
Введение в металловедение
В технологии термической обработки сталей предусматривается ряд способов теплового воздействия. В результате меняется размер зерна. От этого меняется твердость.
В составе стали имеются:
- Феррит – это основная составляющая. Зерна металла под микроскопом легко увидеть. Они обычно на шлифах представлены в виде белого или светло-серого цвета.
- Перлит – это эвтектоидное механическое соединение железа и углерода. Для этой составляющей отмечают высокую твердость и прочность.
- Цементит – предельное соединение железа с углеродом Fe₃C. Одна чистый цементит довольно хрупкое вещество.
- Графит – одна из форм углерода. В металлах он может быть представлен в виде шарообразных включений. Его присутствие отмечают в дамасских сталях, которые получают методом ковки.
- Аустенит – одна из форм сплава. Она возникает при температуре 727 ⁰С и выше. Данная составляющая представляет псевдоожиженный металл. Для него характерна высокая пластичность, податливость. Появление аустенита при нагревании определяется по отсутствию магнитных свойств.
Принята классификация соединения – железо-цементит в следующих значениях:
- 0,0…2,18 % углерода – это стали;
- 2,14…6,67 % углерода – чугуны.
У сталей есть и еще различия:
- 0,0…0,8 – низкоуглеродистые стали;
- 0,8…2,14 – углеродистые стали.
Диаграмма Fe – Fe₃C. В зависимости от температуры и концентрации железа и углерода образуются разные виды соединений. Они определяют механические свойства металла:
Нагрев
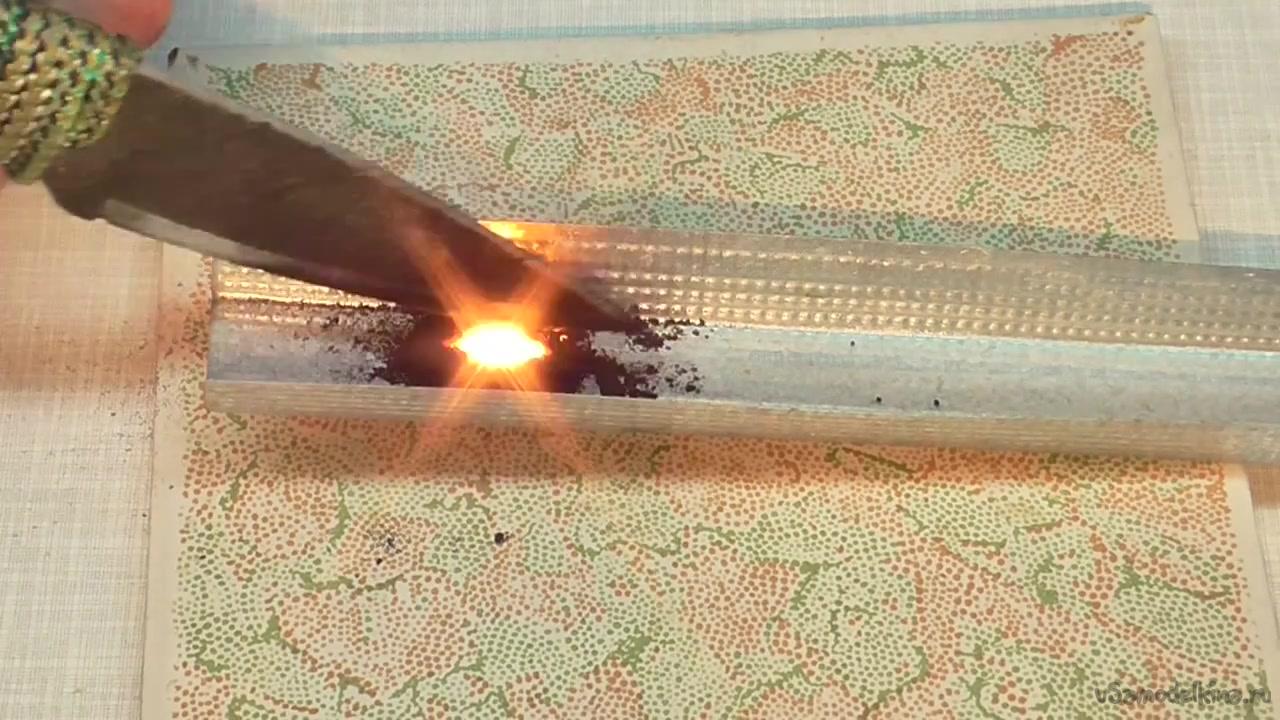
Главное условие качественной закалки – его равномерность, без темных пятен на образце (синих или черных). Металл не должен нагреваться до «белого каления». Признак оптимального разогрева – приобретение им ярко-малинового (красного) цвета. Источником тепла может быть что угодно – кузнечный горн, лампа паяльная, эл/плитка, газовая горелка, открытый огонь. Его выбор зависит от той температуры, которой необходимо достичь для данного сорта стали.
Это интересно: Как расплавить медь в домашних условиях — температура, сосуд
Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.

Горн для закалки металла
Как изготовить камеру для закаливания металла?
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Суть процесса
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.

Какую сталь подвергают закалке
Термически обрабатывают только такой металл, в котором содержится не менее 0,45% углерода, а также инструментальную и легированную стали, твёрдость которых после закалки становится в несколько раз выше. Тот металл, в котором содержание углерода не превышает 0,45%, не обрабатывается термически. Ниже приведена таблица режимов термообработки для некоторых видов сталей.
| Тип | Инструмент | Температура закалки | Температура отпуска | Чем охлаждают после закалки | Чем охлаждают после отпуска |
| У7, У7А | Инструмент плотника, отвёртки, топоры, зубила и др. | 800 | 170 | водой | водой маслом |
| У8, У8А | Слесарный инструмент, пилы, ножовки, стамески и др. | 800 | 170 | водой | водой маслом |
| У10, У10А | Ручные метчики, надфили, рашпили, пилы по дереву, инструмент без нагрева режущей кромки | 790 | 180 | водой | водой маслом |
| У11, У11А | Деревообрабатывающий инструмент, ручные метчики, надфили и др. | 780 | 180 | водой | водой маслом |
| У12, У12А | Слесарный инструмент | 780 | 180 | водой | водой маслом |
| У13, У13А | Режущий и измерительный инструмент, детали машин | 780 | 180 | водой | вода масло |
| У9ГА | Режущий инструмент — метчики, свёрла, фрезы | 800 | 180 | вода | водой маслом |
| Р9 | Режущий инструмент — метчики, свёрла, зенкера, фрезы, протяжки и др. | 1250 | 580 | маслом | воздухом печи |
| Р18 | Режущий инструмент для обработки металлов различной твёрдости | 1300 | 580 | маслом | воздухом печи |
| ШХ6 | Шарики и ролики для подшипников | 810 | 200 | маслом | воздухом |
| ШХ9 | Шарики и ролики для подшипников | 830 | 280 | маслом | воздухом |
| ШХ15 | Шарики и ролики для подшипников | 845 | 400 | маслом | воздухом |
| 9ХС | Свёрла, фрезы, развёртки, метчики, гребёнки и др. | 860 | 170 | маслом | воздухом |
| 9Х5ВФ | Ножи для фрезерования древесины | 950 | 270 | маслом | воздухом |
| 50ХГСА | Пружины, рессоры | 840 | 315 | водой | воздухом |
| 60С2 | Торсионные валы, высоконагружаемые пружины | 870 | 325 | водой | воздухом |
| 60С2ХА | Высоконагружаемые пружины и рессоры | 870 | 315 | водой | воздухом |
| 60С2ВА | Пружины и рессоры | 850 | 330 | водой | воздухом |
| 85ХВ | Пружины, фрикционные диски | 830 | 250 | водой | воздухом |
Дефекты при закаливании стали
При закаливании стали возникают 2 группы дефектов:
- исправимые;
- неисправимые.
Первые связаны с неравномерной, пятнистой закалкой и несоответствием полученной твердости требованиям в чертеже. Вызваны такие дефекты в основном неправильным охлаждением или некачественно проведенной термообработкой.





К неисправимым относятся сколы, трещины, полное разрушение деталей. Причина чаще всего заключается в некачественном металле.
Закалка значительно изменяет структуру и эксплуатационные качества металла. Делать ее самостоятельно можно на простых деталях. Необходимо точно знать марку стали, температуру ее закалки и охлаждающую среду.
Термическая обработка металлов и закалочные масла
Существуют следующие способы термической обработки металлов:
- Отжиг
- Нормализация
- Закалка
- Отпуск
| Способ | Задача | Описание процесса |
| Отжиг | Уменьшение твердости стали для более качественной обработки, улучшение структуры металла, достижение его большей однородности, снятие внутренних напряжений | Медленный нагрев металла до +740…+850 °С*, выдержка, медленное охлаждение |
| Нормализация | Повышение прочности, твердости и ударной вязкости стали, более низкая пластичность стали по сравнению с отожженной | Нагрев до температуры выше критической (температуры изменения типа кристаллической решетки), выдержка, охлаждение на спокойном воздухе |
| Закалка | Достижение высокой твердости, прочности, а следовательно, износостойкости стали. При использовании этого метода образуется неравновесная структура, требующая последующего отпуска | Нагрев до температуры выше критической, выдержка при заданной температуре, быстрое охлаждение в жидкой среде (воде или масле) |
| Отпуск | Получение более высокой пластичности и уменьшение хрупкости мартенситной структуры при сохранении уровня прочности, освобождение от напряжения | Нагрев от +150…+260 °С до +370…650 °С, выдержка, медленное охлаждение на воздухе |
Примечание: * Температура зависит от типа обрабатываемого металла.
Выделяются следующие типы закалки:
- Холодная закалка (+30…+80 °С): для термического улучшения деталей свободной ковки и объемной штамповки, закалки ручных инструментов, листовых и винтовых пружин, высокопрочных болтов, гаек, подкладных шайб и т.п.
- Горячая закалка (+165…+220 °С): для закалки деталей высокой точности (например, деталей приводного механизма автомобилей), где необходимо исключить опасность искривления поверхности
- Вакуумная закалка: для инструментальной, подшипниковой, жаропрочной, быстрорежущей стали
При термической обработке металлов и сплавов методом закалки очень важно учитывать температуру и продолжительность нагрева, а также скорость охлаждения. В качестве рабочей среды в процессе закалки металла используются вода или специальное масло
В качестве рабочей среды в процессе закалки металла используются вода или специальное масло.
Производство отечественных закалочных масел начало активно развиваться в конце 90-х годов. В настоящее время на российском рынке имеется целый ряд этих продуктов: от более простых и проверенных до дорогостоящих импортных, которые могут влиять на скорость охлаждения.
Закалочные масла позволяют получать стальные изделия с заданными значениями твердости, требуемой структуры и чистоты поверхности.
При выборе масла необходимо учитывать температуру его вспышки в открытом тигле. Она определяется качеством базового масла и должна быть на 30 ниже температуры общего процесса. Присадки вводятся в состав закалочного масла в целях повышения его эффективности или ускорения процесса отвода тепла.
Закалочные масла должны обладать следующими свойствами:
- Высокая термическая и химическая стабильность (сохранение свойств в течение всего срока службы)
- Хорошие моющие свойства (в масле накапливаются осадки, окалина с поверхности деталей)
- Высокая стойкость к испарению (использование в открытых закалочных резервуарах)
- Хорошие антипенные свойства (сильное завихрение горячего масла в закалочных резервуарах)
- Определенный уровень вязкости (зависит от температуры закалки и влияет на потери масла при извлечении деталей из резервуаров)
- Отсутствие воды (влияет на вспенивание масла)
Температурные режимы при закалке металла
Качественная термообработка металлов требует соблюдения правильных режимов температур. Зависят они от состава стального сплава. Существуют цветовые таблицы, подсказывающие, как правильно нагревать или охлаждать стальную деталь в зависимости от марки. Большинство сталей достигают нужных характеристик при равномерном прогреве до 780–850 °C и быстром охлаждении до температуры 300–450 °C. После этого идет медленное охлаждение до нормальной температуры.
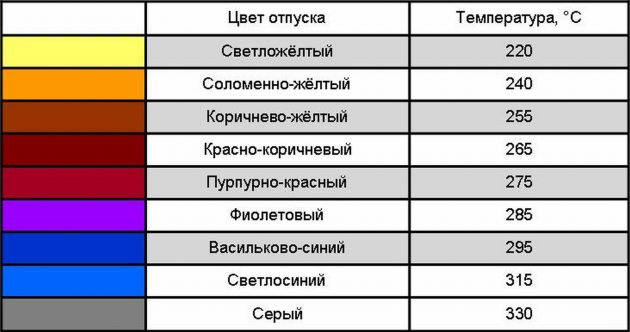 Как определить температуру отпуска (побежалости) металла на глаз
Как определить температуру отпуска (побежалости) металла на глаз
Нагревание металла свыше уровня рекристаллизации сделает изделие хрупким. Металл потрескается за счет изменения структуры до крупной зернистости.
Иногда для снятия напряжения после нагрева охлаждение проводят постепенно. Такой способ термообработки металлов не только сохранит его лучшие качества, но и увеличит твердость.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой
При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как изготовить камеру для закаливания металла?
Самодельная муфельная печь сегодня просто необходима в домашнем хозяйстве. Она позволяет без лишних действий подвергнуть изделие термообработке.
Чтобы изготовить печь своими руками, понадобится огнеупорная глина, которую используют для покрытия котлов. Из этого материала создают камеру толщиной не более 1 см.
А ее размеры должны вписываться в следующие параметры длины, высоты и ширины – 210*105*75 мм.
Вылепляя муфельную печь своими руками, надо иметь заранее сделанную из картона форму. Ее лучше пропитать парафином, чтобы она не прилипала.
Глина намазывается на форму с изнаночной стороны, потому что так она не даст во время сушки сильной усадки. Когда глина затвердеет, то самостоятельно отойдет от граней формы.
Эта же огнеупорная глина послужит материалом для изготовления дверки печи. Затем самодельная муфельная печь в виде двух деталей должна просохнуть на открытом воздухе.
Затем ее до конца просушивают в печи при стоградусной температуре.
Потом дверку и камеру обжигают, мало-помалу увеличивая температуру до 900 градусов. Затем эти детали должны постепенно остынуть в самой печи.
Потом дверцу присоединяют к печи, осторожно действуя напильником и шлифуя поверхность шкуркой. На камеру нужно намотать 18 метров нихромовой проволоки
Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают
На камеру нужно намотать 18 метров нихромовой проволоки. Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают.




Читать также: Техника безопасности при работе на сверлильном станке
Чтобы не было риска возникновения замыкания, расстояния между витками проволоки намазывают глиной. На подсохший слой глины намазывается еще один слой толщиной около 12 см.
Чтобы корпус собирался легко, его целесообразнее сделать с двумя съемными крышками, которые фиксируются винтами.
К крышке впереди на петлю прикрепляют дверцу, она должна открываться по горизонтали. На данную дверку посредством болтов и прокладок необходимо установить деталь из керамики.
Оставшиеся зазоры снова залепляют глиной, а края проволоки убирают на заднюю крышку каркаса.
Затем готовится разъем и стандартный шнур с вилкой. Все отверстия между элементами для нагревания и каркасом нужно заполнить крошкой асбеста.
Чтобы установить термопару и иметь возможность следить за процессом нагревания, в камере желательно сделать две дырочки.
Первую – диаметром 1 см, вторую – 2 см. К этим отверстиям нужно прикрепить закрывающиеся металлические шторки.
Самодельная конструкция печи весит 10 кг и может в течение часа раскаляться до 950 градусов.
Ее наличие облегчает процесс закалки сверла, напильника, матрицы и многих других изделий из металла. Как самодельная печка закаливает металлическое оборудование, показано на видео.
Хотя муфельное оборудование, закаляющее металл, не единственный вариант. Термообработку может выполнить камерное и пламенное оборудование, электропечь, термопечь, а также печи-ванны.
Во всяком случае, сделать прибор для закалки самостоятельно выгоднее, чем покупать его. Например, средняя цена муфельной печи – 40 тысяч.
Электропечь используется для закалки металла при температуре около 1300 градусов и стоит электропечь гораздо дороже.
Термическая обработка металла проводится на протяжении многих веков. Она позволяет существенно повысить эксплуатационные свойства материала, изменить некоторые свойства. Закалка — разновидность термической обработки. Еще до появления огнестрельного оружия клинки усиливались закаливанием используемого металла при их изготовлении. Сегодня в домашних условиях можно закалить болт, топор, зубило, клинок, проволоку и многие другие изделия. Стоит рассмотреть подробнее, как можно закалить металл в домашних условиях, и какие при этом могут возникнуть сложности.
Оборудование и особенности проводимого процесса
Для нагрева поверхности зачастую используется специальное оборудование. Это связано с тем, что провести нагрев стали до точки плавления достаточно сложно. В домашних условиях зачастую используется нижеприведенное оборудование:
- электропечь;
- паяльная лампа;
- термопечь;
- большой костер, который обложен вокруг для перенаправления жара.
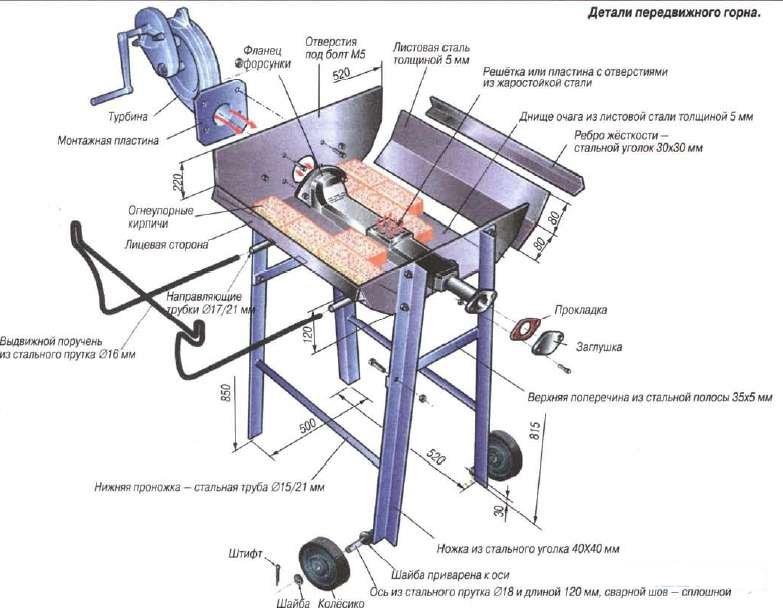
Передвижной горн для нагрева деталей
При выборе источника жара следует учитывать тот момент, что деталь должна полностью помещаться в печи или костре, на котором проводится разогрев. Правильно будет подбирать оборудование также по типу металла, который будет подвержен обработки. Чем выше прочность структуры, тем больше разогревают сплав для придания пластичности.
В случае, когда нужно провести закалку лишь части детали, используется струйная закалка. Она предусматривает попадание струи холодной волы только на определенную часть детали.
Для охлаждения стали часто используется ванна с водой или бочка, а также ведро
Важно учитывать тот момент, что в некоторых случаях проводится поэтапное охлаждение, в других быстрое и резкое
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.
Закалка ножа в камере выполненной в домашних условиях. При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
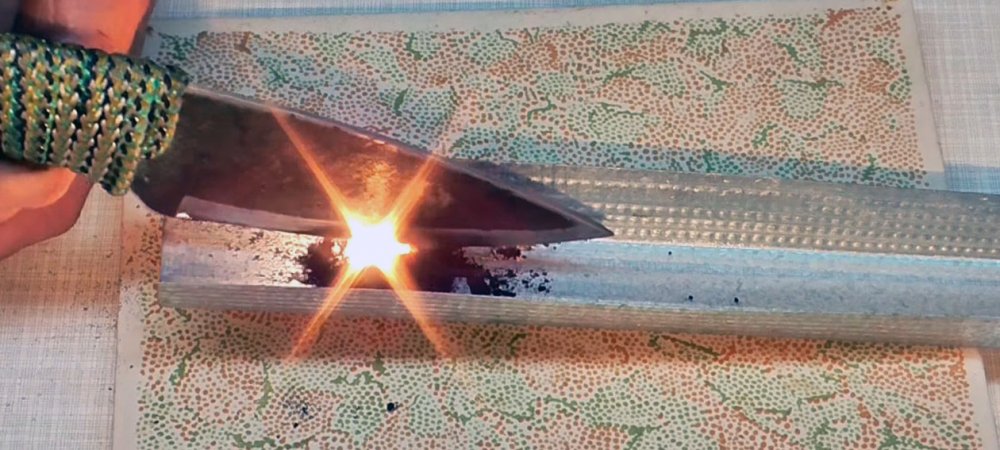
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.
Закалка ножа на открытом огне. После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).


![Закалка металла [в домашних условиях своими руками]](https://takorest.ru/wp-content/uploads/3/4/e/34efd38d5a1bb86c3a1e4bdb869e95c6.jpeg)




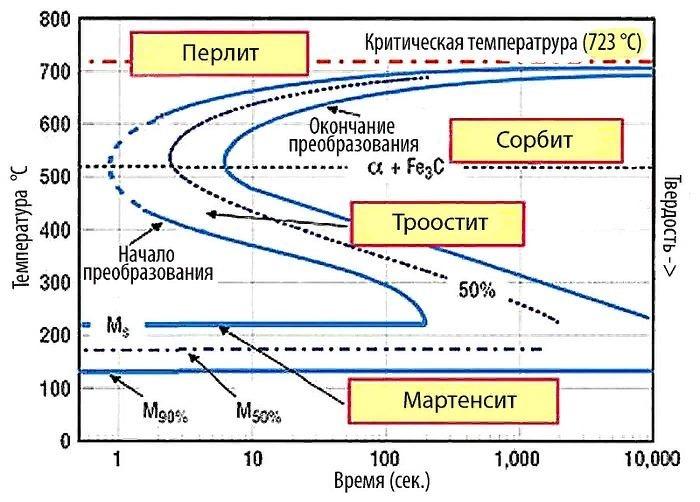
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Сборка рукоятки
Заключительный этап касается в сборке рукоятки. Эту процедуру можно связать с использованием текстиля или ясеня, береста. Выбору материала нужно уделить довольно много внимания, так как от их качества зависит удобство применения. Среди особенностей этого этапа отметим следующие моменты:
- В металле делаются отверстия. Для этого потребуется дрель и сверло из износостойкого материала. Отверстия создаются для заклепок.
- Из выбранного материала создаются две части, которые будут скрепляться. Ни должны быть максимально симметричными, иначе изделие будет плохо лежать в руке.
- Зачастую соединение двух элементов рукоятки проводится при применении заклепок.
После сборки рукоятки нож из клапана будет практически готов к применению.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
вот только по трудозатратам — хз.
. но нельзя вечно жить в колыбели (с) К.Э.Циолковский