
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Маркировка электродов для сварки на переменном токе
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
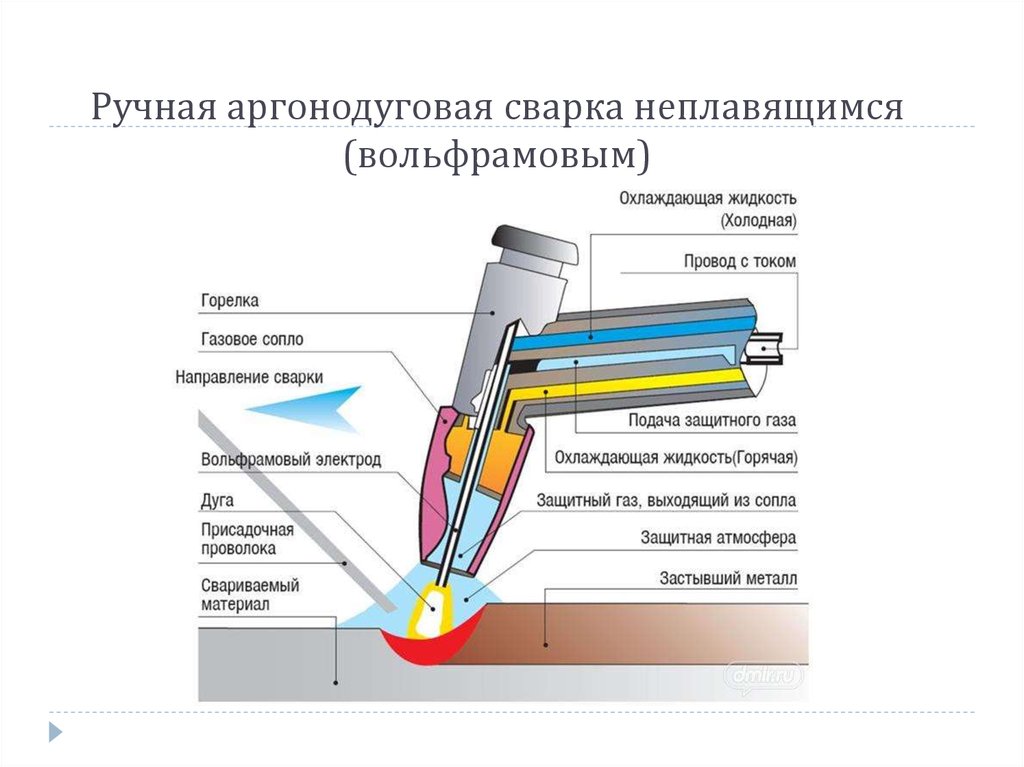
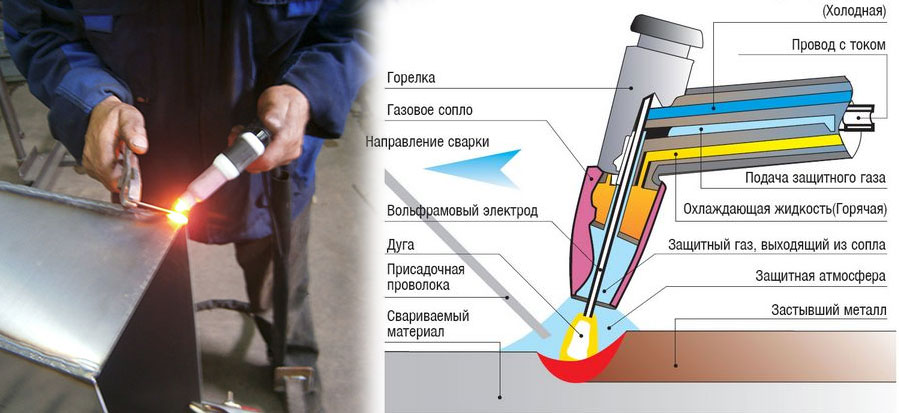
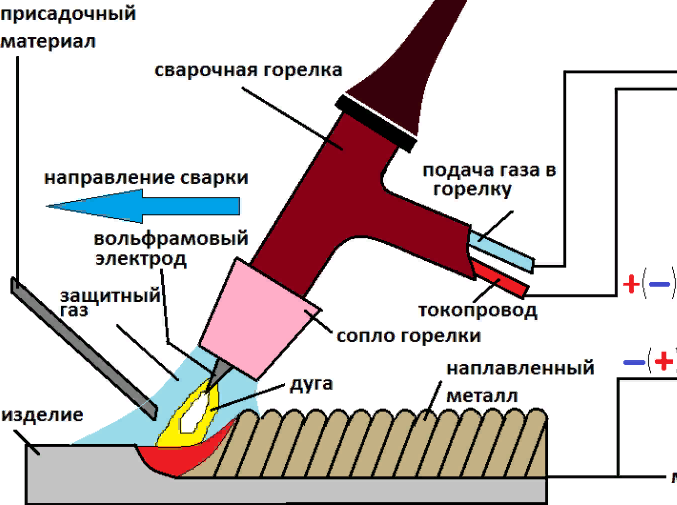
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
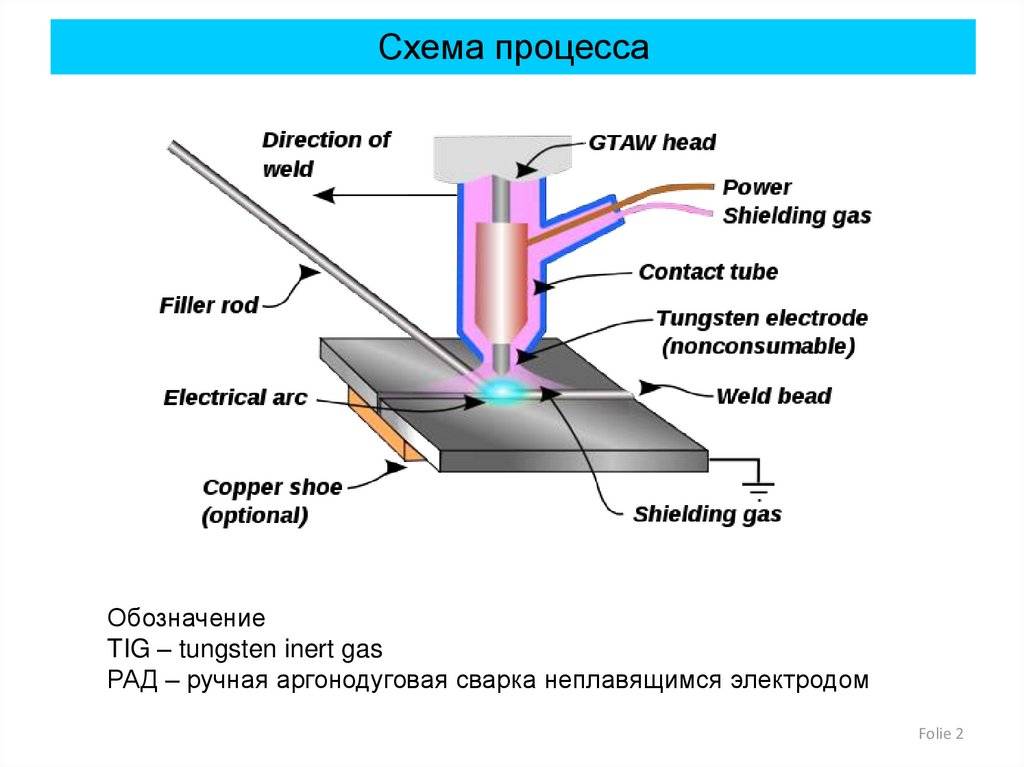
TIG аппараты
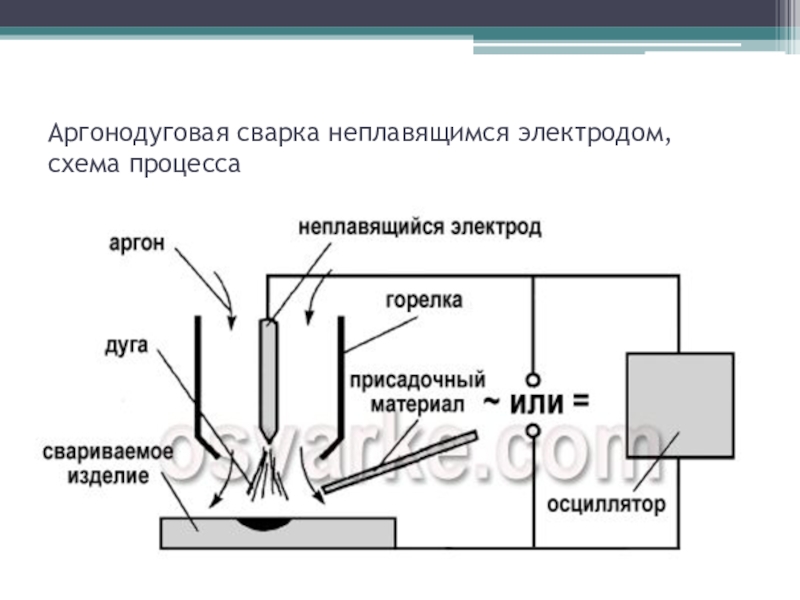
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа. 
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
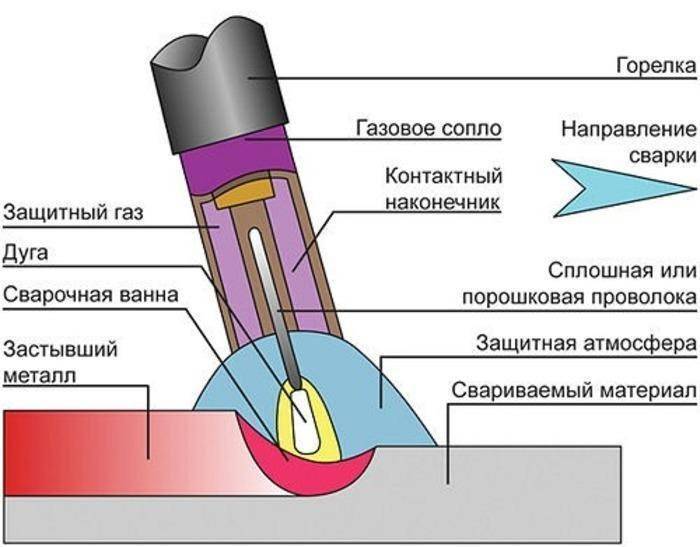
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG. 
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.

ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Классификация
Для упрощения работы сварщиков все вольфрамовые электроды классифицируют – для этого применяется цветовая маркировка. Она соответствует международному стандарту DIN EN 26848, а это означает то, что независимо в какой стране они производились, сварщик будет знать для сварки каким током и для каких деталей они подходят. Цвет вольфрамового электрода указывает на его основные характеристики – размер прутка, химический состав, тип подходящего тока. Для маркировки пользуются следующими цветами: зеленый, серый, красный, синий, золотой, белый, темно-синий.
Каждому цвету соответствует цифробуквенное выражение:
- первым индексом указывается W – обозначает, что основной металл — это вольфрам;
- второй символ указывает на элемент, используемый в качестве примеси (добавки других металлов позволяют получить требуемую проводимость тока, необходимую характеристику плавкости и дугообразования);
- первое число указывает на долю лигатуры, приходящуюся на 1000 частей вольфрама (число 30 указывает, что концентрация примеси составляет 3%);
- второе число указывает на длину (20 указывает, что длина стерня составляет 200 мм).
Расшифровка маркировки, область применения разных марок
Рассмотрим детальнее, какое назначение имеет вольфрамовый электрод с той или иной маркировкой.
- WP (зеленый) – зеленый цвет вольфрамового электрода указывает, что он сделан из чистого вольфрама (примеси других металлов отсутствуют). Они предназначаются для сваривания заготовок из алюминия, магния и их сплавов, сварочный процесс происходит с применением переменного тока.
- WC (серый) – наличие индекса «С» указывает о присутствии в составе примесей церия. Это универсальный тип, который подходит для сварки заготовок как на постоянном, так и переменном токе.
- WT (красный) – красные вольфрамовые электроды имеют в своем составе диоксид тория. Эти вольфрамовые электроды имеют высокую прочность, могут применяться для сваривания постоянным током различных металлов. В основном ими сваривают сталь, цветные металлы, углеродосодержащие сплавы, нержавеющую сталь. Особенностью изделий с ториевой добавкой является присутствие небольшой радиоактивности (торий – радиоактивный элемент), поэтому работа с ними должна происходить строго по правилам безопасности.
- WY (темно-синий) – этот цвет электрода указывает возможность применения для сваривания постоянным током таких материалов, как титан, медь, низко- и высоколегированные стали. Используются для сваривания особо ответственных конструкций и деталей, имеющих сложную форму.
- WZ (белый) – сварка вольфрамовым электродом белого цвета выполняется переменным током. В составе прутков присутствует оксид циркония, они подходят для работы с медными и алюминиевыми заготовками.
- WL (синий, золотистый) – в состав прутков входит лантан, по назначению эти вольфрамовые электроды одинаковы, цвет указывает на различное содержание лантана; в электродах синего цвета – 1,5% примесей, в изделия золотистого цвета – 2%; W-разновидность подходит для постоянного/переменного тока.
Компенсатор постоянной составляющей тока дуги
Дуга, горящая между вольфрамовым электродом и алюминием,
искажает форму кривой переменного тока. Это связано с разной проводимостью дуги
прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление,
и через него течет максимальный ток. Дуговой промежуток обратной полярности
отличается повышенным сопротивлением, протекающий через него ток намного ниже.
В результате общий ток дуги прямой полярности вызывает постоянную составляющую
тока дуги.
Небольшой по величине общий ток дуги обратной полярности не
может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два
тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной
полярности, получило название «компенсатор постоянной составляющей сварочного
тока».
Видео: «Компенсаторы постоянной составляющей для аргоновой сварки алюминия».
Разновидности электродов
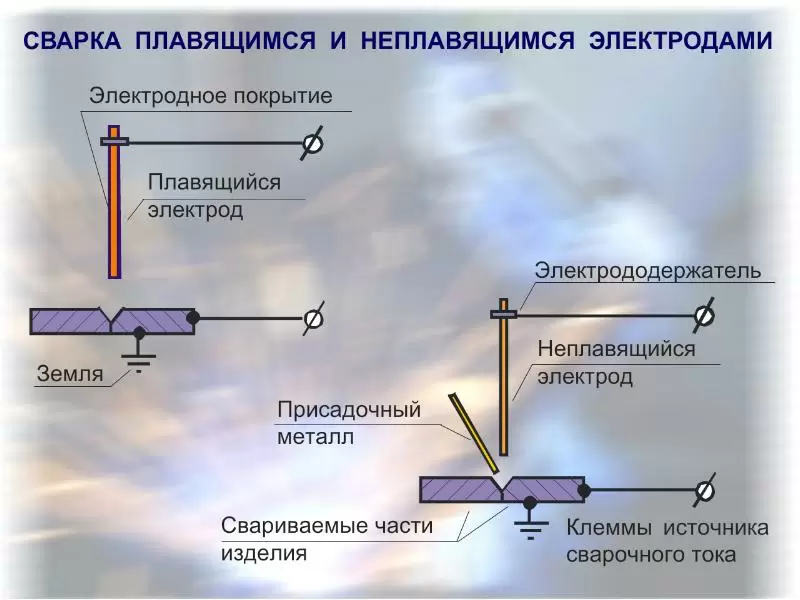
При проведении автоматической или ручной дуговой сварки неплавящимся электродом могут применяться расходные материалы, которые могут обладать разным составом. Они помогают получить качественное и прочное соединение.
Обычно во время сварочного процесса используются следующие виды неплавящихся электродов:
- Из угля;
- Из чистого графита;
- Из вольфрамовой основы.
При этом каждый вид электродов может обладать важными особенностями и качествами, которые обязательно нужно учитывать при проведении сварочного процесса.

Угольные
Угольные расходные материалы часто используются во время проведения воздушно-дугового сварочного процесса. Также они могут применяться для устранения разных дефектов и повреждений, которые имеются на поверхности заготовок.
Ручная аргонодуговая сварка неплавящимся электродом, который имеет угольное покрытие, может проводиться в режимах с токами с показателями напряжения 500-600 Ампер. Его вполне хватает для соединения массивных конструкций из стали, для исправления дефектов на литых изделиях.
Сам процесс сваривания может производиться с использованием присадочной проволоки, которая подается в область формирования сварного шва, и также без нее.
Графитовые
Электроды из чистого графита часто применяются при работе с цветными металлами — алюминием или медью. Также они могут использоваться во время сварки сплавов и данных металлов. Это вид материала неплавящегося материала в отличие от образцов из угля экономичный и его выгодно применять на практике.
Графитовые стержни имеют некоторые важные достоинства:
- Они имеют стойкость к воздействиям высоких температур;
- Обладают хорошей износостойкостью;
- Имеют простую подготовку к рабочему процессу.
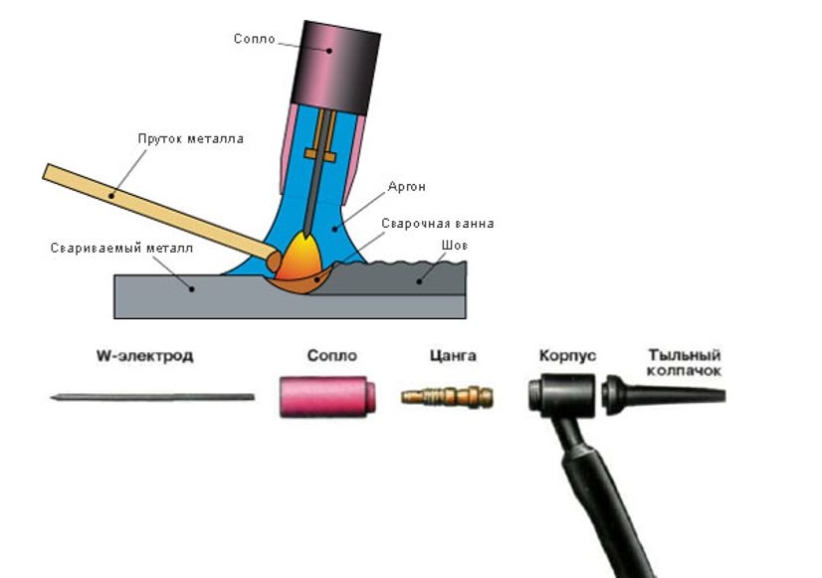
Вольфрамовые
Вольфрамовые стержни неплавящегося вида часто применяют при проведении сварочного процесса на производстве и в бытовых условиях. Именно они позволяют осуществить сварку неплавящимся электродом в защитных газах алюминия и других видов металлов, сплавов.
Данный расходный материал изготавливается в виде длинного прутка с покрытием, которые имеют диаметр от 1 до 4 мм. Они обладают тугоплавкой структурой. Показатель температуры плавления у электродов из вольфрамовой основы намного больше показатели для рабочей дуги. Именно это делает стержни универсальными и их можно использовать даже для сваривания нержавейки, которая имеет сложную обработку.

Часто при изготовлении вольфрамовых электродов в их состав добавляются разные компоненты — торий, оксид лантана, иттрий. Каждый стержень с добавлением одного из этих вещества предназначен для определенного вида сварки.
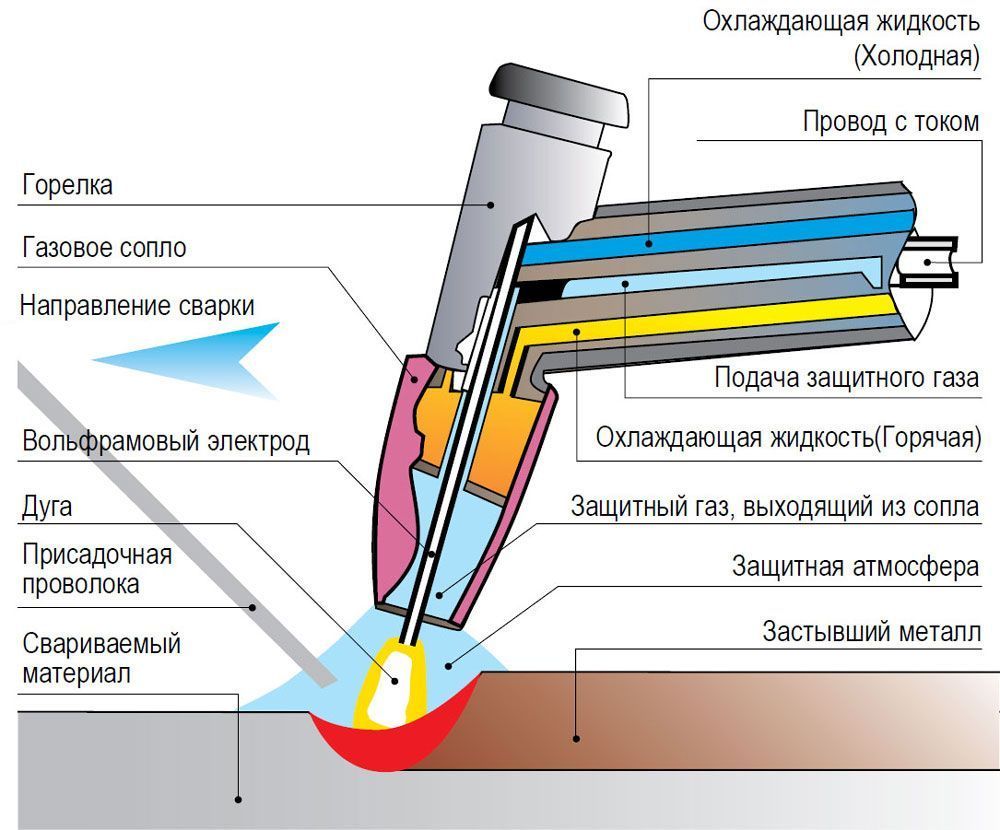
Особенности аргонодуговой сварки
Когда выполняется аргонодуговая сварка вольфрама с волфрамом или иными металлами, важно изначально учесть наличие склонности к растрескиванию. Поэтому изначально сырье подогревается приблизительно до 500 градусов
От жёсткой фиксации деталей вполне можно отказаться.
Далее для повышения пластичности готовых соединений, выполняется часовой отжиг в условиях вакуума, когда температура поднимается до 1800 градусов.
Не так давно специалисты разработали специализированную разновидность порошкового вольфрама
При его практическом применении не происходит формирования трещин на поверхности, что немаловажно
В условиях наполненной аргоном камеры возможно проведение сварки различных пластин и листов толщиной не более 16 мм
Если идёт работа с материалом, толщина которого достигает 3,2 мм, важно придерживаться рекомендованной скорости выполнения сварки – не более 9 км/ч
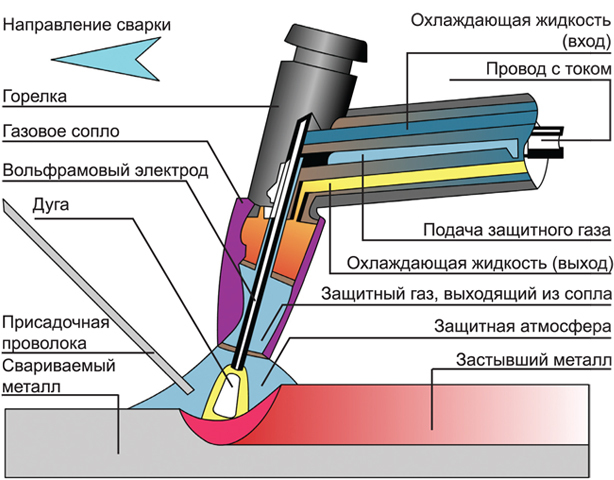
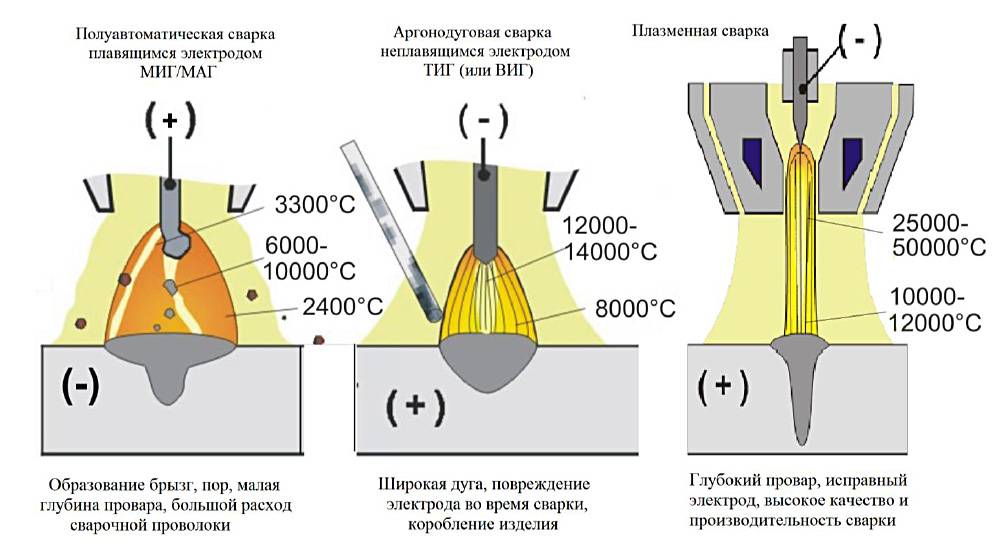
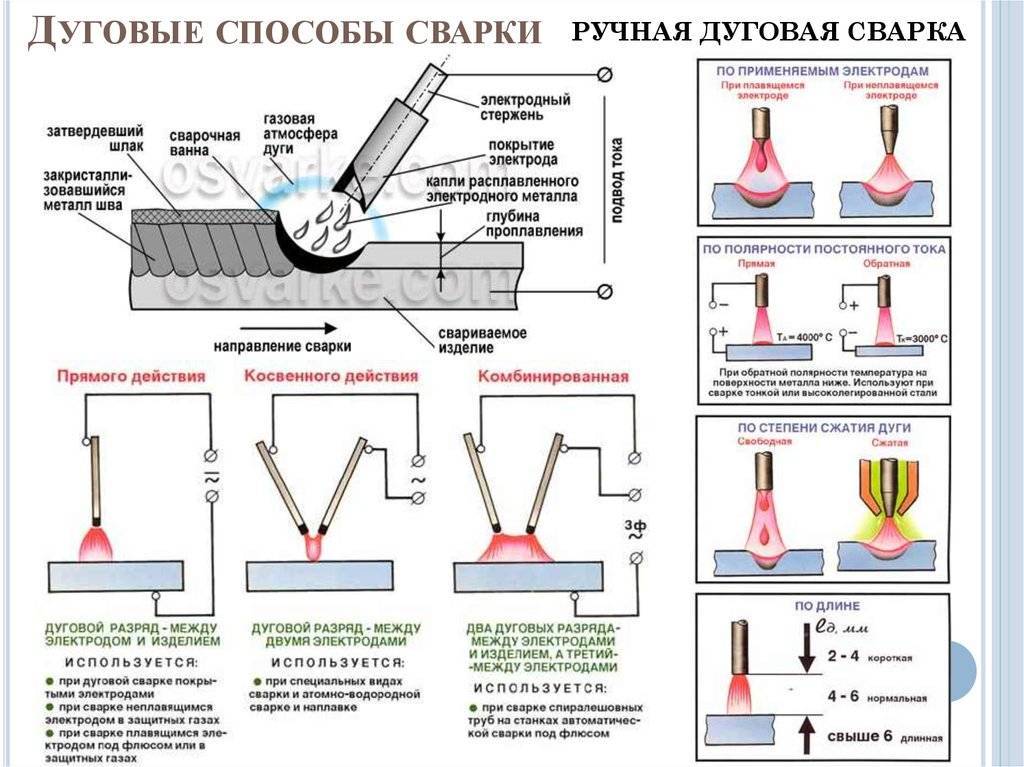
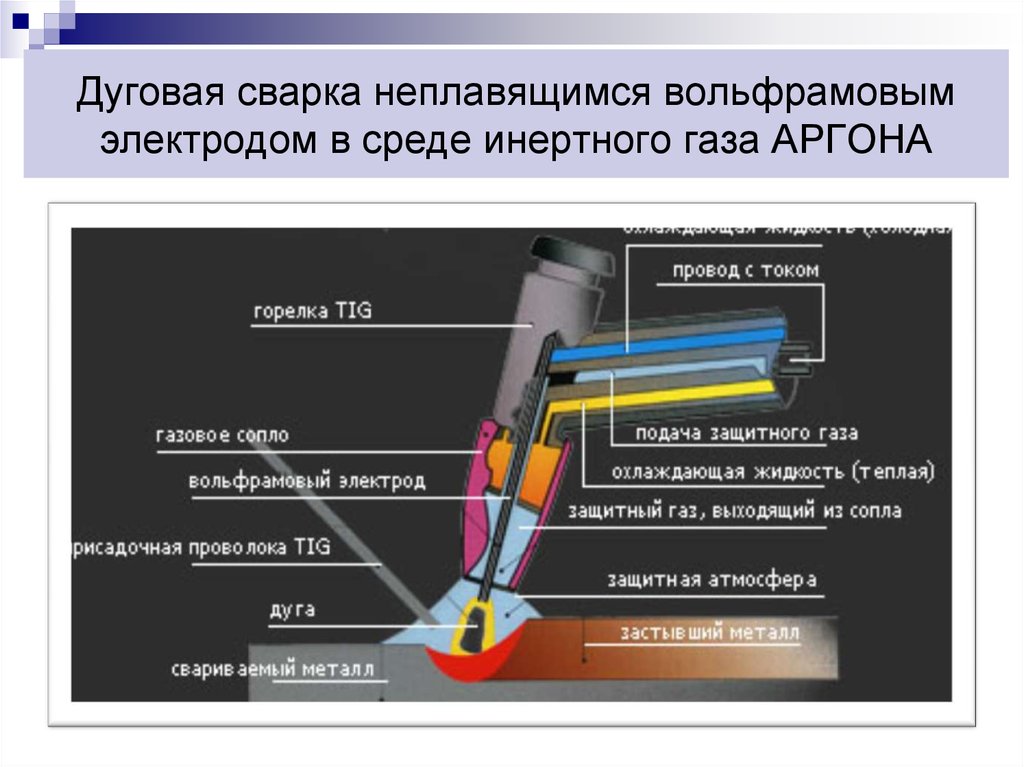
Основы технологии сварки TIG AC/DC.
Аргонодуговая сварка может производится на переменном или постоянном токе. Сварка постоянным током (TIG-DC) применяется для получения неразъёмных соединений из сталей. Для сварки деталей из алюминиевых сплавов, используется переменный ток (TIG-AC сварка). Применение переменного тока при сварке алюминия позволяет разрушить оксидную плёнку на его поверхности и, при соответствующей квалификации сварщика, получить качественное сварное соединение. Аргонодуговую сварку неплавящимся электродом в среде защитного газа применяют для получения сварных соединений конструкций из углеродистых и легированных нержавеющих сталей, а также цветных металлов и их сплавов.
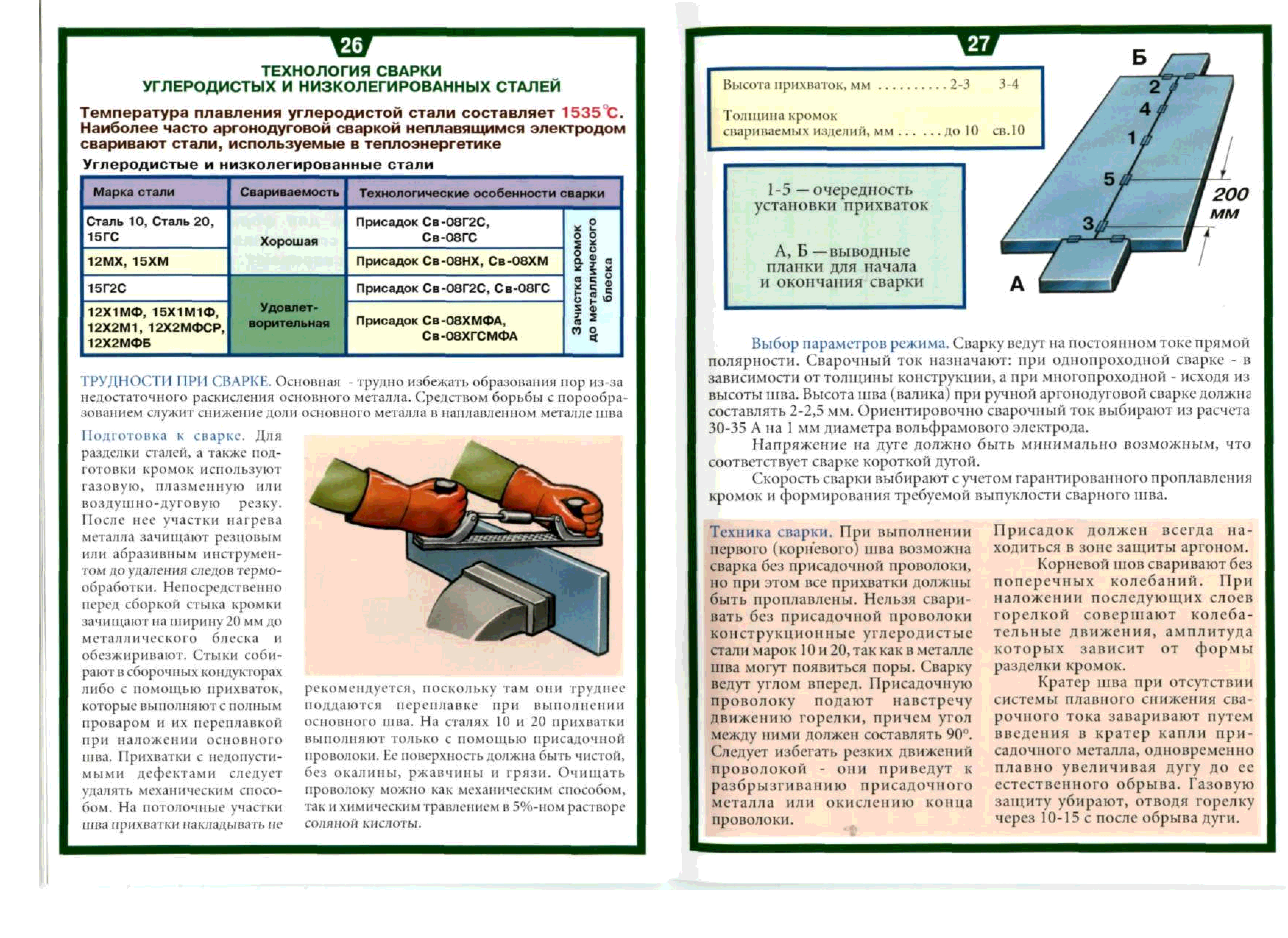
Требования, предъявляемые к сварке
Необходимо в точности соблюдать размеры для прочного и качественного сварного шва.
С помощью электродов из вольфрама можно обеспечивать сборку кромки сварных деталей.
В работе использовать специальные приспособления для сварки и сборки.
Проводить обезжиривание концов электродов и рабочих поверхностей для получения сварного шва хорошего качества.
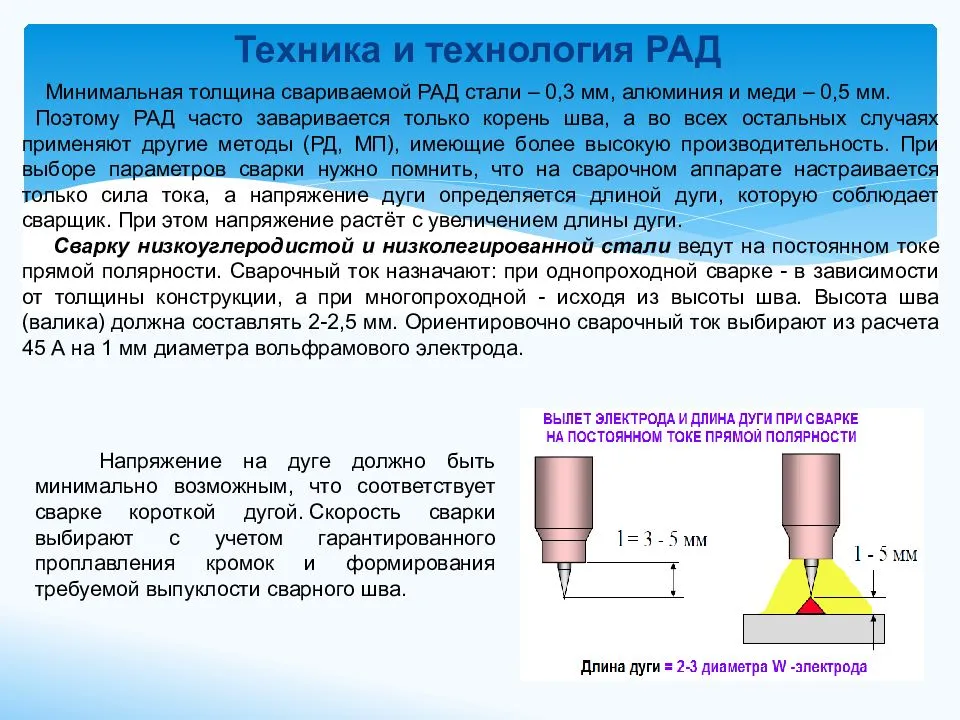
Правильно выбрать силу тока, чтобы уменьшить расход электрода и сохранить его форму заточки.
Из рабочей зоны сварки вытеснить воздух.
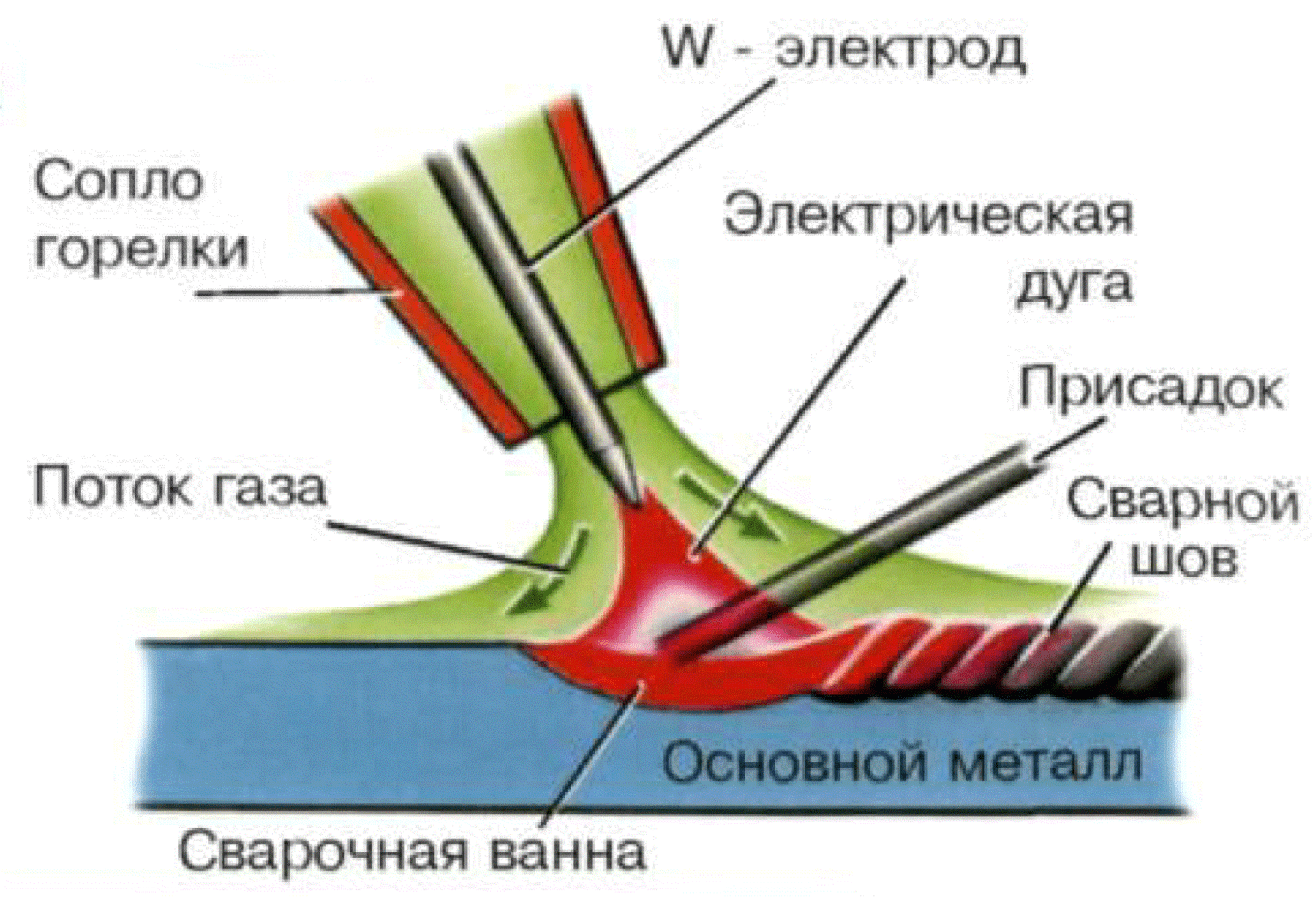
При использовании инертных защитных газов обратить внимание, чтобы область облака газа захватывала всю сварную ванную, электрод и конец разогретой проволоки.
Надо увеличивать скорость продвижения (потока) газа инертного при более высокой скорости процесса сварки.
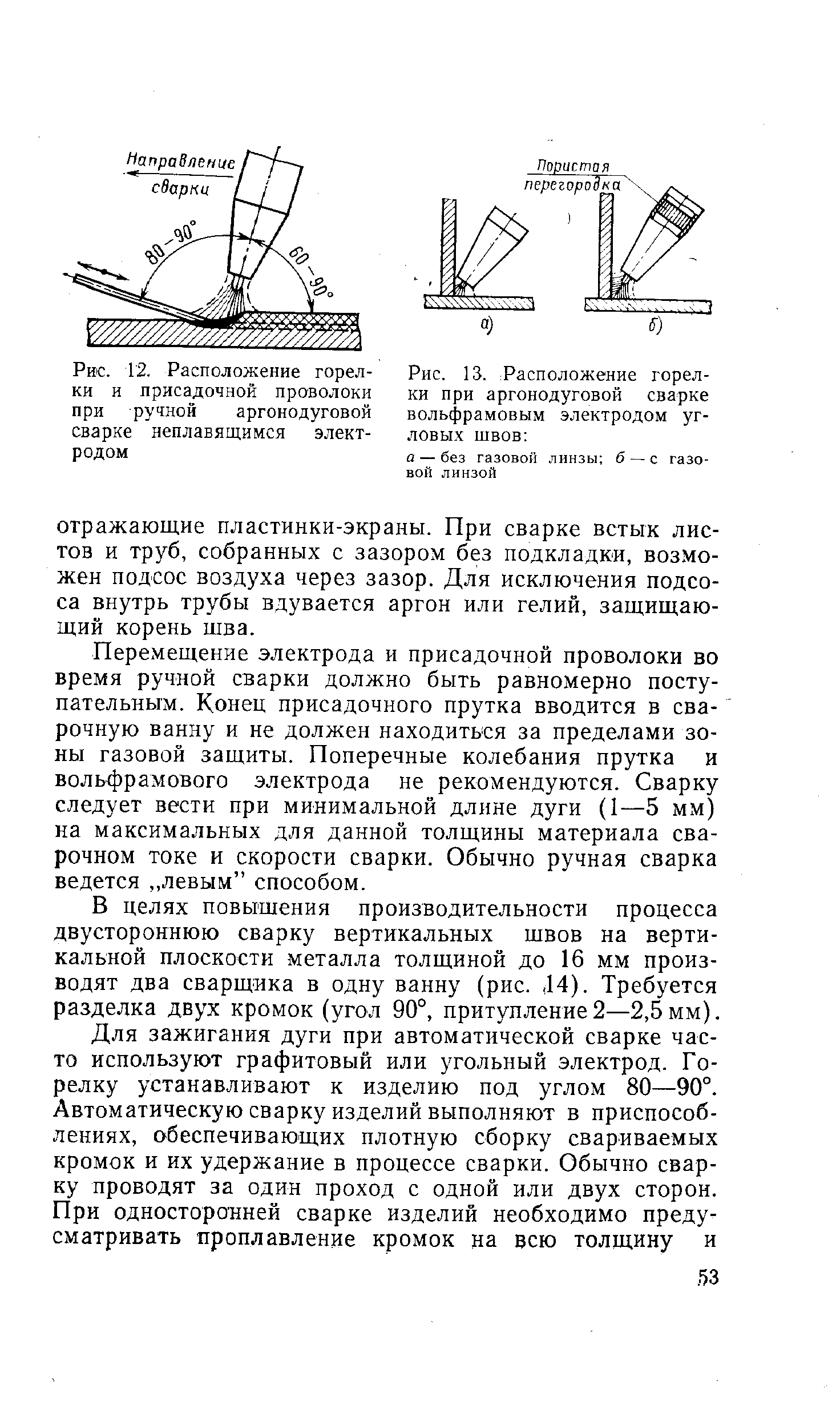
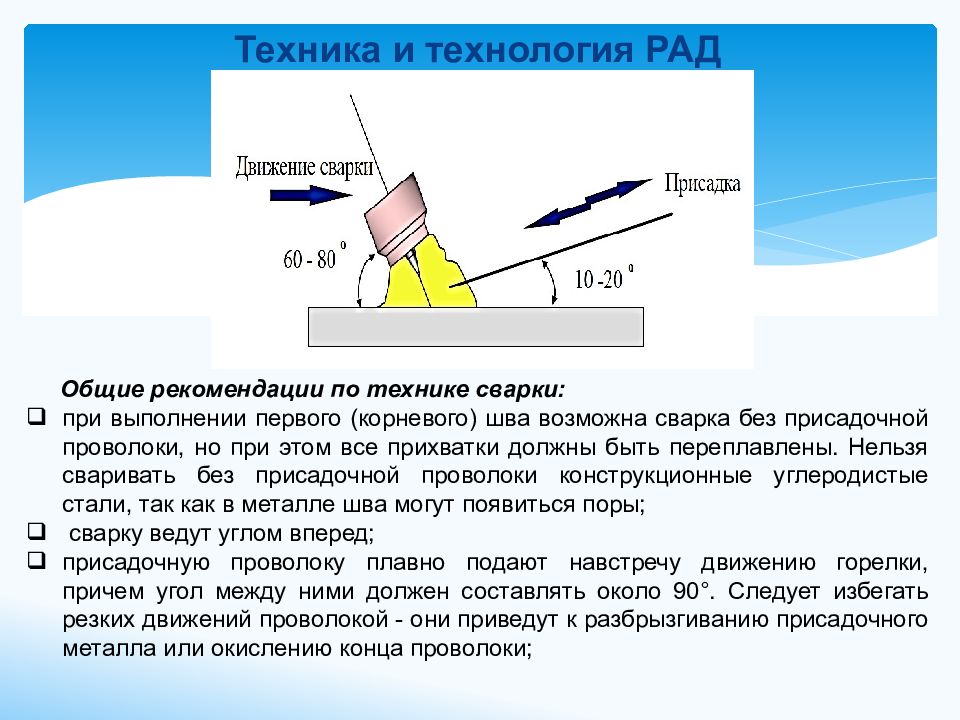
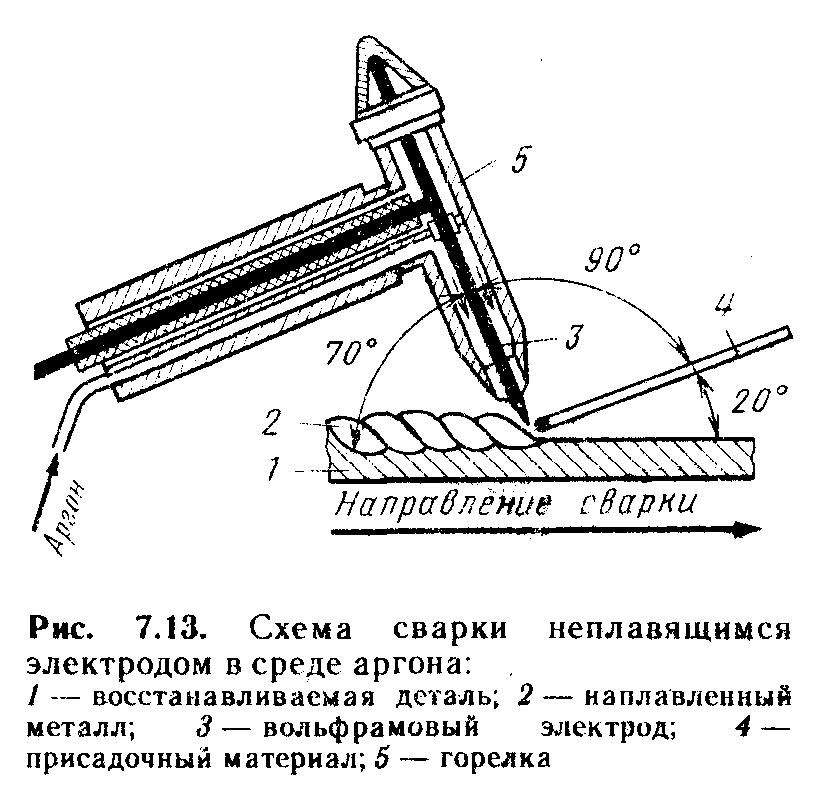
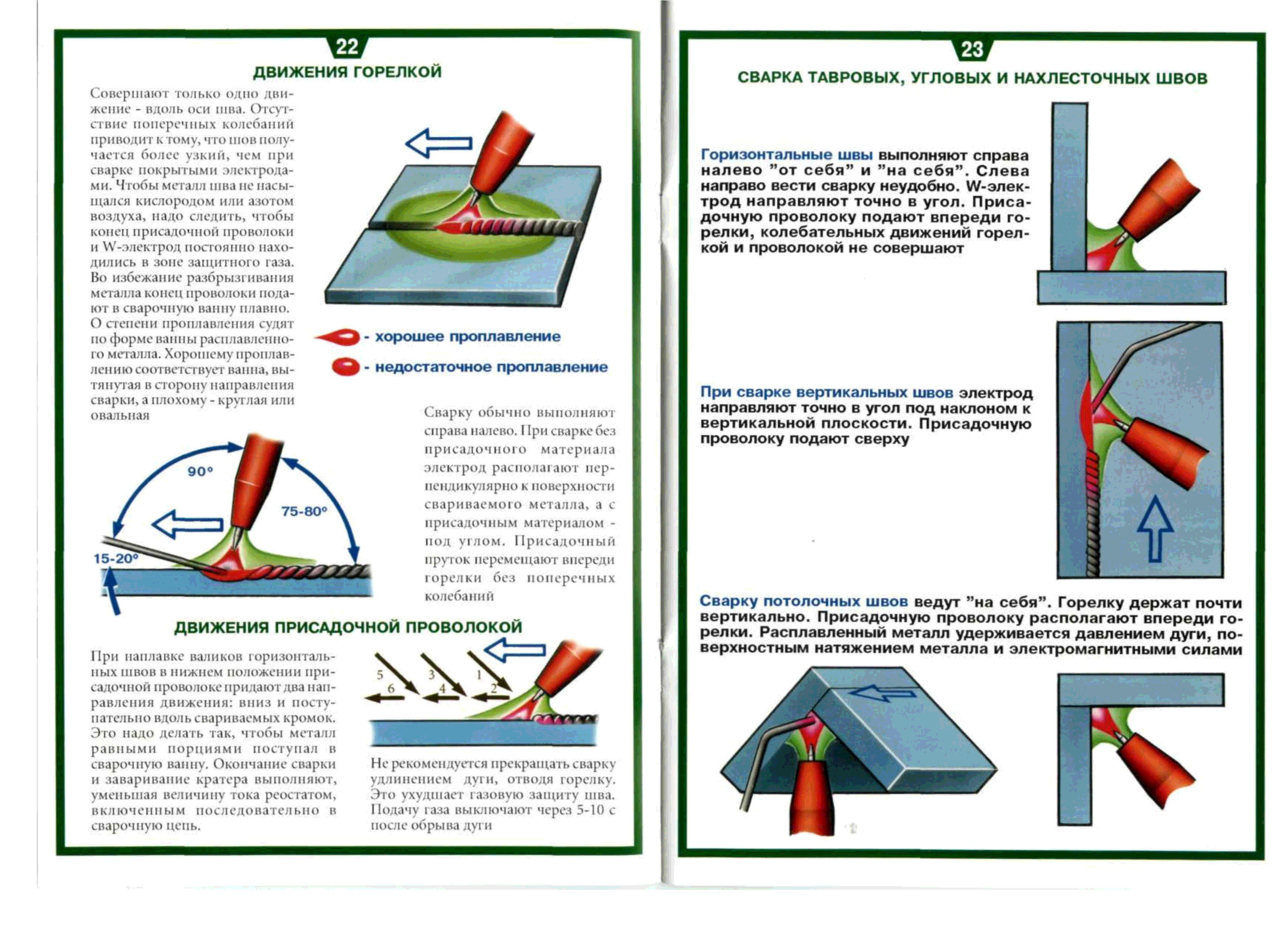
При ручном методе существуют следующие требования к процессу сварки:
- Сваривание надо выполнять в направлении справо налево.
- При сварке тонких изделий, расположение горелки должно быть под углом равным 60 градусов относительно поверхности изделия.
- Для деталей большей толщины угол должен равняться 90 градусов.
- На выбор метода введения присадочной проволоки влияет толщина изделия. При тонколистовом металле — проволока вводится при помощи поступательно-возвратных колебаний. Если детали имеют большую толщину, движения должны быть поперечно-поступательными.
При полуавтоматическом и автоматическом методе требования к сварке следующие:
- При сварке полуавтоматическим и автоматическим методом, направление должно способствовать движению присадочного прутка впереди дуги.
- Электрод из вольфрама должен быть размещен перпендикулярно к свариваемым поверхностям. Присадочная проволока и электрод располагаются также под прямым углом.
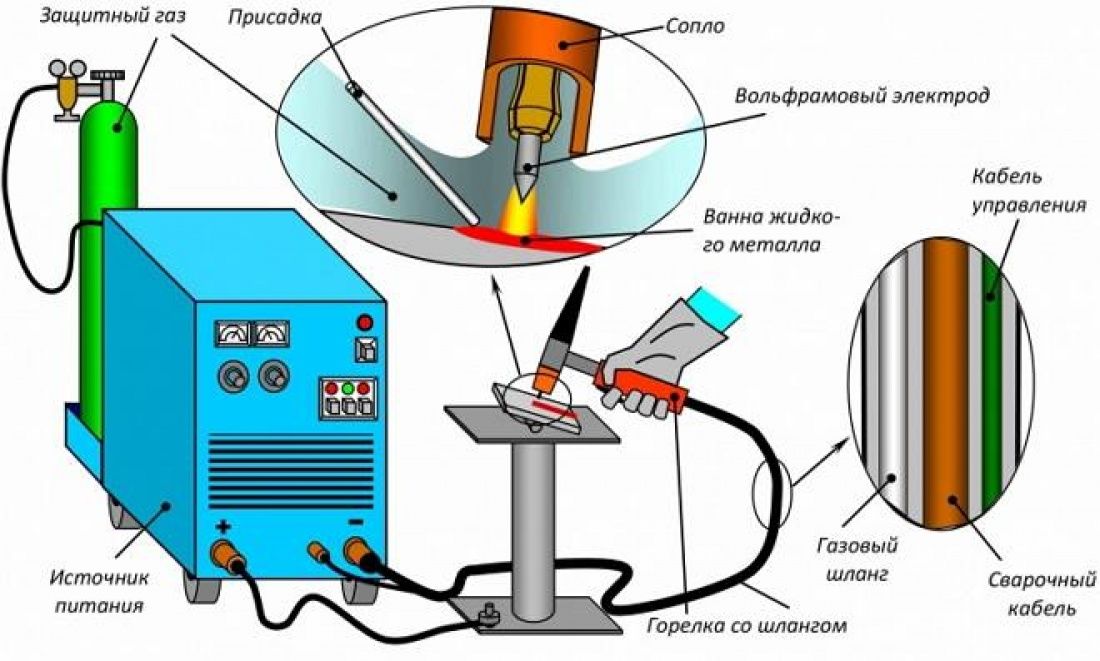
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.

Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.
Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
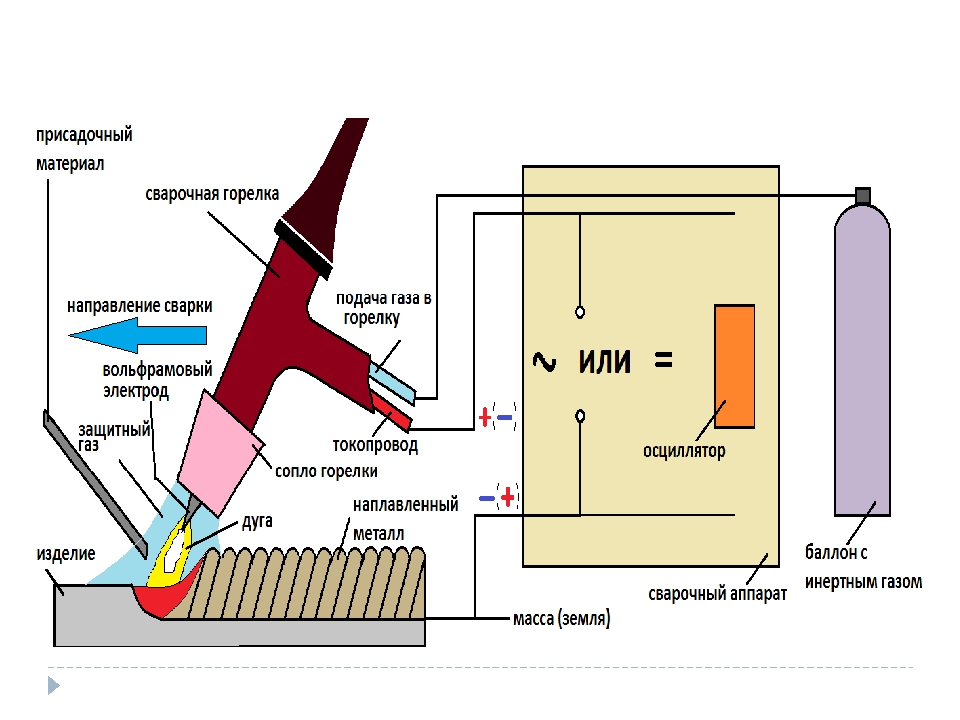
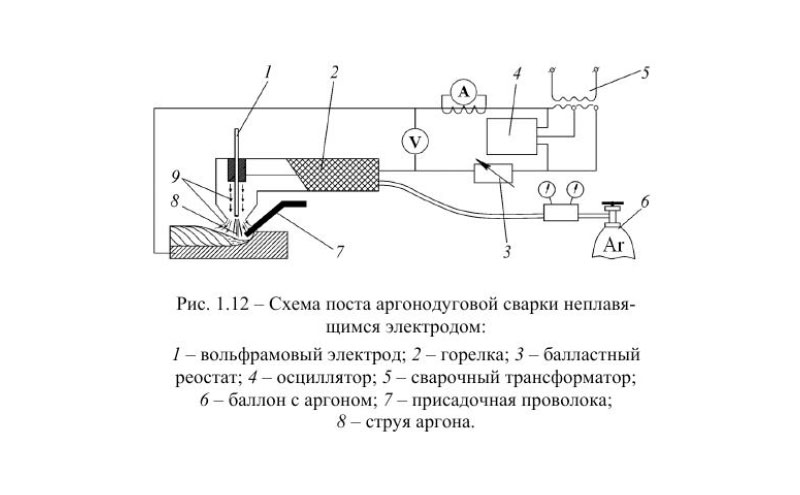
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
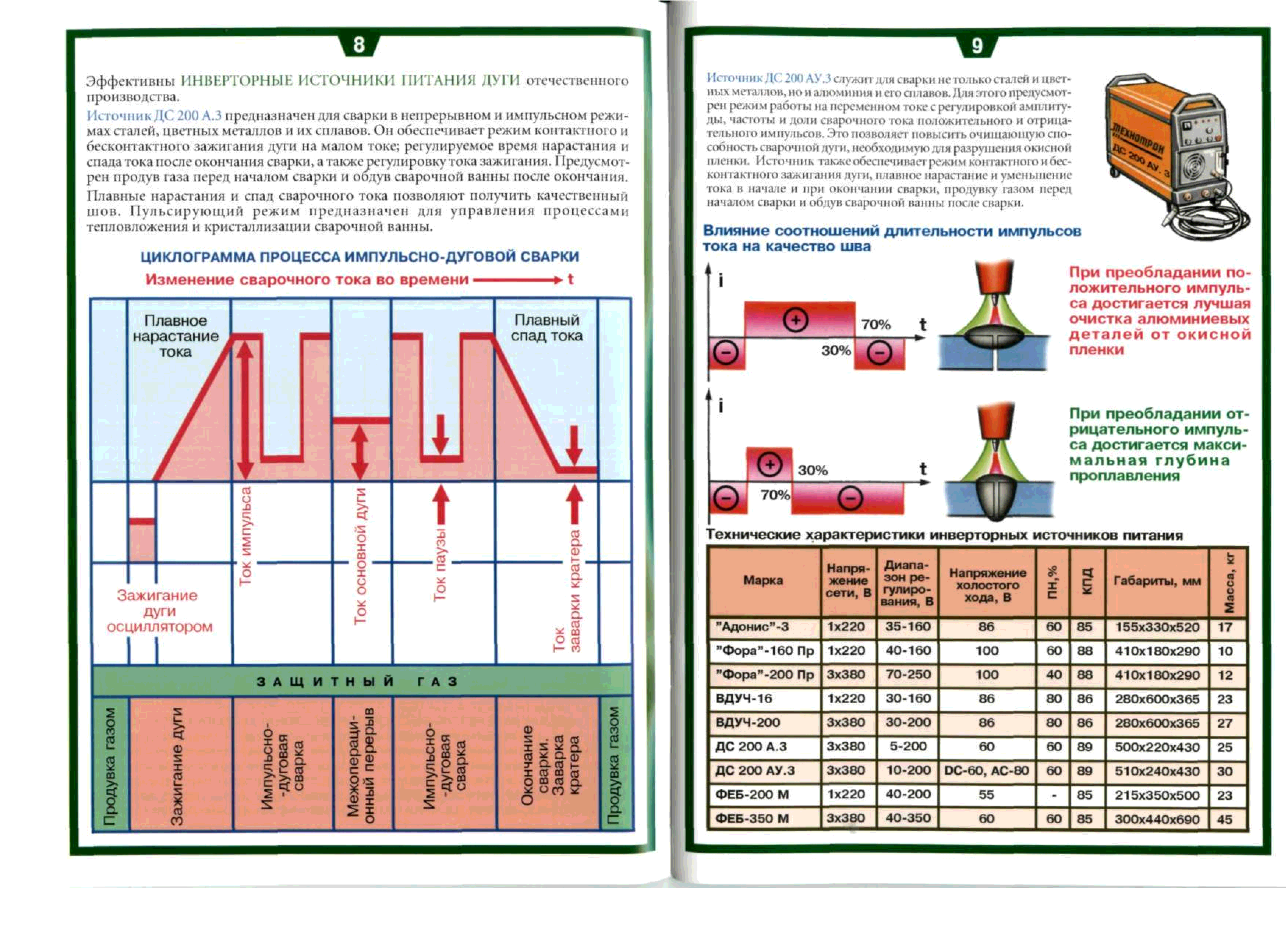
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.