
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
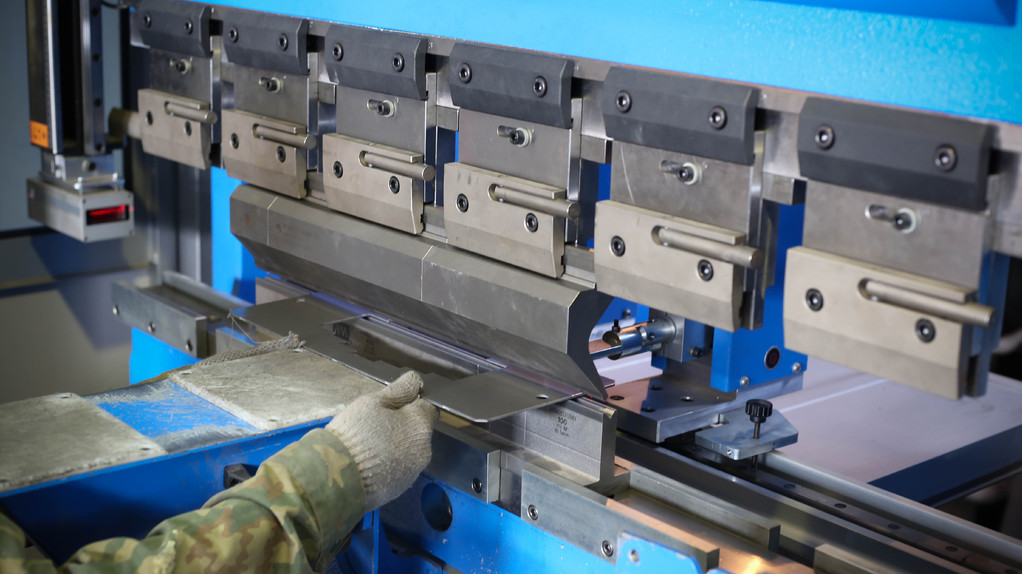
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
https://youtube.com/watch?v=vJyw4grp4zQ
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Усилие при гибке листового металла
Преимущественно гибка листового металла выполняется в холодном состоянии, поэтому применяемые усилия невелики. Однако изгибание дюралюминия, титана, высокоуглеродистых сталей и других малопластичных материалов толщиной от 12 мм требует применения горячего метода.
Для определения усилия гибки следует учесть пластичность исходного материала и интенсивность его упрочнения при деформировании
Важное значение имеет направление прокатки заготовки. Причина заключается в неодинаковости свойств металла в разных направлениях, возникающей после этой процедуры
Остаточные напряжения в направлении оси прокатки становятся меньше, чем в противоположном. Поэтому если согнуть лист вдоль волокон, то при одинаковом уровне деформирования вероятность разрушения материала существенно снижается. Следовательно, ребро гиба необходимо располагать так, чтобы угол между направлением прокатки и расположением заготовок был минимальным.
Варианты осуществления деформирования:
- усилием — в конце процесса деталь упирается в рабочую поверхность матрицы;
- изгибающим элементом — происходит свободное деформирование уложенной по упорам заготовки.
Изображение №2: схема деформации металла при гибке
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
«Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3000 мм |
| 75% | 2250 мм |
| 50% | 1500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.







Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
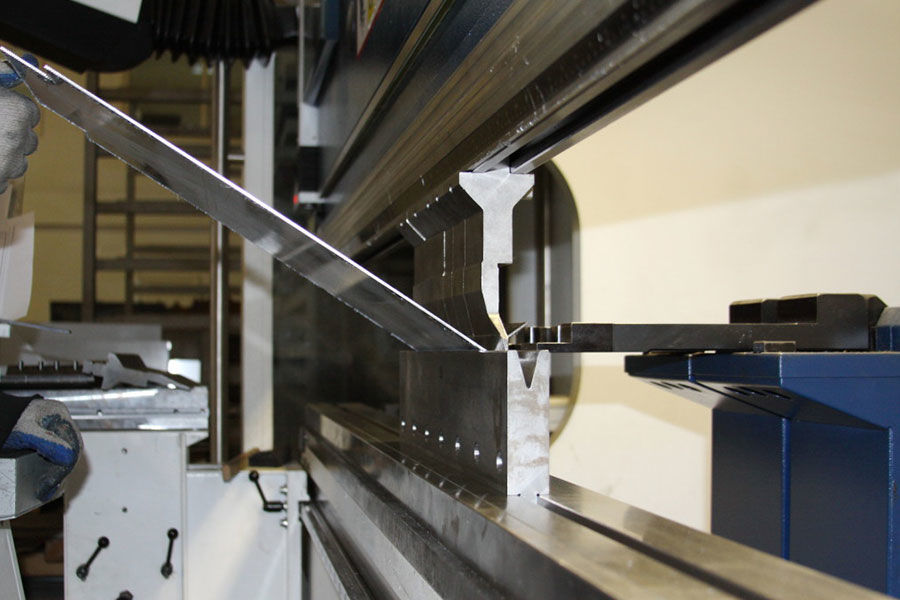
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri) При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением». Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | B |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5 — 1,5 |
| 250 | 1 — 2 |
| 450 | 1,5 — 2,5 |
| 600 | 3 — 4 |
| 800 | 5 — 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Гибка металла: виды технологий
В современной промышленности одно из значимых мест занимают услуги по гибке металла. Данные работы позволяют создавать сложные и прочные конструкции из таких материалов, как:
- алюминий;
- сталь;
- медь;
- латунь.
Что такое гибка металла
 Гибкой металла называется процесс, при котором листовой заготовке придается необходимая форма. При этом происходит деформация слоев. Внешний растягивается, а внутренний сокращается. Однако средняя прослойка вдоль оси гибки не претерпевает никаких изменений. Вследствие этого требуется наличие профессиональных расчетов. Они позволяют понять, как правильно изогнуть материал того или иного сечения.
Гибкой металла называется процесс, при котором листовой заготовке придается необходимая форма. При этом происходит деформация слоев. Внешний растягивается, а внутренний сокращается. Однако средняя прослойка вдоль оси гибки не претерпевает никаких изменений. Вследствие этого требуется наличие профессиональных расчетов. Они позволяют понять, как правильно изогнуть материал того или иного сечения.
Виды работ
Изначально существовала исключительно ручная гибка металлов. Для данного процесса использовались различные виды инструментов:
- молотки;
- зажимы;
- плоскогубцы.
Вся работа выполнялась вручную, из-за чего требовала больших затрат труда. Помимо этого, ручная обработка подразумевает возможность гибки металла толщиной не более, чем 0,6 мм. Исключением являются полосы и прутки.
С развитием технологий появилась возможность механической гибки металла при помощи специализированного оборудования. Также данный процесс именуется вальцеванием. В результате использования станков значительно сократилась потребность в применении силы. При этом появилась возможность обрабатывать более толстые листы материала.
Преимущества механической гибки
 За счет использования станков удалось получить сразу несколько преимуществ, которые были недоступны при ручном методе. К ним относят:
За счет использования станков удалось получить сразу несколько преимуществ, которые были недоступны при ручном методе. К ним относят:
- Увеличение точности. При использовании станков достигается максимальная точность. Ее обуславливает надежная фиксация и правильные расчеты.
- Снижение количества отходов. При ручном способе довольно часто образовывалось множество отходов за счет высокого риска брака деталей. Лишь немногие мастера могли безошибочно выполнять каждую работу.
- Отсутствие необходимости в физической силе. За счет того, что вся работа производилась вручную, ее качество напрямую зависело от силы мастера. Теперь же обработку выполняют станки, и от мастера требуется только умение правильно пользоваться техникой.
- Скорость работы. При ручной работе каждый изгиб обрабатывается по отдельности. Машины же могут единовременно изогнуть лист в нескольких местах, что значительно ускоряет процесс.
Благодаря такому количеству преимуществ, механический процесс смог занять большую часть рынка.
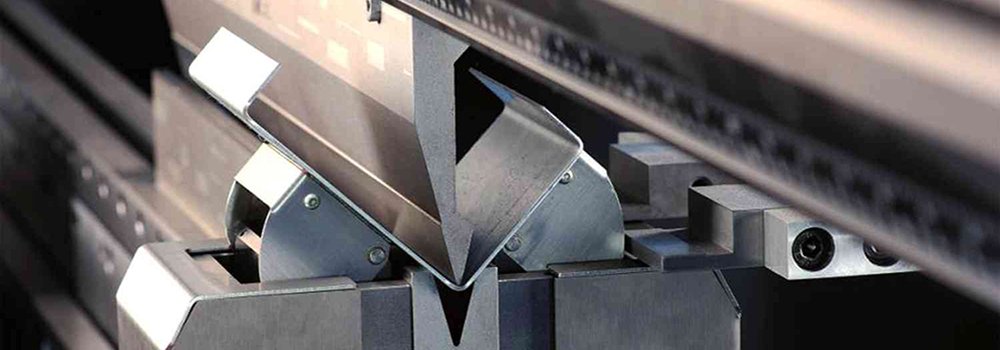
Свободная гибка
Данное направление обладает определенными ограничениями.Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится «в воздухе» и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам. Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | ||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие? По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
Типы гибки металла в зависимости от инструментов, применяемых при процессе
Для ручной процедуры применяются любые тиски. Это могут быть пассатижи. Второе приспособление – молоток или киянка. Первый более крепкий, работа с ним идет быстро, но если образец имеет хрупкую структуру или очень тонкие стенки, то следует использовать деревянный мягкий молот.
Более сложные операции возможно производить на специализированном оборудовании – листогибах или вальцах. Они бережнее относятся к материалу, а также позволяют добиться точности процесса. Очень удобно, если одна станина подходит для ряда методов металлообработки и может быстро подстраиваться под необходимость, например, совмещать и резку, и изгиб.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.







Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Технология и оснастка для гибки непрофилированным инструментом
Этот способ гибки основан на использовании ротационного инструмента. При этом деформирование происходит вследствие пропускания заготовки в зазор между непрерывно вращающимися валками. Валки расположены так, что в результате такого прохода изделие приобретает необходимую кривизну.
Качественная гибка сортового проката – швеллера, двутавра, уголка – возможна только таким способом, поскольку при этом на результат никак не повлияют параметры поперечного сечения заготовки.

При обработке тонколистового металлопроката гибка происходит по окружности, а сортового проката – по дуге окружности, которая выставляется изменением расстояния между рабочими валками.
Наибольшее распространение приобрели трёхвалковые листо- и сортогибочные машины. Два валка – нижних – являются опорными, в третий – верхний – нажимным. Классификация валковых гибочных машин может быть выполнена по следующим признакам:
- По расположению валков относительно вертикальной оси оборудования – симметричном и асимметричном. При симметрично расположенных валках нажимной размещается строго посредине, а при асимметричной схеме нажимной валок располагается над одним из опорных валков.
- По ширине валков, что определяет технологические возможности оборудования: чем длиннее валки, тем большей ширины лист можно согнуть на данном установке.
- По наличию дополнительных валков, установленных либо до, либо после основных. Такое оборудование выполняет не только гибку, но и последующую правку изделий.
- По относительному расположению рабочих валков, которое может быть в горизонтальной или вертикальной плоскости. Последнее менее удобно, однако иногда целесообразно, поскольку в результате уменьшаются габаритные размеры оборудования в плане.
Поскольку при ротационной гибке усилие прилагается не в точке контакта, а по дуге, то удельная нагрузка на ролики невелика, что, во-первых, увеличивает их стойкость, а, во-вторых, даёт возможность использовать для их изготовления менее дорогие инструментальные стали.
Валковый инструмент, в отличие от штампового – универсальный, поэтому ротационная гибка эффективна при любых программах выпуска конечной продукции.
Виды гибки в зависимости от формы заготовки
Этот способ обработки используют не только для металлических листов или лент. Металлоконструкции часто изготавливают из изогнутых профилей или труб.
Листовая гибка.
Радиусная гибка листового металла требует точного определения линейного размера. В качестве ориентира берут размер детали, а заготовка должна быть немного длиннее готового изделия. Это необходимо из-за специфики обработки.
При изменении положения плоских частей заготовок происходит сжатие внутренних слоев металла и растягивание внешних. Следовательно, прежде чем приступить к гибке металлического изделия, следует просчитать параметры детали, которая будет подвергнута обработке. Радиус изгиба определяется по таблицам, публикуемым в инженерных справочниках, или с помощью специального программного обеспечения.

Гибка труб.
Гибку металлических изделий выполняют на основании требований нормативов, закрепленных в технической документации. Обработка труб производится ручным и механизированным способом. Из изогнутых труб, например, делают ограждения и перила. Трубы в большинстве случаев зашиваются по радиусу, формируя полный или частичный изгиб, независимо от сечения изделия.
При работе с полым профилем заготовка подвергается воздействию сразу двух сил, одна из которых действует изнутри, вторая – снаружи.
В процессе работы с такими трубами важно помнить о деформациях, возникающих из-за одновременного внешнего и внутреннего воздействия. Оно может стать причиной потери заготовкой соосности
При нарушении технологических условий обработки возможен разрыв детали. Неравномерная гибка металлических изделий может привести к появлению в зоне изгиба складок. Причина их образования – действие тангенциальных сил, проявляющихся в процессе деформации.
Для того чтобы снизить риск возникновения проблем, следует поочередно использовать холодную и горячую гибку металлических изделий. Первая оптимальна для работы с небольшими трубами
До начала обработки важно определить минимальный проходящий по оси радиус
При нагреве металл в области гиба становится более пластичным и, соответственно, легче подвергается нужным деформациям.
Гибка профильного проката.
Из-за высокого сопротивления профильных металлических изделий классическая гибка при работе с ними не применима. Обрабатывают такие заготовки на специальном ротационном оборудовании. Отличие от аппаратуры, применяемой для работы с листовым железом, заключается в последовательном приложении усилия. Одновременно с уменьшением общего усилия, прикладываемого к заготовке, снижается и крутящий момент станка.
Для работы с небольшими по размеру и сечению деталями подойдут аппараты с ручным приводом. Прилагая последовательные усилия, можно сгибать и править заготовку, снимая возникающее в металле напряжение.
Правильно-гибочные станки для профильного металлопроката могут иметь разное количество рабочих валков (три или четыре), расположенных симметрично или асимметрично. Регулировка изгиба металлических изделий выполняется за счет изменения положения оси валка привода, диаметра и профиля рабочей части оборудования.
К отличительным чертам валковых станков относятся невысокое энергопотребление и простота конструкции, при работе на этом оборудовании не нужны штампы. Недостаток такой аппаратуры заключается в сложности автоматизации процесса гибки металлических изделий.
Валковое оборудование используется и для работы с трубами. Разница заключается в оправке, располагаемой внутри заготовки и предотвращающей ее дополнительную деформацию.

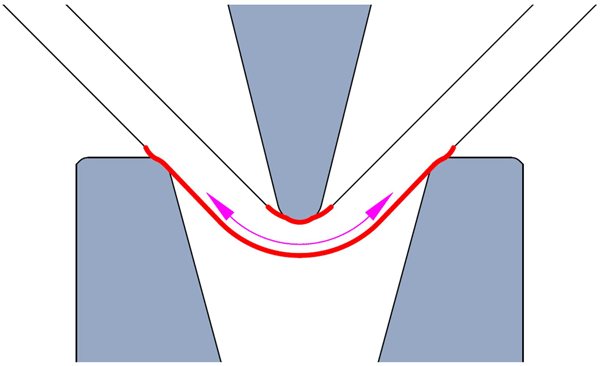
Деформация металла
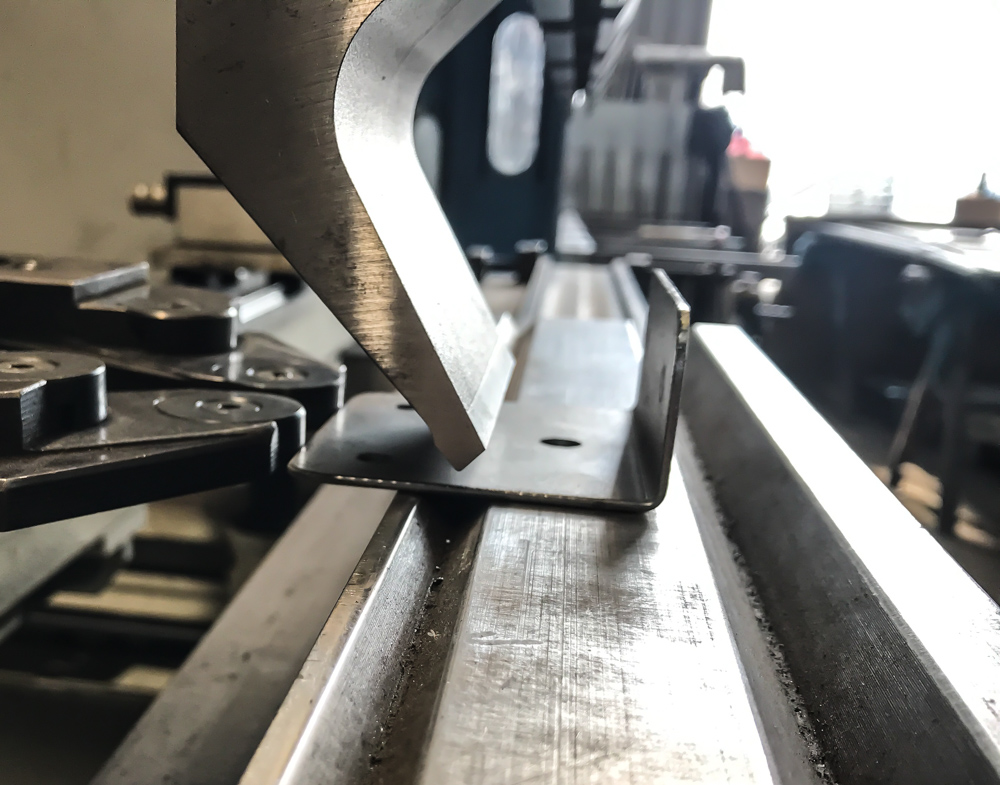
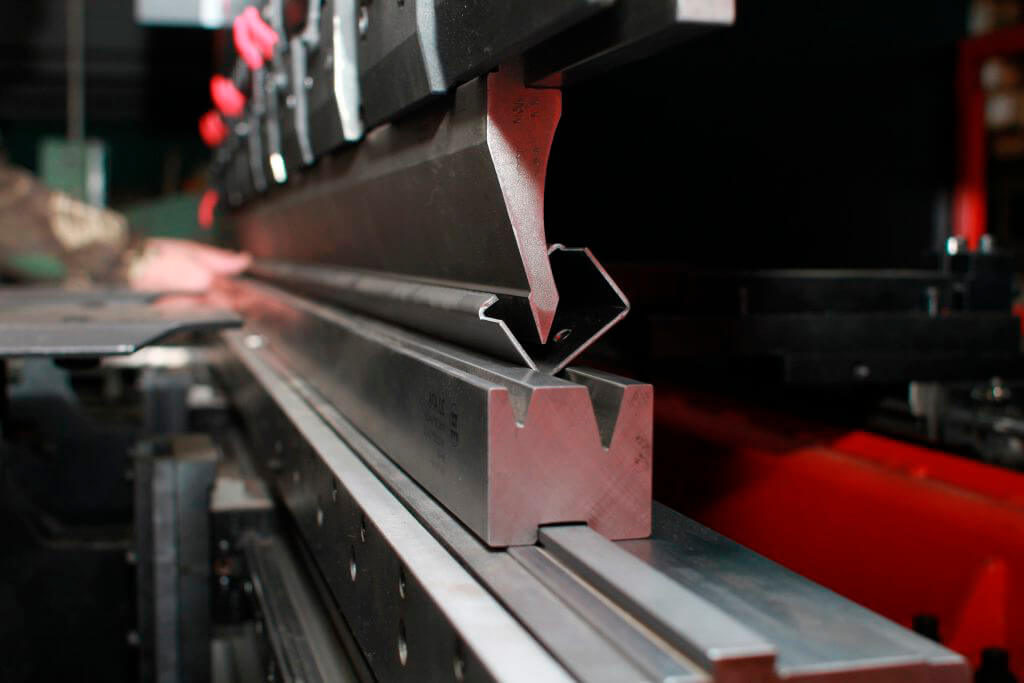
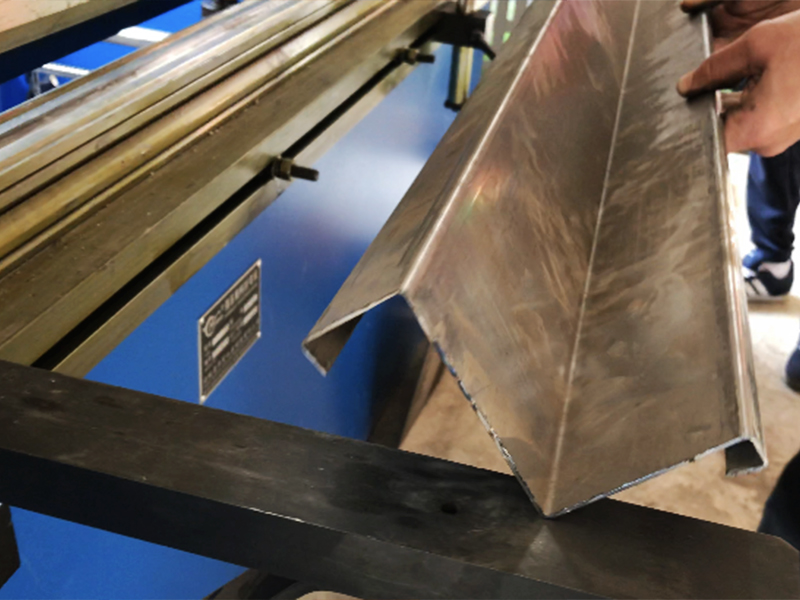
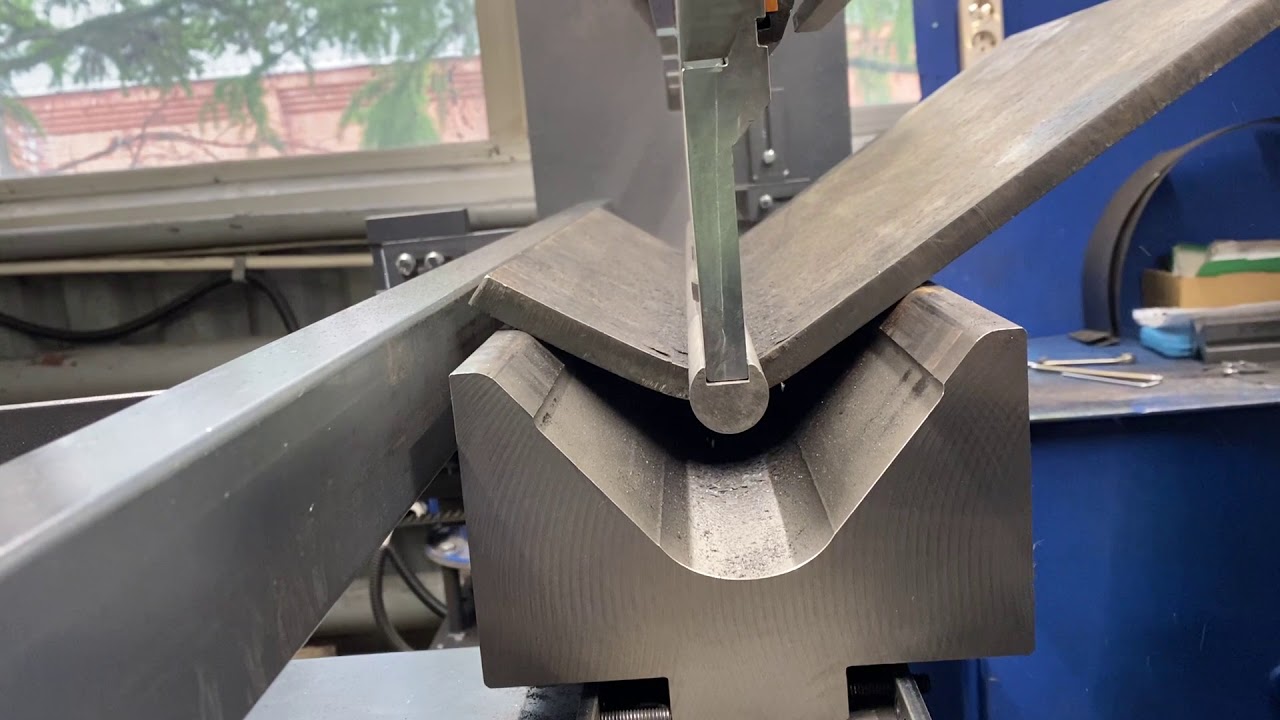
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
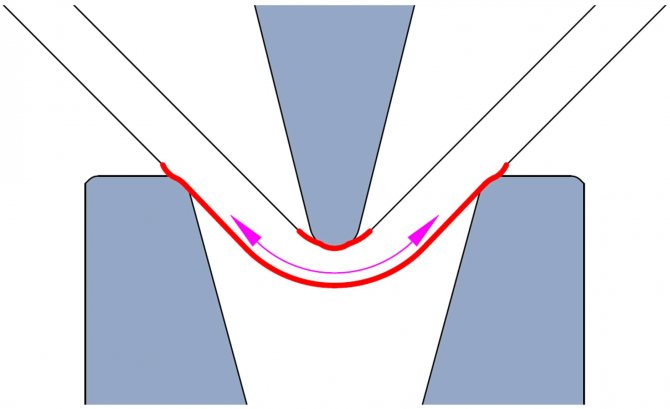
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:







- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
3 Самостоятельная ГЛМ – возможна ли она в домашних условиях?
Гибку тонколистового металла можно выполнять своими руками. Для этих целей совсем необязательно покупать дорогостоящие прессы или специальные листогибочные агрегаты. Простой способ ГЛМ требует наличия уголка из металла и обычной киянки. Заготовку нужно поместить на край уголка, выдвинуть часть листа, которую требуется загнуть, а затем аккуратными ударами молотка придать желаемый изгиб. Понятно, что данная методика точность загиба не гарантирует, даже если вы будете соблюдать все правила выполнения операции (учтете особенности материала, проведете расчет нагрузки и так далее).
Более качественные результаты гибочной процедуры можно достичь, используя автомобильный домкрат. Он позволяет весьма эффективно и точно осуществлять гибку арматуры, тонких и толстых листов, а также труб. Заготовку помещают на подводимую снизу выдвижную штангу. Упирают ее в зафиксированные сверху штыри, между которыми будет перемещаться штанга, выгибая по время движения листовую металлическую деталь или стальную трубу.
 Гибочная процедура с помощью автомобильного домкрата
Гибочная процедура с помощью автомобильного домкрата
Также любой домашний мастер способен самостоятельно сконструировать удобный станок для сгибания ГЛМ. Для этого ему понадобятся следующие элементы:
- поверхность, выполняющая функцию рабочего стола;
- струбцины;
- 8-сантиметровый уголок;
- болты, рукоятки и петли;
- 8-сантиметровая стальная балка.
Основой конструкции станет двутавровый профиль из металла. К его верхней части следует присоединить при помощи болтов уголок, который нужен для удерживания листов при их изгибании. Под этим элементом при помощи агрегата для ручной дуговой сварки крепят три петли (подходят те, которые монтируются на металлические современные двери). С другой стороны их приваривают непосредственно к уголку.
К столу получившееся приспособление следует прижать двумя струбцинами. Стальной лист для гибки укладывают под прижимной уголок: откручивают его, а после размещения заготовки – ставят обратно
Обратите внимание – полностью демонтировать прижимной элемент не нужно. Его достаточно приподнять на высоту, которой достаточно для укладки под него металлического листа
Как это делается, хорошо видно на видео. Листовую заготовку монтируют между уголком и профилем и тщательно выравнивают по краю прижима.
 Монтаж листовой заготовки
Монтаж листовой заготовки
Специалисты советуют немного усовершенствовать такую конструкцию, чтобы ее применение было максимально удобным. Для этого достаточно приварить две рукоятки к уголку. Они позволят без проблем поворачивать уголок, тогда сгибать листы будет быстрее и удобнее.
На таком простеньком агрегате вам станет доступна гибка тонколистового металла в домашних условиях. Большие по толщине листы самодельный станок, к сожалению, не осилит. Но в быту потребность в их сгибании возникает крайне редко.