
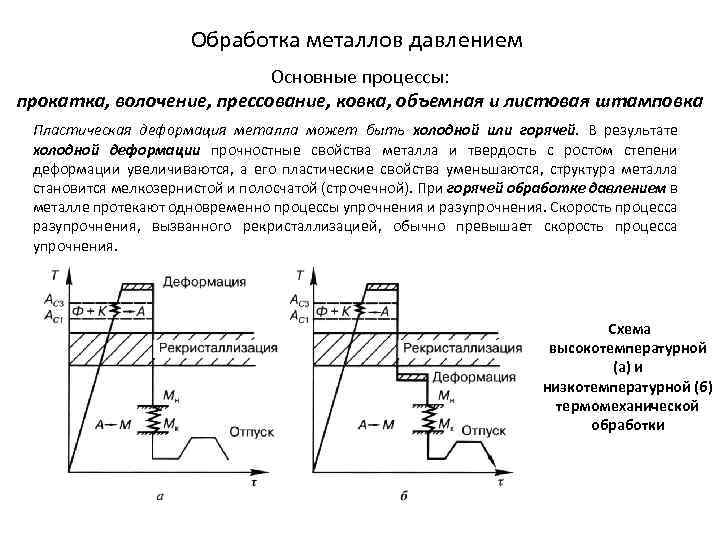
Давление как способ обработки металла
Под давлением холодный металл деформируется, сплющивается и вытягивается. При этом он становится прочнее и тверже, но теряет пластичность и вязкость. Пластическая деформация увеличивает прочность материала, этот процесс называется наклёп.
При увеличении плотности дислокаций и высокой концентрации точечного дефекта в наклёпе, уменьшается свободное перемещение дислокаций и усложняется дальнейшее пластическое деформирование.
Обрабатывая разогретый металл, получаем увеличенную пластичность, за счёт уменьшения сопротивления. Даже небольшой нагрев уменьшает наклёп, благодаря частичному исчезновению дефектов решётки, при сохранении деформированной формы зерна. Этот эффект называется возврат металла.
Если сильнее разогреть материал, то наклёп полностью пропадёт. Начнётся процесс, при котором деформированные старые зёрна образовывают новые, более совершенные, происходит первичная рекристаллизация. Дальнейший нагрев даётвторичную рекристаллизацию, при котором увеличиваются отдельные зёрна.
Каждый сплав металла, при горячей обработке, имеет два предела — верхний и нижний. Верхняя предельная точка не доходит до линии солидуса (температура плавления) примерно 160−200 °C, а нижняя точка — на 60−70 °C больше температуры, при которой перлит и цементит превращается аустенит.
Зону пережога отделяет от перегрева всего лишь 100 °C, что очень важно, так как пережжённая деталь никуда не годна, она идёт на переплавку. Зона перегрева отличается интенсивным ростом зерна, что делает металл непрочным и хрупким
Чтобы исправить последствия перегрева, необходимо измельчить зерно, для этого применяют термическую обработку — отжиг.
Для получения наименьшего размера зерна, необходимо деформировать материал при наименьшем нагреве, когда температура близка к зоне наклёпа.
Для разогрева заготовок используют пламенные или электрические печи:
- камерные;
- методические;
- индукционные.
Нагрев проводят быстро и равномерно. Это минимизирует термическое напряжение и не даёт вырасти крупному зерну.
Методики без нагрева поверхностей
Если техпроцесс требует выполнять резку без нагрева поверхности и риска образования искр, актуальна гидроабразивная обработка. В этом случае воздействие на материал оказывается струёй воды, смешанной с абразивным материалом. Подача осуществляется под высоким давлением.
Ещё один «холодный» способ – криогенная порезка. Суть аналогичная – струю жидкого азота на сверхзвуковой скорости под давлением подают на участок металла. Создаваемый эффект даёт возможность разрезать высокопрочные материалы, объекты большой толщины. Поток имеет температуру до -179С и давление, регулируемое в пределах 400 – 4000 кг/кв.см.
В сети легко найти видео с примерами различных методик абразивной, химической, термической, электромагнитной, плазменной или механической обработки.
Механическая обработка
Существуют различные виды механической обработки металлов. Это самая большая группа способов обработки материала, в которых используются специальные инструменты и оборудование. Механическое усилие позволяет снимать с заготовки слой металла.
Механическая обработка
Сверление и точение
Сверление — это обработка металлов с помощью специального оборудования. Технология сверления делится на несколько этапов:
- Заготовка закрепляется на рабочем столе с помощью струбцин или тисков.
- В патроне рабочего инструмента закрепляется оснастка — сверло или мечик для нарезания резьбы.
- После включения электродвигателя, шпиндель раскручивает патрон. Оснастка проделывает в металлической заготовке отверстие нужного диаметра.
При выборе оснастки требуется учитывать характеристики обрабатываемого материала. Сверла выдерживают разные нагрузки.
Ещё одни распространённым видом механической обработки металла является точение. С помощью этого технологического процесса создаются детали цилиндрической и конусовидной формы. Метод сверления:
- Заготовка закрепляется в подвижном шпинделе.
- После включения двигателя она раскручивает заготовку.
- Мастер подносит резцы для снятия слоя металла.
Шлифование и фрезерование
Ещё одним популярным способом обработки металла является фрезерование. Он похож на сверление. С помощью фрезы можно изготавливать различные углубления в металлических поверхностях, создавать резьбу, обрабатывать торцы заготовок. При вращении шпинделя оснастка снимает слой металла.
Также в процессе обработки металла и дерева используются абразивные материалы. Круг с напылением фиксируется на подвижном валу, которые раскручивается с помощью электродвигателя. От выбора фракции абразива зависит тип обработки. Чтобы очистить поверхность от толстого слоя ржавчины или металла, требуется использовать абразивные круги с крупными частицами. Для финишной работы подходит мелкая фракция.
Шлифовальная обработка
Прессование
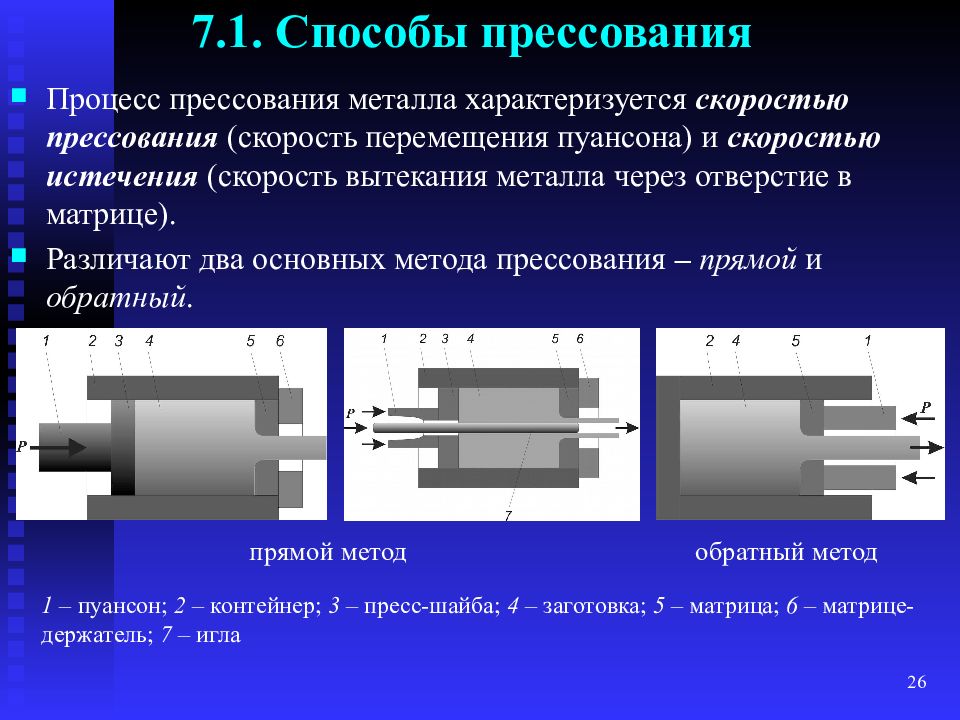
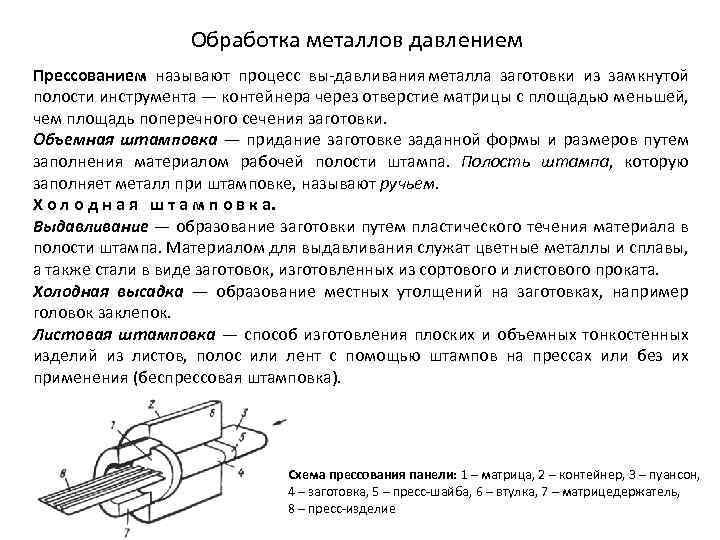
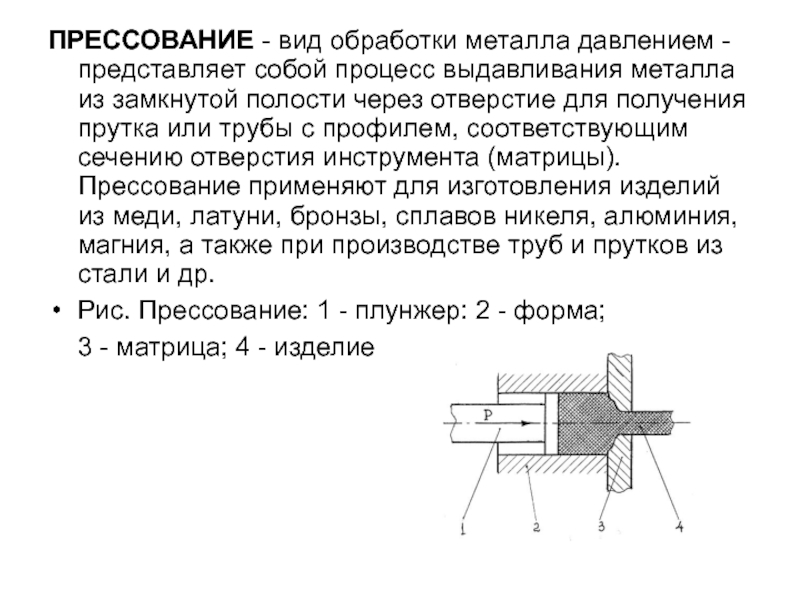
Суть технологии прессования в выдавливании вещества через специальное отверстие матрицы. Материал при этом должен находиться в закрытой форме. Пуансон, выдавливая вещество, находящееся в закрытом контейнере, через отверстие матрицы, придает ему необходимую форму. Обработка металлов прессованием используется для изменения свойств хрупких металлов в авиастроении и цветной металлургии.
В качестве исходного материала применяется:
- алюминий;
- медь;
- магний;
- титановые сплавы.

Для олова, меди, чистого алюминия используется холодная обработка, для никеля, титана, и тугоплавких металлов – горячая. Матрица, через которую пропускают металл, изготавливается из жаропрочной стали.
Способ обработки металла давлением
В случае, когда нельзя нарушать целостность экземпляра, но требуется изменить его форму, то применяется более мягкая металлообработка с помощью прессов и штампов. Оборудование работает по принципу оказания большого давления на рабочую область.

Прокат
Все изделия из металлопроката созданы по данной технологии, а именно:
- листы;
- трубы;
- фасонная продукция.
Принцип работы следующий: заготовка проходит через сжимающиеся вальцы, приобретая необходимую форму.Обычно поперечное сечение уменьшается, а разрез приобретает нужные параметры. Есть три подвида прокатки:
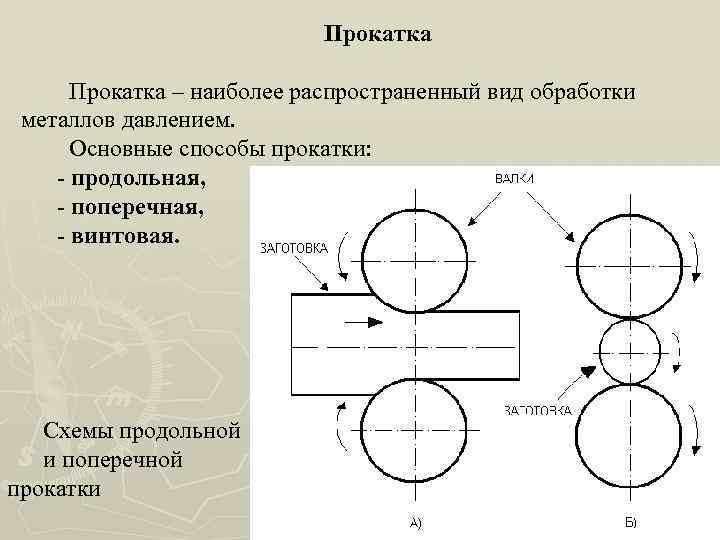



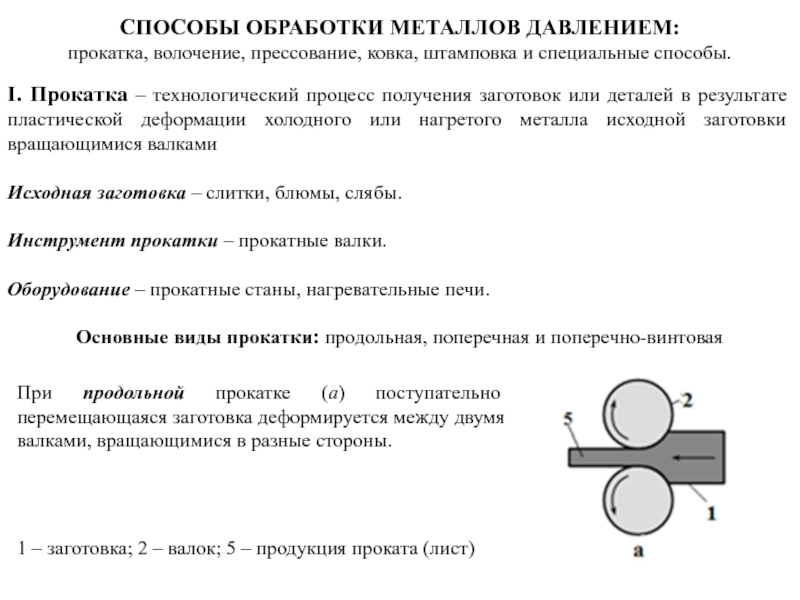
- продольная, она же самая распространенная – в ходе операции лист или труба подаются вдоль, сжимаются ее края со всех сторон;
- поперечная – поступательное движение отсутствует, таким образом обрабатываются шары, втулки, цилиндры;
- поперечно-винтовая – усредненный вариант, в основном применяется для деталей с полостями внутри.
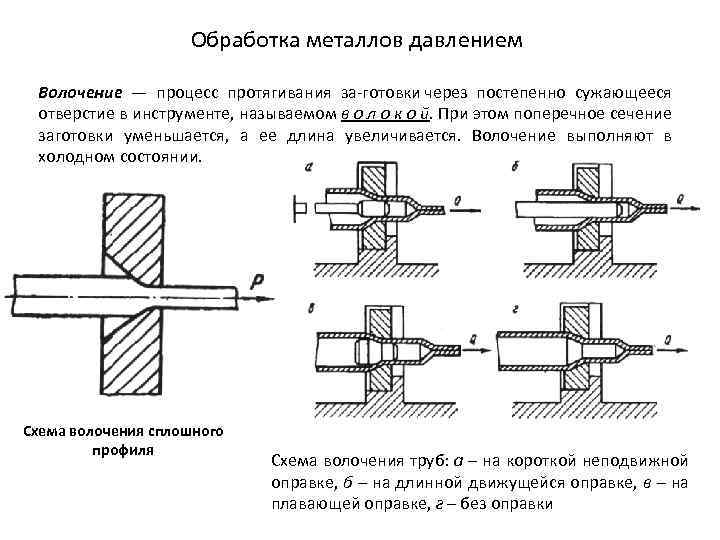
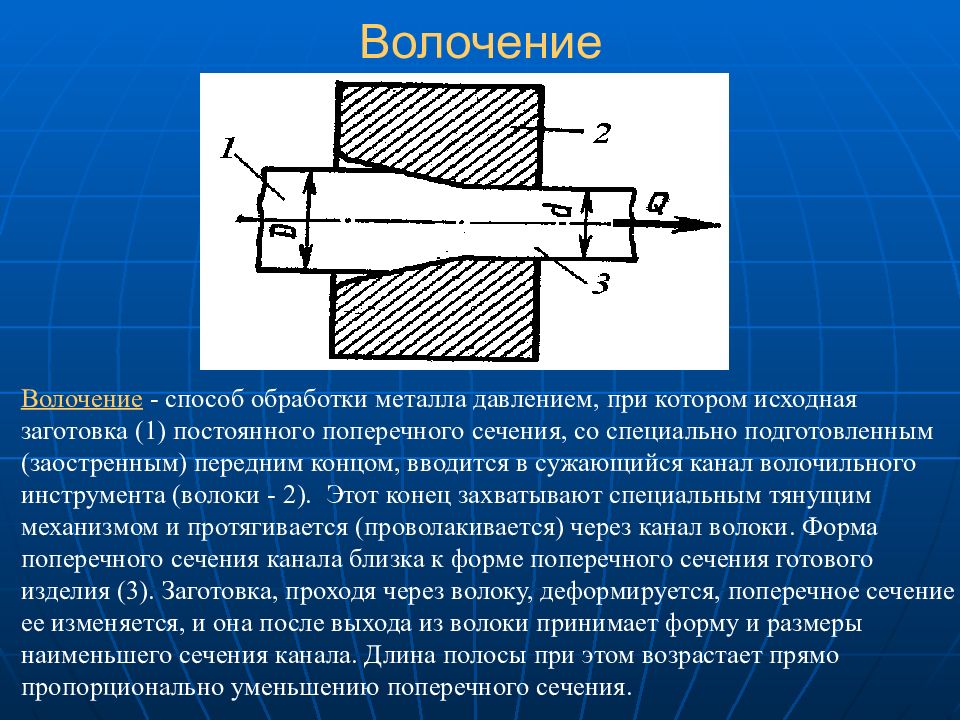
Волочение
Задача данной процедуры – уменьшить величину сечения детали. В ходе операции более крупная заготовка протягивается через волоки. Примером может служить изготовление проволоки (откуда и название распространенного материала). Сперва более крупный металлический канат проходит сквозь ряд фильер. Метод также имеет разновидности, волочение бывает:
- сухое – для смазывания применяется порошок;
- влажное – используется мыльная жидкость;
- черновое и чистовое;
- однократное и многократное;
- холодное и горячее.
Прессование
С помощью этой технологии обработки металлов получают изделия из чугуна, алюминия и других хрупких материалов, которые под воздействием высокой температуры или без нагрева приобретают нужную форму. Заготовку зажимают в матрице с отверстиями. Сверху начинает действовать пресс. Под его воздействием вещество просто выдавливается в заранее подготовленные емкости. Так получаются запчасти для автомобилестроения, самолетостроения и прочих сфер производства.
Матрица обычно подготавливается из жаропрочной стали, поскольку часто необходим нагрев. Прессование бывает:
- холодным для алюминия, олова, меди;
- горячим для чугуна, сплавов с содержанием никеля, титана.
Ковка
У каждого типа металла есть своя температура, когда он поддается процедуре. Она относится к одним из самых древних, поскольку еще кузницы средневековья работали по этому принципу – нагрев и механическое воздействие. Сейчас все доведено до автоматизма. Есть три способа:
- машинная с молотами (пневматическими и другими);
- штамповка – мы выделяем этот вид металлообработки в отдельный класс;
- ручная – почти не применяется.
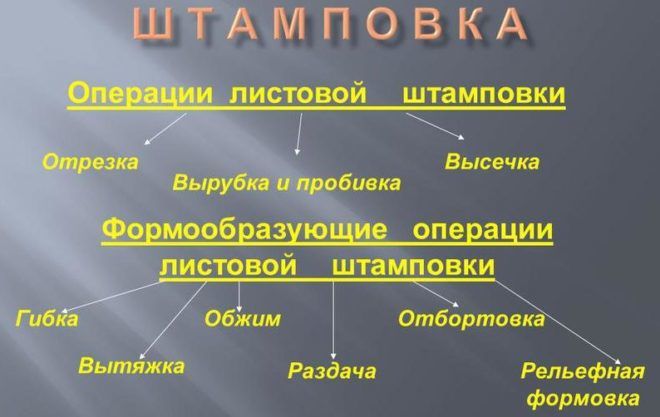
Штамповка
Она может быть объемной и листовой. В первом случае получаются трехмерные изделия, во втором – штампы с плоскими параметрами. Есть две части у станка – матрица и пуансон. Одна из них является статичной, а другая – подвижной. Обе они зеркальные (в случае работы с листом) или имеют разную конфигурацию, в соответствии с нужной деталью. Обычно между двумя элементами есть один или несколько зазоров, куда выдавливается излишек. Затем он счищается, а сама заготовка на этом месте шлифуется. Но есть и полностью закрытые штампы, в которых таких отверстий по бокам не предусмотрено, тогда требуется точно распределять количества металла.
Листовая штамповка бывает двух видов:
- формообразующая – элемент получает необходимые для детали изгибы;
- обрезная – происходит фигурная резка.
Простым примером технологической процедуры можно привести чеканку монет.
Ковка
Ковка – наиболее простой способ ОМД. В технологии используются универсальные инструменты простой формы (плоские бойки) и гидравлический пресс. Это высокотемпературная операция. Деталь предварительно нагревают. Температура нагрева зависит от характеристик конкретного вещества.
Разогретую до необходимой температуры деталь вставляют между бойками, которые представляют собой две параллельные плиты. Верхний боек может двигаться, нижний является неподвижным. Если при ковке используется молот, после размещения детали по ней наносятся удары верхним бойком. В случае использования гидравлического пресса, деталь медленно сжимается бойками. Для устранения выпуклостей ее помещают на ребро и повторяют процедуру.
При использовании данной разновидности технологии образуется локальная деформация, что позволяет использовать исходный материал сложной формы. При ковке могут использоваться заготовки массой от нескольких грамм до нескольких сотен тонн. По этой технологии можно создавать судовые валы (массой более ста двадцати тонн), прокатные валки (до пятидесяти тонн).
https://youtube.com/watch?v=nn8brZoB2Cs
Штамповка
При объемной штамповке металлических заготовок, деталь деформируется в полости штампов. При этом форма полости такая же, как форма будущей поковки. Благодаря этому обеспечивается высокая точность. В большинстве случаев в качестве исходного вещества используется продукция проката, которую предварительно разрезают на части. Объемную штамповку производят при помощи пресса, специализированных машин или на молотах.
Несколько отличается от предыдущей технологии листовая штамповка.
Для нее используются листы, полосы или ленты, деформация которых происходит в штампе, специальном инструменте, предназначенном для таких операций. Штамп состоит из пуансона и матрицы, которые устанавливаются на механическом или гидравлическом прессе. Благодаря холодной обработке, заготовки после листовой штамповки имеют малую шероховатость поверхности и являются более прочными.
Таким образом, основные виды обработки металлов при помощи давления широко используются в современной промышленности и применяются для изготовления разных заготовок и готовых конструкций. В зависимости от конкретной цели, материал может предварительно разогреваться, или применяется холодная обработка. Простейшим способом обработки металлических материалов давлением является ковка, наиболее высокопроизводительным – прокатка.
Выставка оборудования металлообработки
Выставка металлообработки представляет собой серьезное событие узкоспециализированной направленности, которое собирает вместе профессионалов этой области. Прогрессивное оборудование, новые методики обработки поверхностей, современное ПО, комплектующие – все это представлено на организованной выставке. Здесь вас ждет: информация о последних научных достижениях, содержательное общение с экспертами и продуманная деловая программа.

Участники и посетители
Участниками события выступают компании с мировым именем, и малоизвестные производители/поставщики, которые стремятся к увеличению спроса и результативному товаропродвижению. Главная задача – демонстрация высокопроизводительной станочной продукции, инструментов, материалов и последних разработок в данной отрасли.
Среди посетителей выставки:
- генеральные директора и заместители;
- ведущие технологи;
- главные инженеры.
Здесь собираются профессионалы в таких промышленных отраслях, как судо- и машиностроение, металлургия, энергетика, строительство и так далее. Руководители производственных компаний и заводов выбирают высокопроизводительные станочные системы для эффективного выполнения поставленных задач.

Преимущества выставок
Каждая сторона получает выгодные положительные моменты, о которых поговорим подробнее.
Участники события могут в кратчайшие сроки:
- найти потенциальных покупателей, желающих приобрести специализированное оборудование и инструменты для металлообработки;
- увеличить число продаж;
- расширить территориальные границы продаж;
- устроить демонстрацию современных технологических решений и инновационных разработок компании;
- узнать непредвзятый анализ технических характеристик и эксплуатационных показателей выставленной техники;
- наладить общение с организациями-посредниками и руководителями компаний, применяющими предлагаемые станочные системы.
Для посетителей преимуществами станут:
- широкий ассортимент высокопроизводительных устройств;
- непосредственный анализ технических показателей;
- изучение последних разработок;
- проверка современных технологий в рабочем режиме;
- оформление сделок на выгодных условиях;
- рекомендации экспертов по правильному выбору металлообрабатывающей продукции.

Условия узкоспециализированных выставок позволяют участникам и посетителям начать деловые отношения, которые в дальнейшем приведут к долгому взаимовыгодному сотрудничеству.
Химическая обработка
Чтобы понимать, как влияют химические вещества на заготовку, требуется знать, чем обработать металл. С помощью химикатов очищаются металлические поверхности от ржавчины и грязи. Также применяя гальванический процесс, позволяющий нанести защитное покрытие на заготовку. Химические вещества улучшает показатели устойчивости к коррозийным процессам. Существует несколько методов обработки материала химическими веществами:
- Цементация — металл насыщается углеродом.
- Борирование — при насыщении материала бором, увеличивается его показатель износоустойчивости.
- Хромирование — хромом насыщаются только верхние слои металла. Устойчивость к коррозийным процессам увеличивается, но прочность не изменяется.
- Азотирование — применяется для увеличения устойчивости металла к воздействию влаги и механическим повреждениям.
Также материалы могут покрываться защитным слоем алюминия.
Электрическая обработка
Технология металлообработки с использованием электрических зарядов подразумевает под собой обработку материала с помощью специального оборудования. Они частично разрушают металлические заготовки.
Технологический процесс:
- На электрод, изготовленный из графита или латуни, подаётся высокое напряжение.
- Он соприкасается с обрабатываемой поверхностью.
- Появляется искра и металл начинает расплавляться.
Чтобы частицы металла не разлетались, в пространство, остающееся между электродом и обрабатываемой поверхностью, заливают специальное масло. Оно улавливает металлические частицы.



Сварка
Это основной используемый метод соединения двух и более металлических элементов. Сварной шов получается благодаря расплавлению металла в образуемой электродугой ванне. При застывании он становится очень прочным, почти монолитным с остальной поверхностью. Есть разные методы сваривания, самые распространенные:
- ручной электродуговой с электродами;
- полуавтоматический с помощью присадочной проволоки.
Разновидности аппаратов и технологию проведения дуги, режим выбирают в зависимости от материала и необходимой цели. В ряде случаев перед сваркой проводятся предварительные процедуры – зачистка, обрезка кромок, разделка.
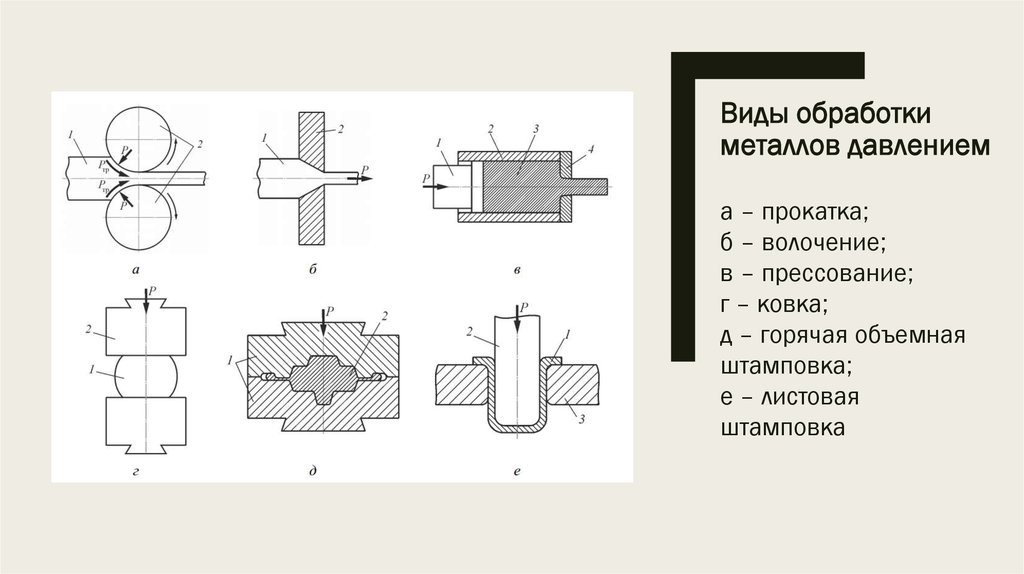
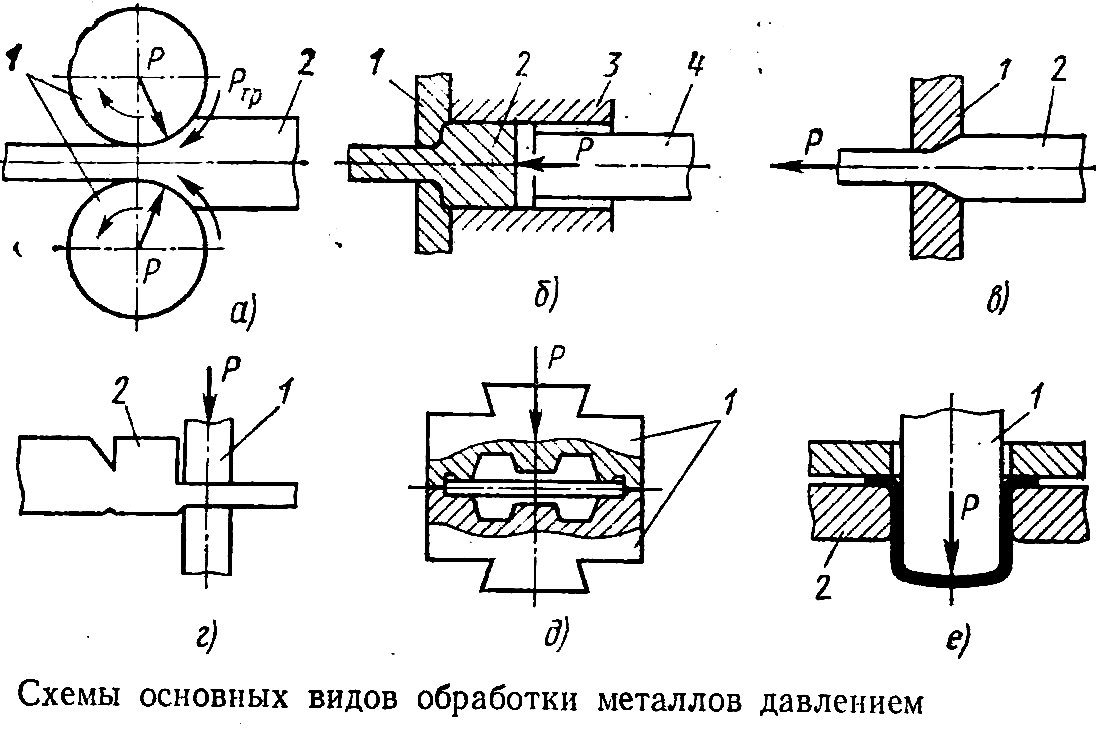
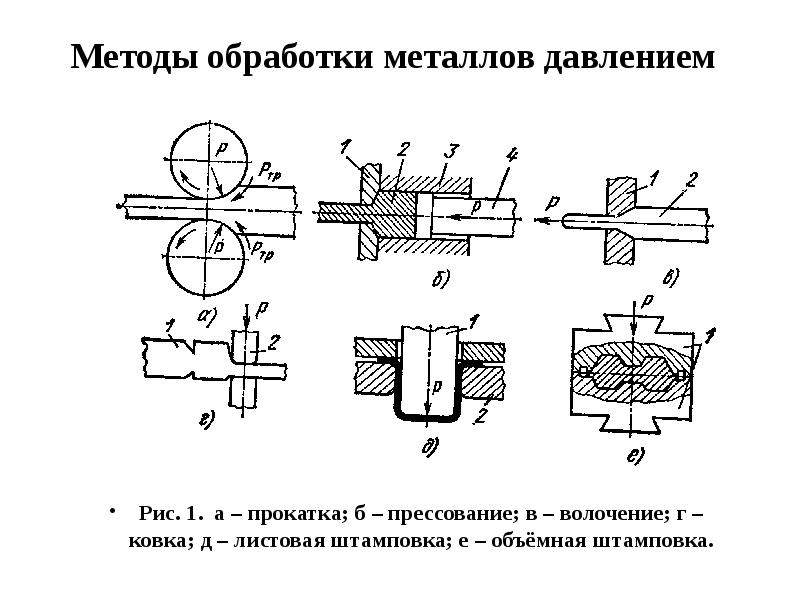
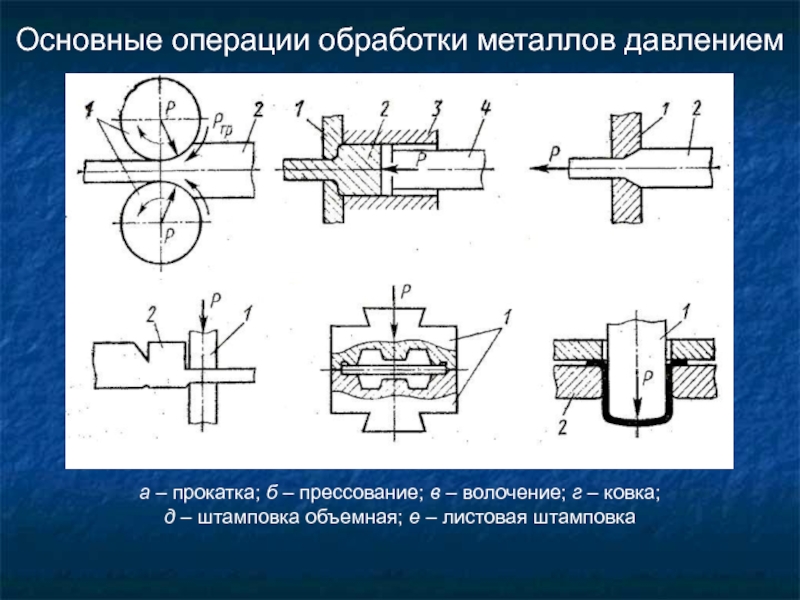
Основные виды обработки металлов давлением
Всего их 6, но каждый из них может подразделяться на многие подвиды в зависимости от многих факторов. При выборе способа металлообработки следует ориентироваться на ряд следующих показателей:
- физические и химические характеристики заготовки;
- последующие цели при эксплуатации;
- дополнительные этапы воздействия – покрытие краской, пробивка током и пр.;
- возможности цеха.
У предложенных вариантов разная цена и множество различий, рассмотрим подробнее ниже. А если вы хотите приобрести качественное профессиональное оборудования для распиловки, ленточного пиления даже самых прочных металлических листов, мы рекомендуем вам , которая сотрудничает как с частными лицами, так и с представителями производственных компаний, металлургических цехов.
Обработка металлов давлением: прокатка
Происходит следующим образом: есть станок, на него крепятся прокатные валки. Когда деталь проходит через них, то на нее оказывается повсеместное воздействие со сторон инструментов. Результат – уменьшение диаметра сечения и придание эксклюзивной формы. Есть три разновидности процесса:
Передовые разработки
Новые технологии металлообработки не ограничиваются лазером. Также применяются следующие методики:
- Магнитоимпульсная – заготовку помещают в электромагнитное поле. Изделие помещается в диэлектрик, и силовые линии воздействуют на его поверхности. Таким способом проводят формовку бериллия, титана, листовой стали.
- Высокочастотная, ультразвуковая. Эффективна для термообработки поверхностей металлов и сплавов.
- Электроэрозионная – разрушение металлического слоя воздействием электрической дуги, искры или импульса. Микрочастицы плавятся, постепенно вымываясь из обрабатываемой зоны эмульсией или маслом. Параллельно увеличивается твёрдость заготовки в зоне воздействия разряда.
- Плазменная – подходит для чёрных, цветных и тугоплавких металлов. Вместо режущего инструмента используется струя плазмы. Она образуется при воздействии электрической дуги на подаваемый через сопло газ. Газы используются двух типов – активные – водяной пар, водород, аргон и азот и неактивные – кислород и воздух. Сфера применения этого способа – резка чёрного металла.
Все перечисленные способы обработки отличаются высокой точностью исполнения резки, они могут применяться на любых предприятиях, где имеются условия для монтажа такого оборудования. Отличаются расходом электроэнергии, иными затратами.
Ковка металла
Обработка металла при помощи молота или пресса. Деформирование происходит между двух плоскостей. Такое изделие называется поковка. Низкая производительность сопутствует ручной ковке, поэтому в промышленности используют машинную ковку.
Во время ковки, металл неограничен рабочей поверхностью и может растекаться по сторонам инструмента. У молота или пресса есть два бойка, нижний и верхний. Первый — неподвижный, второй подвижный, заготовку помещают между ними.
Ковка может нести основной и вспомогательный характер.
- Осадка — уменьшается высота заготовки, при этом увеличивается площадь поперечного сечения.
- Высадка — осаживается часть заготовки. Для этого используют оправку — подкладной инструмент.
- Протяжка — увеличивается длина заготовки, за счёт уменьшения площади поперечного сечения.
- Раскатка при помощи оправки — увеличивается внутренний и наружный диаметр кольца, постепенно уменьшая толщину стенок.
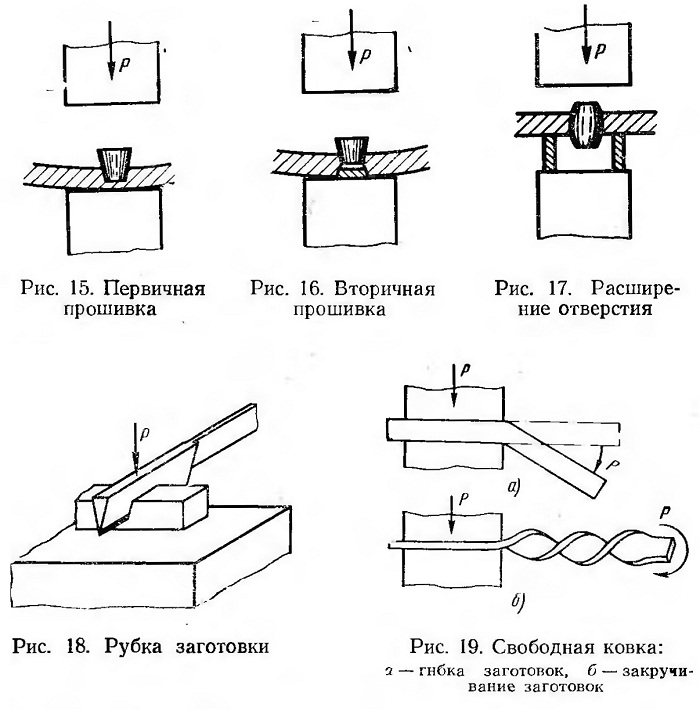
- Прошивка — получение сквозного отверстия. Используют прошивень, благодаря ему делают и полость. Отходы металла называют выдра.
- Рубка — отсоединение некоторой части заготовки.
- Гибка — придание заготовке изгиба, используя заданный контур. Благодаря опорам и приспособлениям делают различные угольники, скобы.
- Скручивание — часть заготовку проворачивают вокруг своей оси.
- Передача — вертикально смещается часть заготовки по отношению к другой её части. Используются дополнительные опоры.
Электрический метод обработки металлов
Разрушение структуры материала под воздействием электричества давно изучено и активно применяется. Суть процедуры в следующем: на определенный маленький участок подается искра с высоким напряжением. При образовании заряда и при его контакте с металлической поверхностью выделяется очень большое количество тепла. Под воздействием температуры сталь начинает плавиться и испаряться – на месте образуется отверстие.
Преимуществом такого способа является чистота среза и фактически полное отсутствие остатков и обрезков. А чтобы даже те небольшие частички, которые образуются, не разлетались, в зону контакта заливают небольшим слоем маслянистую жидкость. Такая пленка буквально улавливает элементы.

Термическая металлообработка
Использование высоких температур предназначается для улучшения характеристик стали. У каждого сплава свои предельные границы, на которых разрушается или меняется кристаллическая решетка, после остывания обычно становится прочнее.

Отжиг
Служит для повышения пластичности и ковкости, то есть в основном используется перед другими методами обработки. Обычно применяется после литья, чтобы убрать внутреннее напряжение в заготовке. Для проведения операции сталь нагревают и оставляют медленно остывать прямо в печи.
Закалка
Задача – повышение твердости, но при этом может увеличиться и хрупкость. Отличие процесса в том, что после нагрева некоторое время поддерживается большая температура, в то время как охлаждение, напротив, очень стремительное – в масле или воде.
Отпуск
Это второй этап после закалки для снижения хрупкости. Фактически это вторичный разогрев с медленным остыванием, но при менее высоких температурных воздействиях.
Старение
Это способ декоративного оформления, чтобы получить красивую состаренную поверхность, но не испортить основные качества.
Волочение металла
 Холодная заготовка металла протягивается через суживающееся отверстие, это происходит под большим давлением. Такое отверстие называется — волока. Волочение делают, проводя заготовку через несколько отверстий с уменьшением диаметра. Во время этого процесса происходит наклёп. Чтобы снять прочность материала, делают отжиг и травление окалины.
Холодная заготовка металла протягивается через суживающееся отверстие, это происходит под большим давлением. Такое отверстие называется — волока. Волочение делают, проводя заготовку через несколько отверстий с уменьшением диаметра. Во время этого процесса происходит наклёп. Чтобы снять прочность материала, делают отжиг и травление окалины.
Проволока, калиброванный прут, тонкостенная труба различного профиля — получаются благодаря применению волочения. Продукция выходит точного размера и с чистой поверхностью.
Для того чтобы волока выдерживала жёсткие условия использования, на её изготовление идёт инструментальная сталь или твёрдый металлокерамический сплав, на производстве тонкой проволоки применяются технические алмазы.
Чтобы уменьшить трение, отвести тепло и повысить стойкость инструмента применяется жидкая и сухая смазка. Это может быть различное минеральное масло, эмульсия, мыло или графитовый, медный, молибденовый порошок.
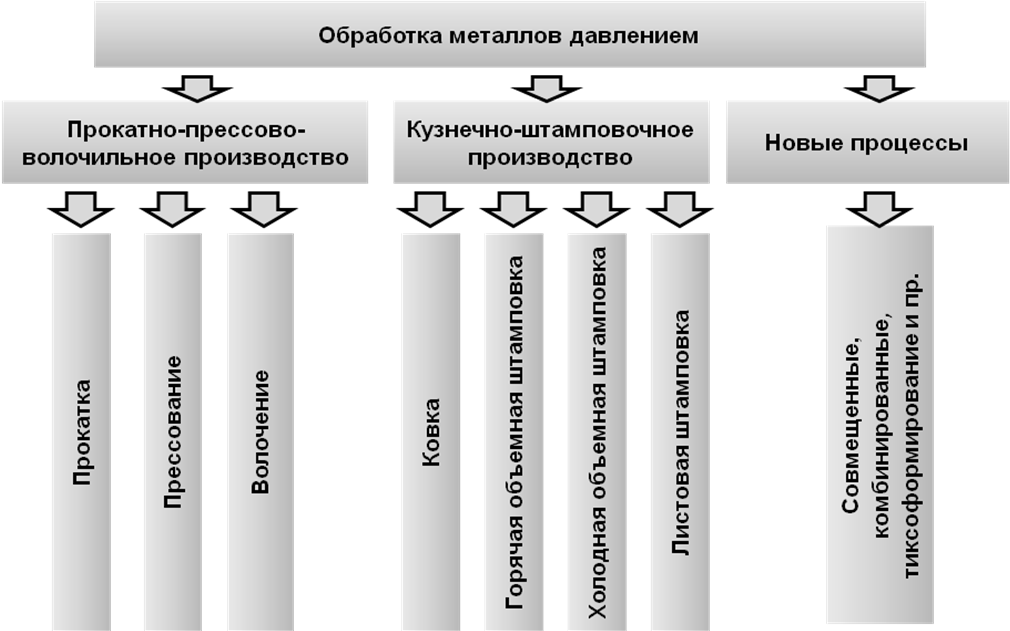
Виды обработки
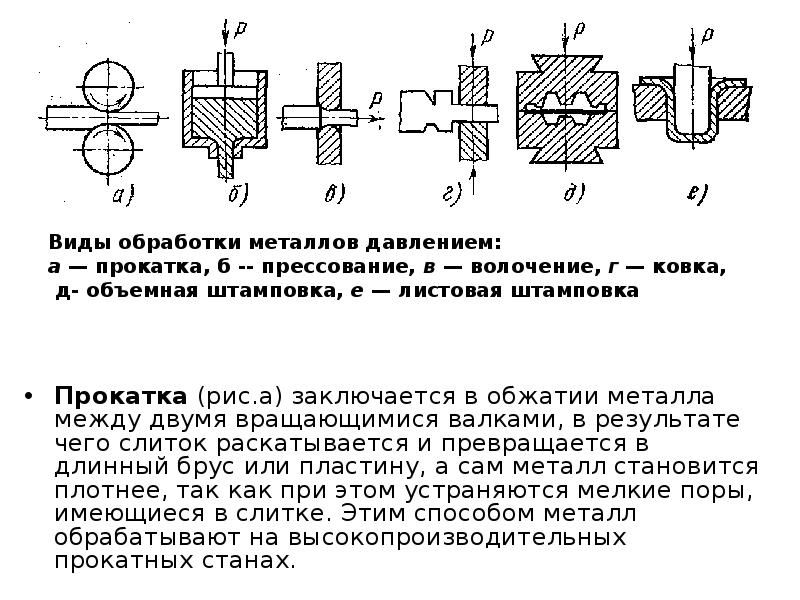
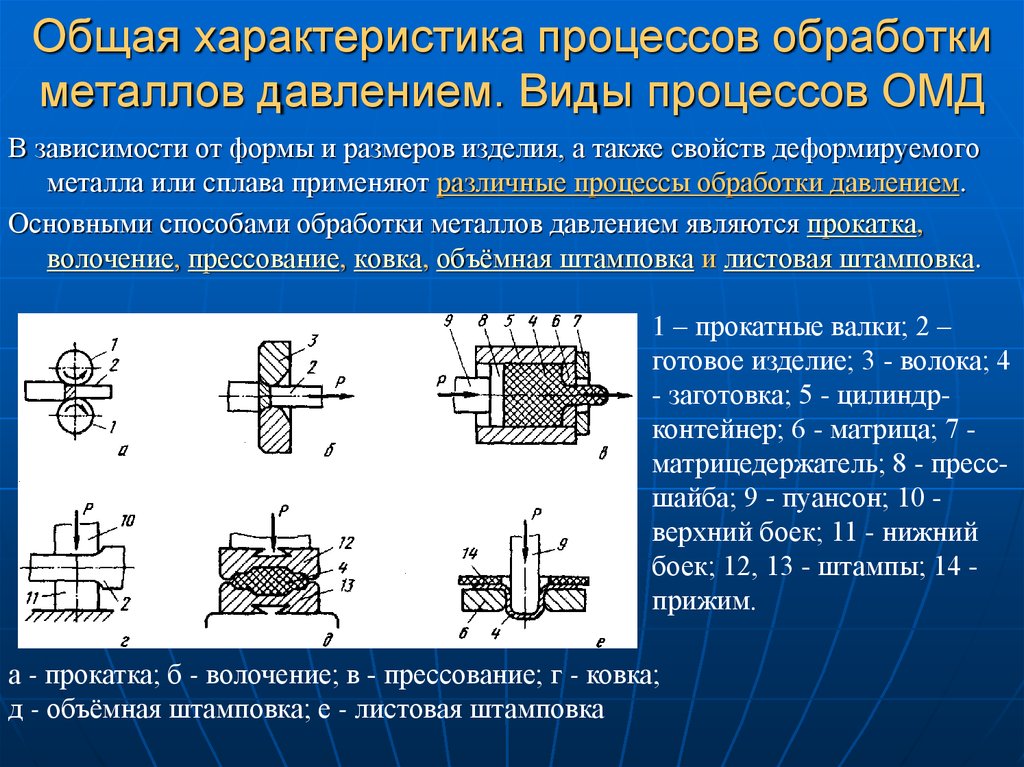
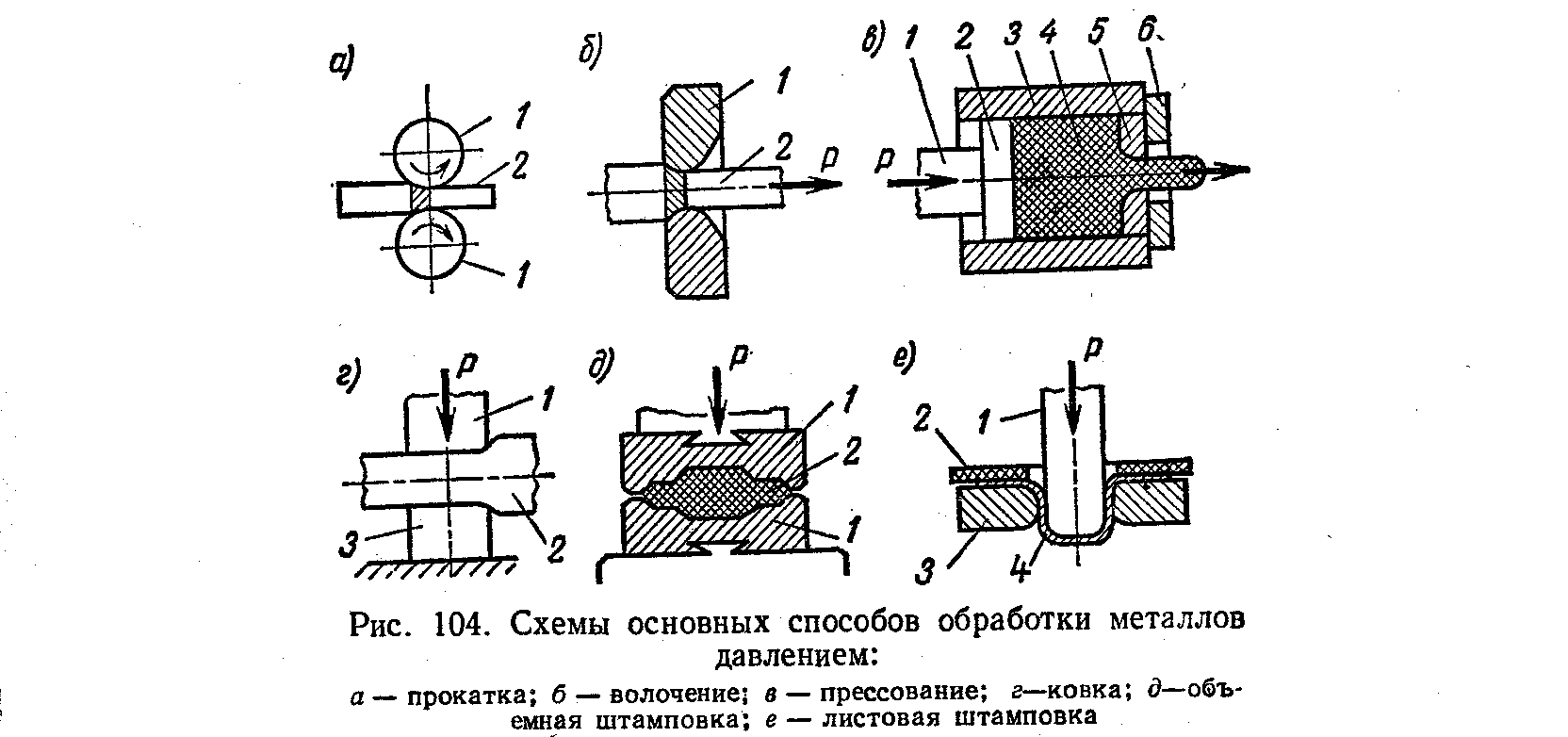
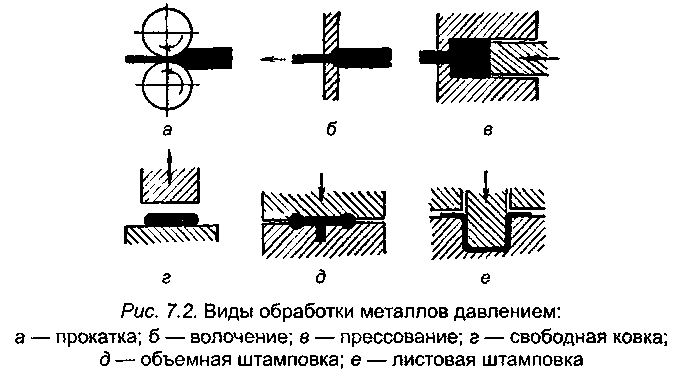
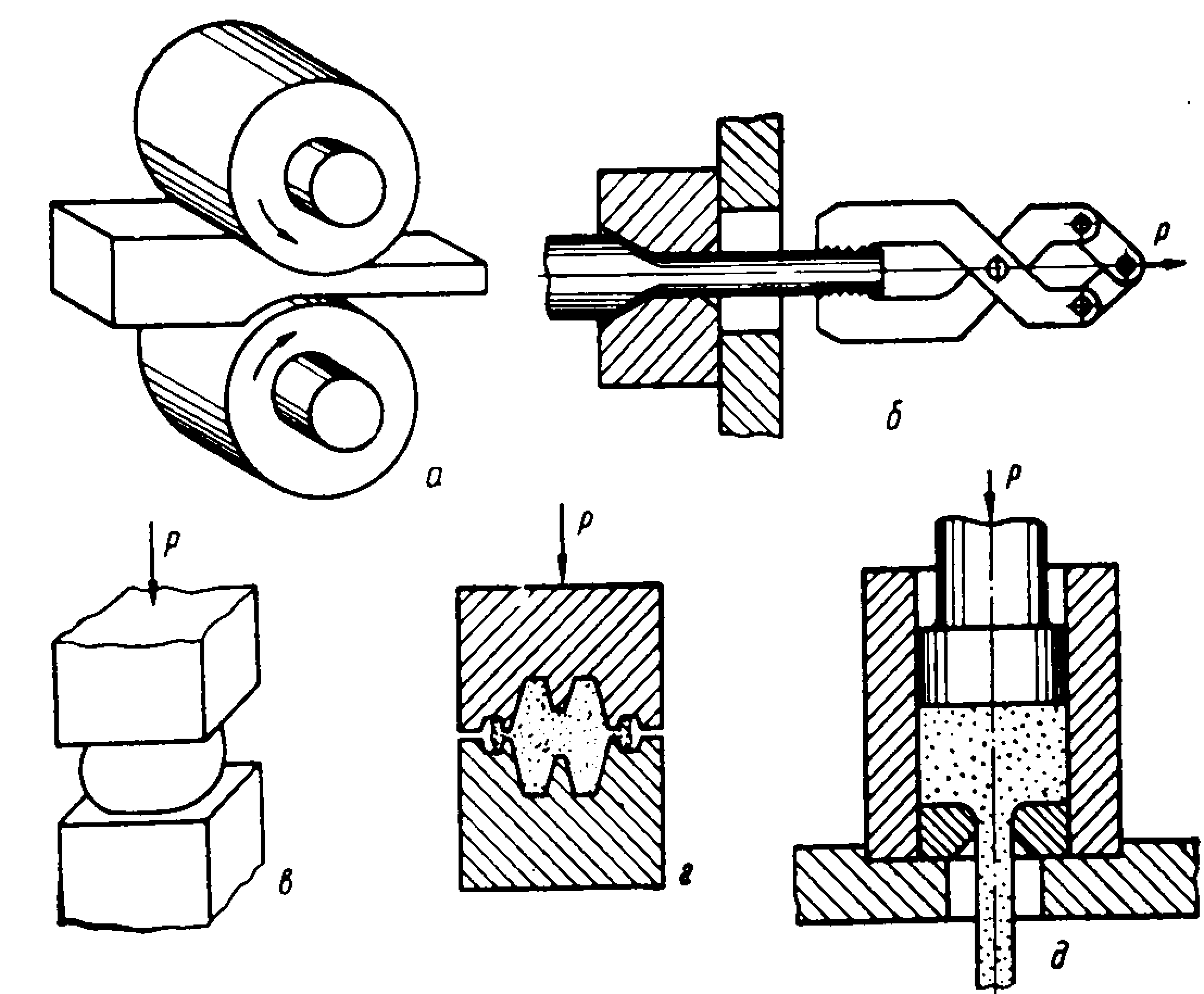
Все виды обработки металла давлением поделили на технологические группы. Сейчас себя зарекомендовали пять технологий:
- прокатка;
- ковка;
- прессование;
- волочение;
- штамповка.
Прокатка, волочение и прессование производят детали одинакового диаметра. Ковка и штамповка среди видов обработки металлов давлением используются для изготовления деталей определенного вида. Правда, в дальнейшем изделия нужно дорабатывать механически.
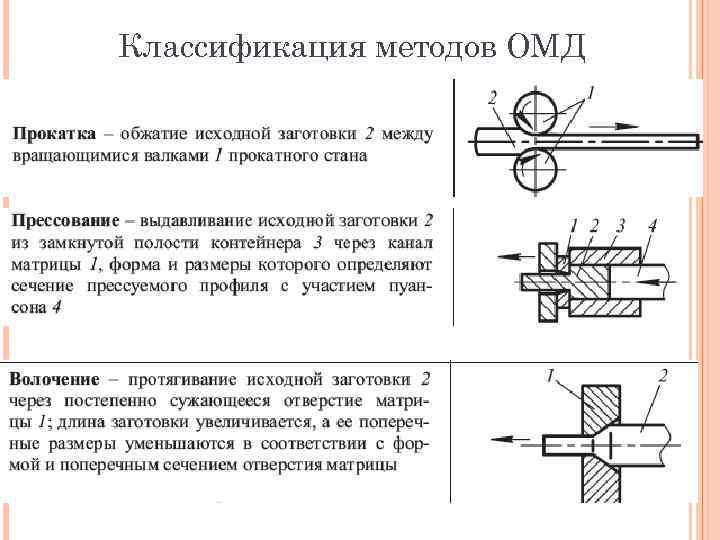
Прокатка
При прокатке используют вращающиеся валики. Металл, прокатываясь между валиками, уменьшает диаметр поперечного сечения, превращаясь в требуемую форму. Для этого нужно специальное оборудование — прокатный стан.
Есть три способа обработки:
- Продольная прокатка. Изделие прокатывается сквозь валики, а диаметр последовательно убавляется.
- Поперечная. Здесь не используется поступательное движение. Используется для изготовления шаров, цилиндров и втулок.
- Поперечно-винтовая прокатка требуется для производства полых деталей.
Именно прокатка занимает самую большую нишу в нынешней металлообработке — 80%.
Листовой и профильный прокат разделяются по исходным материалам. Листовым прокатом получают катаные листы до двух метров шириной, и длиной до девяти. Профильным прокатом обрабатывают изделия с круглым сечением.

Ковка
Технология ковки известна ещё из древних времён. Считается самым простым способом обработки металлических изделий. Для неё потребуются плоские бойки с гидравлическим прессом. Самый простой вариант ковки — горячий. Изделие разогревают до необходимой температуры. В зависимости от обрабатываемого металла меняется нужная температура.
После нагрева изделие помещается между плоскими бойками, чаще всего являющиеся двумя плитами. Нижняя неподвижна, а верхняя как раз может перемещаться. При использовании молота деталь кладут вниз, а верхним бойком наносятся удары.
С гидравлическим прессом процесс намного проще — деталь просто сжимают с двух сторон. А чтобы убрать возможные неровности, деталь кладётся на ребро, а затем процедура повторяется.
Прессование
Методом прессования, по сути, выдавливают деталь нужной формы из начальной фигуры. Сырьё помещают в закрытую форму и выдавливают нужное изделие через матрицу. Нужный инструмент для выдавливания называется пуансон.
Прессование применяют для работы с хрупкими металлами.
Горячее производство требуется металлам с высокой сопротивляемостью температурам. Олово, медь и алюминий без примесей подвергаются холодному варианту изготовления.

Прессование
Волочение
Обработка металла таким способом применяется в производстве проволоки. Через фильеру проволакивают заготовку, уменьшая её диаметр в сечении.
При необходимости используют горячий метод, но обязательного требования к этому нет. Для плавного утончения детали, заготовка проволакивается не один раз.
Этот способ обработки металла нужен, чтобы работать с прокатными материалами. Волок изготовлен из инструментальной стали, твёрдых сплавов или алмаза.
Сначала прут с одной стороны заостряют, затем проволакивают через фильеру с помощью клещей. Помимо проволоки производят трубы с тонкими стенками и иные полые профили.
Штамповка
ОМД штамповка деформирует заготовку в полости штампов. Эта полость полностью повторяет форму нужной детали, что повышает точность обработки. Чаще всего в качестве исходного сырья применяют продукты металлопроката, порезанные на части нужных размеров.
Существует два варианта штамповки: листовая и объёмная.
Объёмная штамповка требует использования пресса, молотов или определённых машин.
Штамп для листовой ОМД обработки включает в себя пуансон и матрицу, которые установлены в прессе. При холодной обработке итоговые изделия обладают минимумом шероховатостей и более прочные.
С помощью горячей штамповки металл под действием высокой температуры изменяется, подстраиваясь под штамп.
Обработка металлов давлением нашла больше распространения из-за сокращения необходимых ресурсов и времени. Самый простой вариант обработки — ковка, а максимально производительные — прокатка.
https://youtube.com/watch?v=QVgB1YMED-c