
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей. Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика. Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном
Это не даст возможности кислороду и азоту проникнуть внутрь зоны. Подача присадочной проволоки должно проводиться плавно и равномерно
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом. Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно. Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс. Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Технологические особенности
Оборудование, используемое для такого вида сварки в промышленных масштабах, позволяет соединять заготовки, минимальный диаметр которых составляет 6 мм. Применять такую технологию целесообразно для сваривания поверхностей площадью 30-8000 мм².
Механические показатели полученного шва не ниже, чем у основного материала. В шве нет пор и раковин, что позволяет достигать высоких показателей прочности. На единицу сечения в среднем тратится около 15-20 т/мм², что в 5-10 раз меньше, чем при контактном методе сваривания. Машинное время сварки всего 1-30 секунд, что позволяет достигать производительности 60-450 сварок/ч.
Насколько подходит для разных материалов
Фрикционный метод сваривания используется для соединения разных сталей:
- углеродистых;
- малоуглеродистых;
- высоколегированных;
- инструментальных.

Также можно работать с такими сплавами:
- алюминиевыми;
- медными;
- титановыми;
- магниевыми;
- свинцовыми;
- циркониевыми и цирконием в однородном сочетании;
- термопластами.
Подготовка деталей
Этот метод нетребователен к чистоте поверхностей, по сравнению с другими видами сварки. Если соединяются детали разного размера, то проводится фигурная обработка их концов. Главное – обеспечить, чтобы поверхности трения были перпендикулярны оси вращения заготовок. Отклонение может составлять 5-7%. Детали, предназначенные для сваривания, могут быть порезаны на гильотине, дисковой пилой и даже газорезкой.
Необходимые для сваривания деталей условия на их поверхности создаются после пластической деформации металла в зоне трения. Наличие тонких оксидных пленок не влияет на качество соединения, т.к. они удаляются во время сваривания. Окалина, образовавшаяся после прокатки, штамповки или проковки, должна быть удалена, то же касается и ржавчины.
Как подобрать подходящий метод
Какой метод фрикционной сварки выбирать, зависит от формы, размеров деталей, технологических возможностей предприятия и т.д.
Рекомендуем к прочтению Технология соединения с помощью ванной сварки

Все существующие методы сварки трением имеют несколько режимов, различающихся такими параметрами:
- скоростью вращения заготовок;
- силой сдавливания;
- толщиной сварного кольца (при радиальном методе).
Физические параметры зависят от выбранной технологии сваривания, но условно их делят на:
- низкоскоростную, которую используют для материалов с высокой вязкостью, а также в том случае, когда есть вероятность нарушения структуры волокон деталей;
- стандартную;
- ускоренную, используемую при соединении сплавов и легкоплавких металлов методом перемешивания.
Обработка шва
Для снижения в сварном шве напряжений, повышения его пластичности, рекристаллизации и улучшения качества шва может выполняться его термическая обработка. Этот метод не используется при работе с низколегированными, высоколегированными хромоникелевыми и хромистыми сталями. Применяют его при соединении легированных и нелегированных среднеуглеродистых сталей.
Основные разновидности фрикционного метода
С момента появления такой сварки были разработаны разные ее варианты, но все они работают по одному принципу – преобразованию силы трения в тепловую энергию.
Рекомендуем к прочтению Как варить полуавтоматом без газовой среды
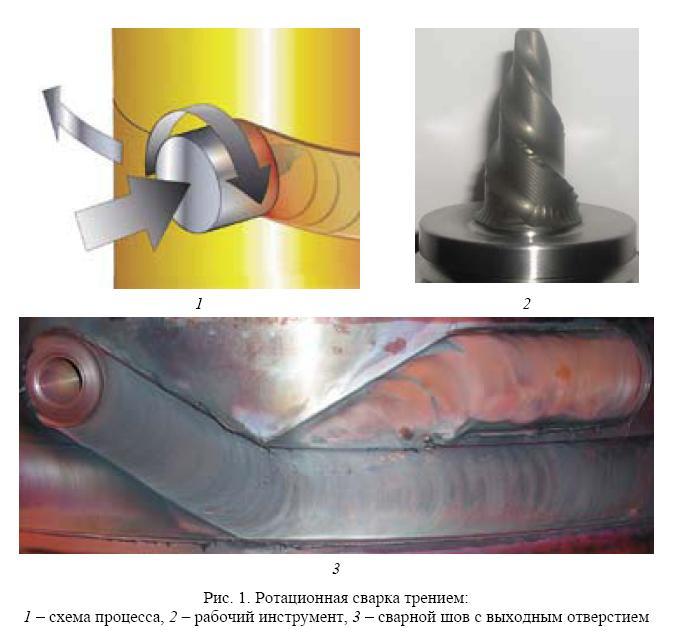
Ротационный
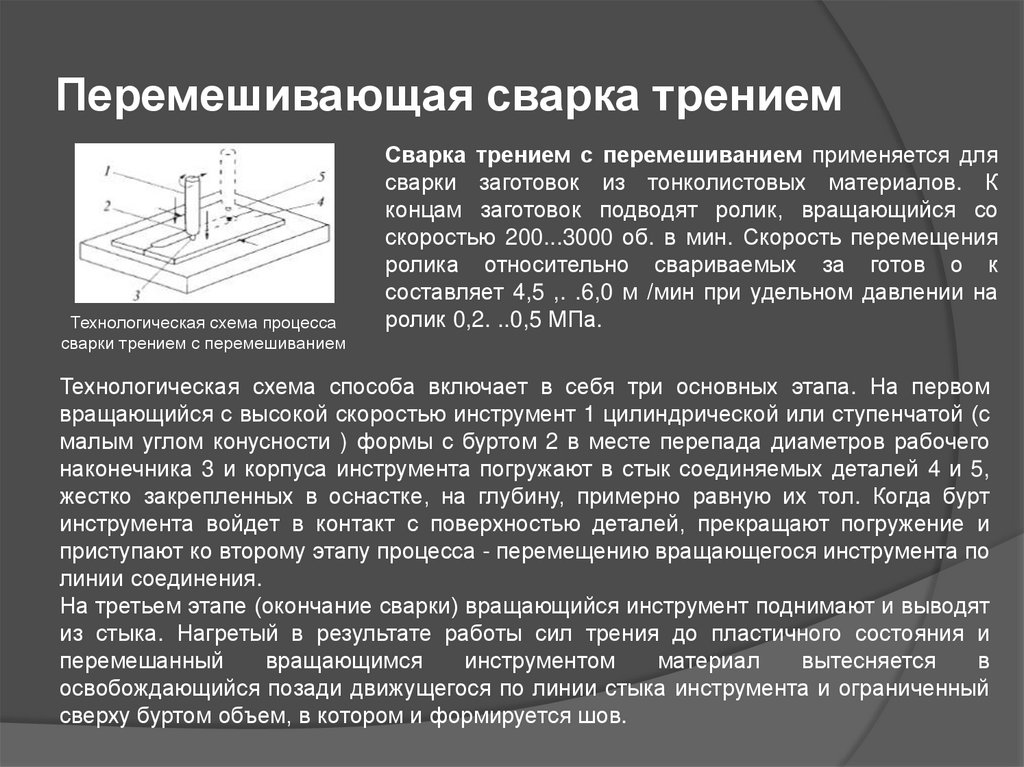
Ротационная сварка трением позволяет с высокой производительностью соединять листы тонкостенной стали. Рабочий инструмент – вращающийся ролик, который движется вдоль свариваемого места со скоростью 2 м/с. За счет трения валика о металл в месте стыка или наложения листов он разогревается и передает тепло заготовке. Прижимные пластины обеспечивают необходимое давление, и получается надежное соединение.

Радиальный
Основная область его применения – заделка трубных стыков. В качестве присадки выступает разжимное кольцо.



Существует несколько вариантов расположения труб и соединительного кольца:
- Снаружи. При этом кольцо вращается с внешней части трубы, а чтобы она не деформировалась, внутрь вставляют оправку.
- Внутри. Кольцо движется внутри, а оправка надевается снаружи.
Линейный
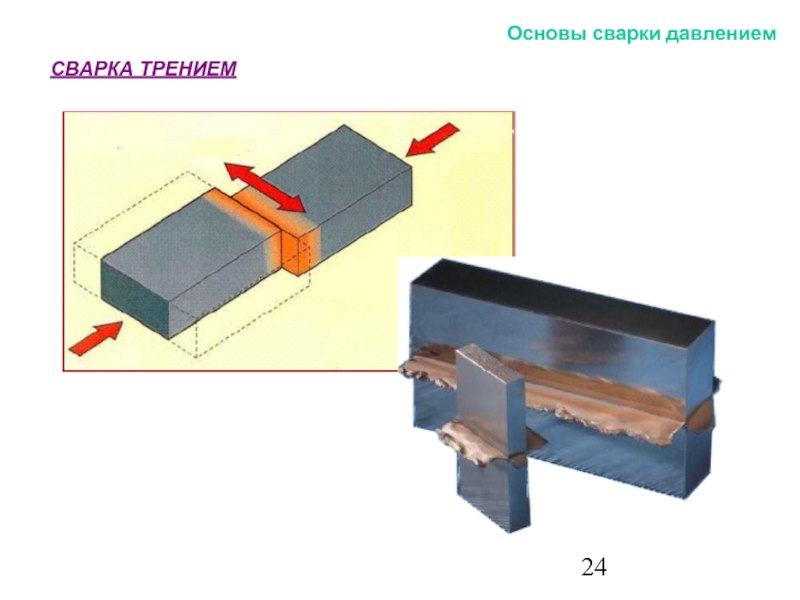
В этом случае не происходит вращения деталей. Относительно друг друга они совершают линейные возвратно-поступательные движения. Когда достигается требуемая температура, заготовки останавливаются и сдавливаются. За счет частичного удаления излишков образуется сварной шов.

Орбитальный
Применение указанного способа сварки предусматривает вращение деталей в 1 плоскости, но по разным орбитам. Он позволяет соединять заготовки, имеющие большую площадь соприкосновения. Процесс нагрева регулируется путем изменения скорости, а также смещения осей вращения. После достижения требуемой температуры деталей они выставляются соосно и прижимаются друг к другу. Чтобы упрочить диффузный слой, после сварки выполняют проковку шва.
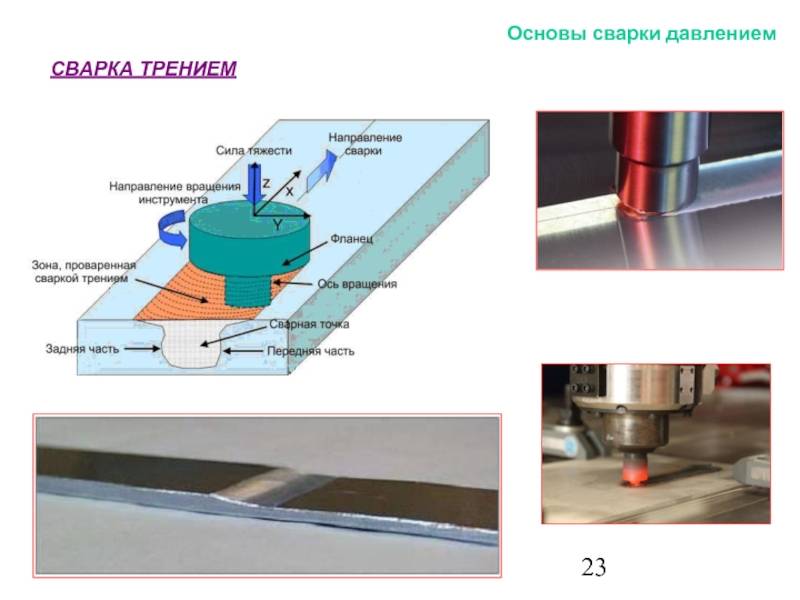
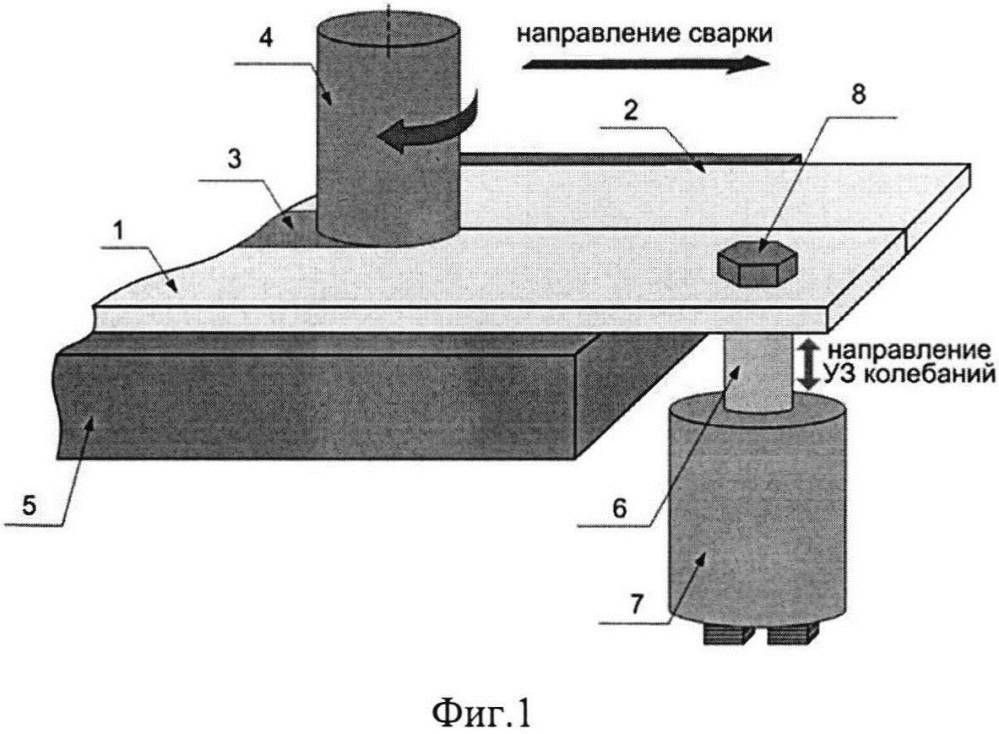
Точечное трение
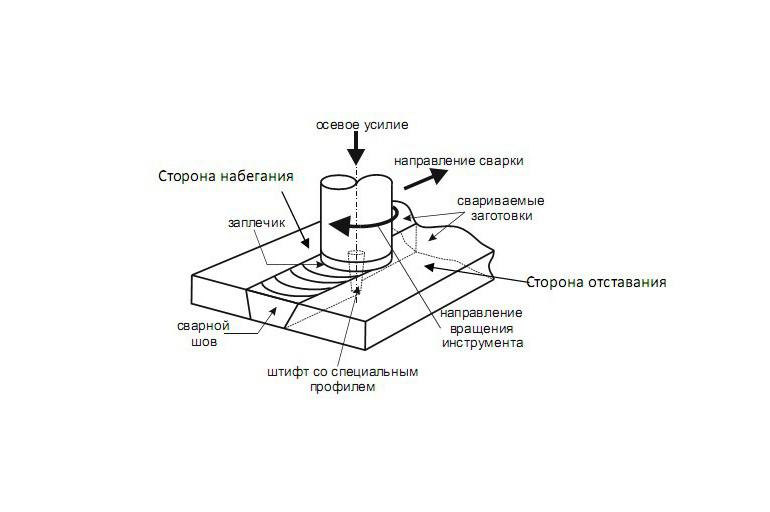
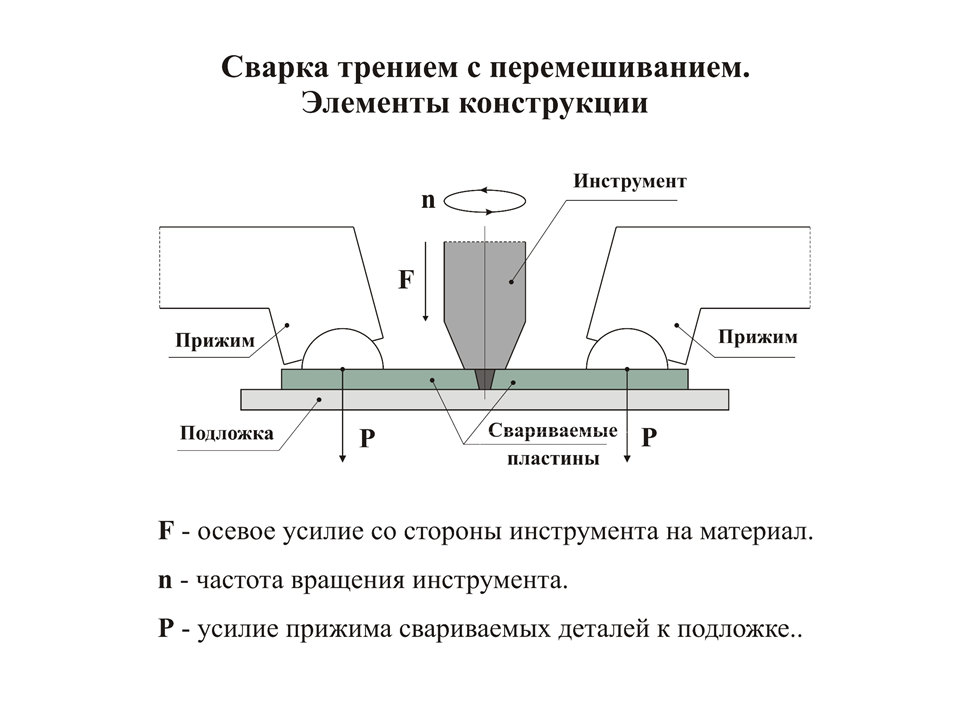
Эта технология разработана только в конце прошлого века. Она подразумевает неподвижную фиксацию заготовок. Между ними проникает вращающийся рабочий инструмент, выполненный в виде цилиндра со штырем и заплечиками. За счет вращения штыря поверхность деталей разогревается, имеющийся зазор заполняется расплавленным металлом.
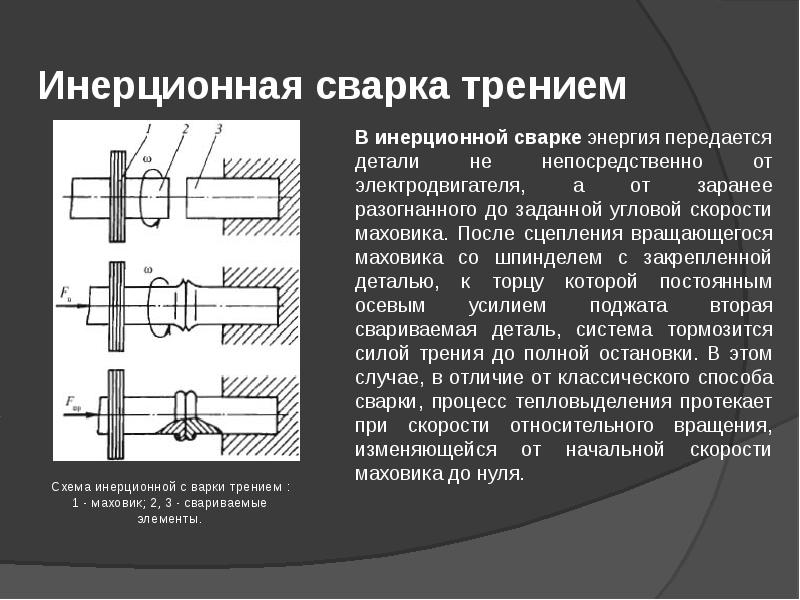
Инерционная сварка
Эта технология соединения предусматривает фиксацию одной детали неподвижно, а другой – на маховике. Вращающаяся заготовка приближается к стационарной, за счет инерции маховика они начинают тереться и нагреваться. В этом момент мотор уже не работает. Усилие вдавливания подвижного элемента в неподвижный зависит от толщины и материала, из которого они сделаны. После полной остановки маховика в месте соприкосновения прижатых элементов образуется надежное соединение.
Штифтовый
Такой способ используют, когда надо восстановить детали. В поврежденном месте под штифт, который является наплавкой, делают отверстие соответствующего диаметра. Штифт вращают с большой скоростью и вводят в подготовленное место. В процессе трения происходит нагрев детали и штифта. Они размягчаются, и формируется прочное соединение. Такой способ ремонта позволяет быстро восстановить требуемую деталь, добиться в месте установки штифта большей прочности, чем у самого предмета.
Рекомендуем к прочтению Как пользоваться электродуговой сваркой
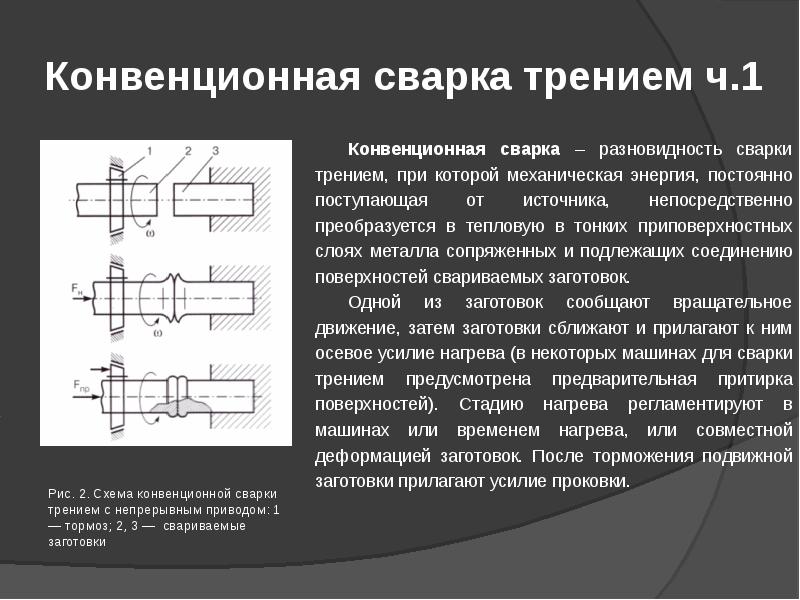
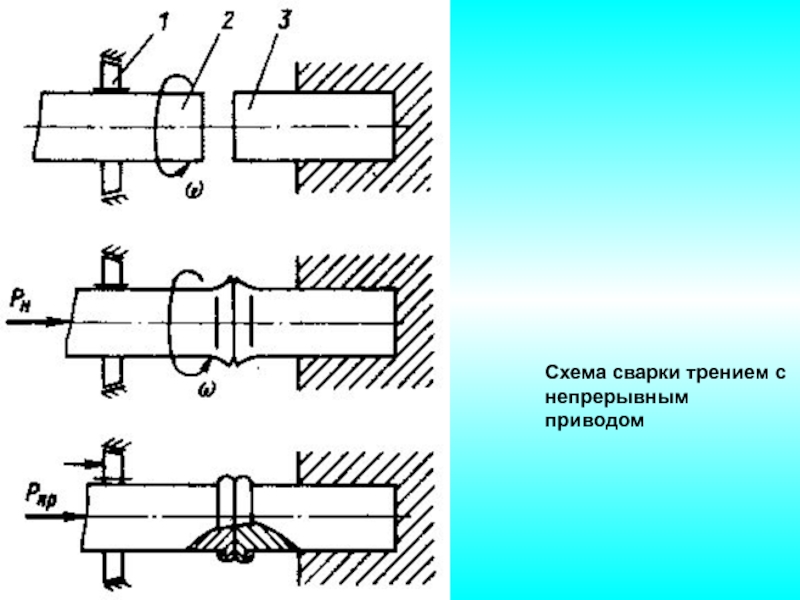
Непрерывный привод
Это один из первых методов фрикционной сварки. Он заключается в том, что одна деталь зафиксирована неподвижно, а вторая вращается. Когда они соприкасаются, происходит осевой разогрев поверхностей. При достижении заданной температуры останавливается вращение заготовки и выполняется сдавливание деталей. Для упрочения шва его проковывают.
Колебательный метод
Такая технология может реализоваться за счет движения как одной детали, так и обеих. Выполняется возвратно-поступательное движение, за счет чего происходит разогрев поверхностей и они становятся пластичными. После их сжатия образуется надежное соединение. Колебательный метод эффективно применяется при сваривании деталей из высокопластичных материалов.

Где применяется сварка трением
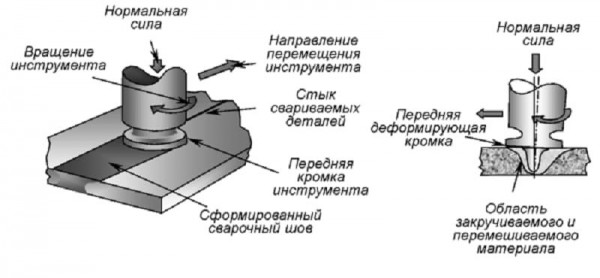
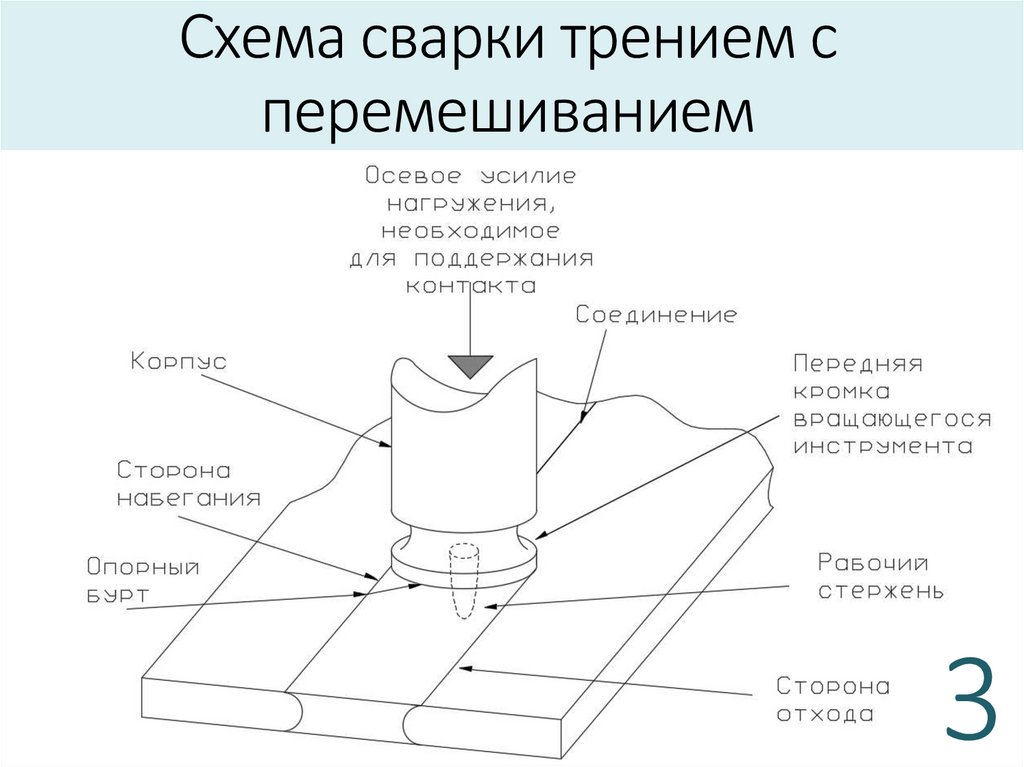
Процесс в основном используется в промышленности для соединения алюминиевых сплавов всех сортов, будь то литье, прокат или экструдирование. Было показано, что сварка трением с перемещением сваривает стыковые соединения из алюминиевого сплава толщиной от 0,3 мм до 75 мм за один проход, в зависимости от используемого исходного материала, мощности станка и структурной жесткости заготовки.
Другие материалы, которые были сварены включают магний, титан, медь и стальные сплавы, в то время как пластмассы и композиты с металлической матрицей (MMC) также были свариваются. Также было доказанно, что этот процесс может объединять различные комбинации этих материалов.
Сварка трением с перемещением сваривает используется для различных применений в различных отраслях промышленности , начиная от аэрокосмического для судостроения, рельсов и электроники.
Основные этапы фрикционной сварки
Главная особенность этого метода сварки заключается в его универсальности в работе. То есть, оборудование для фрикционной сварки позволяет соединить в единое целое разные материалы – сталь, медь, латунь и так далее. Сварка трением нашла свое применение в производстве клапанных запчастей для двигателей внутреннего сгорания, печатных валов, поперечин, а еще труб для бурения и так далее. Зона термической обработки при использовании метода фрикционной сварки существенно меньше иных разновидностей сварки. В месте соединения материала не появляется сварочная ванна. Процесс сваривания достаточно простой, но трудоемкий, он состоит из таких основных этапов:
- Исходная точка: закрепление обеих рабочих частей и начало вращения одной из них;
- Нагревание: обе части рабочего материала прижимаются между собой с определенным усилием вращения, в следствие чего сила сжатия вызывает трение, которое, в свою очередь, вызывает нагревание поверхностей свариваемых частей;
-
Процесс сварки: в конкретный момент та часть, которая вращается, замедляет свой ход, что вызывает повышение давления сжатия. Именно в этом момент и возникает сваривание рабочих частей между собой с помощью трения. Исходная точка
Нагревание
Процесс сварки
Преимущества
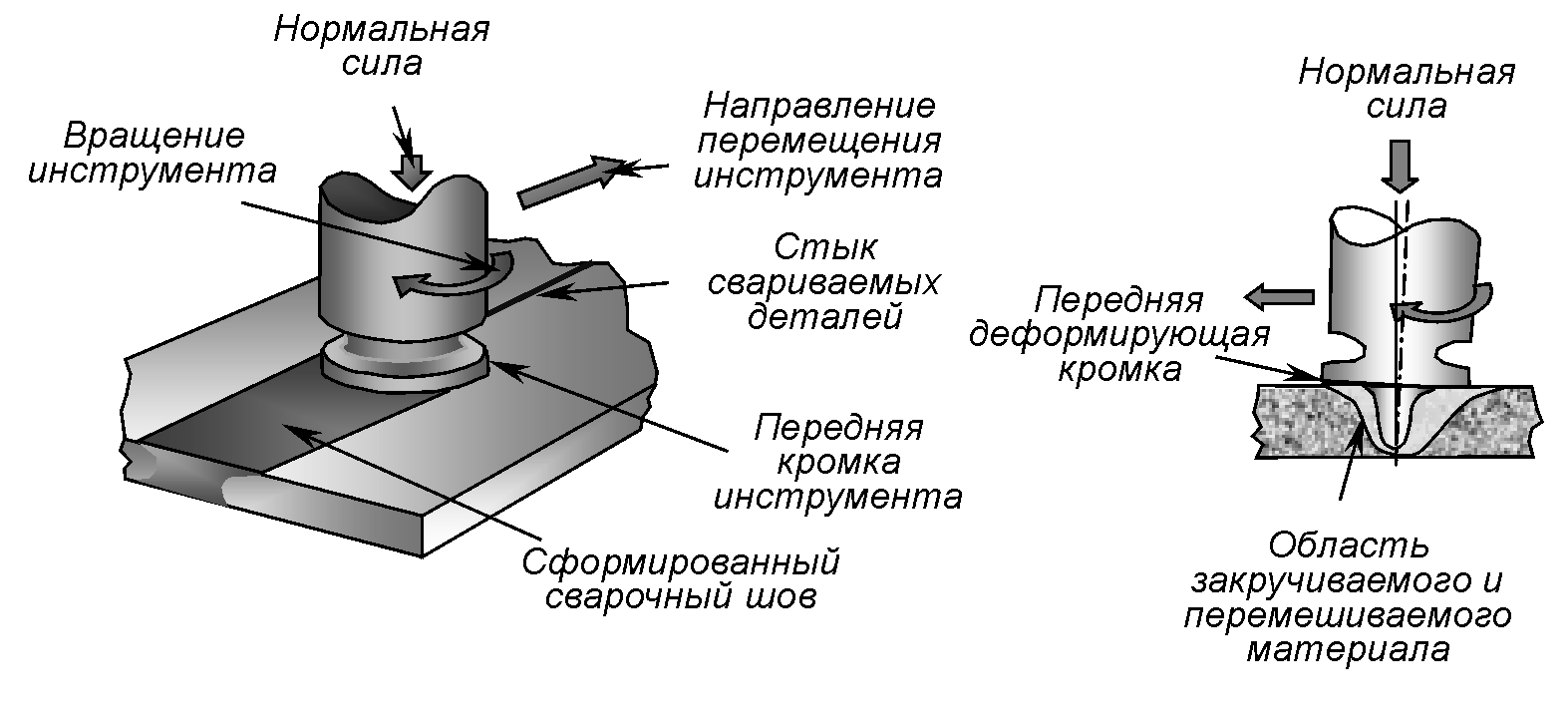
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Генерация и поток тепла
Для любого процесса сварки, как правило, желательно увеличить скорость перемещения и свести к минимуму подвод тепла, поскольку это повысит производительность и, возможно, снизит влияние сварки на механические свойства сварного шва. В то же время необходимо убедиться, что температура вокруг инструмента достаточно высока, чтобы обеспечить адекватный поток материала и предотвратить дефекты или повреждение инструмента.
Когда скорость перемещения увеличивается, при заданном подводимом тепле меньше времени для теплопередачи впереди инструмента, и температурные градиенты больше. В какой-то момент скорость будет настолько высокой, что материал перед инструментом будет слишком холодным, а напряжение течения будет слишком высоким, чтобы обеспечить адекватное движение материала, что приведет к появлению трещин или поломке инструмента. Если «горячая зона» слишком велика, можно увеличить скорость перемещения и, следовательно, производительность.
Цикл сварки можно разделить на несколько этапов, во время которых тепловой поток и тепловой профиль будут разными:
- Останься . Материал предварительно нагревается неподвижным вращающимся инструментом для достижения достаточной температуры перед инструментом, чтобы обеспечить возможность перемещения. В этот период также может входить врезание инструмента в заготовку.
- Переходный нагрев . Когда инструмент начинает двигаться, наступает переходный период, когда тепловыделение и температура вокруг инструмента будут изменяться сложным образом, пока не будет достигнуто практически устойчивое состояние.
- Псевдоустойчивое состояние . Хотя будут происходить колебания тепловыделения, тепловое поле вокруг инструмента остается практически постоянным, по крайней мере, в макроскопическом масштабе.
- Пост стабильное состояние . Ближе к концу сварного шва тепло может «отражаться» от конца пластины, что приводит к дополнительному нагреву вокруг инструмента.
Выделение тепла при сварке трением с перемешиванием возникает из двух основных источников: трения о поверхность инструмента и деформации материала вокруг инструмента. Часто предполагается, что тепловыделение происходит преимущественно под заплечиком из-за его большей площади поверхности и равно мощности, необходимой для преодоления контактных сил между инструментом и заготовкой. Состояние контакта под заплечиком можно описать трением скольжения с использованием коэффициента трения μ и межфазного давления P или трением прилипания на основе прочности на межфазный сдвиг при соответствующей температуре и скорости деформации. Математические аппроксимации для общего тепла, выделяемого уступом инструмента Q total , были разработаны с использованием моделей трения скольжения и прилипания:
- Qобщийзнак равно23πпμω(рплечо3-рштырь3),{\ displaystyle Q _ {\ text {total}} = {\ frac {2} {3}} \ pi P \ mu \ omega \ left (R _ {\ text {плечо}} ^ {3} -R _ {\ text { pin}} ^ {3} \ right),} (скольжение)
- Qобщийзнак равно23πτω(рплечо3-рштырь3),{\ displaystyle Q _ {\ text {total}} = {\ frac {2} {3}} \ pi \ tau \ omega \ left (R _ {\ text {плечо}} ^ {3} -R _ {\ text {pin }} ^ {3} \ right),} (прилипание)
где ω угловая скорость инструмента, R плечо радиуса плеча инструмента, а R контактный является то , что штифт. Было предложено несколько других уравнений для учета таких факторов, как штифт, но общий подход остается тем же.
Основная трудность при применении этих уравнений заключается в определении подходящих значений коэффициента трения или межфазного напряжения сдвига. Условия под инструментом экстремальные, и их очень трудно измерить. На сегодняшний день эти параметры используются в качестве «подгоночных параметров», когда модель опирается на измеренные тепловые данные для получения разумного смоделированного теплового поля. Хотя этот подход полезен для создания моделей процесса для прогнозирования, например, остаточных напряжений, он менее полезен для понимания самого процесса.
Технология сварки трением
Рассматривая технологию с точки зрения физико-химических процессов, можно выделить несколько последовательных процессов:
- происходит истирание оксидного слоя в процессе соприкосновения деталей во время движения;
- область шва нагревается до температуры пластичности металла, он способен деформироваться под давлением;
- возникает единый диффузный слой в процессе проникновения молекул одной детали в другую, за счет этого образуются швы на разнородных и однородных металлах;
- формирование шовного валика вызвано выдавливанием пластичного металла за зону стыка;
- фиксация свариваемых деталей до затвердевания диффузного слоя;
- образование монолитной структуры в месте шва, проходит процесс кристаллизации, формирования металлической решетки.
При трении контактируют отдельные выступы, металл в зоне трения прогревается равномерно на небольшую глубину. После осадки деталь остывает медленно, образуя соединение по всей площади стыка.


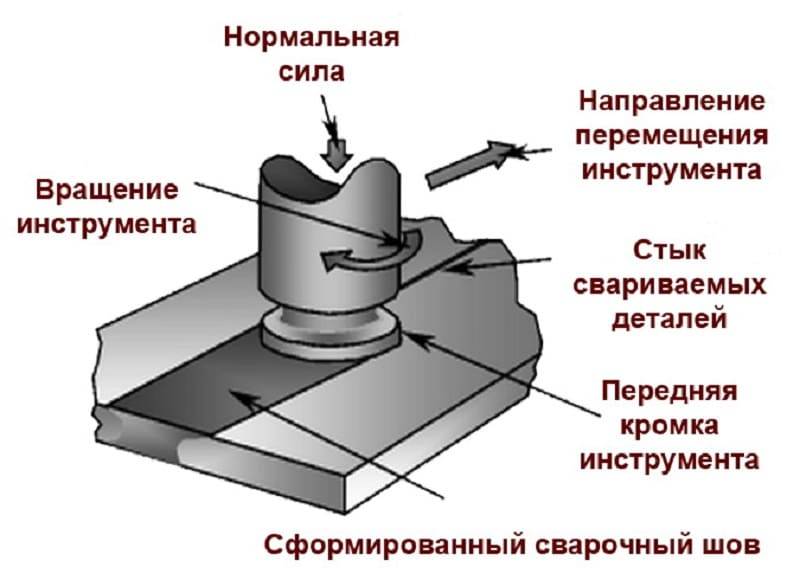
Принцип сварки
Сварка металла трением — технологический процесс изготовления сварного соединения, который осуществляется за счет применения тепловой энергии, возникающей на контактных поверхностях соединяемых элементов. Во время этого процесса элементы с усилием прижимаются друг к другу, и одна из заготовок движется относительно другой.
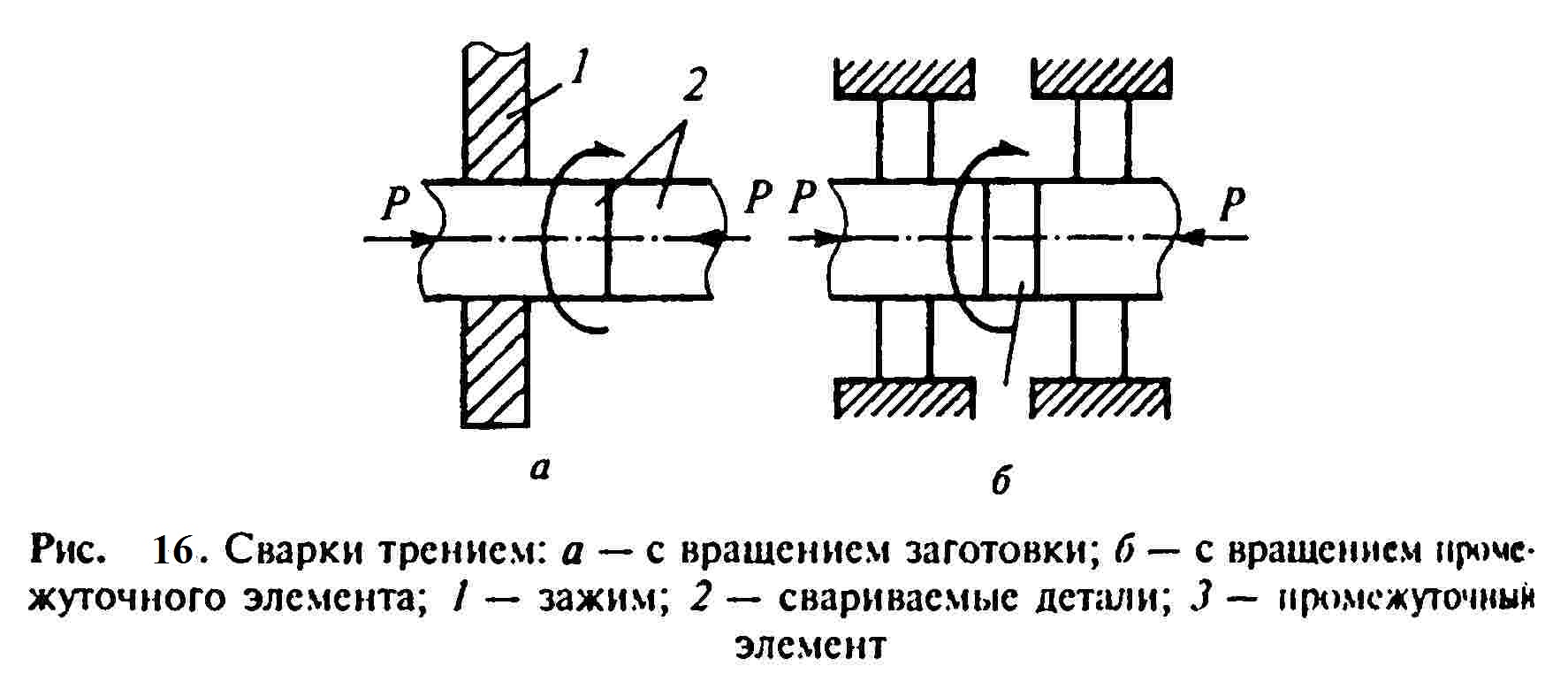
Обычно применяется трение вращения, во время этого процесса вращается одна из свариваемых заготовок или вкладка между элементами. В точке, в которой происходит усиленное прижатие элементов, происходит выделение тепла и осуществляется нагревание.
Благодаря высокой температуре и трению происходит активное разрушение оксидных пленок и следов посторонних загрязнений. Поверхности свариваемых элементов плотно притираются друг к другу, во время этого начинается разрушение микро выступов. Поверхность становится ровной, и за счет этого атомы металлов могут вступать в полноценное взаимодействие друг с другом.
Фрикционная сварка осуществляется в несколько этапов:
- снятие оксидных пленок;
- нагревание поверхностей для состояния пластичности. Во время этого этапа также создаются и разрушаются фрагменты кристаллических решеток;
- на третьем этапе останавливается вращение, возникает кристаллизация зоны контакта и образуется сварное соединение.
После того как достигается необходимый показатель температуры плавления происходит остановка вращения с одновременным увеличением силы прижима.
Преимущества сварки трением
К важным преимуществам технологии сварки трением относят:
- Производительность. Весь сварочный процесс занимает от нескольких секунд до нескольких минут. Существенно меньше времени занимают также и подготовительно — завершающие операции. По этому параметру технология превосходит контактную электросварку.
- Эффективность использования энергии. Нагрев происходит очень быстро и в весьма ограниченной закрытой области, потери энергии на обогрев окружающего пространства ничтожны по сравнению с другими сварочными технологиями. Преимущество по энергозатратам может быть десятикратным.
- Отличное качество шва. При корректно подобранном технологическом режиме зона сварного шва и околошовные области станут практически идентичны по своему строению и характеристикам основному металлу. Кроме того, в шовном материале практически отсутствуют дефекты: пористость, каверны, трещины, посторонние включения.
- Высокая стабильность характеристик швов внутри партии деталей. Если точно выдерживать режим, параметры деталей будут отличаться на доли процента. Это позволяет контролировать качество выборочно и позволяет сэкономить много времени и средств. Если одна деталь из партии прошла разрушающий контроль, то можно принимать технически обоснованное решение о годности всей партии.
- Нет необходимости в предварительной механической зачистке поверхности зоны шва и околошовной области. Она выполняется на первом этапе технологического процесса. Поскольку на подготовительно — завершающие операции времени уходит больше, чем на собственно сварку, это преимущество дает возможность для весьма заметной экономии.
- Способность к свариванию разнородных металлов и сплавов. Успешно свариваются такие пары металлов, которые просто невозможно сварить другими методами: стальные сплавы с алюминиевыми, алюминиевые с медными, сталь с титаном и т.д.
- Экологичность технологии. Сведены к минимуму как загрязнение окружающей среды, так и вредные факторы воздействия на здоровье людей: высокое напряжение, брызги расплавленного металла, ультрафиолетовое излучение, пожароопасность и другие.
https://youtube.com/watch?v=XRvoqfIipXY
Кроме того, сварка трением легко поддается механизации и автоматизации
Это особенно важно при крупносерийном и массовом производстве. Несколько несложных повторяющихся операций легко алгоритмизируются и могут выполняться по программе без участия человека
Сварка трением, принцип и особенности:
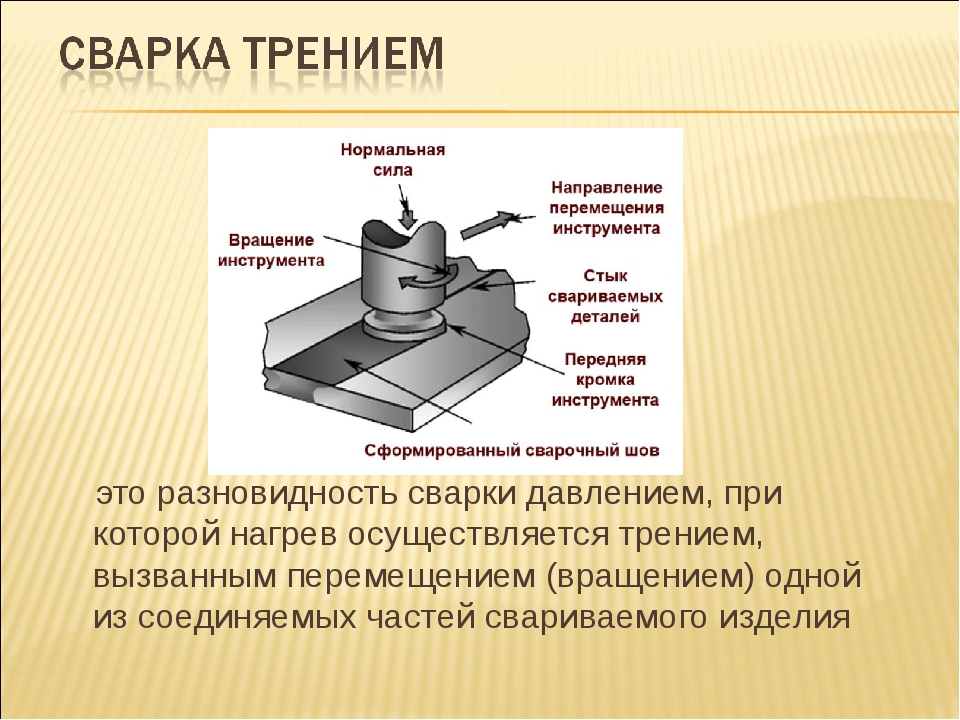
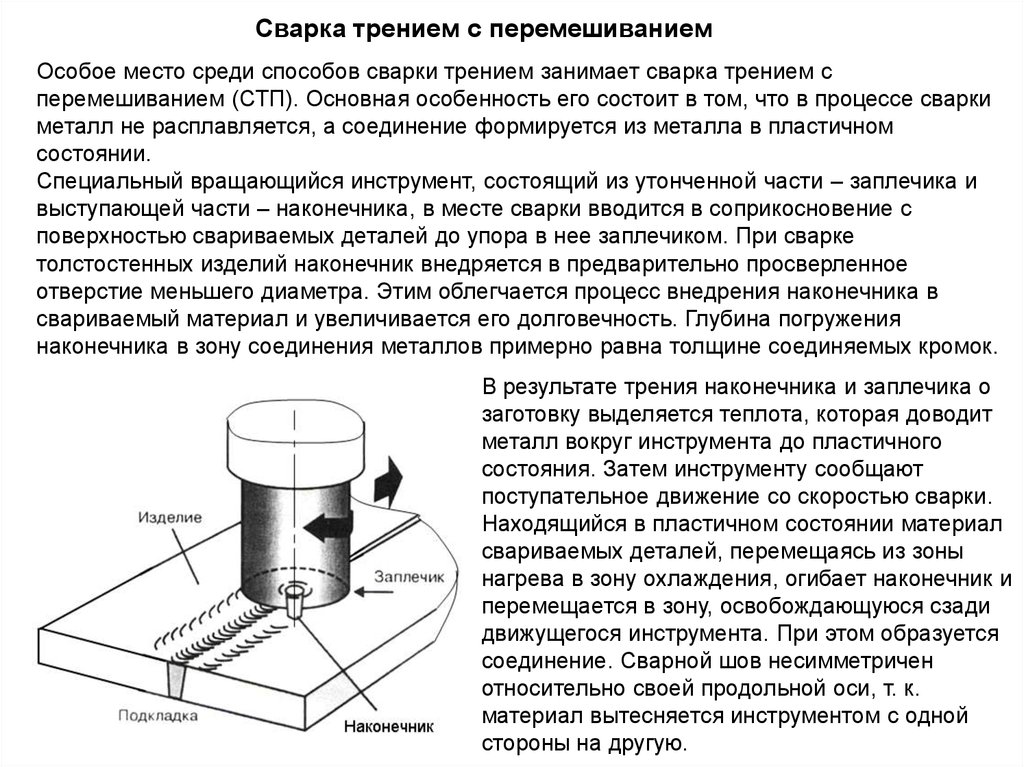
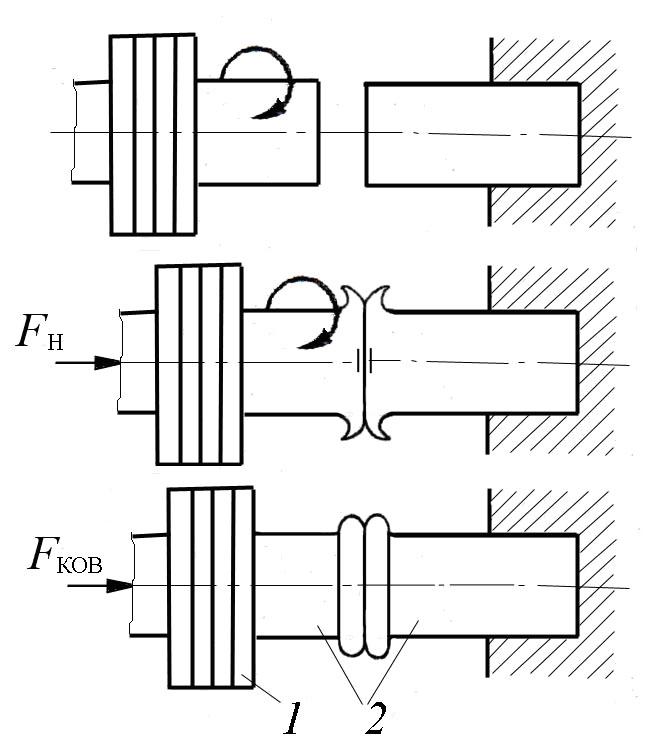
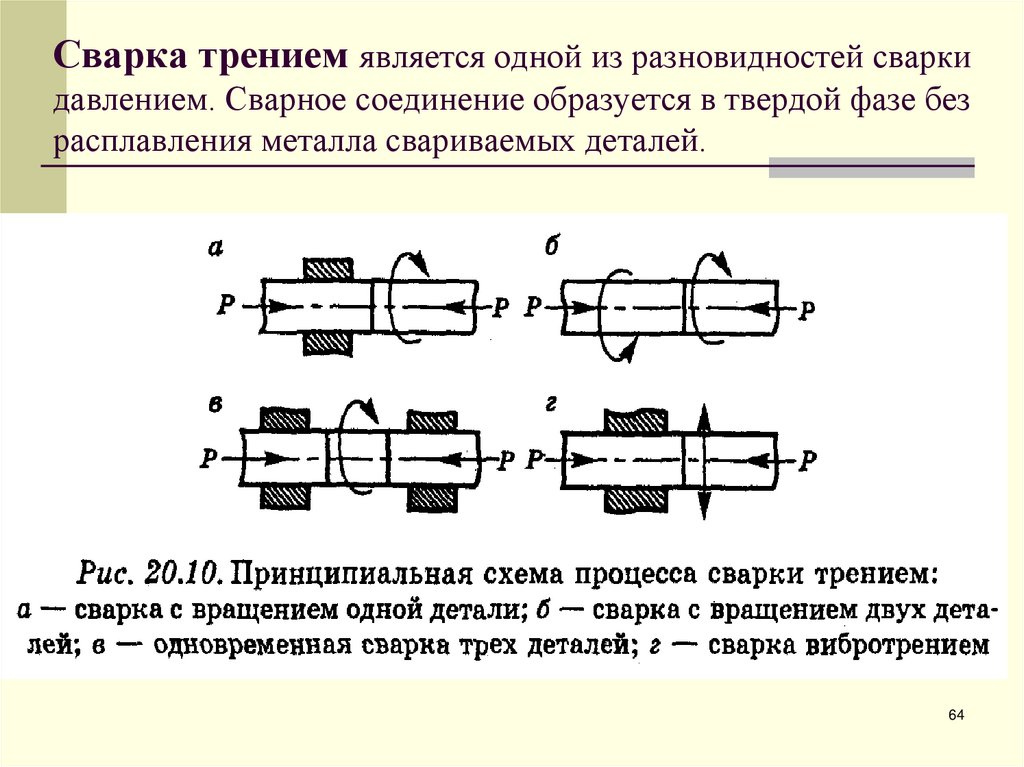
Сварка трением – разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным вращением (перемещением) одной из соединяемых частей (деталей, заготовок) свариваемого изделия. Вращающаяся (перемещающаяся) деталь свариваемыми поверхностями соприкасается с другой деталью (частью) свариваемого изделия. Из-за возникающих сил трения в местах соприкосновения происходит очень быстрый разогрев и переход материала в пластичное состояние.
Таким образом, сварка трением сопровождается процессом, при котором механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в теплоту. При этом генерирование теплоты происходит непосредственно в месте будущего соединения. Теплота может выделяться при вращении одной детали относительно другой (в базовом варианте) или вставки между деталями, либо при перемещении детали или вставки.
За счет трения и высокой температуры разрушаются окисные пленки и следы посторонних загрязнений заготовок (деталей). Поверхности заготовок (деталей) притираются одна к другой, разрушаются микровыступы, поверхность выравнивается, и атомы металлов получают возможность вступать в близкое взаимодействие.
Свариваемые детали (части) при этом прижимаются постоянным или возрастающим во времени давлением. Сварка завершается осадкой и быстрым прекращением вращения (перемещения). На этом (завершающем) этапе формируется окончательное соединение – когда к уже неподвижным деталям (частям) прикладывается проковочное усилие. Под действием сильного давления в получающемся соединении деталей образуются металлические связи.
Основным преимуществом сварки трением является то, что металл сваривается в пластичной фазе, но не расплавляется. Соответственно, из-за отсутствия литой структуры в металле не происходят процессы расплавления и кристаллизации металла, не возникают типичные для таких фазовых переходов дефекты, как поры, непропаи и горячие трещины.
Сварка трением обеспечивает прочность сварного соединения до 0,97 % от прочности основного материала, поэтому с ее помощью можно варить любые, даже самые высоконагруженные узлы.
С помощью сварки трением сваривают заготовки из металлов и сплавов из алюминия, титана, магния, меди, никеля, кобальта, молибдена, тантала и прочих сплавов (в том числе таких, которые затруднительно или невозможно сваривать дуговой сваркой), заготовки из различных марок стали (в т.ч. нержавеющей), детали из полимеров и композитов. Возможна сварка трением практически всех металлов и сплавов с температурой плавления до 1800 °C (включая жаропрочные и огнеупорные металлы и сплавы), а также деталей из разнородных металлов.
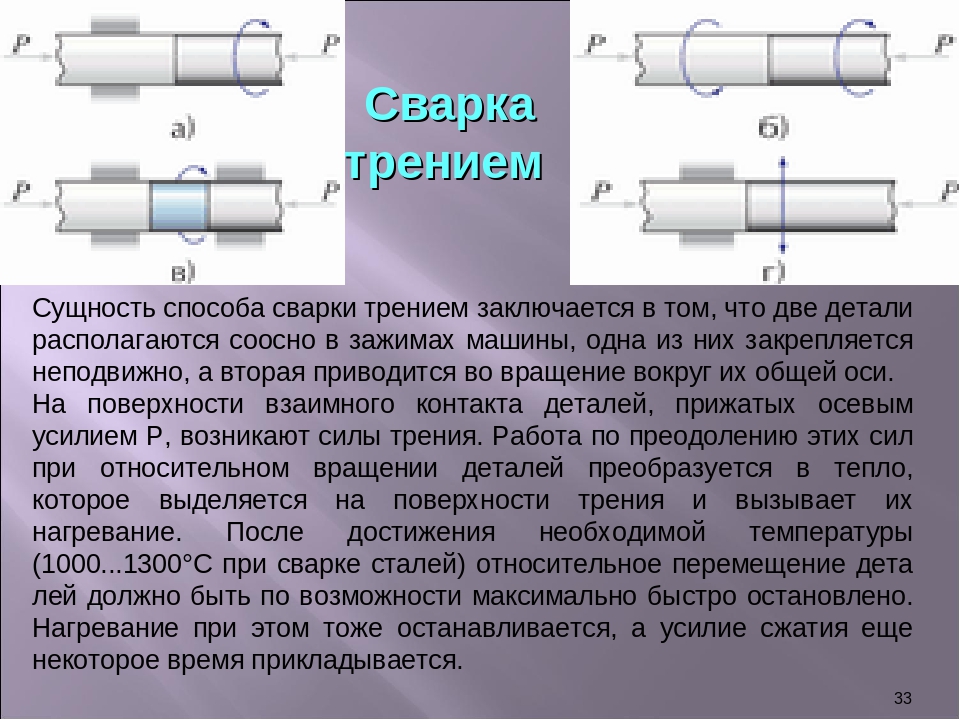
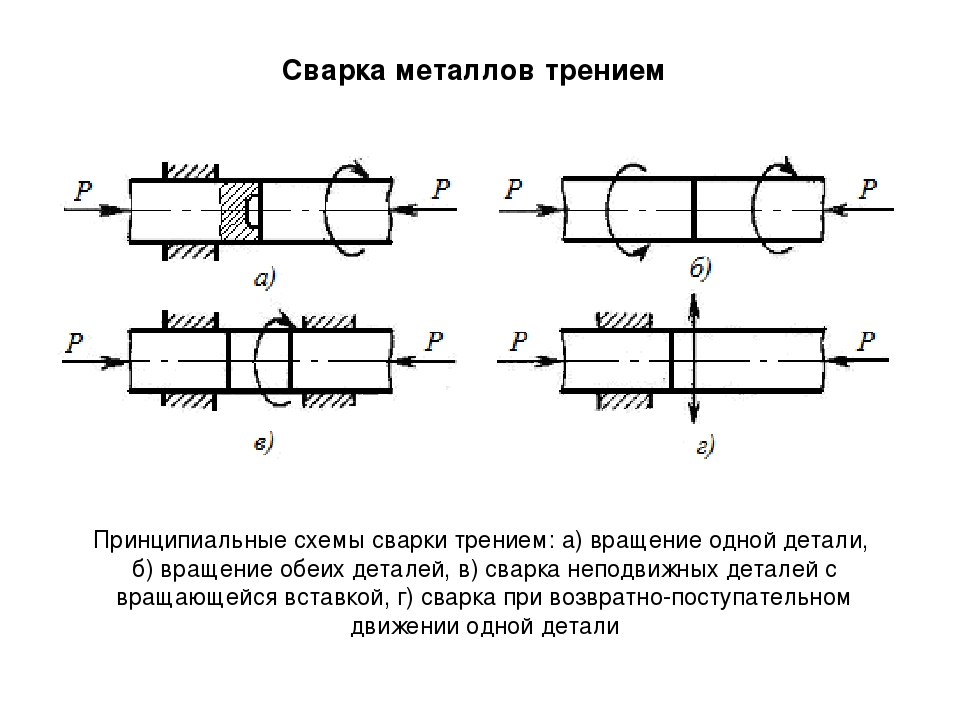
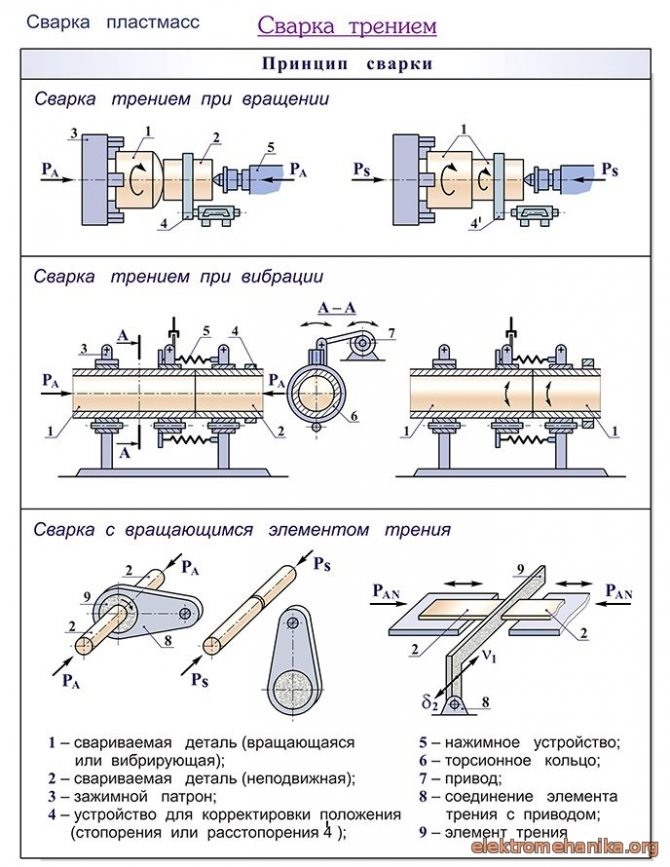
Различают несколько видов сварки трением: сварка трением с прямым приводом, инерционная сварка трением, радиальная сварка трением, линейная сварка трением (сварка трением с перемещением), линейная вибрационная сварка трением (колебательная сварка трением), сварка угловым трением, сварка трением с перемешиванием, штифтовая сварка трением,орбитальная сварка трением, роликовая сварка трением, комбинированная сварка трением.
Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении.
Преимущества
Строго локализованное тепловыделение в приповерхностных слоях деталей при сварке трением является главной особенностью этого процесса, предопределяющей его энергетические и технологические преимущества, к которым в первую очередь относятся следующие.
Высокая производительность
. Объем тонкого слоя нагреваемого металла настолько незначителен, что весь цикл его нагрева обычно укладывается в весьма малый промежуток времени — от нескольких секунд до 0,5 мин (в зависимости от свойств материала и размеров сечения свариваемых деталей); это определяет высокую производительность процесса сварки трением; конкурировать с нею в этом отношении может лишь электрическая контактная стыковая сварка.
Высокие энергетические показатели процесса
. Локальное генерирование тепла и малые объемы нагреваемого при сварке трением металла обусловливают весьма высокий коэффициент полезного действия процесса сварки трением; расход энергии и мощности при сварке трением в 5—10 раз меньше, чем, например, при электрической контактной сварке встык (рис. 37).
Высокое качество сварного соединения
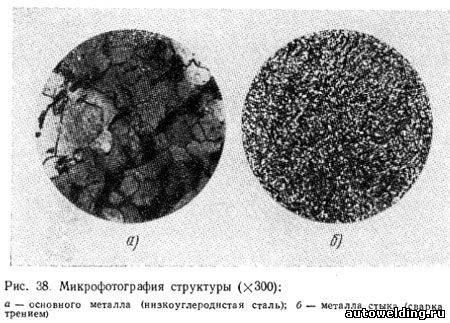
. При правильно выбранном режиме сварки металл стыка и прилегающих к нему зон обладает прочностью и пластичностью, не меньшими, чем основной металл соединяемых деталей; стык свободен от пор, раковин, различного рода инородных включений и других макропороков, а металл стыка и зон термического влияния в результате ударного термомеханического воздействия (быстрые нагрев и охлаждение в присутствии больших — в несколько сотен атмосфер — давлений), по своему характеру близкого к режимам термомеханической обработки металлов, приобретает равноосную и сильно измельченную структуру (рис. 38).


Стабильность качества сварных соединений
. Детали, сваренные трением при одном и том же режиме, отличаются повторяемостью механических свойств; варьирование временного сопротивления, угла изгиба, величины ударной вязкости и других показателей в партии деталей, сваренных на неизменном режиме, не превышает 7—10%.
Это позволяет обоснованно применять выборочный контроль качества партии деталей, что особенно важно при отсутствии в настоящее время простых, надежных и дешевых методов неразрушающего контроля стыковых соединений, пригодных для использования в условиях сварочных цехов. Независимость качества сварных соединений от чистоты их поверхности. Независимость качества сварных соединений от чистоты их поверхности
Независимость качества сварных соединений от чистоты их поверхности
. При сварке трением нет необходимости в зачистке перед началом процесса вводимых в контакт поверхностей; в отличие, например, от контактной сварки боковые поверхности деталей также могут оставаться неочищенными, что в значительной мере экономит время вспомогательных операций.
Возможность сварки металлов и сплавов в различных сочетаниях
. Процесс сварки трением позволяет выполнять прочные соединения не только одноименных, но и разноименных металлов и сплавов, причем даже таких, которые другими способами сварки либо вовсе не получаются, либо их получение сопряжено с большими трудностями. Изучены и освоены в промышленном производстве такие, например, сочетания разноименных материалов, как алюминий со сталью, медь со сталью, титан с алюминием, медь с алюминием и другие.
Гигиеничность процесса
. Сварку трением от других видов сварки выгодно отличает гигиеничность процесса: отсутствие ультрафиолетового излучения, вредных газовых выделений и горячих брызг металла.
Простота механизации и автоматизации
. Сварку трением выполняют на специальных машинах; основные параметры процесса сравнительно легко программируются, и, как правило, все оборудование представляет собой либо полуавтоматы с минимальным использованием ручного труда, либо автоматы, работа которых протекает без участия человека.