
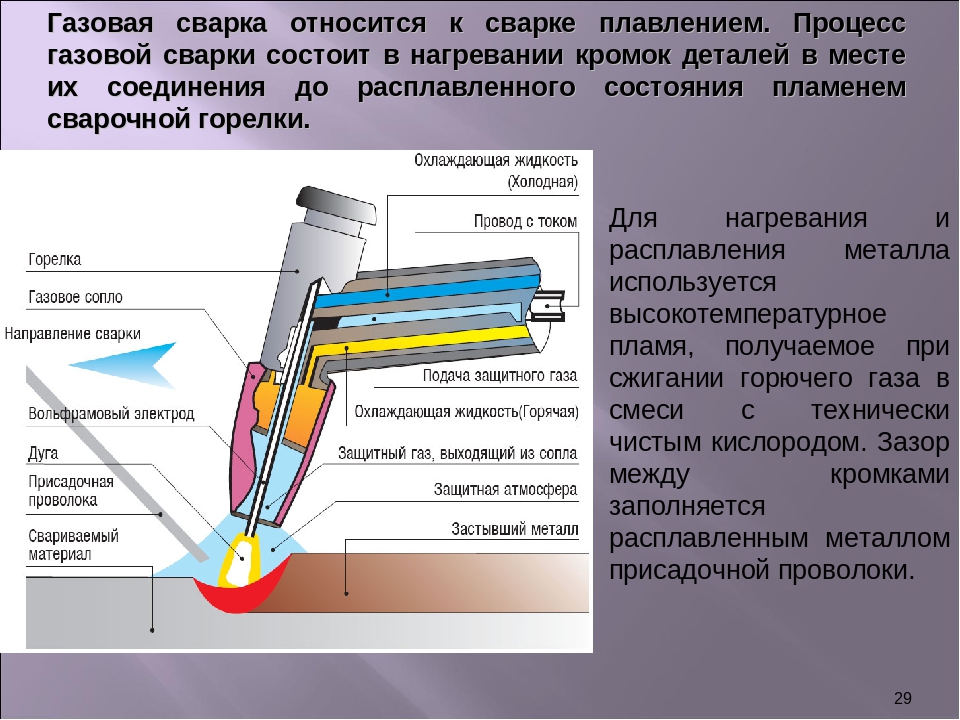
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельному выполнению газосварочных работ допускаются лица в возрасте не менее 18 лет, прошедшие предварительный и периодические медицинские осмотры, вводный и первичный на рабочем месте инструктажи по охране труда, соответствующее обучение, инструктаж, проверку знаний требований охраны труда, освоившие безопасные приемы и методы выполнения работ и имеющие квалификационное удостоверение на право производства указанных работ.
1.2. Женщины к сварке внутри замкнутых и труднодоступных пространств и сварке при верхолазных работах не допускаются.
1.3. Повторный инструктаж на рабочем месте газосварщик проходит не реже одного раза в квартал, периодический медосмотр – не реже одного раза в год.
1.4. В соответствии с Типовыми отраслевыми нормами бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты газосварщику выдаются:
— костюм хлопчатобумажный с огнезащитной пропиткой;
— ботинки кожаные;
— рукавицы брезентовые;
— очки защитные.
На наружных работах зимой дополнительно выдаются:
— куртка хлопчатобумажная на утепляющей прокладке;
— брюки хлопчатобумажные на утепляющей прокладке;
— валенки.
Спецодежда должна быть чистой, исправной, застегнутой на все пуговицы.
1.5. При выполнении порученной работы газосварщик не должен покидать свое рабочее место без разрешения мастера или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.6. О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях оборудования, приспособлений, инструмента и средств индивидуальной защиты газосварщик должен сообщать своему непосредственному руководителю и не приступать к работе до устранения нарушений и неисправностей.
1.7. Газосварщик должен соблюдать правила личной гигиены. Перед приемом пищи необходимо мыть руки с мылом.
1.8. Газосварщик должен уметь оказывать первую медицинскую (доврачебную) помощь.
1.9. Газосварщик должен знать, что опасными и вредными производственными факторами, действующими на него в процессе выполнения работ, являются:
— оборудование (газогенератор, баллоны с газом);
— инфракрасное излучение;
— газы;
— расплавленный металл.
1.10. Оборудование (газогенератор, баллоны с газом, горелки) — в результате неправильной эксплуатации или неисправности может произойти взрыв с тяжелыми последствиями.
1.11. Инфракрасное излучение оказывает вредное влияние на хрусталик и роговицу глаза.
1.12. Ацетилен — бесцветный газ с резким характерным запахом. Длительное вдыхание ацетилена может повлечь за собой головокружение и даже отравление. Смесь ацетилена с кислородом и воздухом взрывоопасна;
1.13. Пропан-бутан-метановая смесь — бесцветный газ со слабым запахом, взрывоопасен, при больших концентрациях может вызвать отравление.
1.14. В процессе сварки или резки металлов возможны ожоги расплавленным металлом.
1.15. Газосварщик не должен пользоваться инструментом, приспособлениями, оборудованием, обращению с которыми он не обучен и не проинструктирован.
1.16. За невыполнение требований безопасности, изложенных в настоящей инструкции, газосварщик несет ответственность в соответствии с действующим законодательством РФ.
Это интересно: Все о сварочных электродах: рассматриваем суть
Принципы и особенности процесса
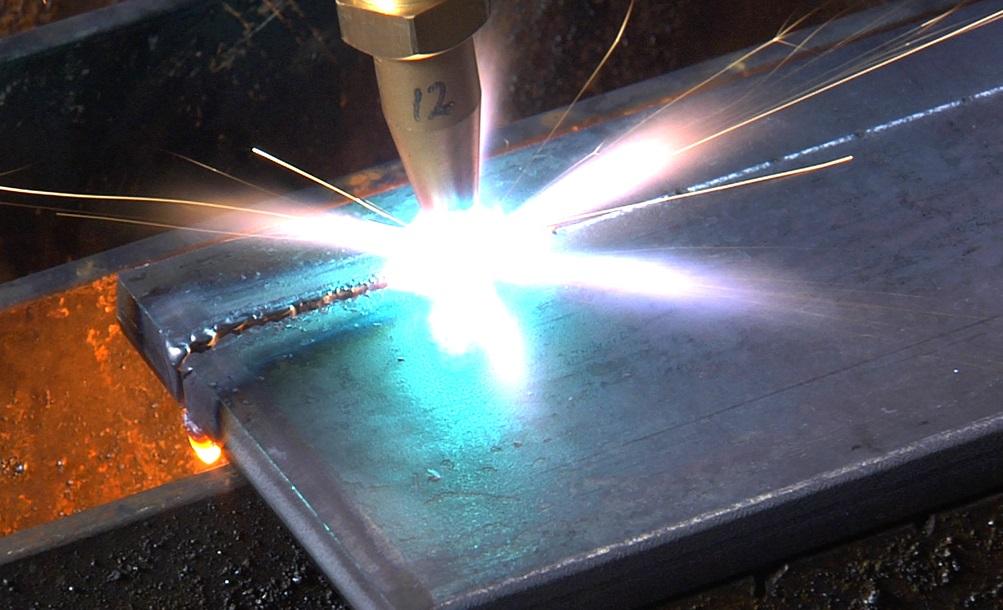
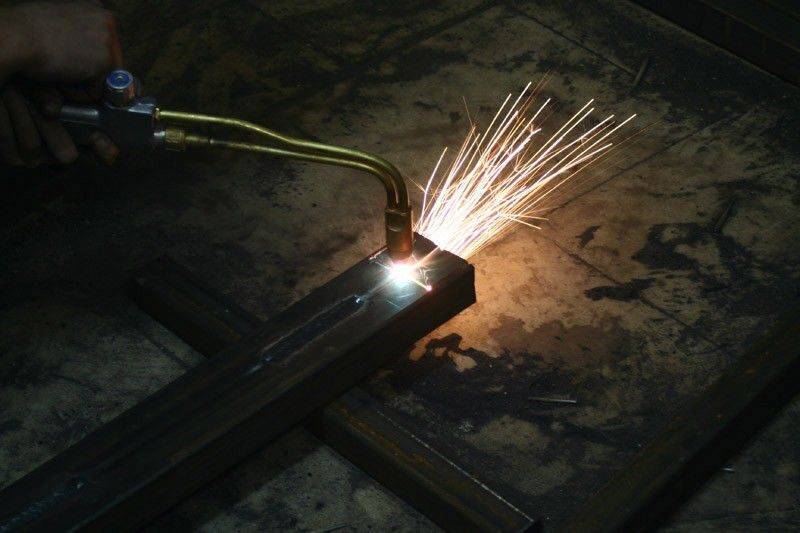
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.






Рекомендации
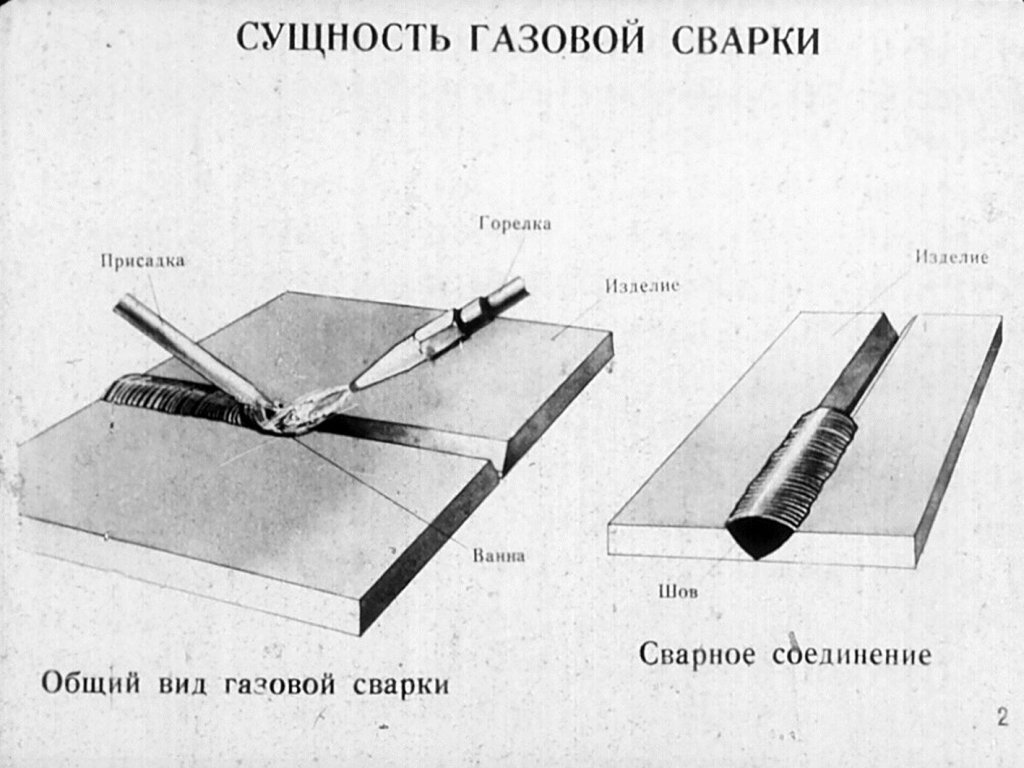
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
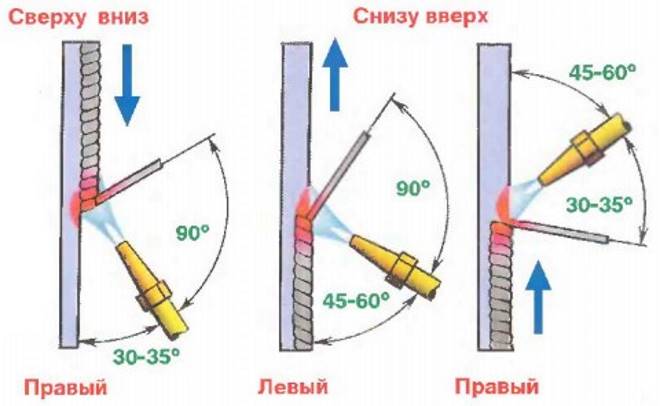
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
Читать также: Как нарисовать люстру на потолке
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
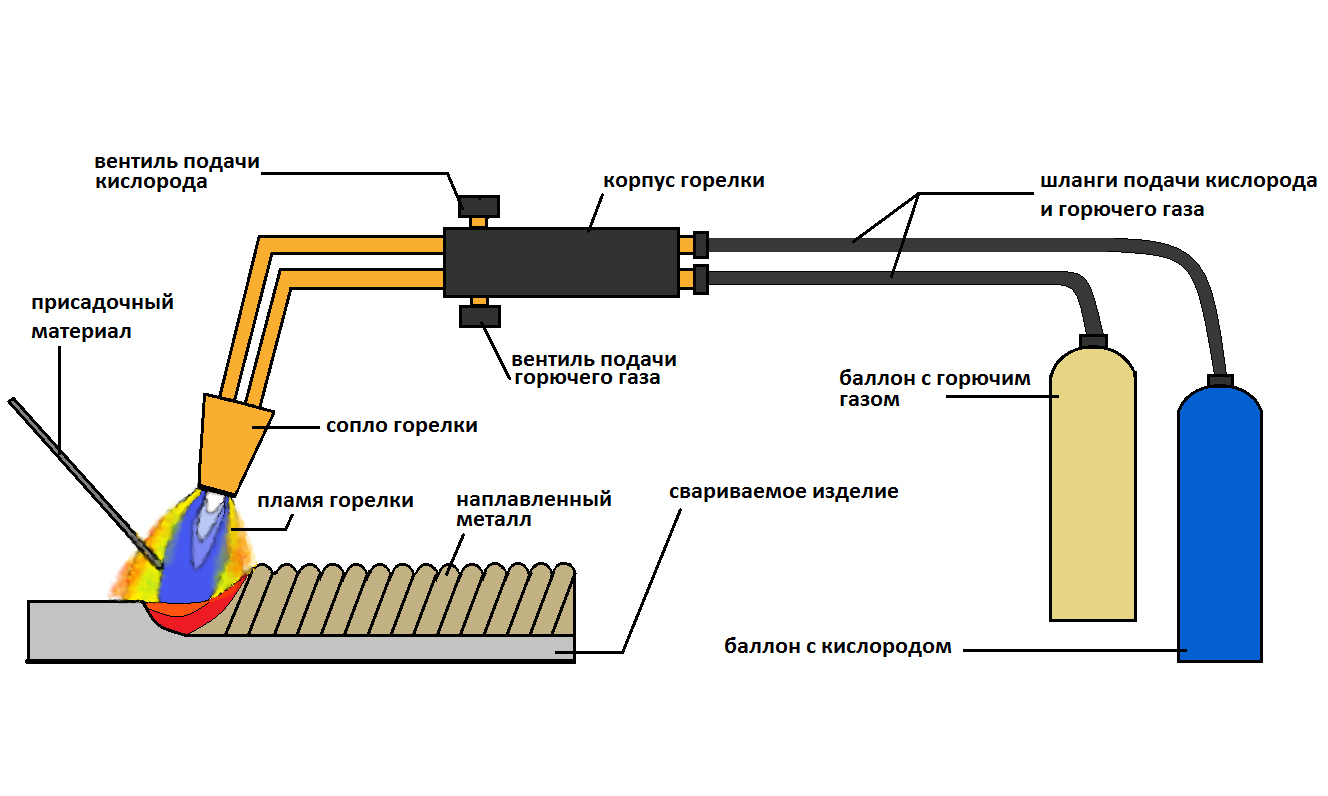
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа — высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов — H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Меры предосторожности
 Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований .
Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований .
Согласно действующим нормативам газосварочные работы с пропаном должны проводиться в специально предназначенных для этих целей рукавицах, надёжно защищающих ладони от возможных ожогов.
Помимо этого, нежелателен длительный визуальный контакт с ядром пламени, поскольку повышенные световые нагрузки способны привести к поражению роговицы глаза.
Категорически воспрещается прикасаться к газовому оборудованию испачканными в масле руками, так как при соединении смазочных веществ с кислородом возможно мгновенное воспламенение и аварийный разрыв баллона.
Особое внимание должно уделяться вопросу хранению баллонов с пропаном и кислородом, которые, как правило, содержатся в специально изготовленных для этих целей металлических шкафах. Предполагается, что доступ к таким хранилищам строго ограничен
Можно сказать еще несколько слов о достоинствах резки и сварки посредством пропана. Огромный опыт работ, организованных и проводимых по этой методике, свидетельствует о высоких качественных показателях методики, а также о соответствующем уровне её функциональности.






Такие факторы, как удобство и доступность, экономичность и высокое качество шва позволяют оценивать технику сваривания металлических заготовок пропаном как ни в чём не уступающую классической электродуговой сварке.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы
Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
Прежде чем варить легированные стали, требуется разобраться с их составом
Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
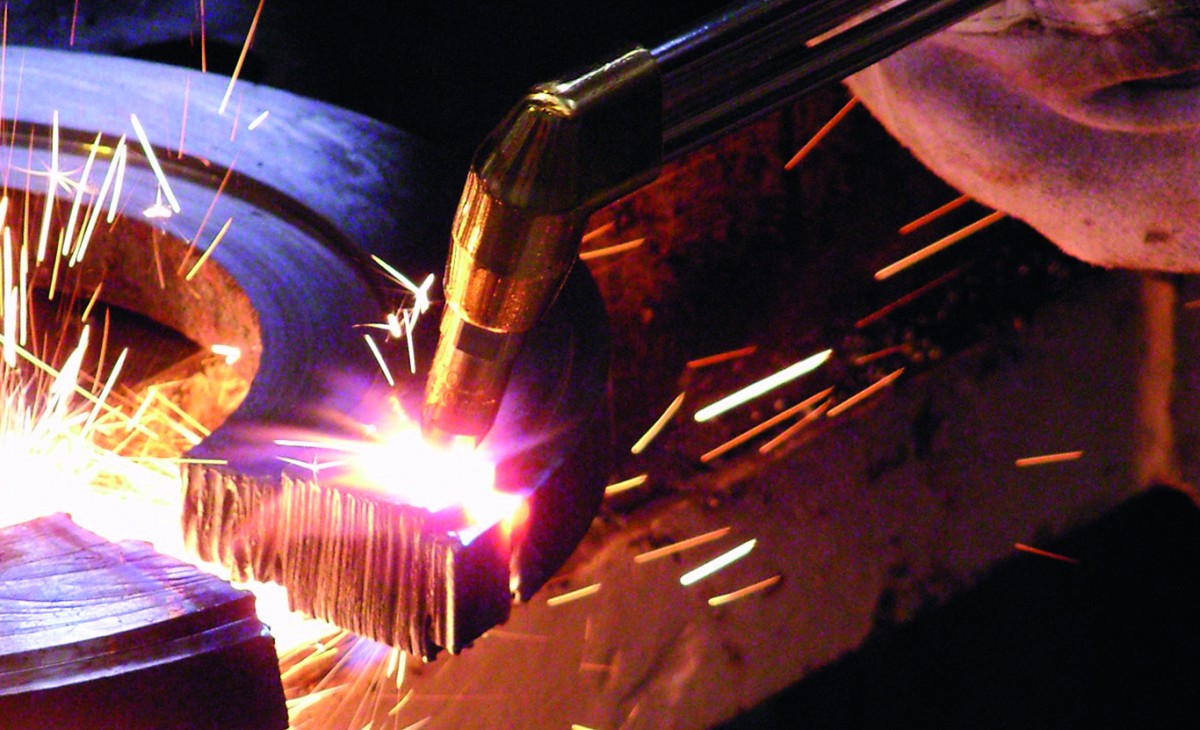
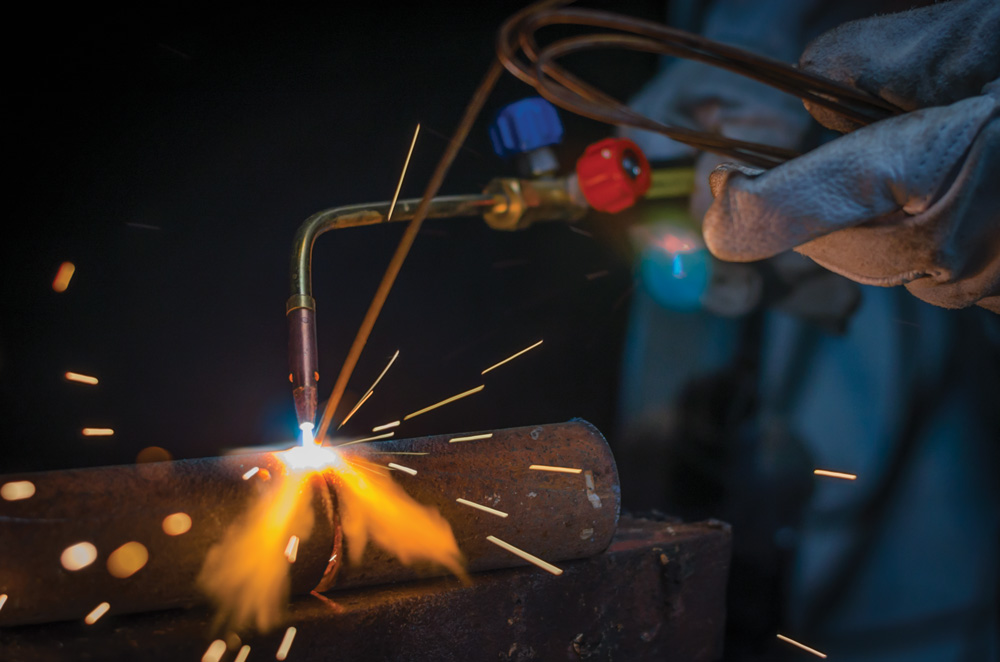
Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов. Газовая сварка медной трубы

Газовая сварка медной трубы
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Читать также: Насадка на перфоратор для снятия краски
Стеллаж металлический на 4 полки: критерии выбора и правила эксплуатации
Стеллаж металлический на 4 полки – весьма популярная на современном рынке конструкция, активно применяемая для хранения самых разных предметов. На сегодняшний день такие изделия активно используются, например, в офисах, библиотеках, мастерских, на базах оптовой и розничной торговли. Приобрести хороший металлический стеллаж на 4 полки – не так просто, как может показаться на первый взгляд, ведь огромное разнообразие производителей и моделей способно ввести в растерянность современного покупателя. Чтобы вам было легче выбрать изделие, способное выдерживать основательные нагрузки, мы написали для вас эту статью.
Горелки пропановые газовоздушные
Все горелки этой серии представляют собой горелки инжекторного типа с принудительной подачей горючего газа и подсосом воздуха из атмосферы. В качестве горючего газа в таких горелках используется пропан-бутановая смесь.
Горелки газовоздушные ГВ предназначены для нагрева изделий из черных и цветных металлов, неметаллических материалов, а также для оплавления поверхности битумного рулонного материала при производстве гидроизоляции.
Они часто применяются для нагрева при сгибе пластмассовых труб, сушке железобетонных панелей, литейных форм, кирпичной кладки, всё это благодаря широкому ассортименту и возможности использования специальных насадок.
К примеру, для больших объемов работы по укладке рулонных кровельных материалов – рекомендуется к применению 2-х факельная газовоздушная горелка с широким захватом разогреваемой площади.
Для нагрева и термообработки деталей из различных материалов применяются горелки с тремя колбами серии ГВ-3В и горелка ГВ-3В-01 с тремя специальными насадками (для формирования «плоского факела», для формирования тонкого, «острого» пламени, колба ø 25 мм).
Тем, кому нужна возможность пайки «в полевых условиях», стоит обратить внимание на газовоздушную пропановую горелку серии ГВП. В комплекте с малым 5-ти литровым баллоном пропана, пропановым редуктором и резинотканевым рукавом она является удобным мобильным переносным комплектом для пайки, который удобно взять с собой
Максимальная температура пламени такой горелки — 700°С.
Этого достаточно для служб ремонта телефонных кабелей, декоративного кузнечного производства, монтажников электрошкафов и других подобных работ.
Кислород – обязательный компонент газовой сварки
Для газосварочных работ кислород выделяют из окружающего воздуха, сильно охлаждая газовую смесь. Иногда чистый катализатор получают методом электролиза из обыкновенной воды.
Технический кислород, предназначенный для газовой сварки, в соответствии с государственным стандартом делится на 3 сорта:
- I сорт – содержание чистого кислорода не менее 99,7%;
- II сорт – не менее 99,5%;
- III сорт – не менее 99,2%.
Классификация основных видов сварки.
Остальную очень незначительную часть объема технического кислорода составляет аргон, азот, водяные пары.
При работе с техническим кислородом необходимо всегда помнить о его основных свойствах, располагающих к активному горению.
В частности, сжатый кислород следует ограждать от соприкосновения с различными жирами и маслами, которые в этом случае способны самовозгораться или вызвать взрыв. Особую пожарную опасность представляют собой горючие пористые материалы вроде угля, сажи, ваты, войлока и некоторых других.
Будучи по какой-то причине пропитанными жидким кислородом, они становятся настоящей опасной взрывчаткой.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
Большая площадь нагрева, создающая условия для деформации соседних элементов.
Газосварочный процесс относится к работам повышенной опасности
Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
Газовая сварка предназначена для металлов толщиной до 5 мм.
Отсутствие автоматизации газовой горелки.
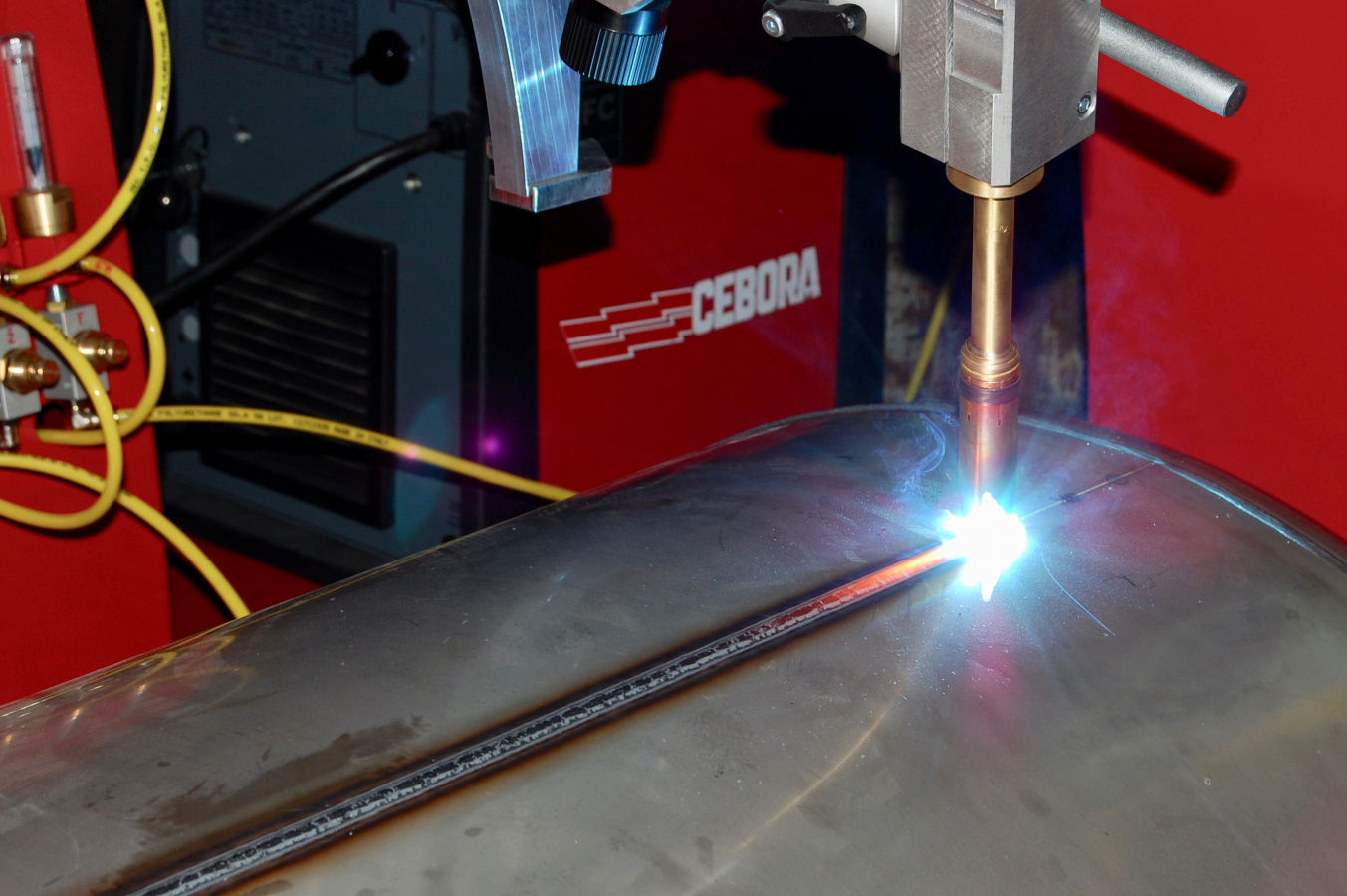
Высокие требования к профессии сварщика.. Газовая сварка металлов и труб
Газовая сварка металлов и труб
Некоторые особенности использования газовых смесей для сварки
Для того чтобы добиться заданных характеристик сварочного шва и соединения разных заготовок, уменьшить разбрызгиваемость расплавленного металла, сварщики активно применяют различные сочетания нескольких газов в одной смеси. Свойства смеси всегда зависят от процентного соотношения составляющих ее веществ.








https://youtube.com/watch?v=OvpbnoHZlSM
Главным требованием к газовым смесям является ограниченное содержание в них вредных компонентов и примесей. К таковым относится водород, азот и некоторые другие вещества. Их избыток ведет к ухудшению качества шва.
В частности, при перенасыщенности смеси водородом во время сварки формируется пористая структура свариваемого металла. Происходит это в момент остывания (ниже 200°С) и кристаллизации металлического расплава. К пористости и уменьшению пластичности материала приводит и применение смеси с избытком азота в ней.
Отрицательно воздействуют на свариваемый металл и водяные пары, содержащиеся в газовой смеси. Дело в том, что из-за высокой температуры вода разделяется на водород и кислород. Водород, как уже было отмечено, сразу же вступает в реакцию с металлом и делает его пористым.
Как можно заметить, от газов и их смесей, от правильности их составления во многом зависит качественный результат всей сварочной операции.
Что такое горелка газовая?
Газовые горелки — это незаменимые помощники и инструменты для множества видов газопламенной обработки металлов — газо-кислородной сварки, пайки, нагрева. Чтобы выбрать горелку, наиболее подходящую для вашего вида работ — необходимо хотя бы немного разобраться в многообразии конструкторских особенностей, а также функциональных и технических возможностей газовых горелок. Чаще всего горелки разделяются на три основных типа по применяемому горючему газу:
- Горелки сварочные, работающие на ацетилено-кислородной горючей смеси;
- Горелки сварочные, работающие на пропано-кислородной горючей смеси;
- Горелки пропановые газовоздушные.
Мероприятия безопасности при сварочных работах
В наше время в сварочных инструментах используют различные газы, сжатый воздух и электроэнергию. Любой вид техники обладает своими отличиями и опасными моментами. Поэтому надо знать и соблюдать правила работы с каждым видом сварочной аппаратуры.
Техника безопасности при газовой сварке
Риск работ при сварке с использованием газобаллонного оборудования крайне высок. До получения необходимых навыков и опыта работы должны проводиться под руководством опытного сварщика. При этом должны соблюдаться следующие рекомендации:
- Вблизи сварочной аппаратуры не должны находиться легковоспламеняющиеся материалы.
- Баллоны с газом нельзя располагать ближе, чем за 5 метров до места проведения работ.
- Для зажигания горелок нельзя пользоваться обычными спичками. Зажигание должно производиться специальными зажигалками.
- В помещении, где выполняются сварочные работы, должен быть обеспечен постоянный приток свежего воздуха и вытяжка продуктов горения.
- Все используемое оборудование должно быть промышленного производства и проходить периодическую проверку.
- Нельзя допускать попадания горючих материалов на кислородные баллоны.
- Во время работы сварщику нужно обеспечить достаточное освещение.
- В место хранения газовых баллонов не должны допускаться посторонние люди. Кроме того, необходимо исключить попадание прямых солнечных лучей на баллоны.
- Запрещается использование переходников и тройников для подачи электричества одновременно нескольким горелкам.
Отдельные рекомендации по безопасности связаны с использованием, перемещением и хранением баллонов с газом. Если баллоны с газом нужно транспортировать, то для предотвращения повреждений и загрязнений на них нужно навернуть защитные колпачки. Транспортировка должна осуществляться на специальных тележках или носилках. На короткие расстояния баллон можно переместить кантовкой. Хранить баллоны можно только в вертикальном положении и закрытыми. Баллоны с газами-заменителями окрашивают в красный цвет. В процессе хранения и использования нельзя их нагревать, так как это может вызвать взрыв.
Выполнение этих рекомендаций позволит свести риск получения травм при сварке к минимуму.
Техника безопасности при дуговой сварке
Так как при использовании дуговой сварки используют источники тока с напряжением выше, чем собственное сопротивление человеческого тела, то при работе в непосредственном контакте с проводниками тока (металлические поверхности, например) надо придерживаться следующих правила безопасности:
- Обязательно должна быть в исправном состоянии изоляция всех токопроводящих элементов техники.
- Перед началом работ необходимо убедиться в наличии заземления корпусов источников питания сварочной дуги.
- Установка системы автоматического прерывания подачи высокого напряжения при холостом ходу.
- При работе в замкнутых помещениях помимо спецодежды обязательно должны использоваться резиновые коврики или калоши.
- Любой участок при выполнении сварочных работ должен быть обособлен негорючими материалами.
- Не допускается контакт сварщика с клеммами и зажимами электрической цепи.
Так как сварочная дуга является источником лучей большой яркости и представляет опасность для глаз, то во время работы нужно пользоваться средствами индивидуальной защиты, о которых говорилось выше. Помимо этого, для уменьшения воздействия излучения стены помещения для сварки должны быть выкрашены в светлые тона.