
Применение рессорной стали
65Г считается одной из самых дешевых пружинных сталей. При этом она обладает рядом уникальных свойств, делающих ее незаменимой для создания пружин. Рессорная сталь для ножа содержит хром, никель, марганец, кремний. Эти элементы придают свойства, за которые изготовителями выбирается именно этот материал:
- хорошая гибкость;
- высокая ударная вязкость;
- твёрдость;
- износостойкость;
Термообработка играет большую роль в улучшении качеств материала. Сталь становится прочнее, повышается ее твердость. К сожалению, она недостаточно устойчива к коррозии – имеет обыкновение ржаветь. Но достоинства перевешивают недостатки и ее часто используют как материал для клинка.
Такие ножи применяют в самых разных сферах. В первую очередь в качестве кухонных – крепкие, прочные, долговечные – что ещё нужно для ежедневной работы на кухне и, например, для разделки мяса? Те же соображения заставляли охотников, рыбаков и туристов стараться заполучить в свой арсенал эту качественную «самоделку». Поэтому многие мастера делали на продажу туристические и охотничьи ножи.
Благодаря хорошим характеристикам стали, эти ножи были популярны среди военных. Солдаты срочной службы, имевшие доступ к инструментам для металлообработки, в кустарных условиях изготавливали армейские ножи.Со временем, изготовители начали замахиваться на более серьёзные изделия: топоры, мечи, мачете, катаны. Из-за хорошей ударной вязкости рессорные стали прекрасно подходят для ковки. Ковкой можно изготовить клинок любой формы, даже самой причудливой.
Автомобильные рессоры
Автомобильные рессоры работают как пружины. Их задача – работа на изгиб, а не на растяжение – сжатие. Листы изделия обеспечивают жесткость, возвращая нагруженную деталь в исходное состояние. Рессоры – довольно жесткая конструкция, в которой дополнительные листы укрепляют самые нагруженные места.
Это сделано для распределения равномерной нагрузки по всей длине изделия, что крайне важно в условиях российского бездорожья. Автомобильные стремянки служат для крепления рессор к мостам грузовых автомобилей и улучшают жесткость всей конструкции

Стремянки автомобильные должны соответствовать проектным нагрузкам по толщине и прочности. Материал изделия – высокопрочная сталь, которая не сломается и не будет деформироваться от нагрузок. Резьба краев стремянки и ее изгибы должны формой полностью соответствовать модели автомобиля. При перегрузке рессоры происходит ее разрушение
Поэтому очень важно правильно подобрать изделие для каждого грузовика
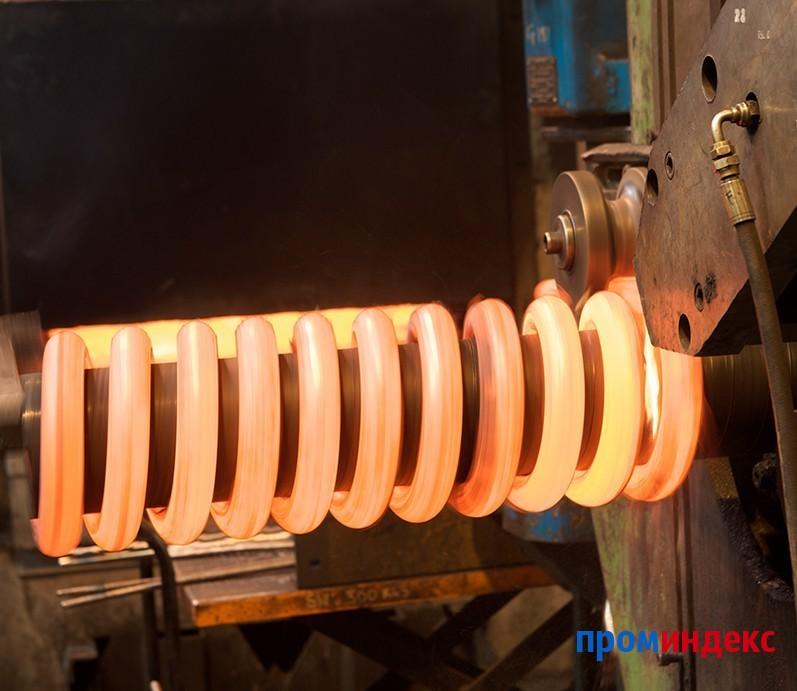
Термическая обработка
Существует несколько режимов термической обработки этого типа стали. Любой из них выбирается в соответствии с производственными требованиями, которые предъявляются к готовому продукту. Чаще всего используется два метода термической обработки, которые гарантируют получение необходимых свойств с химической и физической точки зрения. К этим способам относят нормализацию и закалку с последующим отпуском.
Смотреть галерею
При проведении термической обработки необходимо правильно выбрать параметры температуры, а также времени, которое нужны для проведения операции. Чтобы верно выбрать эти характеристики, следует отталкиваться от того, какая марка стали используется. Так как материал марки 65Г принадлежит к доэвтектидному типу, то в составе этого продукта содержится аустенит, представленный в виде твердой механической смеси с небольшим количеством феррита. Аустенит является более твердым материалом с точки зрения структуры, чем феррит. Поэтому для проведения термической обработки стали 65Г, необходимо создавать более низкий интервал закалочных температур. Учитывая этот факт, подобные показатели для этого вида металла составляют от 800 до 830 градусов по Цельсию.
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
Технология закалки, отпуска пружинной стали
Чтобы получить металл с нужными физическими свойствами, применяется отпуск и закалка пружинной стали. Каждый из этапов имеет свои технологические особенности:
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +200-300 градусах
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.
Термическая закалка
Закалка пружинной стали проводится с учетом следующих параметров:
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).






Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.
Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.
Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +500-600 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.
Описание стали 65Г. Материал для производства ножей
Сталь 65Г, которая активно используется для изготовления ножей — это материал, который создан на основе сплава таких элементов, как углерод и железо
Здесь важно отметить, что пропорции этих двух веществ могут значительно отличаться, в зависимости от того, какие качества требуются от стали, а также зачем в дальнейшем она будет использоваться
Общая информация о продукте
Значимый пункт, включенный в характеристику стали 65Г — это низкая стоимость. Именно благодаря этому все изделия из данного сплава пользуются огромным спросом.
Сам по себе материал принадлежит к группе пружинно-рессорных сталей. Лучше всего вещество поддается таким операциям, как воронение и чернение. Благодаря особым качествам стали материал чаще всего используется для производства разных метательных ножей, редко, но, все же, используется для основы при сборке ножей разделочного типа. Редкое использование сплава связано с тем, что он достаточно быстро покрывается ржавчиной и окисляется.
Стоит отметить, что закалка стали 65Г — это одна из основных процедур, так как сплав практически не боится высоких температур. Единственный минус, который может возникнуть при слишком сильном перегрева, это снижение ударной вязкости.
Основные преимущества продукции
Среди основных плюсов стали 65Г можно выделить следующие:
- Огромный запас прочности. Это говорит о том, что даже при высоких механических нагрузках ножи не будут ломаться, деформироваться.
- Высокая устойчивость к ударным и деформирующим нагрузкам. Именно из-за этого качества материал чаще используется для создания метательных ножей или мечей, несколько реже для скальпелей медицинского типа.
- Заточка материала достаточно простая.
- Сопротивляемость разрыву также находится на высоком уровне.
Что касается маркировки стали, то цифра 65 указывает процентное содержание такого вещества, как углерод, в сотых долях процента, то есть 0,65 %. Буква «Г» указывает на то, что основным легирующим веществом стал марганец.
Отрицательные качества сплава
Известно, что сталь 65Г обладает и рядом отрицательных качеств, которые создают определенные ограничения в использовании сплава.
- Один из наиболее заметных минусов — это сильная подверженность коррозии из-за того, что сталь принадлежит к группе углеродосодержащих.
- Несмотря на то что сталь данной марки затачивается достаточно просто, она также легко и теряет данную заточку. По этой причине приходится постоянно следить за остротой режущей кромки и затачивать по необходимости.
- Достаточно много ограничений имеется в сфере применения.
Здесь стоит отметить, что как и преимущества, так и недостатки — это относительные свойства. Причислять их абсолютно к любому изделию из данного сплава нецелесообразно. Это легко объясняется тем, что каждый производитель стали использует технологию производства с некоторыми изменениями. Иногда состав не сильно отличается, а иногда разница практически во всем. Естественно, что и продукция в таком случае будет отличаться.
Особенности состава
Определенные свойства стали 65Г привели к тому, что она полностью непригодна для такой процедуры, как сварка. Однако даже несмотря на это сфера применения остается достаточно широкой, если не брать в расчет применение в качестве холодного оружия. Из такого сплава можно успешно изготавливать такие детали, как пружины, рессоры, металлические конструкции, разнообразные узлы и т. д. Используется сталь при сборке грузовых машин в качестве рессоры для заднего моста. Для того чтобы максимально долго избегать такого дефекта, как ржавчина, необходимо хранить изделия только в сухом месте, а также периодически покрывать их масляным составом.
Стоит отметить, что существует документ, который регламентирует основные качества этого продукта. Выпускается сталь 65Г по ГОСТу 14959-2016. Действие данного документа распространяется только на сталь, изготовленную либо горячекатанным прокатом, либо кованым.
Стоит выделить, что отсутствие большого количества элементов для легирования состава делает его достаточно дешевым. Кроме того, закалка стали 65Г улучшает такие параметры, как стойкость к износу, высокая ударная вязкость и некоторые другие. Закалка происходит при температуре 800-830 градусов по Цельсию, с последующим отпуском при температуре 160-200 градусов по Цельсию.







fb.ru
Физические свойства
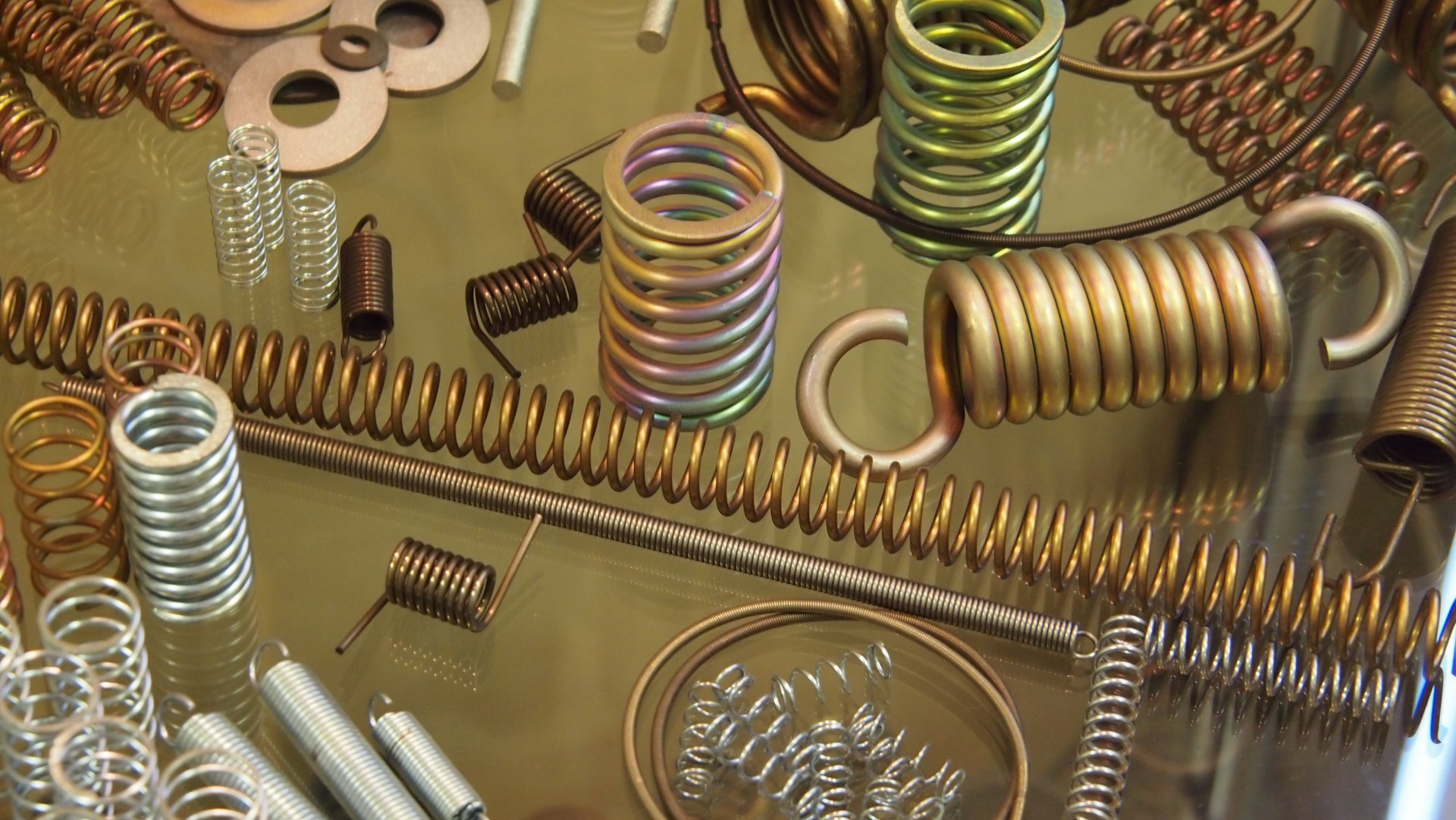
Перечислим основные физические свойства данного вида сталей:
- Высокое сопротивление упругой деформации. Этот показатель отражает тот факт, как легко пластичный элемент подвергается сжатию при наличии внешних источников давления. В случае высокого сопротивления стальная пружина плохо поддается сжатию, что помогает детали восстановить свою естественную форму после разжатия.
- Низкий коэффициент остаточного растяжения. При наличии внешнего источника давления такой материал принимает соответствующую форму. Однако после исчезновения такого источника давления деталь вновь принимает старую форму. Чем ниже коэффициент остаточного растяжения, тем слабее материал подвергается остаточной деформации при исчезновении внешнего источника давления.
- Хорошая прочность. При сжатии стальной пружины деталь не трескается, сохраняется свою кристаллическую структуру, не рассыпается на несколько частей. Естественная прочность детали может быть повышена за счет внесения в состав стального сплава различных легирующих добавок (никель, хром, титан, свинец).
- Неплохая коррозийная устойчивость (при наличии легирующих компонентов). Если пружина изготовлена из стали с большим содержанием хрома, то она будет хорошо выдерживать коррозию. Физика процесса выглядит так: при наличии в металле хрома на поверхности материала создается тонкая оксидная пленка. Такая пленка препятствует контакту железа с кислородом, азотом, что минимизирует риск возникновения ржавчины.
- Химическая инертность (при наличии легирующих компонентов). Легирующие добавки на основе ванадия, вольфрама, алюминия, селена, кремния уменьшают вероятность контакта железа с внешними веществами. Поэтому при контакте металла с каким-либо химическим веществом окислительно-восстановительные реакции не возникают. Это делает пружину инертной в химическом смысле.

Легирующие добавки
Чтобы сталь-пружина стала упругой, она должна пройти прокаливание по всему своему сечению. Этот момент является очень важным. Если его проигнорировать, то высокий предел текучести возникнет только на отдельных фрагментах детали. Поэтому при длительном сжатии такая деталь может треснуть, надломиться или лопнуть.
При выборе стального сплава для изготовления пружинно-рессорного элемента нужно помнить о концентрации легирующих добавок. Оптимальная концентрация углерода в составе сплава — 0,5-0,7%. Применение материала с более высоким содержанием углерода допускается, однако в этом нет большого практического смысла. Ведь в таком случае значительно повышается риск растрескивания материала при длительной нагрузке, что делает сталь-пружину бесполезной.
Некоторые дополнительные требования относительно содержания легирующих добавок:
- Кремний — не более 2,5%.
- Марганец — до 1,1%.
- Вольфрам — до 1,2%.
- Никель — не более 1,7%.
Для получения рессорной стали используются закалка обычного стального материала. Закалку рекомендуется проводить при температуре порядка +800-900 градусов. Во время закалки заметно повышается предел текучести, но одновременно с этим образуется большое количество мартенсита, который негативно влияет на упругость. Для разрушения мартенсита применяются различные технологии. Оптимальная методика — это применение отпуска при средних температурах (400-500 градусов).
Недостатки пружинной стали
- Плохая свариваемость. Закалка приводит к частичной деформации, разрушению наружного слоя материала. В случае сварки расплавление внешнего закаленного слоя может привести к созданию плохого, некачественного шва с трещинами.
- Проблематичная резка. Рессорный стальной сплав обладает высоким сопротивлением упругой деформации, поэтому резать такой материал будет сложно.

2 Рессорно-пружинные стали по ГОСТ 14959–79
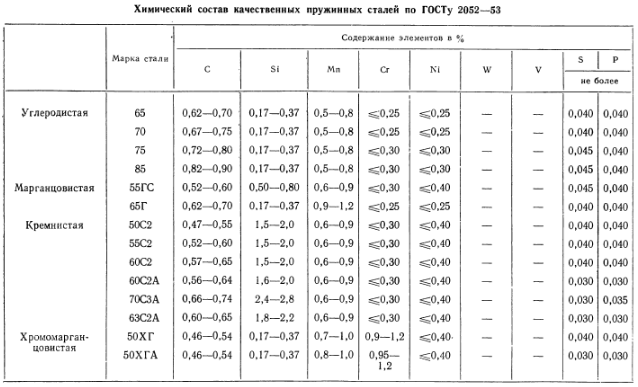
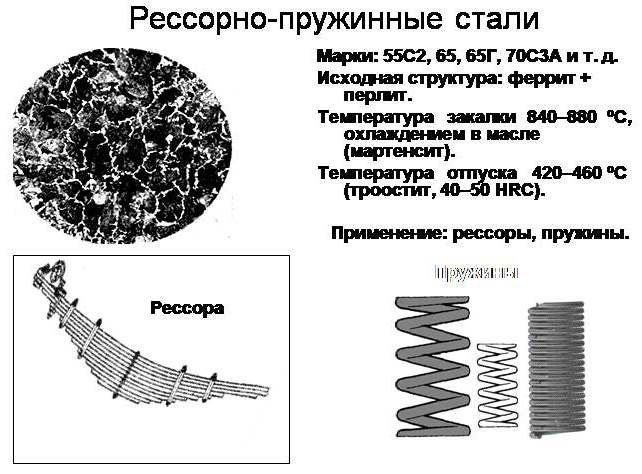
Под таким сплавами понимают средне- и высокоуглеродистые стали, а также стали с малым уровнем легирования. К легированным составам Государственный стандарт 14959 относит следующие марки: 70С2ХА, 65С2ВА, 60С2ХА, 50ХГФА, 50 ХФА, 50 ХГА, 60С2Г, 60С2А, 55С2А, 70Г, 60Г, 60С2Н2А, 60С2ХФА, 55С2ГФ, 51ХФА, 55ХГР, 50ХГ, 70С3А, 60С2, 55С2, 65Г. Углеродистые стали приведены далее: 65, 80, 70, 85, 75.
Две первые цифры в маркировке устанавливают в долях процента массовую часть (среднюю) углерода в конкретном сплаве. Литеры после цифр говорят о том, какие легирующие добавки имеются в композиции, а числа после них – о содержании элементов. Причем, если его количество менее 1,5 %, число не ставится; если содержание легирующего компонента более 2,5 %, ставится цифра 3; от 1,5 до 2,5 % — цифра 2.

Прокат из сталей пружинного класса (листы, нержавеющая полоса, шестигранник, квадрат и т.д.) делят на разные группы по следующим характеристикам:
- по химсоставу: высококачественная, качественная листовая нержавеющая сталь, а также нормируемая по показателям (в последнем случае прокат дополнительно подразделяют на 14 категорий – от 1 до 4Б);
- по варианту обработки: полоса горячекатаная со шлифованной либо обточенной поверхностью, прокат со специальной отделкой, калиброванный, горячекатаный и кованый.
Пружинные стали содержат от 0,25 (углеродистые и среднелегированные сплавы) до 1,2 (60С2ХФА, 50ХГА и другие) процентов хрома, от 0,5 до 1,25 процентов марганца, от 0,17 до 2,8 (70С3А) процентов кремния, от 0,46 (50ХГ) до 0,9 (85) процентов углерода. Остаточного никеля в пружинном прокате (листовая сталь) должно быть не более 0,25 %, меди – до 0,20 %.

Физические свойства
Перечислим основные физические свойства данного вида сталей:
- Высокое сопротивление упругой деформации. Этот показатель отражает тот факт, как легко пластичный элемент подвергается сжатию при наличии внешних источников давления. В случае высокого сопротивления стальная пружина плохо поддается сжатию, что помогает детали восстановить свою естественную форму после разжатия.
- Низкий коэффициент остаточного растяжения. При наличии внешнего источника давления такой материал принимает соответствующую форму. Однако после исчезновения такого источника давления деталь вновь принимает старую форму. Чем ниже коэффициент остаточного растяжения, тем слабее материал подвергается остаточной деформации при исчезновении внешнего источника давления.
- Хорошая прочность. При сжатии стальной пружины деталь не трескается, сохраняется свою кристаллическую структуру, не рассыпается на несколько частей. Естественная прочность детали может быть повышена за счет внесения в состав стального сплава различных легирующих добавок (никель, хром, титан, свинец).
- Неплохая коррозийная устойчивость (при наличии легирующих компонентов). Если пружина изготовлена из стали с большим содержанием хрома, то она будет хорошо выдерживать коррозию. Физика процесса выглядит так: при наличии в металле хрома на поверхности материала создается тонкая оксидная пленка. Такая пленка препятствует контакту железа с кислородом, азотом, что минимизирует риск возникновения ржавчины.
- Химическая инертность (при наличии легирующих компонентов). Легирующие добавки на основе ванадия, вольфрама, алюминия, селена, кремния уменьшают вероятность контакта железа с внешними веществами. Поэтому при контакте металла с каким-либо химическим веществом окислительно-восстановительные реакции не возникают. Это делает пружину инертной в химическом смысле.
Легирующие добавки
Чтобы сталь-пружина стала упругой, она должна пройти прокаливание по всему своему сечению. Этот момент является очень важным. Если его проигнорировать, то высокий предел текучести возникнет только на отдельных фрагментах детали. Поэтому при длительном сжатии такая деталь может треснуть, надломиться или лопнуть.
При выборе стального сплава для изготовления пружинно-рессорного элемента нужно помнить о концентрации легирующих добавок. Оптимальная концентрация углерода в составе сплава — 0,5-0,7%. Применение материала с более высоким содержанием углерода допускается, однако в этом нет большого практического смысла. Ведь в таком случае значительно повышается риск растрескивания материала при длительной нагрузке, что делает сталь-пружину бесполезной.
Некоторые дополнительные требования относительно содержания легирующих добавок:
- Кремний — не более 2,5%.
- Марганец — до 1,1%.
- Вольфрам — до 1,2%.
- Никель — не более 1,7%.
Для получения рессорной стали используются закалка обычного стального материала. Закалку рекомендуется проводить при температуре порядка +800-900 градусов. Во время закалки заметно повышается предел текучести, но одновременно с этим образуется большое количество мартенсита, который негативно влияет на упругость. Для разрушения мартенсита применяются различные технологии. Оптимальная методика — это применение отпуска при средних температурах (400-500 градусов).
Недостатки пружинной стали
- Плохая свариваемость. Закалка приводит к частичной деформации, разрушению наружного слоя материала. В случае сварки расплавление внешнего закаленного слоя может привести к созданию плохого, некачественного шва с трещинами.
- Проблематичная резка. Рессорный стальной сплав обладает высоким сопротивлением упругой деформации, поэтому резать такой материал будет сложно.
Применение рессорной стали
Из-за своей универсальности, обусловленной характеристиками стали, нож из рессоры изготавливается как в домашних условиях, так и серийно. Это могут быть кухонные ножи, которые прекрасно режут продукты и разделывают мясо, армейские, туристические и ножи для выживания, способные открыть жестяную банку консервов либо заточить кол.







Из стали 65Г производят также цельнометаллические мачете и топоры, поскольку их клинки отлично подходят для рубки. Из рессорного листа недорого и быстро можно выковать меч, и многие реконструкторы используют эту сталь в своем хобби. К сожалению, рессорная сталь является ржавеющей, поэтому она не подходит для подводного плавания.
Кухонный нож
Широкое использование нож из рессоры получил на кухне. Тогда многие имели доступ к этому материалу и пытались использовать его как можно максимально. Хорошие ножи серийного производства иногда были не по карману обычной семье, но для резки продуктов дорогие приборы и не требовались. Поэтому, из рессор мастерили универсальные ножи и с разнообразными самодельными рукоятями из эпоксидной смолы, дерева или обычной изоленты. Такие ножи не славятся выдающимися характеристиками, но со своей задачей справляются отлично.
Туристический нож
Нож из рессоры прекрасно подойдет для применения в диких условиях. Обычно нагрузка на него невелика. Но, стоит учитывать, что если сталь была недостаточно закалена, клинок затупится на первой же консервной банке. Заточить кол не представляет проблемы для такого ножа, однако следует остерегаться влаги – рессорная сталь подвержена коррозии.
Армейский нож
Прекрасные свойства рессорной стали позволяют создать хорошие тактические ножи. Благодаря прочности этого металла, они без проблем разрезают веревки, ткань, их можно использовать для бытовых целей, а также при спасательных работах. Но все же, в военных условиях предпочтение отдается ножам из нержавеющей стали.
Топор, мачете, меч
Что касается орудий посолидней, то для их изготовления необходима как листовая сталь, так и специально приобретенная на производстве. Сталь 65Г обладает такой прочностью, что используется в ковшах бульдозера, скрепераи другой техники. Понятно, что на прочность материала влияет и толщина, поэтому для изготовления более крупных орудий потребуется рессора от грузовика или специально заказанная на заводе.
При правильной обработке и надлежащем уходе из рессорной стали выходят отличные топоры, которые пригодятся в хозяйстве для рубки небольших предметов. Из длинного листа получится и такое экзотическое орудие как мачете, которое с легкостью справится с ветками или кустарниками. Благодаря хорошей ударной вязкости стали 65Г, в домашних условиях можно изготовить даже самый передовой мачете, прямой, изогнутый или с зазубринами. Таким же образом происходит и изготовление меча.
Изготовление ножа из рессоры дома
Как уже отмечалось, благодаря доступности и простоте обработки, ножи из рессорной стали можно изготавливать в домашних условиях. На первый взгляд, в этом нет ничего сложного, но все же нужно знать некоторые особенности, влияющие на качество выходного продукта. В Интернете можно найти множество видео с описанием процесса ковки, закаливания клинка и изготовления рукояти.