
Что такое закалка металла?
Закалка — это один из видов дополнительной обработки металла, предполагающий:
- нагрев заготовки или изделия выше критической температуры, при которой кристаллическая решетка материала изменяет свою структуру;
- быстрое охлаждение стали.
Важно! Материалы нагревают выше определенных критических температур. Для каждого металла они отличаются
Фотография №1: процесс закалки
Для улучшения физико-химических свойств металлов применяют различные виды закалки.
- С полиморфным вращением. По этой технологии закаливают стали и сплавы на основе черных металлов. Для нормализации пластичности и вязкости, а также для снижения хрупкости используют отпуск. Он незначительно уменьшает прочность заготовок и изделий.
- Без полиморфного вращения. По этой технологии закаливают цветные металлы и сплавы на их основе. Нужные характеристики материалы приобретают после процесса «старения».
Для закалки металлов применяют различные охладители. При этом технологии отличаются. Расскажем об их особенностях.
- Закалка в одном охладителе. Нагретый металл просто погружают в закалочную жидкость до полного охлаждения.
- Изотермическая закалка. Деталь или изделие выдерживается в охладительной среде только до тех пор, пока не произойдет изотермическое преобразование кристаллической решетки. При этом образуется аустенит.
- Прерывистая закалка. Этот метод повышения физико-химических свойств металлов и сплавов предполагает использование двух охлаждающих сред. Вначале заготовка или изделие быстро охлаждается в первичной среде (вода). Затем происходит медленное остывание, к примеру, в масле. Таким способом закаливают углеродистую сталь и изделия из нее.
- Ступенчатая закалка. Ее проводят в среде, которая имеет температуру выше мартенситной точки. При этом металл приобретает температуру закалочной ванны во всех точках сечения. После этого происходит окончательное медленное охлаждение заготовки или изделия.
- Струйчатая закалка. Предполагает обрызгивание металла струей воды. Чаще всего этот способ используют для повышения физико-химических свойств частей деталей или изделий. Технология обеспечивает более высокую степень прокаливаемости.
Перечислим основные охлаждающие среды.
- Вода.
- Соляные растворы.
- Щелочные растворы
- Расплавленный свинец.
- Технические масла.
К самым лучшим охлаждающим средам относят растворы поваренной соли и каустической соды.
Способы закаливания
Для прокаливания простейших клинков из конструкционной стали можно использовать обычный костер. Поднять температуру выше требуемых 900 °С при обработке высокоуглеродистых сплавов на открытом огне невозможно. Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
В камере
При желании заняться самостоятельным изготовлением ножей, лучше использовать для этих целей печь из огнеупорной глины с обмоткой из нихрома. Термообработка будет проходить в идеальных условиях, при достаточно высокой температуре по заданному графику. Размер такой конструкции – 200х100х77 мм.
Вначале делается заготовка из картона, который покрывается парафином. Далее используется глина – ее наносят на бумагу слоем достаточной толщины таким образом, чтобы не осталось щелей. Особенно тщательно промазывают стыки. Дверку изготавливают отдельно.
Глина наберет необходимую прочность после тщательной просушки и дальнейшего прокаливания в духовом шкафу при 90-110 °С. Окончательный обжиг производится в печи на открытом огне при 900 °С. Остужать конструкцию следует медленно, поэтому раньше времени ее открывать не следует. После полного остывания глиняной камеры к ней крепят дверцы: делают это так, чтобы они распахивались горизонтально.
Хорошо просохшую заготовку обматывают проволокой из нихрома, которая будет служить нагревательным элементом. Ее понадобится около 18 метров. Витки должны идти плотно. Во избежание межвиткового замыкания проволоку следует предварительно обмазать влажной глиной. Нельзя забывать о проделывании в печи 2 отверстий. Одно необходимо для вставки термопары, измерительного прибора, с помощью которого можно будет контролировать процесс нагрева. Второе отверстие понадобится для контроля за процессом.
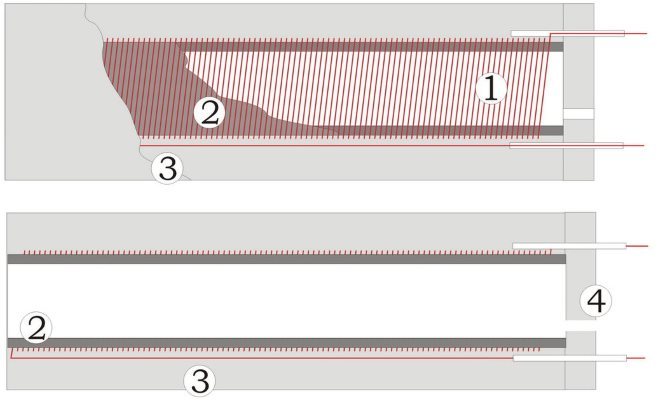 Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
 Делаем глиняный кожух
Делаем глиняный кожух
 Готовый вариант камеры
Готовый вариант камеры
На открытом огне
Закалить лезвие клинка, изготовленного из металла марок 45 и 50, можно на обычном костре или с помощью газовой горелки. Для проведения работ понадобятся топливо для костра (угли), а также пара больших емкостей. В одной будет находиться машинное масло, во второй – вода. Для удержания горячего лезвия используют кузнечные клещи.

Как закаливать сталь в домашних условиях?
Сельские жители часто прибегают к самостоятельной закалке металла, таким образом увеличивая эксплуатационный срок бытовых предметов: плуговых лемех, столярных и слесарных инструментов, охотничьих ножей, топоров. Городскому жителю обрабатывать нержавейку тяжелее — требуется специальная мастерская.
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.
Из какой стали производят топоры
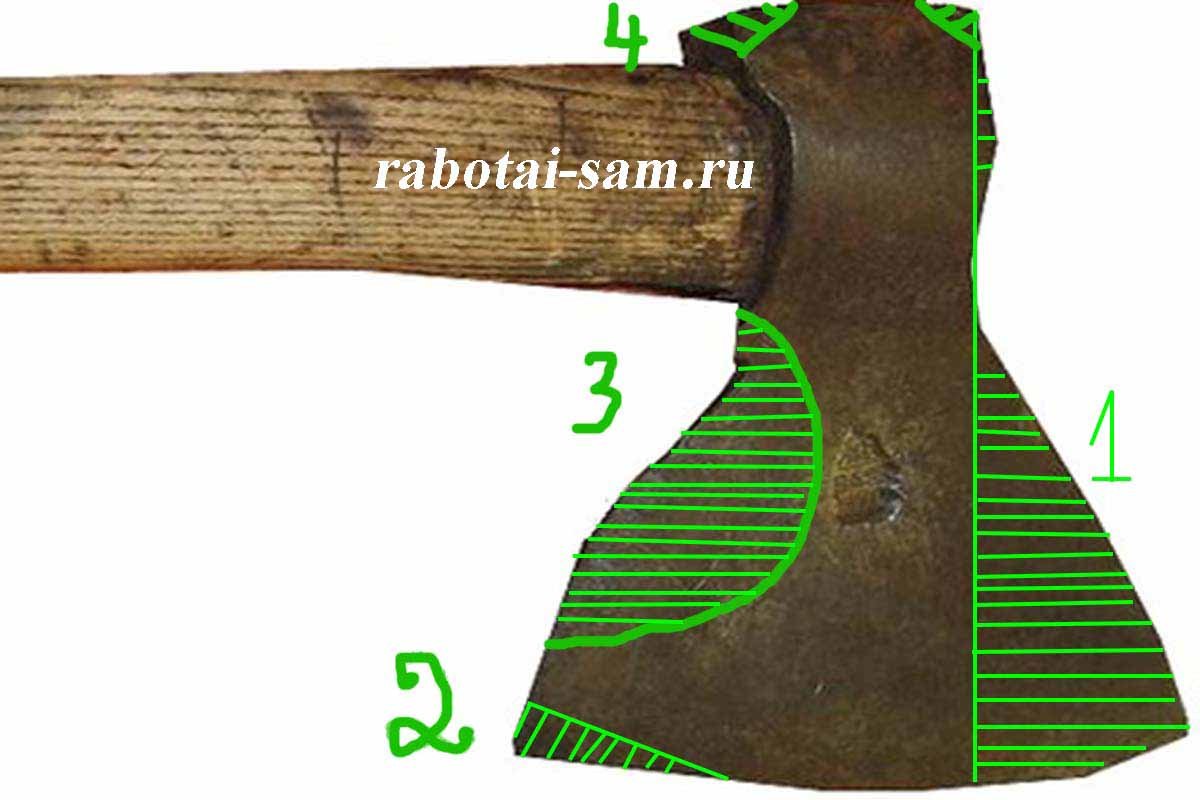
Чтобы определить, насколько качественно выполнена закалка топора, можно воспользоваться обычным напильником, который не сильно изношен и имеет мелкую насечку. В том случае, если твердость рабочей части топора высокая, напильник будет легко скользить по ней, если средняя, то инструмент будет слегка снимать шероховатости, если низкая – напильник будет хорошо брать металл. Если топор закалили в соответствии с общепринятыми требованиями, то наиболее твердой является острая часть (на ширину примерно 3 см от лезвия), а металл в остальной части инструмента более мягкий.


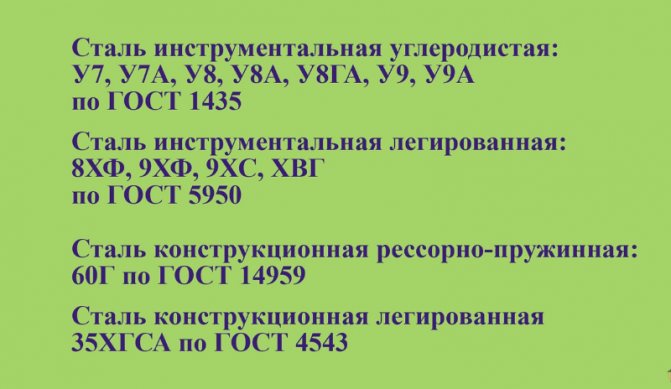
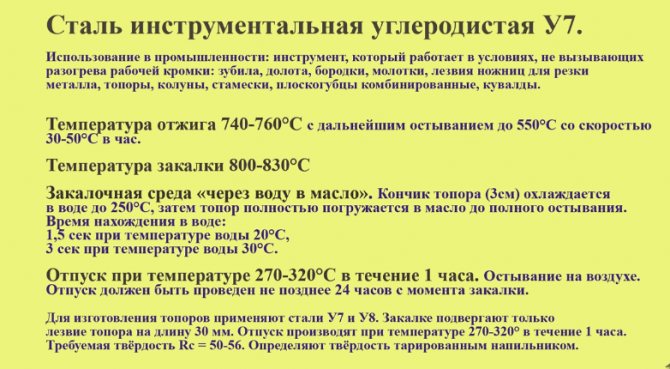
Назначение инструментальных углеродистых сталей
Как правило, топоры изготавливаются из сталей этих марок
После того как вы выяснили, что инструмент все же нужно закалить, необходимо определить, из какого металла он изготовлен. Предприятия, работающие в полном соответствии с утвержденными нормативными документами (ГОСТами), производят топоры из определенных сталей, марки которых оговорены в специальной таблице. Естественно, что для каждого из таких сплавов требуется свой температурный режим нагрева и определенная охлаждающая среда, которые и обеспечат требуемое качество термической обработки. Все подобные параметры для каждой из марок сталей также можно найти в специальных справочниках.
Режимы отжига углеродистых сталей
Режимы термообработки на примере сталей марок У7 и У7А
Самоотпуск
Самоотпуск — это процесс, объединяющий операции закалки и отпуска в единую процедуру.
Суть его заключается в резком охлаждении рабочей части инструмента без дополнительного охлаждения всего топора целиком.
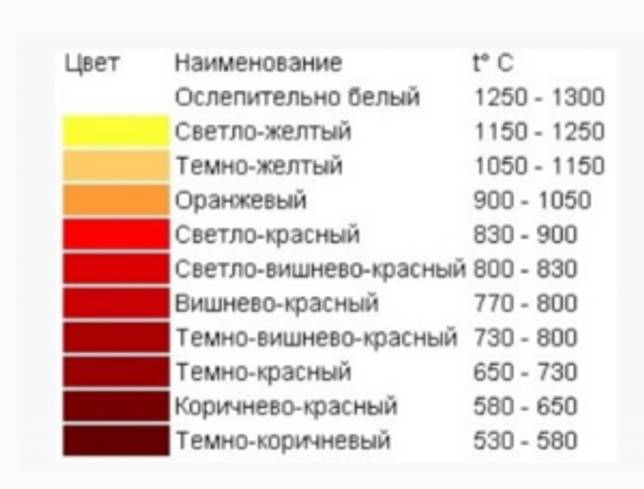 Рисунок 3 – Как меняется цвет стали при нагреве топора
Рисунок 3 – Как меняется цвет стали при нагреве топора
Возникает ситуация, когда охлажденная часть нагревается до необходимой температуры за счет тепловой энергии от остальной, не подвергавшейся охлаждению, части.
Процесс контролируют по цвету побежалости.
Когда инструмент приобретает нужный цвет, его окончательно охлаждают в воде или в масле.
Самоотпуск — довольно сложная процедура, результат которой зависит от опыта и навыков мастера. Экономию времени она дает значительную, но неподготовленному человеку лучше выполнить весь процесс целиком, чтобы не пришлось выполнять всю операцию закалки повторно.
Длительность выдержки топора в печи, время, необходимое для обратного нагрева и остальные нюансы процесса зависят от массы факторов, вплоть до размеров и формы топора, поэтому получить ожидаемый результат с первого раза вряд ли удастся. Для первого раза рекомендуется привлечь к работе опытного термиста и получить от него массу полезной информации.
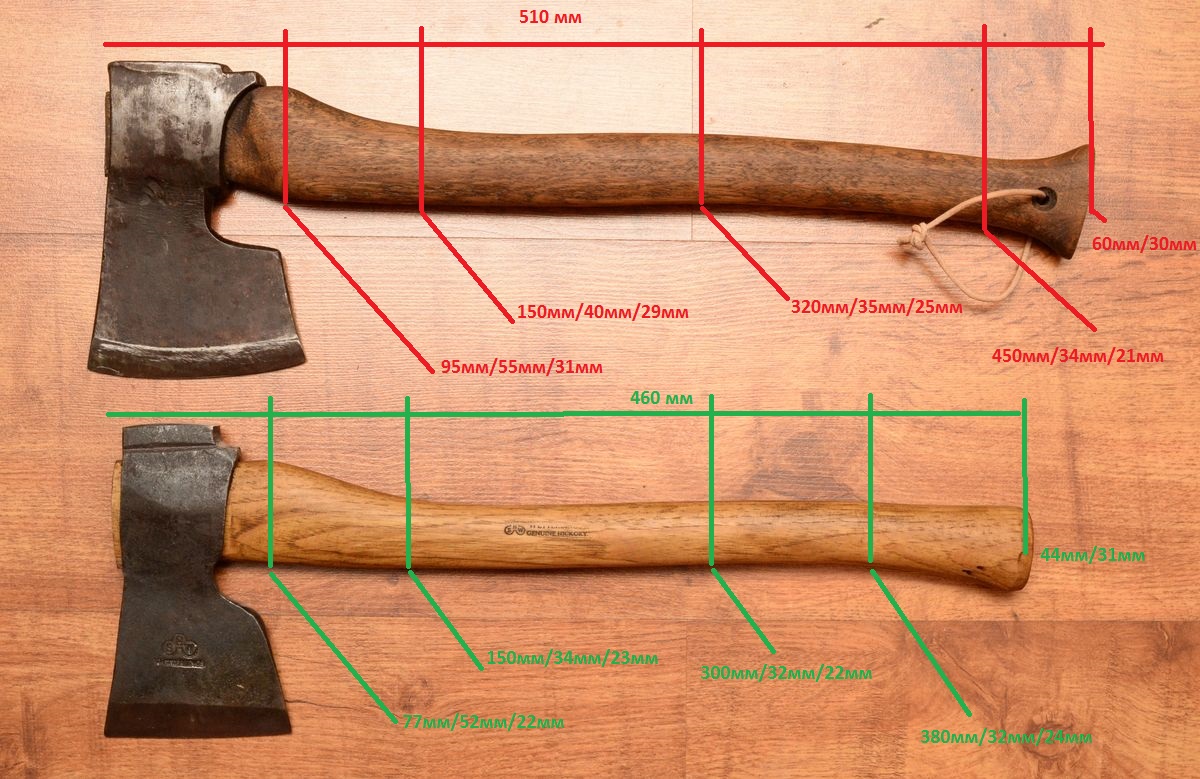
Закалка топора в домашних условиях – видео, фото, нюансы
Как качественно закалить топор в домашних условиях? Актуальность данного вопроса объясняется широкой востребованностью этого инструмента. Кроме того, на примере такого простейшего домашнего инструмента, каким является топор, можно в подробностях разобрать нюансы нескольких типов термической обработки – отжига, закалки и отпуска.
Хороший кованный топор способен надрезать гвоздь
Узнать о том, что новый топор, приобретенный с рук или в строительном магазине, необходимо закалить, достаточно легко: если лезвие инструмента очень мягкое (что можно определить по его смятию даже при рубке сучков небольшой толщины), значит, оно нуждается в качественной закалке. В том случае, если на рабочей части топора в процессе работы появляются трещины или лезвие выкрашивается, его следует подвергнуть полноценному отпуску.
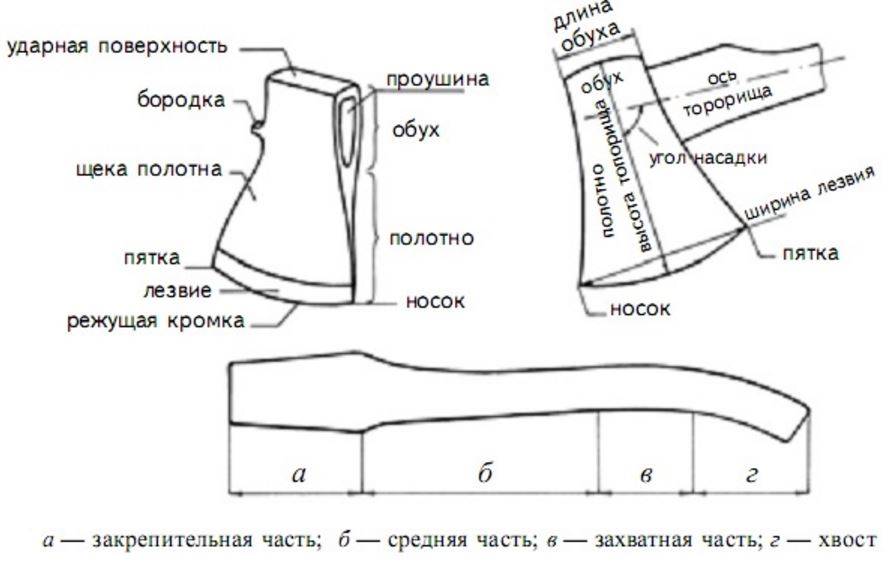
Колющая часть
Очень важно проследить за качеством колющей части, особенно за металлом, из которого она изготовлена. На изделии должно стоять клеймо ГОСТ, что свидетельствует о том, что использованный в производстве материал соответствует требованиям Госстандарта. Если будет стоять знак ТУ, МРТУ либо ОСТ, это говорит о том, что металл отвечает требованиям качества, установленным изготовителем, а они могут оказаться более мягкими, нежели те, что установлены ГОСТом
До сих пор на “блошиных” рынках можно отыскать колющие части превосходного качества, изготовленные еще по старым ГОСТам
Если будет стоять знак ТУ, МРТУ либо ОСТ, это говорит о том, что металл отвечает требованиям качества, установленным изготовителем, а они могут оказаться более мягкими, нежели те, что установлены ГОСТом. До сих пор на “блошиных” рынках можно отыскать колющие части превосходного качества, изготовленные еще по старым ГОСТам.
Прочность металла проверяется опытным путем: нужно режущим краем одного топора ударить по лезвию другого, тогда на поверхности менее качественного изделия останутся следы.
О качестве изделия можно судить и по уровню звука, издаваемому при постукивании металлическим прутком по подвешенной колющей части. Он будет чистым. Хорошо сделанная колющая часть отличается:
- безупречностью формы – любые дефекты недопустимы;
- конусообразностью формы проушины;
- соосностью проушины и лезвия;
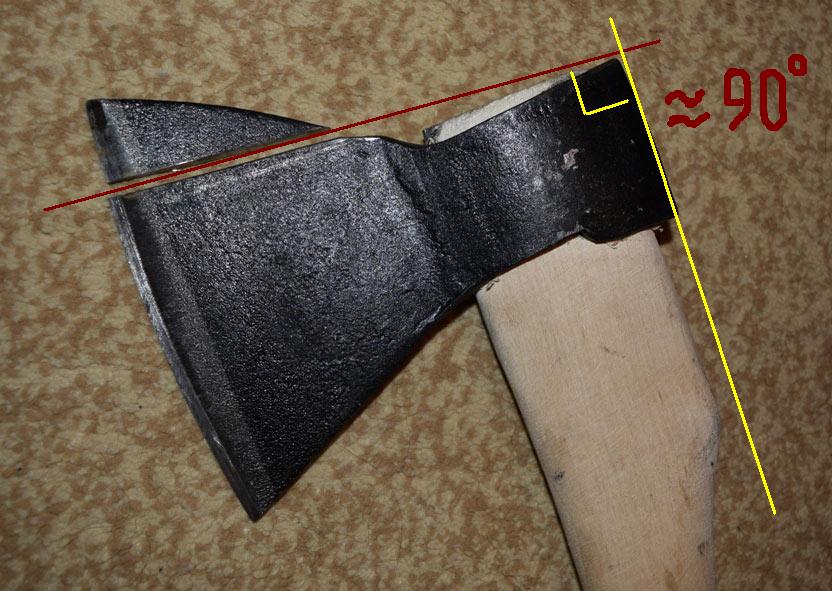
- относительно небольшой толщиной обуха и перпендикулярностью его расположения относительно лезвия.
Если металл безупречен, то прочие недостатки изготовления можно устранить самостоятельно: например, заточить заусенцы, расточить проушины и т.п.

ГОСТ 18578 – 89 Топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.






Сверху год выпуска — 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.

Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.

Как понять, нужна ли закалка
Для начала следует проверить, требуется ли проведение подобной процедуры. Не все производители выпускают изделия высокого качества. Случается, что приобретаемый топор или вообще не подвергался закалке, или она проводилась с нарушением процесса:
- в первом случае материал инструмента будет излишне мягким, а это приводит к появлению вмятин и зазубрин, а также к быстрому затуплению при эксплуатации;
- нарушение технологии, как правило, заключается в исключении из процесса этапа отпуска после каления — металл отличается хрупкостью и быстро покрывается трещинами.
Проверку соответствия требованиям качества проводят с помощью плоского напильника. Нужно брать с мелкой насечкой. Если он скользит свободно по поверхности, не цепляя её и не оставляя следов, это говорит о высокой твёрдости сплава.

Если по всем признакам инструменту нужно провести закалку, следует определить, какая сталь пошла на его изготовление. Это нужно для правильной обработки.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Секреты закалки источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.

При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.

Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Третий вариант – изготовление небольшого горна. Он может быть как угольным, так и газовым. Главные конструктивные элементы приспособления – корпус и источник нагнетаемого воздуха. Основу угольного горна можно изготовить из стального листа толщиной 10 мм с приваренным в нижней части обрезком трубы диаметром около 20 см и выводом от нее для подключения шланга от выходного отверстия бытового пылесоса.

В листе не забудьте просверлить несколько отверстий достаточного диаметра для подачи воздуха. В качестве топлива применяется древесный (мангальный) или каменный уголь.
Комментарии
- виталий: 30.07.2015 в 04:34
Здравствуйте,у меня такой вопрос.Сколько по времени клинок нужно держать в свинце для отпуска? Зарание Благадарю!
- Тарас:
04.08.2015 в 18:41
Используемая обычно для изготовления напильников сталь У10 (У10А, У12 и т.п.) при температуре 300 градусов (в расплавленном свинце) имеет свойство терять твёрдость. Такой отпуск может привести к необходимости частой правки ножа, тем не менее для этих целей можно будет использовать первый попавшийся под руку камень. Я бы отпускал в духовке (муфеле, расплаве солей) при температуре 180-200 градусов в течении одного — двух часов. При этом получается твёрдость около 60 HRC. Также можно произвести зонную закалку с самоотпуском: опускать в закалочную среду только режущую кромку, а обух оставлять на поверхности. Попробуйте изучить тему закалки традиционных японских мечей, их способ также заслуживает внимания.
- Александр:
13.09.2015 в 13:49
Здравствуйте, а доводку и заточку проводить уже после отпуска? Заранее спасибо.
- Тарас:
14.09.2015 в 09:18
Александр, заточка и доводка — это финальные операции. Проводятся в самом конце, после того как готова рукоять и ножны (если они есть). Иначе порезы обеспечены.
- Тар-к:
14.09.2015 в 20:57
Здравствуйте. Если после закалки клинка: вода (1 сек.), потом в масло до полного остывания, на клинке выгорел верхний слой метала и появились рефленые пятна, может ли это негативно сказаться на качестве клинка? Закаливал углями, клинок погружал в трубу с закупуреным концом, насыпал в нее углей и разогревал, чтобы углерод не выгорал.
-
- admin:
16.09.2015 в 09:53
Тут может быть несколько вариантов. Самый вероятный — при погружении в воду от металла частично отлетела окалина. Это не страшно, после закалки в любом случае шлифовать придется. Вопрос в том, почему образовалась эта окалина. Тут можно только гадать, поскольку неизвестно, чем, была нагрета труба, до какой температуры и сколько времени была выдержана температура. Вообще в таких случаях желательно фото конечного результата.
- Антон:
22.12.2015 в 13:42
Подскажите, сколько держать заготовки в отработке?
- womanblog:
12.12.2016 в 16:44
Мужики добыл нож от рубанка. Сделал заготовку. Мне сперва сделать спуски с запасом чтобы потом шлифануть, после закалки? Я всё правильно понял? Или такую сталь не надо закаливать. Такая хорошо держит.
- Андрей:
23.12.2016 в 20:13
Скажите пожалуйста, если клинок с напильника отполировать, он совсем не будет ржаветь (даже если оставить лезвие мокрым)? И для чего травят клинок?
- Семен:
24.03.2017 в 16:02
Качественный материал, только в статье упущен финальный аккорд — заточка ножа. Ведь от этого процесса зависит работоспособность изделия. Не секрет, что финальная доводка ножа производится на дорогих японских камнях. Камни действительно дорогие и купить их проблематично. Рассказываю, как заменить японский камень. Берём обыкновенную фарфоровую кружку, переворачиваем её и об дно точим нож. Результат вас шокирует. Ножом, заточенным таким методом можно спокойно бриться. Пробуйте!
- Владислав:
24.03.2017 в 20:36
Делать ножи меня учил отец. Именно он привязал мне эту любовь к холодному оружию. Работаю я на сталеварном заводе, именно там заготавливаю основу для ножа. Ручку делаю из древесины, закупаю ее в магазине, а потом уже начинаю творить. На моем счету около 100 изготовленных ножей, собрал уже целую коллекцию. Советую всем попробовать сделать нож своими руками, это действительно круто.
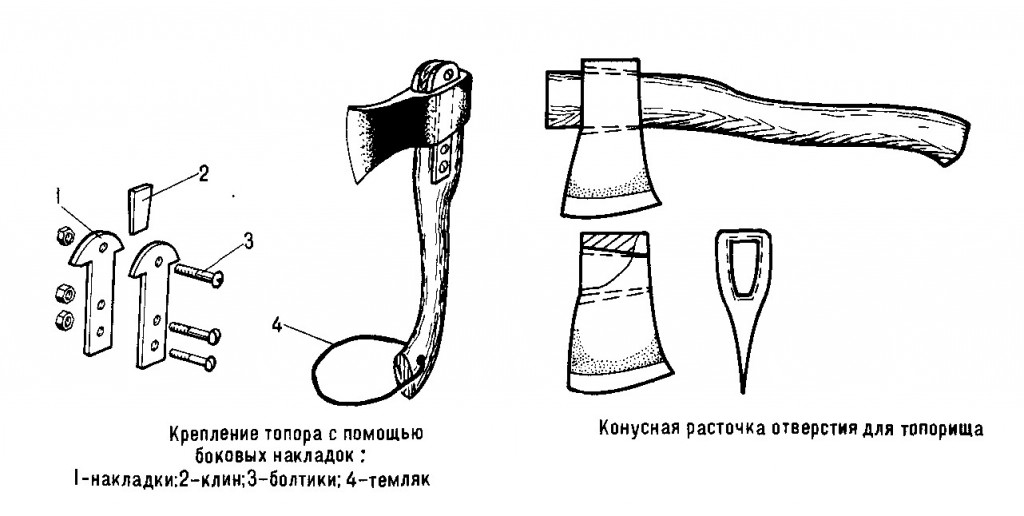


Выбор материала головки
При покупке топора внимательно осмотрите его головку, ведь при работе эта часть будет испытывать наибольшие нагрузки, она должна быть без трещин и сколов, проверьте геометрию изделия, она может быть нарушена при изготовлении, что
значительно усложнит эксплуатацию, снизит точность нанесения ударов. Хорошее изделие выполняется из инструментальной углеродистой или легированной стали. Для отечественных производителей до сих пор актуальны советские маркировки металлов: У7А, У8, У8А, У8ГА, 65Г – наиболее подходящие. Если по каким-либо причинам нет возможности узнать марку у продавца или нет описания, проверить качество стали можно «дедовским методом», для этого надо ударить головку топора, лучше каким либо небольшим металлическим предметом и внимательно прислушаться к получившемуся звуку, он должен быть звонким, а глухой звук — признак плохого качества.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.