
Стыковка при помощи фитингов
При таком варианте используется набор фасонных деталей, позволяющих осуществить совмещение не только двух, но и более элементов. Узнать о том, как соединить пластиковые трубы таким способом хочет каждый застройщик, который не имеет в своем распоряжении аппарат для пайки.
Достоинства способа
- Невысокая стоимость фитингов позволяет сократить расходы на подведении коммуникаций.
- Простота установки дает возможность осуществлять стыковку даже непрофессионалам.
- Возможность использования деталей в системах с напорным давлением расширяет сферу применения.
Проведение работ
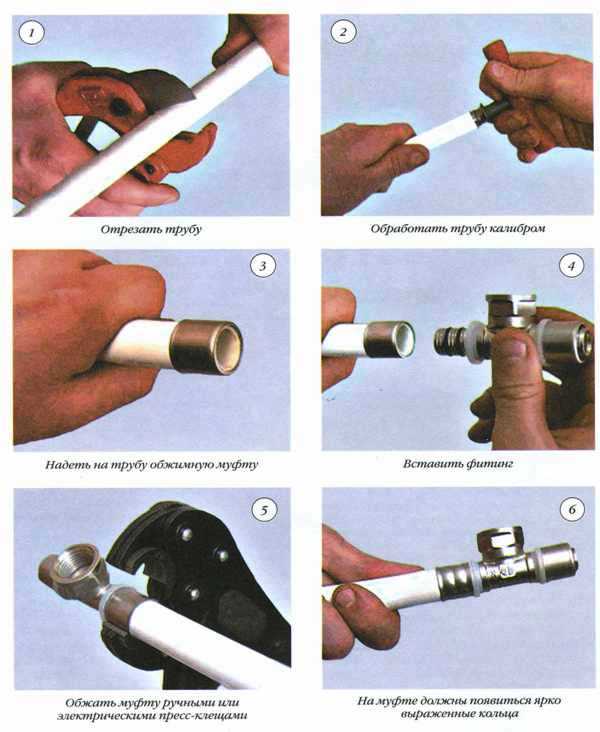
Пришло время понять, как соединяются пластиковые трубы непосредственно обжимными фитингами. Из инструментов понадобятся: острый нож для обрезания элементов, калибратор, а также ручные или автоматические клещи для осуществления операции зажима.
В первую очередь выполняется раскрой составных частей коммуникационной системы, если это требуется в конкретном случае. Разрез должен быть сделан строго перпендикулярно, чтобы не образовалось скосов и других изъянов. После этого с помощью калибратора устраняется овальность на стыке.
Далее накидывается специальная муфта, а внутрь трубы вставляется сам фитинг с уплотнительными кольцами. Сверху осуществляется обжимание приготовленными клещами. Таким образом, удается состыковать пластиковые элементы.
Однако в некоторых случаях требуется узнать, как соединить пластиковую трубу с чугунной. Для этого применяется специального переходник, диаметр сторон которого соответствует размерам используемых труб. В процессе стыковки необходимо помнить о том, что коэффициенты линейного расширения пластика и чугуна заметно отличаются.
Согласование работ по врезке в водопровод
Только с разрешения соответствующих органов можно начинать работу по врезке дополнительного трубопровода в централизованную систему водоснабжения
Важно оформить всю документацию до начала работ. Если всего этого не сделать, то можно понести административную и материальную ответственность за незаконность своих действий
Итак, начинать процедуру врезки нужно с того, чтобы получить план конкретного участка для определения наличия различных инженерных коммуникаций, проложенных под землей. С данным документом можно направляться в водоканал и делать заявление о желании подключиться к центральной системе водоснабжения. При себе также необходимо иметь документы, указывающие на право владения конкретным домом или участком.
Технические параметры, о которых необходимо знать при подключении:
- строго определенная точка врезки;
- диаметр подключаемого трубопровода;
- иные сведения, требуемые в соответствии с целью производимых работ.
Затем необходимо получить разрешение от санитарно-эпидемиологической службы. Со всеми вышеперечисленными документами можно приступать к разработке и подписанию проекта и сметы на проводимые работы. Самостоятельное выполнение врезки в трубу без отключения водоснабжения строго запрещено, как и установка учетного оборудования. Для этих целей существуют специалисты, которых можно вызвать из соответствующей государственной или сертифицированной частной организации.
Также запрещена врезка в трубопровод следующих типов:
- магистральные сети больших диаметров;
- трубопроводы, в последствие не зацикленные с канализационным сливом;
- прочие типы.
Какой способ соединения выбрать
Пользуясь информацией, изложенной выше, можно вполне объективно оценить применение упомянутых способов соединения без пайки для монтажа таких коммуникаций, как:
- холодное водоснабжение;
- горячее водоснабжение;
- отопление;
- канализация.
Холодное водоснабжение
Для монтажа систем холодного водоснабжения в домах и квартирах наиболее подходят фитинги. Их плюсом является то, что они отлично служат в качестве соединений полипропиленовых труб между собой и с трубами из других материалов. Также, как и фитинги для бытовых сетей водоснабжения применяют муфты. И те и другие предназначены для соединений труб диаметром от ½ до 3 дюймов. К минусам можно отнести дороговизну стыковочных узлов.
Полимерные трубы и фитинги для холодной воды хорошо выдерживают склейку эпоксидными составами и соединения холодной сваркой. Плюсом клеевых способов является быстрота и простота монтажа. Минусами таких соединений является высокая требовательность точного выполнения технологии клейки. Малейшее её нарушение приводит к протечкам водоводов.
Горячее водоснабжение
Как и трубопроводы для холодной воды, водопроводные трубы, предназначенные для горячего водоснабжения, отлично выдерживают соединения с помощью фитингов и муфт.
Если что и можно отнести к недостаткам, так это невозможность их склеивания клеем и холодной сваркой. Эти составы не выдерживают сильного нагрева и под его воздействием полностью разрушаются.
Отопление
Для систем отопления домов и квартир наиболее подходят резьбовые и разъёмные соединения полипропиленовых труб. Особенно востребованы муфты типа американки.
Они играют роль переходников от полимерных патрубков к радиаторам отопления из алюминия, стали и биметалла. Особые недостатки такого способа соединений не наблюдаются.
Канализация
Имеется в виду безнапорная система слива загрязнённой воды от бытовых сантехприборов таких, как ванна, раковина, мойка, унитаз, биде и трап в полу. Используют трубы диаметром от 32 до 100 мм. Их монтируют посекционно. Каждая секция, с одной стороны, расширяется в виде лейки (раструба).
При входе одной секции в другую герметичность достигается благодаря уплотнительному резиновому кольцу. Несомненным плюсом раструбных соединений является лёгкость монтажа, не требующая практически никаких чрезмерных физических усилий. Недостатков обнаружено не было.
Соединение асбестоцементных труб
Асбоцементные трубные изделия, материалом для изготовления которых выступает портландцемент, перемешанный с асбестовыми волокнами в соотношении 4:1, соединяют посредством установки муфт и фитингов.
Выбор способа зависит от рабочего давления в системе:
- Для труб с рабочим давлением в пределах 3 кгс/куб.см при врезке используют асбоцементные двубортные муфты, оснащенные резиновыми уплотнителями. Отрезки длиной в 150-200 мм имеют чуть больший диаметр, чем размер соединяемых трубы.
- Для напорных трубопроводов в рабочим давлением от 3 кгс/куб.см задействуют специальные фитинги, именуемые как муфты Жибо. Они представляют собой разборные конструкции с фланцами и чугунными втулками, дополненные уплотнительными резиновыми кольцами.
В обоих вариантах ключевую роль в достижении герметичности стыка играют уплотнительные резиновые кольца.

При выборе фитингов и муфт для выполнения врезки асбестоцементных труб основное внимание уделяют эластичности уплотнительных колец крепежных элементов
Технология выполнения врезки с использованием муфт и фитингов аналогична, как и при работе с металлической арматурой
Единственное – поскольку асбестоцементные изделия достаточно хрупки, врезку стоит выполнять с максимальной осторожностью
Тонкости процесса врезки в действующий водопровод под давлением описаны в этой статье, которую мы советуем прочитать. В ней приведено пошаговое руководство по выполнению непростого соединения.
Ошибки
Неправильное подключение радиаторов отопления может привести к сбоям в работе системы ЦО, автономного контура или серьезно уменьшить теплоотдачу прибора.
Какие ошибки можно совершить при монтаже батарей?
- Врезка вашего радиатора между подающим и обратным стояками на любом этаже, кроме верхнего, заставит мерзнуть ваших соседей по стояку. Теплоноситель будет циркулировать по малому кольцу — через вашу батарею, а вот теплоотдача всех приборов выше импровизированной перемычки резко упадет.
- Врезка радиатора с любой запорной или дросселирующей арматурой на подводках без перемычки перед кранами или дросселями. В этом случае перекрытый кран у вас остановит циркуляцию во всем стояке.
Выбор материалов
Выбор труб, батарей и фитингов влияет на эффективность и безопасность работы отопительной системы как минимум не меньше, чем ее схема. Какие материалы стоит предпочесть в разных случаях?
Центральное отопление
Штатные параметры работы ЦО (4-6 кгс/см2, 40-95 С) вроде бы допускают использование в ней любых современных труб, батарей и фитингов.
Однако практика показывает, что от некоторых их видов лучше отказаться:
- Расчетное значение температуры теплоносителя нередко превышается в сильные морозы. При массовых жалобах на холод в квартирах иногда практикуется работа элеваторных узлов без сопла, с заглушенным подсосом. В этом режиме батареи могут нагреваться до 130 — 140 С.
- Резкое закрытие любого элемента запорной арматуры вследствие некомпетентности слесаря или поломки приведет к гидроудару с кратковременным повышением давления до 20-25 атмосфер.
Немного об особенных свойствах пластика для пищевых продуктов
Интересно, что пластиковые «полторашки», в которых мы покупаем многие напитки, изначально выглядят как твёрдые колбы небольшого размера. Эта форма называется «приформ». И чтобы приформ превратился в объёмную ёмкость, его нагревают и надувают, как воздушный шар. И при повторном нагревании пластика он стремится вернуться в исходное состояние, то есть сжимается. Такая термоусадка может быть очень полезной, и свойства пластика уже повсеместно применяются: по такому принципу работают термоусадки для электропроводки, красивые обложки для пасхальных яиц и многое другое.










Именно это особенное свойство пластика и предлагает использовать автор идеи, только теперь для сложных соединений.
Методы врезки
Часто материал водоснабжающего трубопровода определяет и материал трубы отводной линии, и способ врезки. Если центральная или второстепенная труба стальная, то отводку также лучше применить стальную. В крайнем случае сделать переходной участок в виде штуцера из стальной трубы с вентилем, к которому потом подсоединить трубопровод из другого материала.
Врезка стальных труб производится такими двумя способами, как:
- с применением сварочного аппарата путем приварки штуцера к водопроводу;
- посредством стального хомута без сварки.




Оба метода применяют как при врезках в трубопровод, который находится под давлением, так и без давления. Но на трубопроводах высокого давления сварку рекомендуется применять только в экстренных, аварийных случаях, а также при организации дополнительных средств безопасности. В обычном режиме производства работ нужны действия по полному отключению участка водопровода, где производят врезку с применением сварки.
Алгоритм работы с применением сварки на действующем трубопроводе выглядит следующим образом:
- вырывается экскаватором яма до уровня выше проложенного трубопровода примерно 50 см;
- вручную очищается от грунта участок трубы, в который планируется врезка;
- место врезки освобождается от антикоррозионного покрытия и других защитных слоев, а конкретный участок подсоединения штуцера или трубопровода отводки зачищается до блестящего металла;
- приваривается штуцер с краном;
- после остывания металла, нагретого сваркой, через кран в штуцер вводится сверло и просверливается отверстие в стенке водопровода;
- когда через штуцер пойдет вода, сверло вынимают, а кран закрывают (врезка выполнена, дальнейшая прокладка линии водопровода начинается от вентиля на штуцере).
Хомут для врезки представляет собой обычную деталь, состоящую из двух половинок полукруглых форм. Эти половинки надеваются на трубу и стягиваются между собой болтами с гайками. От обычных хомутов они отличаются лишь наличием на одной из металлических частей резьбового отверстия. В это отверстие вставляется штуцер, служащий частью отводной линии. Расположить отверстие для патрубка можно в любом месте водопровода, а при ввертывании штуцера он всегда будет находиться под прямым углом к линейной плоскости поверхности трубопровода.
Весь остальной процесс происходит аналогично врезки при помощи сварки: в штуцер через кран вводится сверло и сверлится отверстие. Если отводка небольшого диаметра и давление в водопроводе в пределах 3–4 кгс/см², то кран можно без проблем накрутить и после сверления (если он резьбовой, а не вварной). Подсоединение дополнительных линий к чугунной магистрали также производится с помощью хомутов.
Врезка в трубы из пластика или полиэтилена происходит с помощью пластиковых хомутов или седелок (полухомут на застежках). Хомуты и седелки бывают простыми и сварными. Работа с простыми устройствами мало чем отличается от врезки с хомутом в стальную трубу. А в сварных седелках или хомутах имеется все необходимое для сварки оборудование. Такая седелка в сборе устанавливается на трубу в намеченном месте, подключаются клеммы к электричеству и через несколько минут врезка будет автоматически выполнена.


Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.
На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.
Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.
Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.
Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.
Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.
До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.
Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А
Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.
Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.








Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Устройство для врезки
Как врезаться в водопроводную трубу без сварки? Для этого служит седельный хомут, или седелка. Подобное соединение выдерживает давление до 16 атм.
Что такое седелка
Хомут для врезки в водопровод под давлением напоминает муфту, состоящую из двух половин, на одной из которых расположен патрубок или фланец для врезки.
Герметичность соединения осуществляется за счет прокладки. Она может быть выполнена в виде кольца, окаймляющего врезное отверстие. Подобное изделие, обычно, изготовляют для пластикового трубопровода.
Второй вид прокладки – это уплотнительный слой, покрывающий всю внутреннюю поверхность хомута для врезки в водопровод. Такая модель предназначена для металлической, чугунной и асбестоцементной магистралей, но встречается и в пластиковых конструкциях (как сделать водопровод из полипропилена своими руками). Используемый материал – этилен-пропиленовый каучук.
Производятся также универсальные седелки, основу которых составляет металлическая полоса, напоминающая стяжной автомобильный хомут.
Стоимость седельных хомутов от 70 рублей.
Схема седельного хомута для врезки водопровода.
Бывают изделия с дополнительными элементами, облегчающими врезку в существующий водопровод:
- со встроенной фрезой и боковым отводом на перекрывной кран;
- с герметичным торцом патрубка.
Встречаются седелки, выполненные в виде трехсоставных муфт для врезки в водопровод большого диаметра.
Крепление седелки
Половины хомута стягиваются между собой двумя, четырьмя или шестью болтами в паре с гайками. Закручивание производится равномерно, без перекосов.
Выбранный участок трубопровода очищается от грязи, чтобы обеспечить плотное прилегание прокладки. На железной трубе снимается ржавчина (какие трубы выбрать для водопровода в квартире). Затем крепится седелка для врезки в водопровод.
Иногда болты из комплекта могут быть такой длины, что состыковывать две половины хомута тяжело. Проверяется это перед врезкой и при необходимости приобретаются в магазине более длинные болты. Лучше их покупать в паре с гайками, потому что зарубежные стандарты могут не соответствовать нашим размерам. Такое случается с турецким товаром.
Если возникли сомнения в плотности прилегания хомута или в качестве турецкой прокладки, тогда используется герметизирующая паста, которая наносится тонким слоем на уплотнение.
Схема крепления седельного хомута к водопроводу.
Как врезаться в пластиковую трубу
Мягкие полимерные трубы обладают меньшим сопротивлением механическому воздействию, поэтому фланцевые соединители используются не часто. Если незначительно перетянуть муфту, канал начнет деформироваться, что приведет к последующему разрушению соединения из расслоения, разгерметизации узла. На основании этого рассматриваются только два способа как врезаться в пластиковую трубу любого типа (ПП, ПНД, сшитый полиэтилен, ПВХ, металлопластик). Это установка патрубка или фитинга.
Врезка с установкой патрубка
Патрубок самостоятельно можно изготовить из стандартного тройника в полипропиленовую трубу. Основу изделия срезают, рабочей частью остается отвод на полукруглой подошве. Фиксируют полученную деталь металлическими хомутами-стяжками.
 Установка патрубка
Установка патрубка
Этот подход актуален в случае невозможности спайки разветвителя. Чаще так врезаются в пластиковую канализационную трубу или стояк в этажном строении.
Для монтажа патрубка нужно просверлить отверстие в основной магистрали, которая подлежит предварительному отключению. Проще и быстрее будет воспользоваться сверлом типа коронки. Все контактные места необходимо обработать силиконовым герметиком, чтобы исключить появление протечек.
Монтаж адаптера и седелки
Врезка в пластиковые трубы может быть осуществлена специальными готовыми фитингами, которые фиксируются на цельном канале посредством фланца или герметика. Различают изделия по наличию запорного вентиля, фрезы с защитным клапаном, резьбовым отводом или пластиковым. То есть, используя подобные соединения, можно врезаться в канализационную трубу, стояк или иной полимерный канал. Главное – не переборщить с давлением на стенки.
Для малого (32-40 мм) диаметра используют “седелки”, а для крупного (100-110 мм) – адаптеры. Монтаж подобных деталей проводится по аналогии с патрубками, различия заключаются только в наличии уплотнительной прокладки и способах крепления.
 “Седелка” на пластике в разрезе
“Седелка” на пластике в разрезе
Соединение асбестоцементных труб
Минеральные трубы с армированием из асбестового волокна соединяют посредством специальных фитингов. Выбор определяется рабочим давлением внутри магистрали, а также ее диаметром. По материальному исполнению используемые элементы различают следующим образом:
- в самотечном канале применяют толстостенные муфты из хризотилцемента;
- в каналах для транспортировки газа и водопроводах актуальна установка чугунного фланцевого элемента типа “Жабо”;
- для устройства пути диаметром 100-300 мм в нормальном грунте под кабели связи используют полиэтиленовые муфты (МПТ).
Также встречаются двубортные асбестоцементные соединители для канала с давлением менее 3 кгс/куб. см. Каждый из вариантов оснащен резиновым уплотнителем, легко и быстро монтируется, проявляет инертность к агрессивным условиям эксплуатации, обладает высокой прочностью и плотностью.
 Врезка в асбестовую трубу
Врезка в асбестовую трубу
Неопытному мастеру произвести натяжение соединителя бывает непросто. Специалисты рекомендуют в таком случае смазывать наружную поверхность мыльным раствором или самостоятельно приготовленной пастой. В нее входят вода (15%), графит (40%) и глицерин (45%).
Стоит также отметить хрупкость, которая свойственна асбестоцементу. Это необходимо помнить во время врезки в основной канал дополнительного ответвления
Во время сверления нужно проявлять осторожность
Варианты врезки в пластиковую трубу
Рассмотрим, как врезать в пластиковую водопроводную трубу в разных вариантах: посредством обжима хомутом накладкой, подключением коллектора или тройника, монтажом электросварочной седелки, обеспечение врезки посредством патрубка.










Монтаж обжимного хомута накладки
Данный узел представляет собой две детали стянутыми хомутами болтами. Крепится верхняя часть к трубе через уплотнительную прокладку препятствующая протечкам воды. Для хорошего прижима обе части накладки должны быть подобраны соответствующего размера по маркировке.
![]()
В первой верхней части устроено технологическое отверстие для подключения новой линии водоснабжения.
Возможное подключение посредством:
- Элемент запорного крана,
- наличие встроенной фрезы и защитного клапана,
- концом из металла в виде фланца,
- возможность пластикового торца под склеивание.
После размещения хомута с накладками верхнюю часть направляю в сторону планируемого отвода новой линии. Фиксируют узел болтами, которые заранее подбирают по размеру с учетом диаметра узла. Специальным устройством просверливают в магистрали отверстие через патрубок смонтированного фитинга.
Данный способ, так же позволяет выполнить подключение к пластиковой трубе находящейся под давлением воды. Для этого в узле установлен встроенный вентиль, проворачивая который происходит сверление отверстии. После получения нужного результата кран закрывается, и фреза поднимается.
Это очень выгодный способ позволяющий решить проблемы подключения к воде в тех случаях, когда нет возможности прекратить подачу водоснабжения или она крайне неудобна. Такое решение упрощает процедуру и дает возможность проведение её в оперативном режиме.
Устройство хомута или коллектора
Установка тройника можно назвать классическим вариантом решения проблемы. Вместе установки, подготовленной путем удаления части трубы с двух сторон, монтируется отдельная часть в виде тройника или коллектора. Далее производиться пайка.
Приспособление электросварочной седёлки
Этот механизм напоминает выше описанный способ крепления накладки, но с отличиями. Она, так же как тройник обеспечивает плотное и надежное крепление посредством пайки на молекулярном уровне материала.
Достигается это за счет устройства в пластике накладок электрических нагревательных спиралей, которые специальным сварочным устройством, имеющий программу, настроенную под каждый узел, для исключения перегрева. После чего пластик разогреваясь до определенной температуры, не превышающей критической, приклеивается к пластику и обеспечивает плотный и крепкий контакт.
Врезка посредством патрубка
Хороший способ на трубах низкого давления. Принцип крепления заключается в том, что с помощью патрубка и обхвата, без сварочных работ, устанавливается на трубах. Подбирается элементы устройства нужного диаметра, в противном случае узел может дать течь воды. Крепление позволит просто и быстро установить отвод.
Выбор лучшего решения
Без сомнения можно, что самым универсальным и эффективным способом, учитывая сложности монтажа узла, является накладки. В сравнении с другими способами он обеспечивает надежность и гибкость в монтаже.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.