
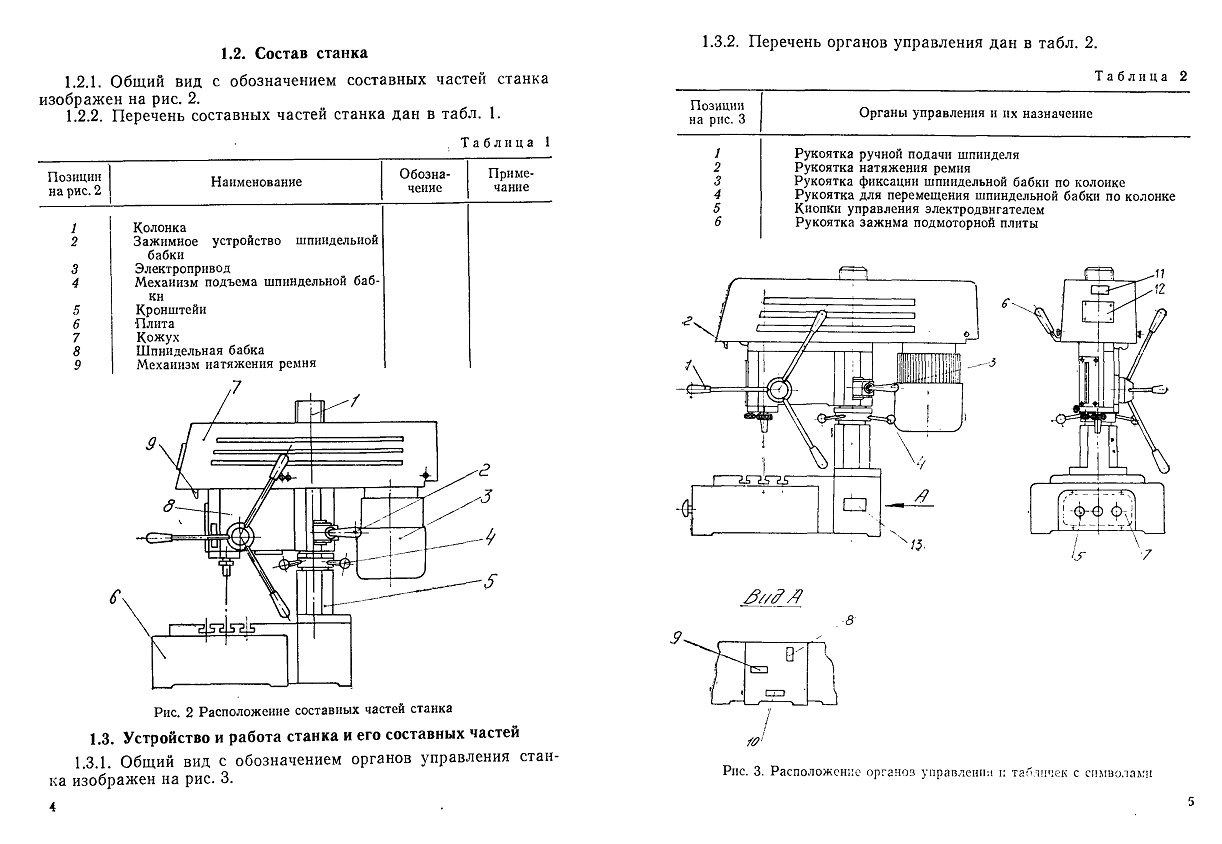
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.
Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
ВАЖНО ЗНАТЬ: Работа фрезерных станков с ЧПУ по металлу
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
Лучший сверлильный станок по бетону

KS-350 – обновленная и модернизированная модель сверлильной машины по бетону. Относится к классу профессионального оборудования.

Характеристики:
- мощность – 330 Вт;
- скорость работы сверла – 100-650 об/мин;
- масса – 34 кг;
- размеры − 105*38*25 мм.
Плюсы:
- диаметр проделываемых отверстий – 5-35 см;
- электронная и механическая защита электродвигателя;
- трехскоростной редуктор;
- плавная регулировка скорости сверления;
- корректировка угла наклона станины;
- уровень;
- редуктор каретки двухсторонний;
- базовая плита фиксируется анкерами или вакуумом;
- подача хода роликового характера.

Минусы:
- подобная модель собирается по заказу потребителя;
- оператор и слесарь должны обладать определенными знаниями и опытом;
- комплектующие, расходные материалы только под заказ;
- сравнительно большая стоимость;
- издает шум и вибрации при работе.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
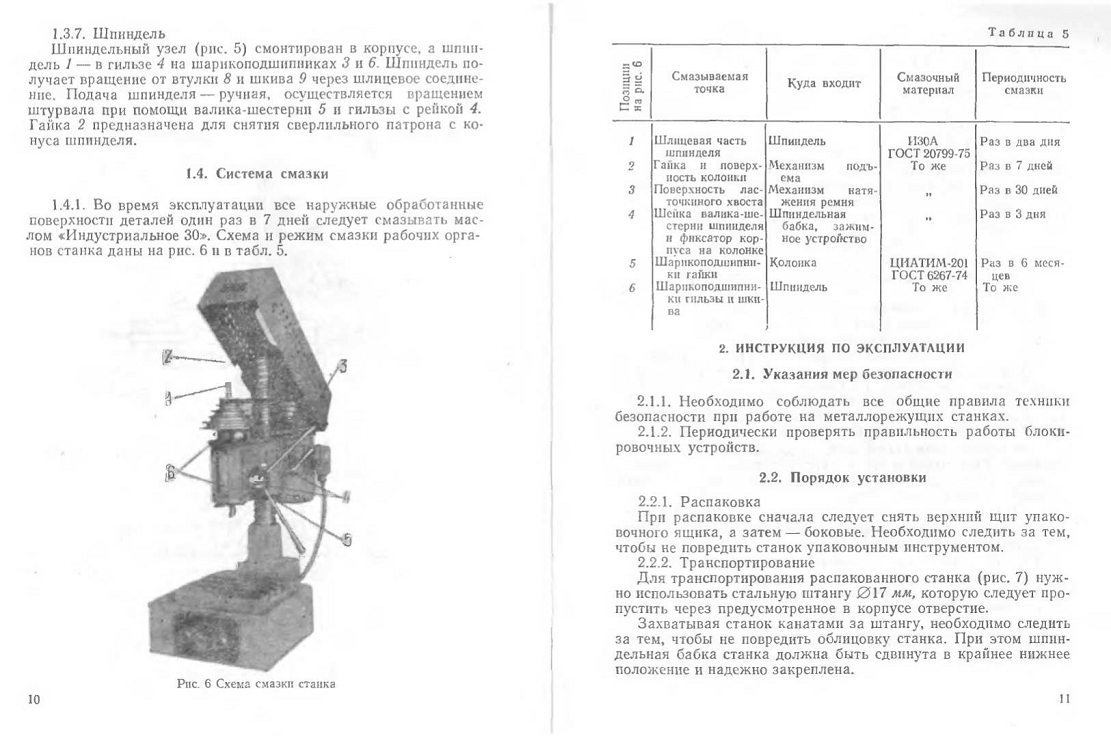
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.



При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
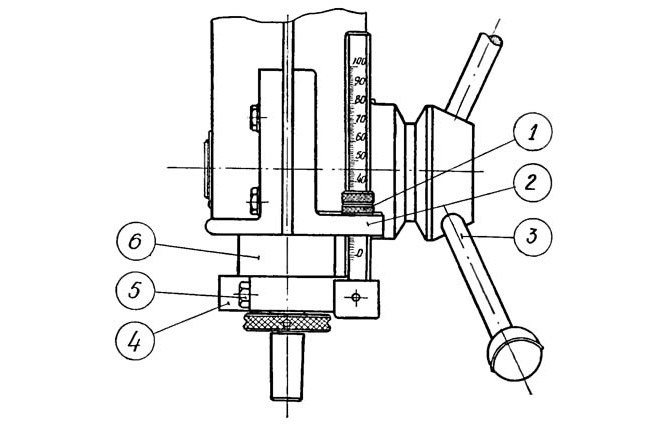
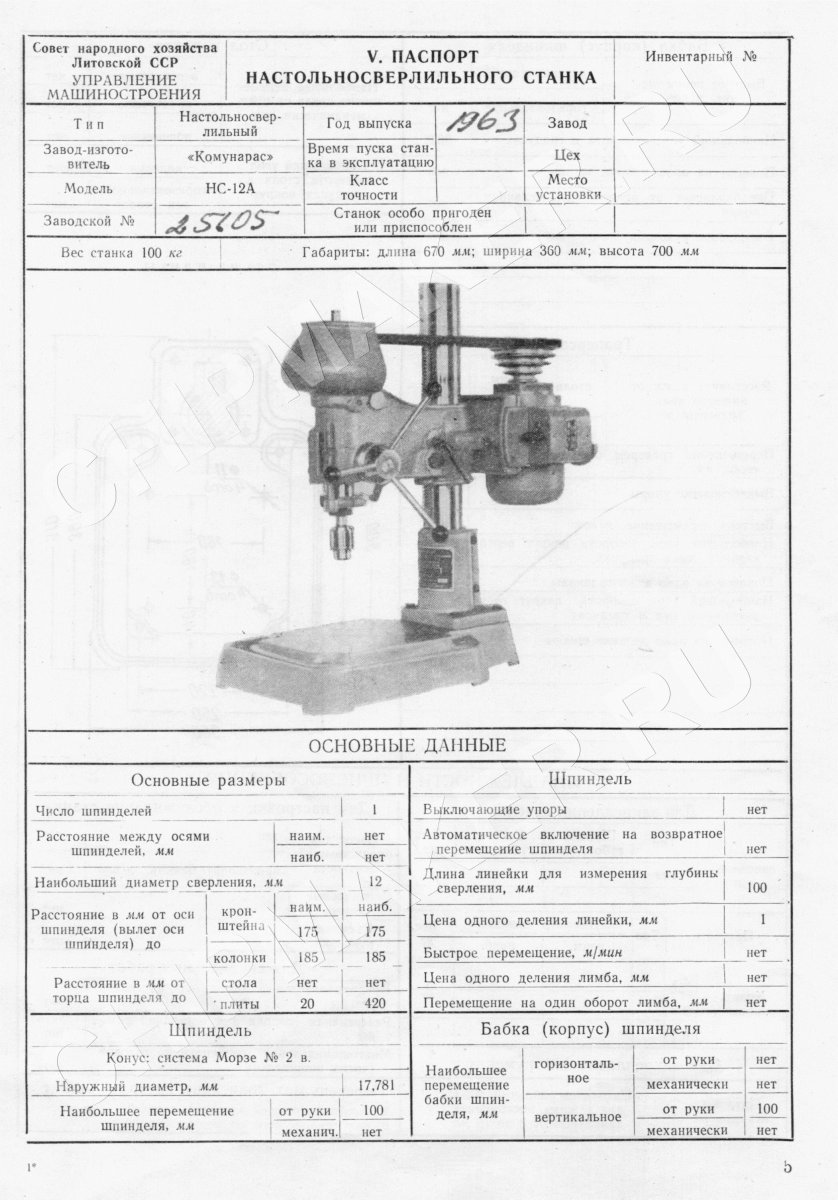
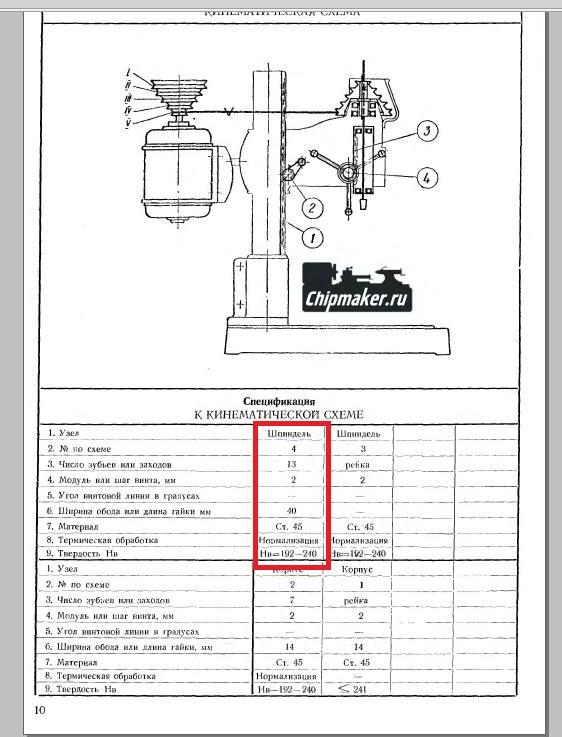
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
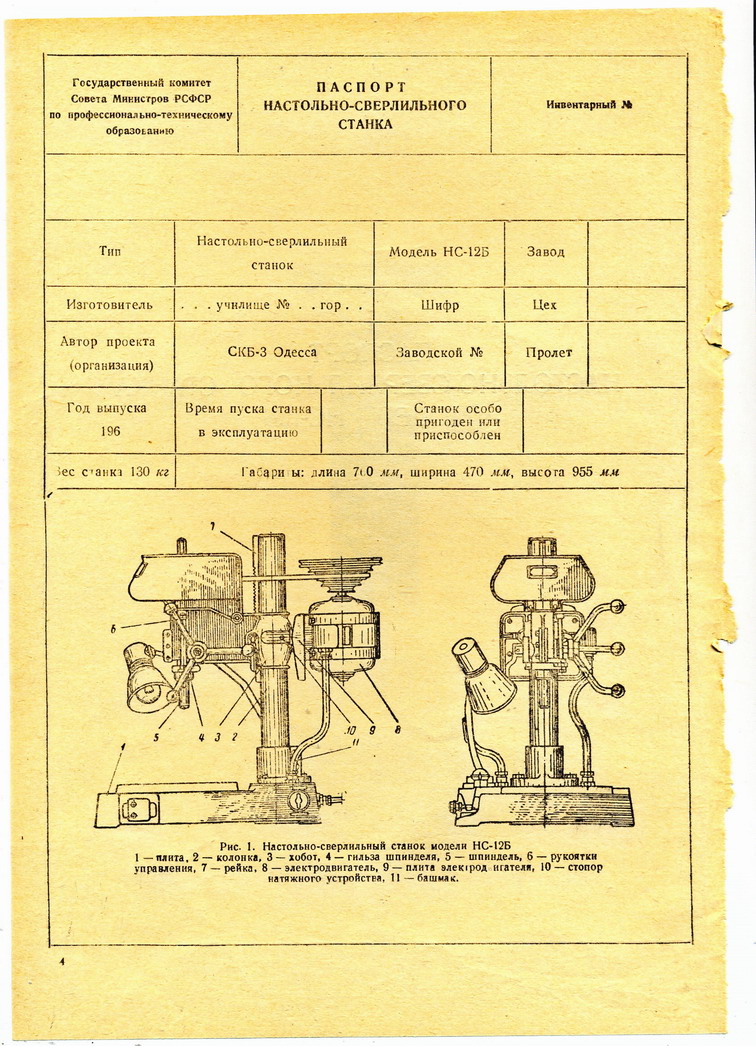
2СС1М станок сверлильный настольный. Паспорт, схемы, характеристики, описание
Производитель настольного сверлильного станка модели 2СС1М: Саратовский завод тяжелых зуборезных станков.
Станки, выпускаемые Саратовским заводом тяжелых зуборезных станков
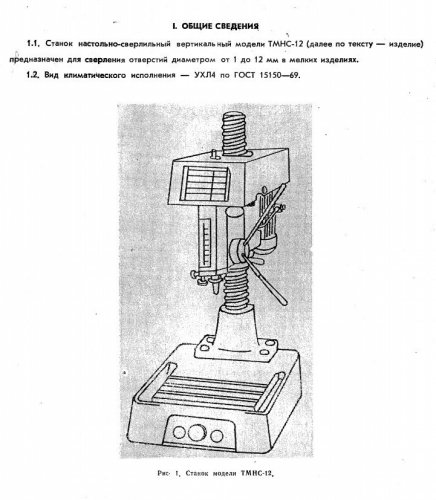
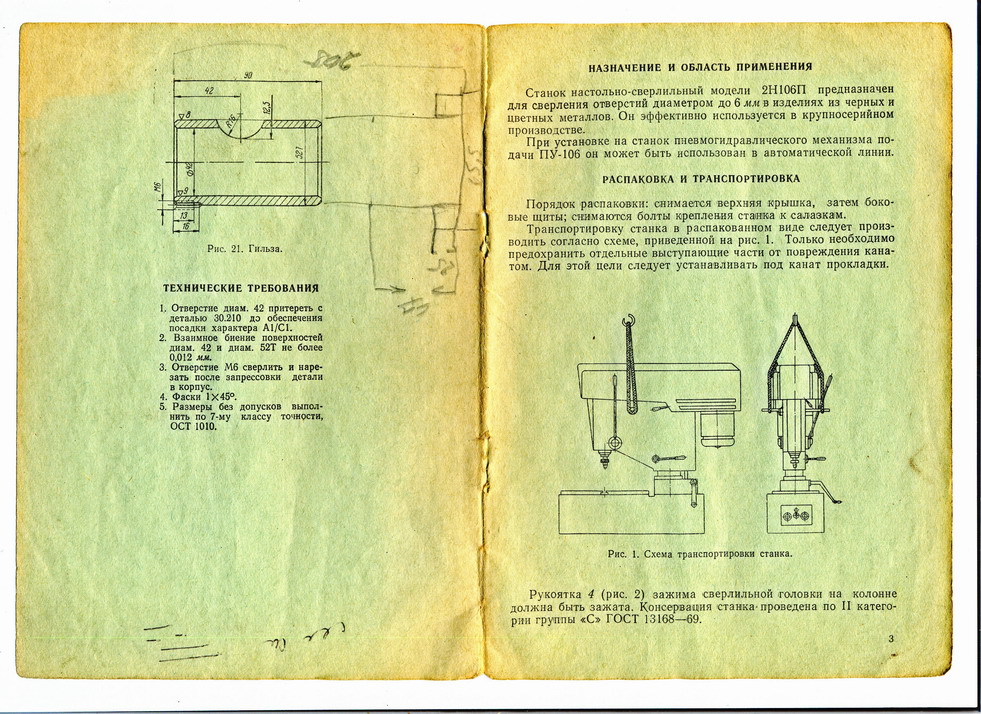
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
На станке 2сс1м возможно, также, фрезерование неметаллических материалов концевыми фрезами.
Изготовитель — Саратовский завод тяжелых зуборезных станков.
- Максимальный диаметр сверления: Ø 6 мм
- Наибольшая глубина сверления: 70 мм
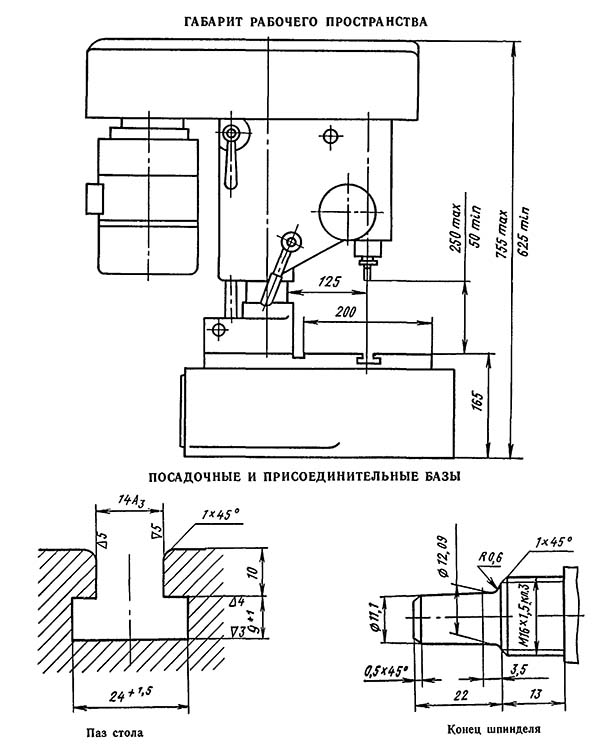
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 250 мм
- Пределы чисел оборотов шпинделя в минуту — (3 ступени) 600, 1000, 1600 об/мин
- Конец шпинделя — В16, наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 10-В16 или Патрон 13-В16 по ГОСТ 8522-79
- Мощность электродвигателя: 0,18 кВт
- Масса станка: 53 кг
Шпиндель станка 2СС1М получает 3-и скорости вращения от трехступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 600 до 1600 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В16 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 15,733 мм.
Укороченному конусу В16 соответствует сверлильный трехкулачковый патрон 10-го и 13-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима 1..10 мм и 1..13 мм соответственно.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 10, с присоединительным конусным отверстием В16:
Патрон 10-В16 ГОСТ 8522-79
Патрон 13-В16 ГОСТ 8522-79
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953 Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522 Патроны сверлильные трехкулачковые.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
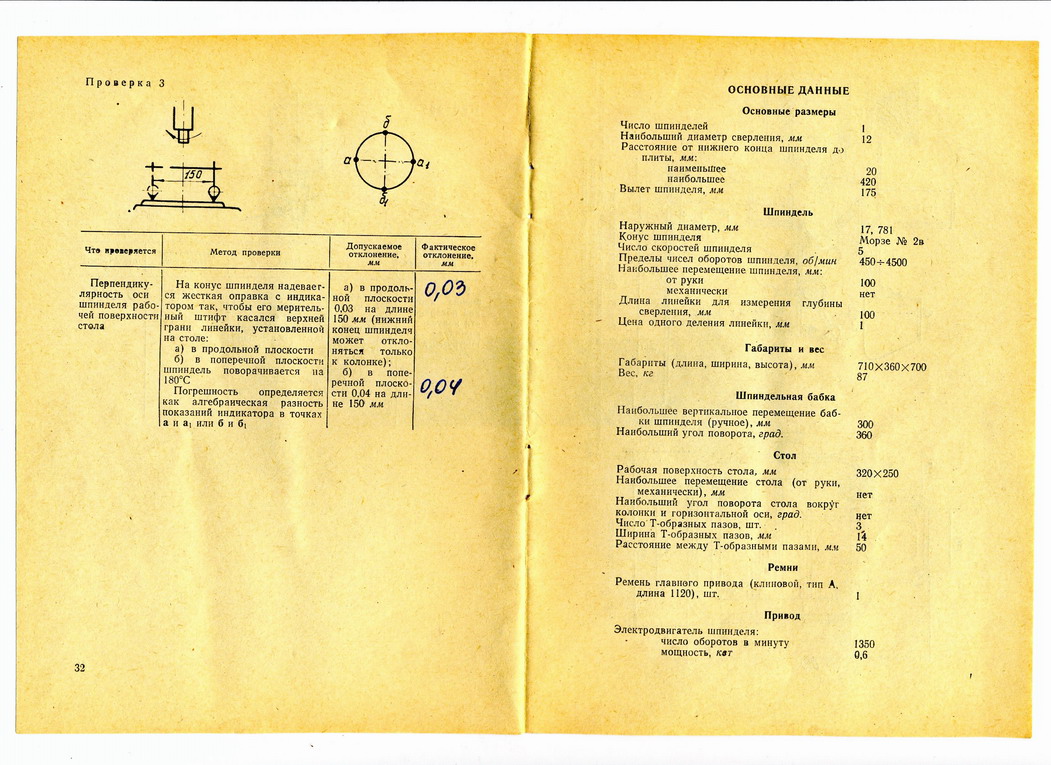
Отсчет глубины сверления производится по лимбу, установленному на вале-шестерне. Цена деления лимба — 1 мм подачи сверла.
Конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов.
Сверлильный станок 2СС1М позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Частота вращения шпинделя зависит от диаметра сверла, установленного в патрон:
- 1..5 мм — 1600 об/мин
- 5..7 мм — 1000 об/мин
- 7,5..13 мм — 600 об/мин
Сверление отверстий больше 6 мм производится с последующим рассверливанием.
С увеличением твердости обрабатываемого материала частота вращения должна быть снижена.
Фото сверлильного станка 2СС1М
Фото сверлильного станка 2СС1М
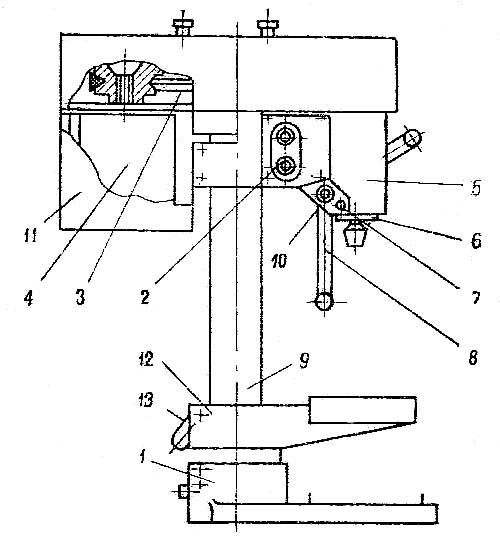
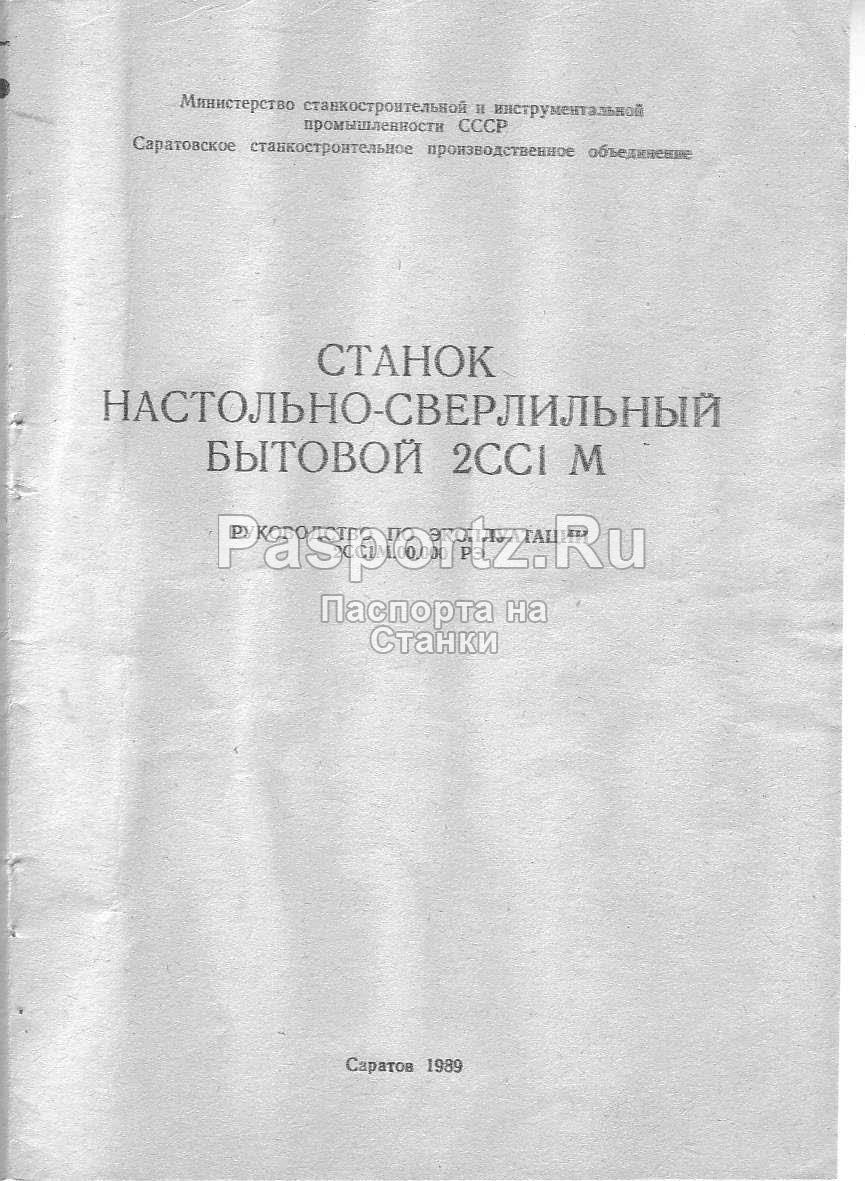
Расположение составных частей сверлильного станка 2СС1М
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.

Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
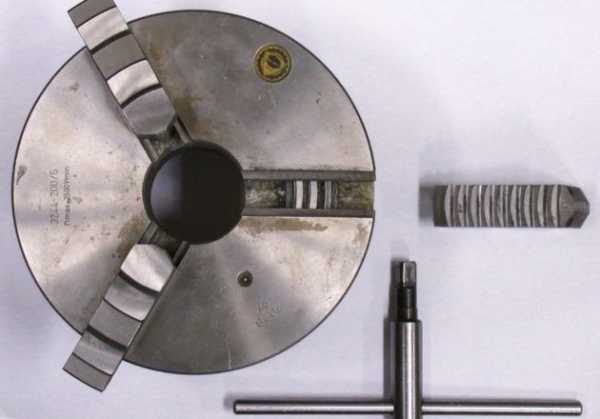
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
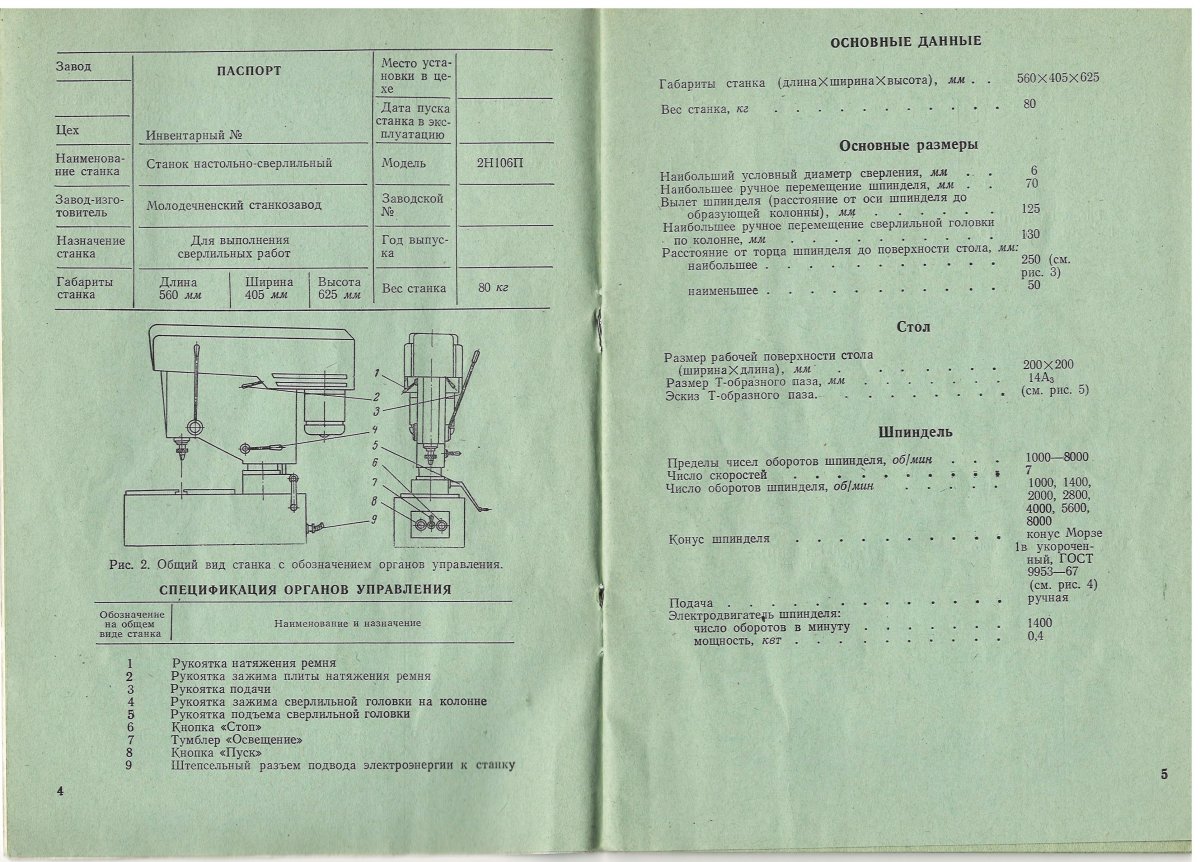
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
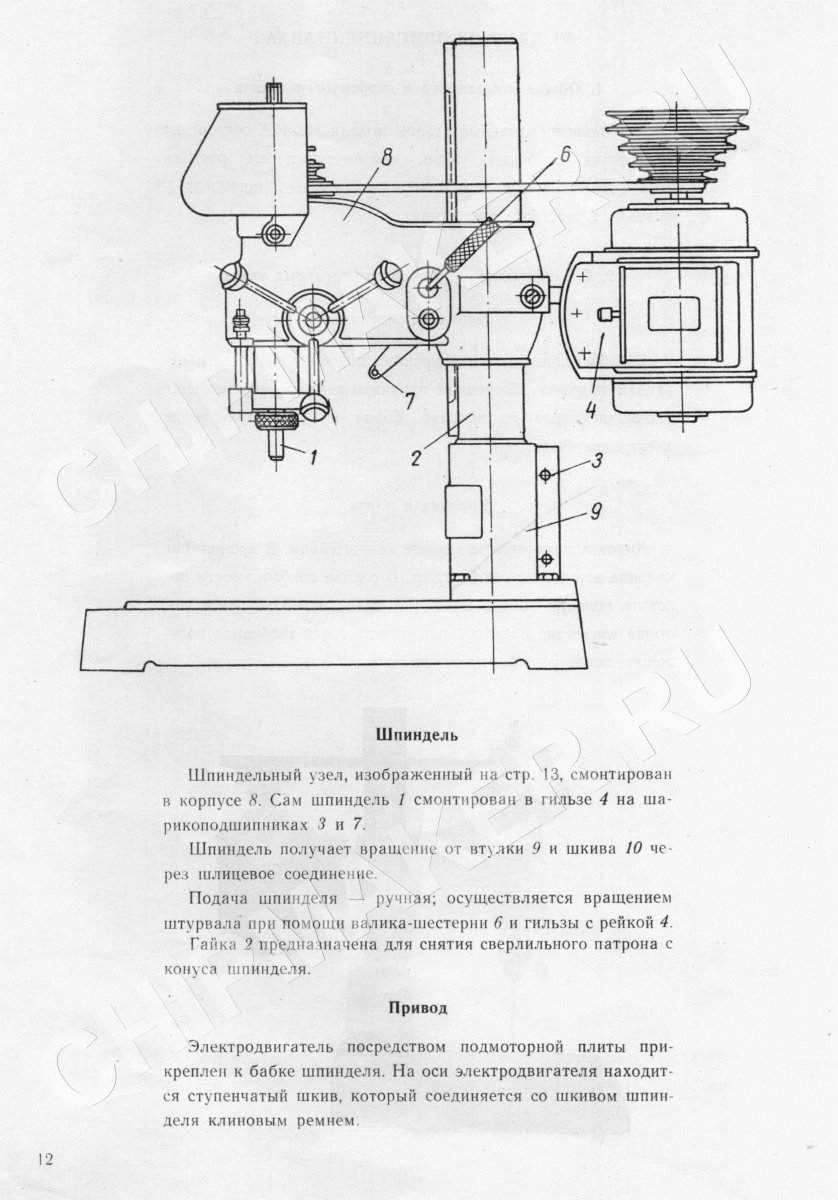
Описание устройства
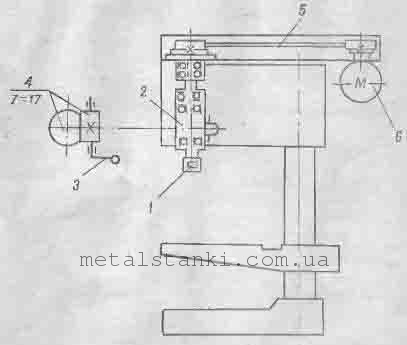
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.

Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
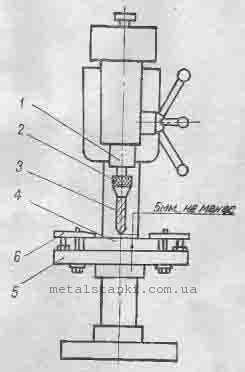
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.

Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
Сверлилка 2СС1М — Восстановление и доработка
однофазный это движок.180Вт 1400 об\мин.на некоторых стиралках старых советских такой стоял.как мне помнится-кондеров ему не надо,там пусковая обмотка,ПНВСкой он пускался(у моего деда наждак из такого движка был).хотя возможно.были такие и с конденсатором.
куда столько? 0,37КВт с головой достаточно вполне такому станочку.на старой работе был такой станочек с 0,25КВт трехфазным мотором.13мм сверлом сталь сверлил вполне уверенно
крайне сомневаюсь,что вы сможете надавить на сверло с такой силой ,чтобы у асинхронного движка обороты валиться начали.если есть желание регулировать обороты не мереставляя ремни-нужен частотный преобразователь.он же вам из одной фазы 3 сделает(если 3фазной сети нет). как пример https://ru.aliexpress.com/item/32843877114.html?ZqDDa2g0o.productlist.0.0.6e335a5dA551FY&algo_pvid=2a435a7f-33a5-4d19-9fc0-006435e4c85c&algo_expid=2a435a7f-33a5-4d19-9fc0-006435e4c85c-18&btsid=23711b2c-6219-45c7-9ced-737ab457069b&ws_ab_test=searchweb0_0,searchweb201602_10,searchweb201603_55
для этого надо будет выточить новый шкив ведомый под ремень PJ профиля,сделать движку кожух с вентилятором и собрать регулятор с обратной связью.при халявном движке есть смысл,если же все покупать-асинхронник с частотником быстрее и проще
вы прикалываетесь?это вообще не отклонение.
прогрейте,чтобы влага вся испарилась и маслом смажьте
электролизом.и краска и ржавчина слазит только вперед.
«улыбку» на столе неплохо было бы бы заварить.Изменено 26 октября, 2021 пользователем amatol
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.

Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
2CC1 принят на службу – Сверлильные станки
Приобрел сверлилочку. В рабочем состоянии. Подржавевшую от уличного хранения.

В настоящий момент уже работает.
Что проделано:
Отмыт. Укорочен – двигатель переустановлен над колонной для экономии места. Шкивы проточены и избавлены от биений. Установлена ручка пиноли. Заменен патрон.
В планах: Оч хочется реализовать механизированный подъем стола. Не нравится подъем руками. А с учетом небольшого хода пиноли это становится совсем неудобным! Кто-нибудь делал подъем стола с нуля? Какую схему посоветуете выбрать? Зубчатая рейка + звездочка или резать шипы прямо на колонне?
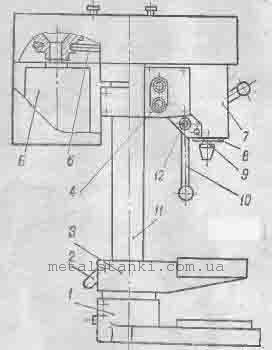
Общий вид
Конструкционные особенности агрегата
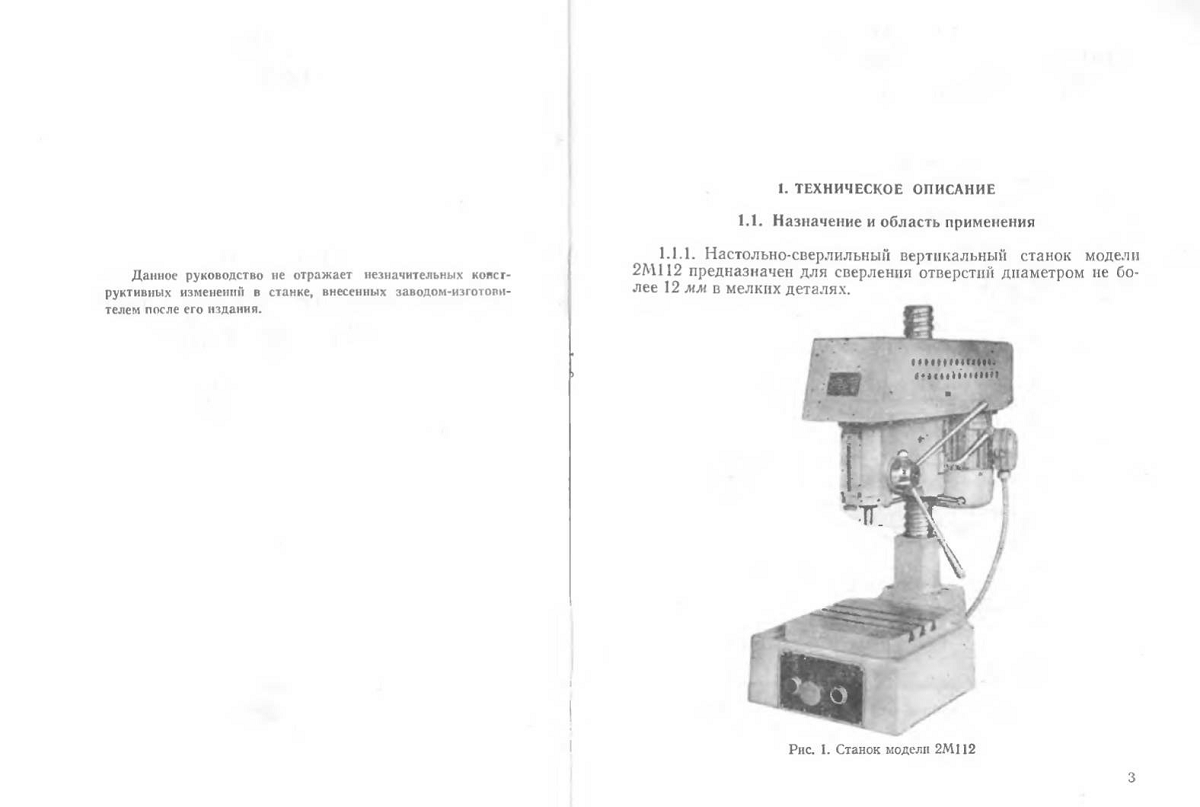
Основные элементы конструкции, которыми обладает вертикальный сверлильный станок 2М112, следующие: рабочая плита, несущая колонна, корпус силового агрегата, электромотор мощностью 550 Ватт, элемент, приводящий шпиндель в движения, фиксатор шпинделя, кронштейн, ремни для натяжения передачи и защитный кожух.
Также присутствует вынесенная на корпус станка кнопка для включения и выключения электромотора. Регулировка положения рабочей плиты осуществляется с помощью расположенного на ней фиксатора.
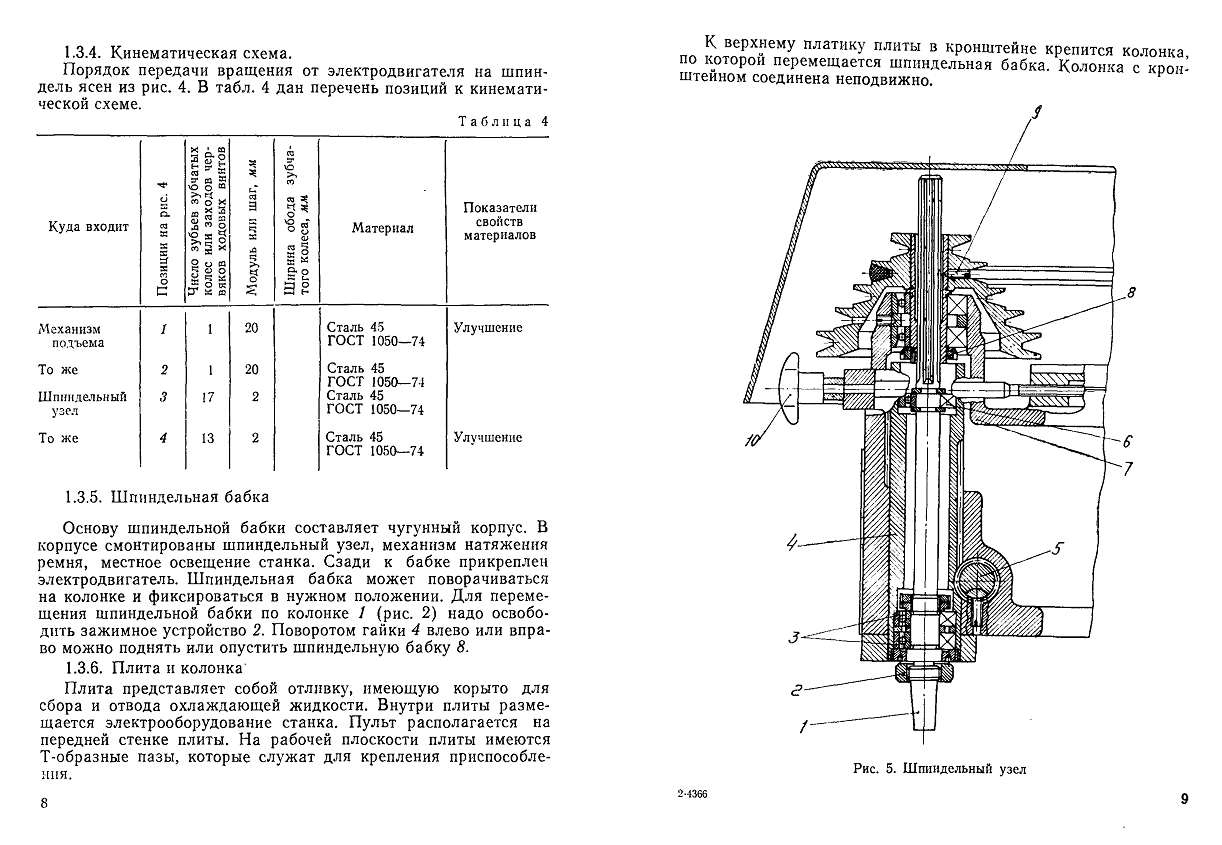
Механизм регулировки передачи оборотов двигателя
Шпиндель станка расположен в литом чугунном корпусе, что исключает возможность его механического повреждения вследствие внешних факторов. В самом корпусе, помимо шпинделя, расположена система натяжения ремней передачи, шпиндельный узел, и элемент, соединяющий шпиндель с электроприводом.
Настольный сверлильный станок 2М112 оборудован системой освещения рабочей панели, что позволяет эффективно работать даже в помещениях с плохим освещением. к меню
Преимущества и недостатки
Высокая популярность данного агрегата на территории стран бывшего СССР обусловлена наличием у 2М112 ряда важных преимуществ, которые делают его использование предпочтительнее, чем использование конкурентных устройств от иностранных производителей.
Даже если данный агрегат выходит из строя полностью, и не подлежит ремонту, что случается крайне редко, большинство профессионалов предпочитают заменить его на аналогичный станок, а не приобретать низкокачественные китайские модели, либо хорошие, но чрезмерно дорогие европейские устройства.
Агрегат 1989 года выпуска — заводские характеристики
Рассмотрим преимущества, которыми обладает вертикальный сверлильный станок 2М112, более детально
- Выносливость – у данного агрегата действительно впечатляющий рабочий ресурс, который позволяет ему эффективно функционировать при самых жестких условиях эксплуатации.
- Простота конструкции – станок не требует никакого сложного ухода и технического обслуживания.
- Ремонтопригодность – простота конструкции обуславливает высокую ремонтопригодность 2М112, при этом, любые детали для данной модели присутствуют на рынке в огромном количестве.
- Мощность – электродвигатель на 550 Ватт полностью удовлетворяет потребности мелкосерийного производства и бытового использования.
- Стоимость – вертикальный сверлильный станок 2М112 обладает лучшим из доступных на рынке соотношением цены и технических характеристик.
Не обделена данная модель и недостатками, которые, по большей мере связанны с очевидным моральным устареванием агрегата.
Поскольку 2М112 проектировался еще в Советском Союзе, свыше тридцати лет назад, вполне очевидно, что он будет уступать современным аналогам по точности и эффективности работы. Аппарат 2М112 не способен обеспечить продуктивность, которую могут выдавать японские, либо немецкие сверлильные станки.
Также он уступает им в компактности и удобстве работы, однако, если вы ищите недорогой, надежный и выносливый настольный вертикальный сверлильный станок, и технические характеристики 2М112 вас устраивают, то можете быть уверенными – лучшего варианта попросту не существует. к меню
к меню