдув: это может вызвать неоднородную, «пятнистую» микроструктуру изделия.
 Нормализация металла
Нормализация металла
Улучшение — операция термообработки, в результате которой повышается механическая обрабатываемость сталей и сплавов, снижается уровень остаточных напряжений в них. Это сопровождается некоторым уменьшением твёрдости.
Виды обработки стали: отжиг
Отжиг – это один из способов высокотемпературной обработки стали, с которым отлично справится установка ТВЧ. В основе его принципа лежит нагрев металла до заданной температуры, выдержка, а затем медленное охлаждение. Производится отжиг стали для того, чтобы выровнять структуру металла, улучшить пластичность, а также уменьшить напряжение металла, если перед отжигом производились какие-либо другие процессы термической обработки. Отжиг, как и другие виды термообработки стали, подразделяется на подтипы:
- Отжиг первого рода. Во время произведения данного вида термической обработки не происходит перекристаллизация, называемая фазовыми превращениями. Если данные превращения и произведутся, то на итоговые результаты вовсе не скажутся. Производиться отжиг первого рода может при температуре, которая будет ниже или выше температуры фазовых превращений.
- Диффузионный отжиг. По-другому называется гомогенизацией. Во время проведения данного вида отжига происходит длительная выдержка изделия в среде, имеющей температуру выше 950 градусов. Диффузионный отжиг позволяет устранить или уменьшить химическую неоднородность стали, которая негативно сказывается на металле, снижая его пластичность и повышая хрупкость. Время выдержки изделия при произведении гомогенизации определятся исходя из параметров и марки стали, однако колеблется в пределах 50-100 часов.
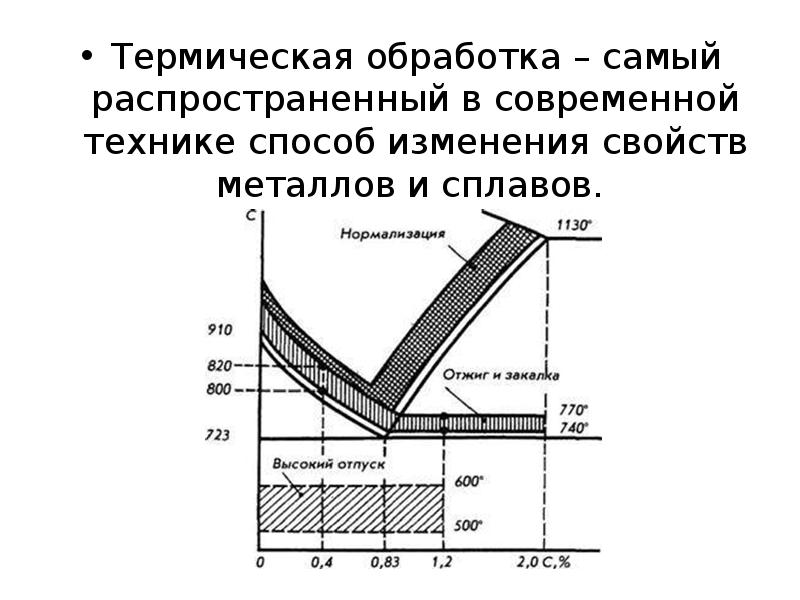
- Отжиг второго рода. Во время проведения отжига второго рода сталь нагревается до температуры, которая будет выше точек АС1 или АС3 (смотрите изображение 1), затем происходит выдержка и медленное охлаждение. В результате медленного охлаждения фазовые превращения внутри металла приводят к получению почти равновесного состояния структуры металла.
- Полный отжиг. Еще данный тип отжига называют высоким. Производится он при нагреве металла под температурой, которая будет на 30-50 градусов ниже, чем верхняя критическая точка АС3, также изделие выдерживается при этой температуре, а затем медленно охлаждается вместе с установкой. Полный отжиг позволяет произвести полную перекристаллизацию металла, получив перлитную структуру.
- Неполный отжиг. До термической обработки сталь имеет слишком высокую твердость и тяжело поддается обработке. Внутри структуры имеется напряжение металла. Неполный отжиг применяется для устранения этого недостатка в виде уменьшения твердости металла. При неполном отжиге сталь нагревают, придерживаясь интервала температур между точкам АС1 и АС3. После проведения неполного отжига металл полностью избавляется от внутреннего напряжения, а сталь становится более податливой.
- Сфероидизирующий отжиг. Высокоуглеродистая заэвтектоидная сталь, обладающая структурой пластинчатого перлита очень плохо поддается обработке при помощи режущих инструментов, поэтому должен быть проведен сфероидизирующий отжиг для изменения структуры на зернистый перлит. Для это металл нагревают ниже точки АС1, выдерживают при этой температуре несколько часов, а затем остужают. На изображении 2 вы можете заметить схему отжига на зернистый перлит.
- Изометрический отжиг. Проводится для получения ферритно-перлитовой смеси из аустенита при постоянной температуре. Изометрический отжиг предусматривает нагрев стали на 30-50 градусов выше точек АС3 или АСm, выдержку при соблюдении этой температуры и дальнейшее охлаждение до температуры перлитного превращения, которая как правило равняется 620-680 градусов, а затем снова выдерживают до конечного превращения аустенита в перлит.
- Рекристализационный отжиг. По-другому называется разупрочняющим отжигом. Рекристализационный отжиг производится в отношении изделий, которые были подвержены наклепу металла, и кристаллическая решетка которых исказилась. Разупрочняющий отжиг производится при температуре ниже точки АС1, то есть 630-650 градусов.
- Светлый отжиг. Производится для того, чтобы сохранить блестящую и чистую поверхность стальных листов, лент, прутков и т.п.
Как видите, существует немало видов отжига, позволяющих добиться нужных изменений в структуре металла. Установка ТВЧ способна с высокой точностью и с хорошим качеством проводить отжиг стали, приводя ее структуру в нужное состояние.
Что такое конструкционная сталь
Под ней следует понимать стальной сплав особой пластичности и прочности, который обеспечивает высокую сопротивляемость изделий к разрушению и деформации. Это универсальный материал, широко используемый для изготовления ответственных строительных конструкций, промышленных механизмов и машин. В химический состав таких сплавов на основе железа входит целый комплекс добавок, таких как марганец, медь, никель, хром, молибден и другие.
При этом главным параметром, определяющим будущие свойства производимых на основе конструкционных сталей изделий, является присутствие в ней углерода. Чем больше его в сплаве, тем прочнее металл и выше порог его хладноломкости. Именно это и позволяет изготовленным из конструкционных марок сталей деталями и конструкциям выдерживать высокие нагрузки и даже самые суровые климатические условия.
Конструкционная сталь бывает двух видов: машиностроительная и арматурная (строительная). Внутри этих видов она разделяется ещё на несколько классов и категорий, причём многие из них не взаимозаменяемые.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Читать также: Недостаток литья в оболочковые формы
Режимы термической обработки углеродистых инструментальных сталей
Виды термической обработки стали
В металлургической отрасли используется три вида обработки: термомеханическая, техническая, химико-термическая. Каждый из способов – сложный технологический процесс, требующий отдельного изучения.



Отжиг
Один из этапов технической обработки материала. Он предполагает равномерное разогревание болванки до заданной температуры, после чего она остывает естественным путём. В результате воздействия устраняется внутреннее напряжение металла, его структура становится однородной. Также материал становится пластичней, что упрощает его дальнейшую промышленную обработку.

В производстве используется два вида обжига:
-
Первого рода с незначительным изменением кристаллической решётки материала;
-
Второго рода, когда в результате воздействия происходит фазовое изменение структуры металла. Такой способ также называют полным обжигом.
Диапазон температур в процессе обжига варьируется в пределах 25-1200 градусов по Цельсию.
Закалка
Ещё один из видов техобработки, в результате которого повышается прочность при одновременном снижении пластичности. Изделие поддаётся воздействию критической температуры, а затем быстро охлаждается путём погружения в ванну с технологической жидкостью.

Виды закалки:
-
Двухфазовое охлаждение. В процессе заготовка сначала охлаждается до 300 градусов по Цельсию водой, затем погружается в резервуар с маслом.
-
Одноэтапное охлаждение. После нагрева происходит охлаждение только маслом. Для больших заготовок вместо масла часто используется вода.
-
Ступенчатая закалка. После нагревания болванки попадают в расплавленные соли. Далее, заготовка попадает на свежий воздух, где остывает естественным путём.
-
Изотермическая закалка. Метод схож со ступенчатым, но здесь меняется время выдержки нагретой заготовки в расплавленных солях.
Термомеханическая обработка
Один из базовых методов обработки металла. Во время технологического процесса специализированное оборудование, нагнетающее давление на нагревательные элементы, резервуары для охлаждения. Заготовка подвергается воздействию заданной температуры, затем под давлением происходит пластическая деформация, придающая нужной формы, улучшенных физических свойств.
Отпуск
Заключительный этап, который выполняется после закалки. В результате отпуска повышается вязкость металла, устраняется внутреннее напряжение, повышается прочность. Процедура выполняется при различных температурах. Выбор режима напрямую влияет на физические свойства обрабатываемого металла.
Криогенная обработка
Процесс, при котором выполняется охлаждение заготовки. В результате охлаждения изделие становится прочнее, не требует отпуска, лучше полируется, шлифуется. В камере, где происходит обработка, температура снижается до -195. Длительность процедуры зависит от типа материала. Для нагнетания холода применяется процессор, генерирующий экстремальные значения температуры. Охлаждение происходит равномерно, в результате изделие не деформируется. Восстановление температуры происходит естественным способом на открытом воздухе.
Химико-термическая обработка
Тип обработки металла, когда заготовка после нагрева подвергается воздействию химических составов. Контактная поверхность очищается, покрывается хим. средством. Химико-термическая обработка применяется перед закалкой. При необходимости мастер насыщает поверхность заготовки азотом. Для этого используется криогенная камера, в которой и происходит первичный нагрев до 650 градусов.
Термообработка цветных сплавов
Описанные выше способы обработки подходят не для всех сплавов, цветного металла. Например, для термической обработки меди применяется рекристализационный отжиг, когда материал разогревается до 550 градусов. Если в производстве используется латунь, она нагревается до 200 градусов. Алгоритм термообработки алюминия включает первичную закалку, отжиг, после чего материал подвергается старению.
Термическая обработка металла – важный этап в производстве готовой продукции, позволяющий производить компоненты для промышленного оборудования, автомобилей, судов, другой техники. В результате воздействия материал становится прочнее, появляются антикоррозийные свойства. Выбор техпроцесса зависит от типа металла, сплава.
История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе.
В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо.
Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.
Химико термический метод
Химико термическая методика предназначена для изменения состава стали в определенном слое. К этой группе методов относятся:
- цементация – обогащение углеродом (науглероживание) поверхностного слоя стали. С помощью этого метода получают изделие с комбинированными свойствами: мягкой сердцевиной и твердым поверхностным слоем;
- азотирование – обогащение поверхностного слоя азотом для повышения коррозионной стойкости, усталостной прочности изделия;
- борирование – насыщение поверхностного слоя металла бором. Боридный слой придает изделию повышенную износостойкость особенно при сухом скольжении и трении. Кроме того борирование практически исключает схватываемость (или свариваемость) деталей в холодном состоянии. Борированные детали отличаются высокой стойкостью к кислотам и щелочам;
- алитирование — насыщение алюминием. Применяется для придания стали стойкости к агрессивным газам (серный ангидрид, сероводород);
- хромирование – насыщение поверхностного слоя хромом. Хромирование малоуглеродистых сталей практически не влияет на их прочностные характеристики. Хромирование сталей с более высоким содержанием хрома называется твердым хромированием, так как в результате операции на поверхности детали образуется карбид хрома, обладающий:
- высокой твердостью;
- окалиностойкостью;
- коррозионной стойкостью;
- повышенной износостойкостью;
Электрофизические методы обработки металлов
К этой группе относятся методы проведения работ с помощью электрического тока, электролиза в комбинации с физическим воздействием.
Электроэрозионный метод
В процессе электроэрозионной обработки металла импульсом электрического тока с поверхности детали вырываются частицы металла. Импульсы на столько короткие, что за это время успевает расплавиться и испариться лишь небольшое количество вещества. При этом тепло не распространяется вглубь детали.
К электроэрозионному методу относятся:
- электроискровая обработка металлов;
- электроимпульсная.
Электроискровой метод основан на применении искрового разряда. В канале разряда температура достигает 10000С, но время действия импульса мало. В результате можно получить хорошую поверхность. Но метод этот не отличается высокой производительностью, а износ инструмента равняется объему снятого вещества. Метод применяется для особо точной (прецизионной) подгонки мелких деталей, вырезки деталей твердосплавных штампов по контуру, прошивки маленьких отверстий.
Электроимпульсная обработка основана на применении импульсов дугового разряда. Температура в рабочей зоне достигает 4000 – 5000С, что дает возможность пользоваться большими мощностями (несколько десятков киловатт). В результате повышается производительность обработки материала.
При сварке разнородных металлов необходимо знать свойства и характеристики каждого из них.
Чтобы заниматься художественной ковкой, необходимо иметь набор специального оборудования. Подробнее об этом читайте в нашей статье.
Вы — очень хороший сварщик? Тогда вы можете сделать полезные вещи для своего дома. Интересные идеи ищите по https://elsvarkin.ru/prakticheskoe-primenenie/stroeniya-iz-metalla-dlya-doma-i-dachi/ ссылке.
Преимущества проведения термической обработки
К термообработке можно привести массу положительных показателей, самыми основными преимуществами проведения подобных процессов являются:
- Повышение износостойкости материалов и сплавов;
- Уменьшение бракованных деталей машин и инструментов;
- Экономия на новых деталях на производстве за счет повышения прочностных характеристик сплавов, используемых для этих деталей.
Среди основного оборудования для проведения термической обработки металлов выделяют печи, позволяющие нагревать изделия до высоких температур. Эти печи имеют разную мощность и на производстве используются для разных металлов, так как для каждого металла необходима своя температура термообработки.




Закалка
Это термическая обработка стали, благодаря которой происходит повышение ее прочности, износостойкости, твердости, предела упругости, а также снижение пластичных свойств. Технология закалки состоит из нагрева до определенной температуры (примерно 850-900 ºС), выдержки и резкого охлаждения, благодаря которому эти свойства и достигаются. Закалка является самым распространенным способом улучшения физико-механических свойств сплава. Виды термической обработки стали: с полиморфным превращением и без такового.
Закалку с полиморфным превращением используют для сталей, в составе которых присутствует элемент, способный к полиморфным преобразованиям.
Сплав нагревается до температуры изменения кристаллической решетки полиморфного элемента. В результате нагревания увеличивается растворимость легирующего компонента. При понижении температуры тип решетки изменяется в обратную сторону, но поскольку оно происходит с большой скоростью, в сплаве остается избыточная концентрация элемента с измененной решеткой. Так возникает неравновесная структура, являющаяся термодинамически неустойчивой. Игольчатая микроструктура стали, после термической обработки образовавшаяся в сплаве, называется мартенситом. Для снятия остаточных напряжений металл далее подвергают отпуску.
Закалка без полиморфных превращений применяется в случаях, когда один из компонентов сплава ограниченно растворяется в другом. При нагревании сплава выше линии солидус произойдет растворение компонента. А при быстром охлаждении вторичная фаза не успеет вернуться в исходное состояние, т.к. для возникновения границы раздела фаз, образования исходной решетки и процесса диффузии недостаточно времени. В итоге возникает метастабильный твердый раствор с избыточным содержанием компонента. Процесс приводит к увеличению пластичности металла. Термодинамическая устойчивость достигается в процессе самопроизвольного либо термического старения.
Поскольку режимы термической обработки стали закалкой имеют такой важный решающий параметр, как скорость охлаждения, следует упомянуть среды, в которых процесс происходит (воздух, вода, инертные газы, масло, водные растворы солей).
Скорость охлаждения стали водой в 6 раз выше при температуре 600 ºС и в 28 раз при 200 ºС (в сравнении с техническим маслом). Ее применяют для охлаждения углеродистых сплавов с высокой критической скоростью закалки. Недостатком воды является достаточно большая скорость охлаждения в областях возникновения мартенсита (200-300 ºС), что может привести к образованию трещин. Соли добавляют в воду для увеличения ее закаливающей способности. Таким образом происходит, например, термическая обработка стали 45.
Сплавы с незначительной критической скоростью закалки, которыми являются легированные, охлаждают с помощью масла. Его использование ограничивается легкой воспламеняемостью и способностью пригорать к поверхности деталей. Ответственные детали из углеродистой стали охлаждают в двух средах: воде и масле.
Мартенситные стали, на которых не должно быть оксидной пленки, например, используемые для медицинского оборудования, охлаждают в разряженной атмосфере или на воздухе.
Для того чтобы превратить остаточный аустенит, придающий стали хрупкость, в мартенсит, применяют дополнительное охлаждение.
С этой целью детали помещают в холодильник с температурой -40 – -100ºС либо покрывают смесью углекислоты с ацетоном. Специальная дополнительная обработка низкими температурами способствует повышению твердости режущих инструментов, материалом которых является легированная сталь, стабилизации размерных параметров высокоточных деталей, увеличению магнитных качеств металла.
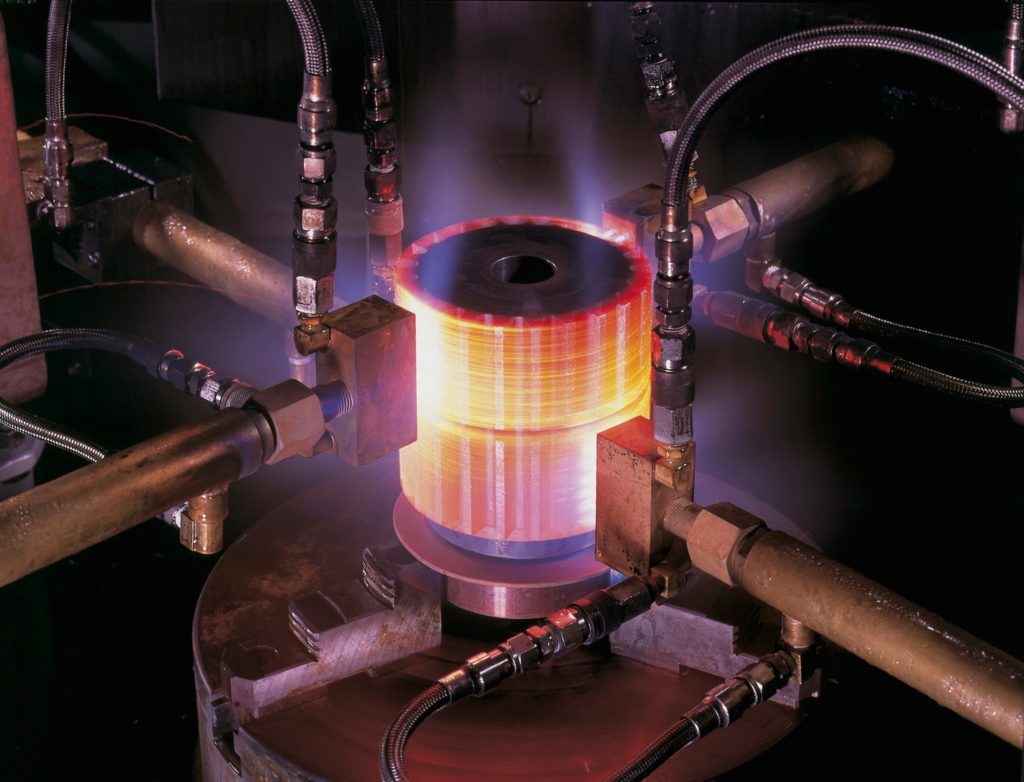
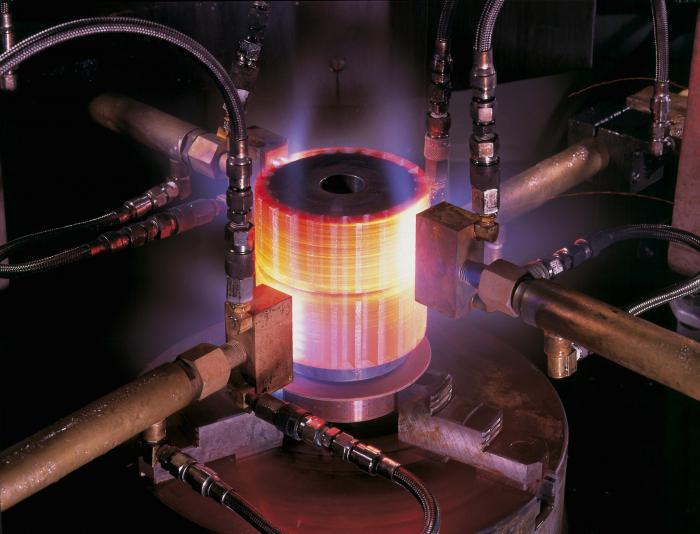
Для некоторых деталей, например, валов, кулачков, осей, шестерен, пальцев для муфт, работающих на истирание, используют поверхностную закалку. В этом случае образуется износостойкое покрытие детали, сердцевина которой – вязкая, с повышенной усталостной прочностью. Для того чтобы произвести такую закалку, используют токи высокой частоты, образуемые трансформатором от специального генератора. Они нагревают поверхность детали, охватываемую индуктором. Затем деталь охлаждается на воздухе. Толщина поверхностного слоя, подвергнутого закалке, может варьироваться от 1 до 10 мм.