
2 Основная классификация и свойства сплавов
Бронза на основе меди и олова – это вид металлического сплава, известный с древнейших времен. Именно из нее изготавливалось большинство материалов и инструментов для быта и деятельности в древние времена. В соответствии с нормами ГОСТа материал бывает двух видов.
Первый вид – это оловянистая бронза (плотность 880 кг/м3, температура плавления 1170 градусов). Основной легирующий элемент – олово, в определенном процентном соотношении такие сплавы также могут содержать свинец, фосфор, алюминий, марганец и другие элементы. Например, цинк и фосфор добавляются в бронзовый сплав для уменьшения конечной стоимости материала, а свинец способствует улучшению свойств металлического сплава к шлифовке и другим видам обработки. Оловянистая бронза обладает большей прочностью, легкоплавкостью и упругими свойствами. Олово и дополнительные металлы или компоненты сплава также придают дополнительные антифрикционные и механические свойства.
Второй вид – безоловянная бронза. Сплав с добавлением никеля, хрома, марганца, алюминия и других материалов без содержания в составе олова. Менее прочный и различный по характеристикам скольжения, но также распространенный вариант медного сплава, который применяется в большинстве отраслей современной промышленности.
 Оловянистая бронза
Оловянистая бронза
В зависимости от процентного соотношения в составе легирующих элементов цвет бронзового сплава может меняться – от белого и черного до золотистых и блестящих оттенков.
Помимо этого, классификация сплавов отличается и по свойствам. Наиболее распространено применение алюминиевой, бериллиевой и свинцовой бронзы.
Марки алюминиевой бронзы по ГОСТу: БрА5, БрА7, БрАМц9-2, БрАМц9-4 и др. Плотность бронзы до 8500 кг/м3. Основной легирующий материал – алюминий, от 6 до 11 процентов в составе сплава. Такой материал обладает высокой прочностью и антикоррозийной устойчивостью, легко поддается различным видам механической обработки (например, сварке аргоном). Как правило, она применяется при изготовлении различных технических деталей и оборудования (подшипников, винтов скольжения, втулок, мембран, частей двигателя и т. д.). Также широко алюминиевая бронза распространена в химической и нефтеперерабатывающей промышленности. Иногда такой сплав называют золотой бронзой из-за характерного золотистого оттенка.
Маркировка бериллиевой (черной) бронзы согласно нормам ГОСТа, в зависимости от процентного содержания бериллия: БрБ2, БрБ3 и др. Как правило, норма содержания бериллия составляет от 0,8 до 2,5 %. Благодаря специальной термической обработке при производстве такой сплав обладает повышенной прочностью. Сплав широко распространен в приборостроении, электротехнической и автомобильной промышленности (изготовление подшипников. различных электросхем, ЭБУ и т. д.).
Марки свинцовой бронзы по ГОСТу: БрСЗО, БрСЗО2 и др. Высокопрочный материал с высокой степенью теплопроводности. Применяется для изготовления сложных деталей, например, вкладышей подшипников скольжения, втулок, которые предназначены для работы при высоком давлении и нагрузках. Чаще всего детали с высоким содержанием свинца (от 27 процентов) можно встретить в механизмах, которые работают в условиях постоянного трения и скольжения.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
- Бронзовый лом измельчается и укладывается в тигель.
- Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
- Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
- Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.
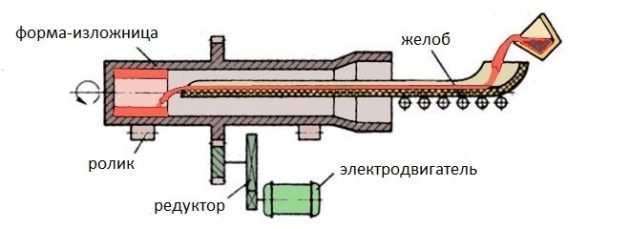
Центробежное литье
Подготовка формы производится в следующем порядке:
- Печь нагревается до 600°.
- Форма помещается в печь и прогревается до имеющейся температуры.
- Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
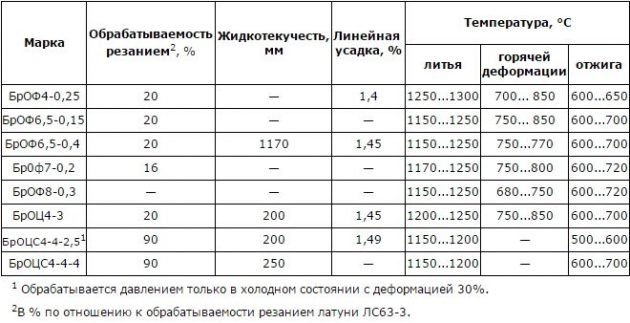
Температура обработки и технические свойства оловянных бронз
Общая характеристика металла
Основными составляющим бронзового сплава являются медь и олово. Существует добавки в виде металлов и неметаллов, но они содержатся в небольших количествах. В зависимости от процентного присутствия меди сплав меняет цвет. Он бывает красный, желтый или серо-стальной.
Важной характеристикой бронзового сплава является его пластичность. Вместе с тем материал обладает достаточной твердостью
Учитывая эти качества и изменяя содержание составляющих, получают сплав с разными характеристиками. Один поддается ковке, другой используется как исходный материал для получения отливок.
Температуры плавления
Важной характеристикой бронзового сплава является температура плавления. Максимальная ее величина достигает 1350 градусов
Она изменяется в зависимости от присутствия добавок, которые повышают тугоплавкость бронзы. Сюда входят алюминий, титан или цинк. При изменении процентного состава легирующих составляющих температура плавления бронзы варьируется в пределах 975–1350 градусов.
Учитывая то, что бронза обладает вязкостью, нагрев ведется до температуры превышающей плавление сплава на 100 градусов.
Сплавы для художественных отливок. Литейные свойства
ГЛАВА III
СПЛАВЫ ДЛЯ ХУДОЖЕСТВЕННЫХ ОТЛИВОК
При производстве художественных отливок используются практически все сплавы наиболее распространенные в промышленности (рис. А1).
Из черных сплавов чаще всего применяют серый чугун. Очень редко в особых случаях применяют сталь, например при последующей сварке отдельных частей отливки или для дополнительных ковочных операций.
| Литейные сплавы | ||||||||
| Черные сплавы | Цветные сплавы | |||||||
| Чугун | Сталь | Тяжелые | Легкие | |||||
| Легкоплавкие | Медные | Цинковые | Благородные | Алюминиевые | ||||
| Бронзы | Латуни | Медно- | Золотые | Платиновые | Серебряные | |||
| никелевые |
Рис. А1 Классификация сплавов для художественных отливок
В 1967 году на берегу Днепра-Славутича был открыт монумент Вечной славы высотой 30 метров. Он увенчан скульптурой женщины с факелом и лавровым венком (рис. 80). Высота скульптуры около 9 метров с толщиной стенок 10 — 25 мм. Отливка была изготовлена по частям из нержавеющей стали по выплавляемым моделям с последующей сваркой и чеканкой. Препятствием при изготовлении стальных художественных отливок являются низкие литейные свойства стали. Этим объясняется малое использование стали, как материала для художественного литья. Поэтому в данной книге не приводятся сведения о стали, как о материале, а интересующимся этим вопросом можно рекомендовать соответствующую литературу .





1. Литейные свойства
Не все сплавы в одинаковой степени пригодны для изготовления художественных отливок. Такие сплавы, как серый чугун, оловянные бронзы, силумины имеют хорошие литейные свойства и получить из них отливку высокого качества не представляет труда, в то время как изготовить отливку из стали затруднительно.
Возможность получения отливки с точно воспроизводимыми полостями, без пригара, раковин и трещин предопределяется литейными свойствами сплавов. К ним относятся технологические свойства сплавов, которые прямо и непосредственно влияют на получение качественной отливки. Эти свойства проявляются во время заливки металла и в процессе его кристаллизации и охлаждения.
Основными литейными свойствами являются жидкотекучесть, газопоглощение, склонность к образованию неметаллических включений, ликвация, литейные напряжения.
Жидкотекучесть
— способность сплавов в жидком состоянии заполнять полость формы и точно воспроизводить в отливке ее очертания. Жидкотекучесть зависит, в основном, от трех факторов. Первый фактор — природа сплава и его вязкость в расплавленном состоянии, поверхностное натяжение, наличие включений, особенности кристаллизации, строение образующейся твердой фазы, теплоемкость и др. Ко второму фактору относятся свойства формы — ее температура, теплоемкость, гладкость поверхности и др. Третий фактор — условия заливки, то есть температура заливаемого металла, металлостатический напор, литниковая система и др.
Жидкотекучесть металла (заполняемость формы) улучшается при перегреве сплавов, нагреве формы, увеличении металлостатического напора, качественной поверхности формы и сокращении времени заливки металла, что определяется литниковой системой.
Жидкотекучесть характеризуется линейными размерами заполненной или незаполненной полости канала технологических проб на жидкотекучесть (рис.81). Наибольшее распространение получила проба спиральной формы — спираль Керри. Ее применяют для определения жидкотекучести чугуна и цветных металлов. Жидкотекучесть определяют по пути, пройденному жидким металлом до затвердевания, то есть по длине прутка. Небольшие выступы, нанесенные в форме через каждые 50 мм, облегчают измерение спирали (прутка). Спиральный канал позволяет получать длинные прутки в сравнительно небольших формах.
Газопоглощение
. В сплавах газообразные элементы присутствуют в виде газовых включений (раковин) и в виде оксидов, нитридов, гидридов и других элементов, входящих в состав сплавов. В жидких сплавах используемых для художественных отливок растворимость газа с повышением температуры увеличивается. В таблице 5 приведены данные о взаимодействии жидких металлов с различными газами и углеродом .
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность. Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж). Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.
Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).
Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
Металл, который необходимо расплавить, измельчают и помещают в тигель.
Тигель устанавливают в печь и разогревают ее до необходимой температуры.
После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
Жидкий металл через специальное литниковое отверстие заливают в форму
При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.
Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
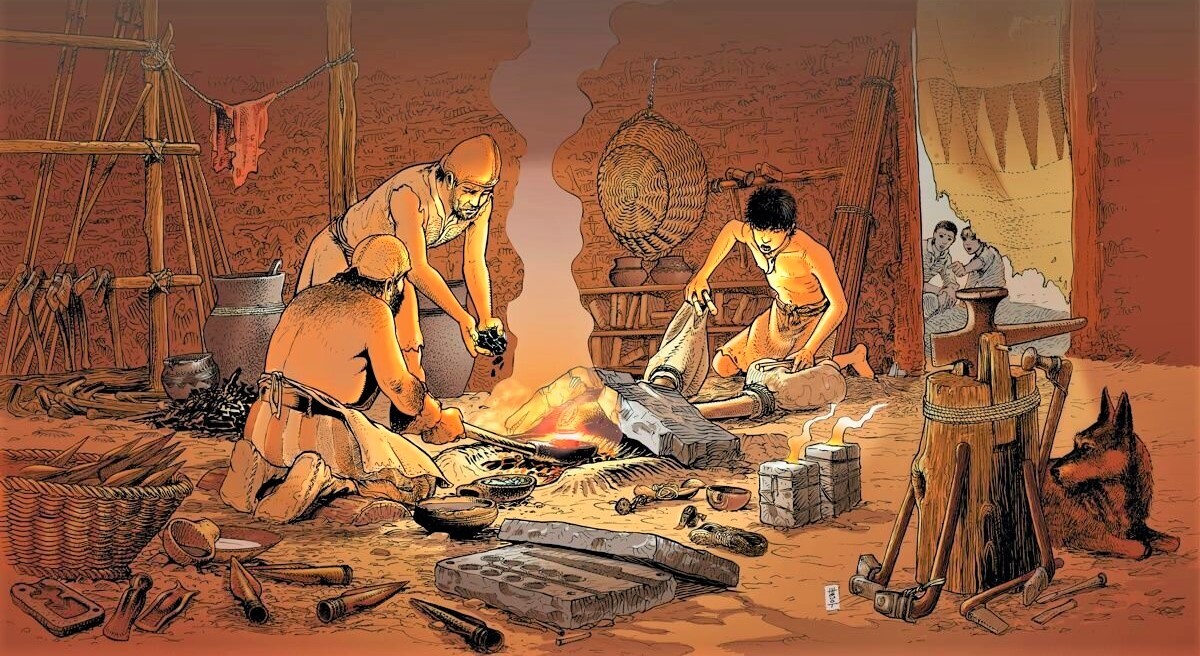
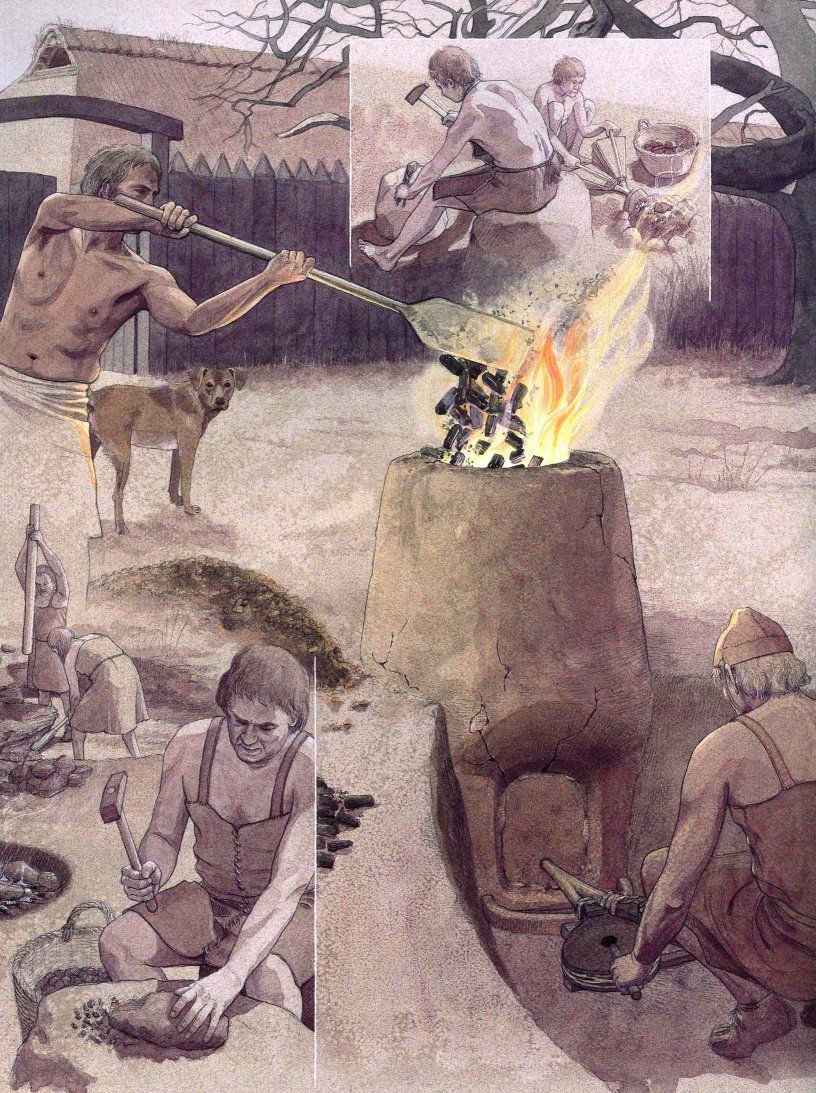
История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад. В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях. На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.
Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
Технология или немного о литье
Бронзовое литье весьма сложно технологочески и предъявляет высокие требования к изготовлению прототипов и форм для изготовления отливок. Немалое значение имеет технологическая база, производственные помещения, а также уровень профессиональной подготовки художников, создающих литейные формы, мастеров-литейщиков, отливающих изделия и осуществляющих последующую обработку. Ногинский ЛМЗ имеет столетнюю историю литейного производства, богатейший опыт в механической обработке металлов и сплавов. Завод постоянно совершенствует технологоческую базу, осваивает новые производственные направления, повышает качественный уровень производимой продукции.





Художественное литье изготавливают следующими методами: литье в землю, ХТС, литье по выплавляемым восковым моделям. Способ изготовления определяется специалистами завода в зависимости от формы изделия и качества его поверхности. Выбор способа влияет на сроки изготовления и стоимость изделия.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.
Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из , необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Ответ
Литье металлов — это процесс получения металлических изделий способом заливки (литья) расплавленного горячего металла в специальную форму. Такая форма, из которой родится будущая «отливка» (так называют полученное при литье металлов металлическое изделие) , получила название «литейной формы» . Рабочая часть литейной формы представляет собой полость, в которой металл при литье, охлаждаясь, затвердевает и получает вид конечного изделия.
Процессу литья можно подвергать любые металлы. Однако не все металлы обладают важным для литья свойством – жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств самого металла: его химического состава и структуры. Немаловажна температура плавления металла. Чем меньше температура плавления, тем легче поддается он промышленному литью. Из металлов самую высокую температуру плавления имеет сталь. Сталь — это черный металл, также как и чугун. Цветные металлы – это все оставшиеся металлы, которые не содержат в больших количествах железо. Для литья металлов хорошо подходят сплавы на основе меди, никеля, алюминия, магния, свинца и цинка. На сегодняшний день известно множество видов литья металлов.
Наиболее широкое применение получили следующие виды:
— литье в землю — литье по выплавляемым моделям — статическая заливка, литье в свободную металлическую форму (кокиль) — литье металлов под давлением, — литье с кристаллизацией под высоким давлением — центробежное литье, — вакуумная заливка.
Чаще всего используется метод статической заливки, когда осуществляется заливка металла в неподвижную литейную форму.
Отливки металлические находят применение в промышленности при изготовлении деталей в станкостроении, автомобильной промышленности, а также встречаются и в повседневной жизни: отливки из драгоценных металлов широко используют в ювелирном деле и при лечении зубов (коронки металлические, пломбы) , в современной электронике. Применяю отливки металлов и при изготовлении бытовой техники (светильниках, стационарных телефонах, пылесосах, стиральных машинах) .





Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Особенности бронзы и свойства
 Основные свойства всех бронзовых сплавов — это пластичность и твёрдость. В зависимости от соотношения основных и дополнительных компонентов, можно получать большое разнообразие новых свойств. Кроме того, количество меди в сплаве определяет его цвет.
Основные свойства всех бронзовых сплавов — это пластичность и твёрдость. В зависимости от соотношения основных и дополнительных компонентов, можно получать большое разнообразие новых свойств. Кроме того, количество меди в сплаве определяет его цвет.
Так, золотистая бронза получится, если в составе сплава будет около 85% меди, а при уменьшении её количества до 50% получится сплав, имеющий серебристый цвет. Уменьшение же количества меди до 35% и ниже приведёт к получению на выходе серой и даже чёрной бронзы, а увеличение количества меди до 90% и выше приведёт к образованию красной бронзы.
Одной из старых марок бронзовых сплавов является колокольная бронза, применяемая и поныне для литья колоколов. Она содержит 20% олова и 80% меди. Её недостаток — повышенная хрупкость из-за наличия в сплаве большого содержания олова.
Как уже было упомянуто выше, наиболее используемыми являются сплавы меди и олова с добавлением небольшого количества других компонентов. Широкое применение таких сплавов обусловлено, прежде всего, исторически сложившимися причинами, которые привели к вытеснению мышьяковой бронзы из производства.
Такими причинами являются следующие:
- выработка за многие века месторождений теннантита и других блёклых руд, богатых медью и мышьяком. Такие руды были наиболее удобны для выделки мышьяковой бронзы, так как залегали не очень глубоко, что делало процесс производства более дешёвым по сравнению с другими источниками меди и мышьяка;
- высокая токсичность производства такой бронзы, вызванная наличием в месторождениях мышьяка, что с неизбежностью приводило к потере здоровья и дальнейшей способности трудиться у опытных металлургов и кузнецов;
- непригодность металлургического брака и сломанных изделий из мышьяковой бронзы для дальнейшей переплавки на сортовой металл. В лучшем случае такие изделия шли на изготовление бижутерии или неответственных деталей.
Пришедшие на смену мышьяковым бронзам сплавы меди и олова хоть и отличались большей дороговизной производства, но были экономически предпочтительны, так как развитие гужевого транспорта и налаживание вследствие этого торговых связей между городами и странами приводило к увеличению импорта немышьяковой бронзы.
Виды бронзы и характеристики
 Развитие же крупного промышленного производства вообще привело к тому, что оловянные бронзы стали чуть ли не самым массовым видом бронз. И лишь в последние сто лет этот вид стали вытеснять сплавы меди с заменителями олова, такие как алюминиевые, кремниевые и, особенно, бериллиевые бронзы.
Развитие же крупного промышленного производства вообще привело к тому, что оловянные бронзы стали чуть ли не самым массовым видом бронз. И лишь в последние сто лет этот вид стали вытеснять сплавы меди с заменителями олова, такие как алюминиевые, кремниевые и, особенно, бериллиевые бронзы.
Таким образом, существуют следующие виды:
- безоловянная. К ней относят бронзу, в которой вторыми компонентами являются алюминий, кремний, бериллий и другие металлы и неметаллы. Каждый из этих компонентов придаёт ей особые свойства. Например, алюминий наделяет сплав повышенными антифрикционными свойствами и высокой коррозионной устойчивостью, бериллий повышает прочность и твёрдость, а кремний и цинк улучшают её текучесть и устойчивость к истиранию;
- оловянная. Медно-оловянный сплав, в котором медь преобладает. Является одним из первых, освоенных человеком. Обладает высокой, по сравнению с чистой медью, твёрдостью и прочностью, а также более легкоплавка. В таких сплавах олово всегда является вторым по количеству после меди и основным легирующим компонентом.
Третьими же по количеству являются такие дополнительные компоненты, как мышьяк, цинк и свинец. Этот металл из-за очень низкой усадки в основном предназначается для литья, так как с трудом поддаётся обработке давлением, резанию и заточке. Даже склонность к ликвации и низкая текучесть не мешают использовать этот сплав для изготовления конфигурационно-сложных отливок, в том числе и в художественном литье.
Бронза с добавлением цинка носит название «адмиралтейской» и используется для изготовления деталей, имеющих частый или постоянный контакт с морской водой (судостроение). Такая особенность связана с тем, что цинк придаёт сплаву повышенную коррозионную стойкость в указанной среде.
Однако, для придания бронзе коррозионной стойкости в солёной морской воде её всё чаще обогащают алюминием и никелем. Такие сплавы, часто называемые «морскими», идут на изготовление элементов нефтяных платформ, работающих на морских и океанских шельфах.
Чтобы придать бронзе дополнительные характеристики, в неё легируют небольшие количества фосфора, серебра, цинка, мышьяка, марганца и других компонентов. Так, внесение небольшого количества серебра повышает электропроводность бронзы и делает её сравнимой с электропроводностью меди.