
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.
Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.
Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Безопасность при исполнении сварочных работ
- Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.
- Во время проведения работ нужно использовать все необходимые для сварщика средства личной защиты. К ним относятся специальная невозгораемая одежда, обувь, кожаные или брезентовые рукавицы, сварочная маска или щиток, а в отдельных случаях респиратор (при сварке оцинкованного металла).
- Все стыки сварочных кабелей должны быть изолированы, и их изоляция не должна иметь повреждений. Если повреждения будут обнаружены при визуальном осмотре, их требуется немедленно заизолировать.
- На рабочем месте не должны находиться какие-либо легко возгораемые материалы и вещества.
Разновидности: разборные, модульные и другие
В зависимости от конструктивных особенностей свариваемых деталей, производственных условий и других технологических факторов, столы имеют определенные отличия, что позволяет выделить их основные виды.
Модульные. Принципы модульной конструкции сварочных столов позволяют изменять их рабочую поверхность под каждую конкретную обрабатываемую деталь. Причем, рабочее пространство приводится в нужное положение достаточно быстро.
Видео
Универсальные. Такие сварочные столы позволяют решать разные производственные задачи на отдельно взятом рабочем месте. Конструкция базисного основания позволяет устанавливать самую разную оснастку для крепления деталей различных форм, включая объемные изделия. Далее можно производить сварочные работы, зачистку изделий, механическую обработку и другие технологические операции.

Поворотный круглый стол Слот-Стол серии ПСТ используется для сборки, сварки, зачистки и иного позиционирования заготовок. Фото Техновелд
Сборно-разборные. Конструкция позволяет разобрать оборудование на мелкие составляющие, а затем без проблем собрать его снова. Это значительно облегчает транспортировку стола на большие расстояния.








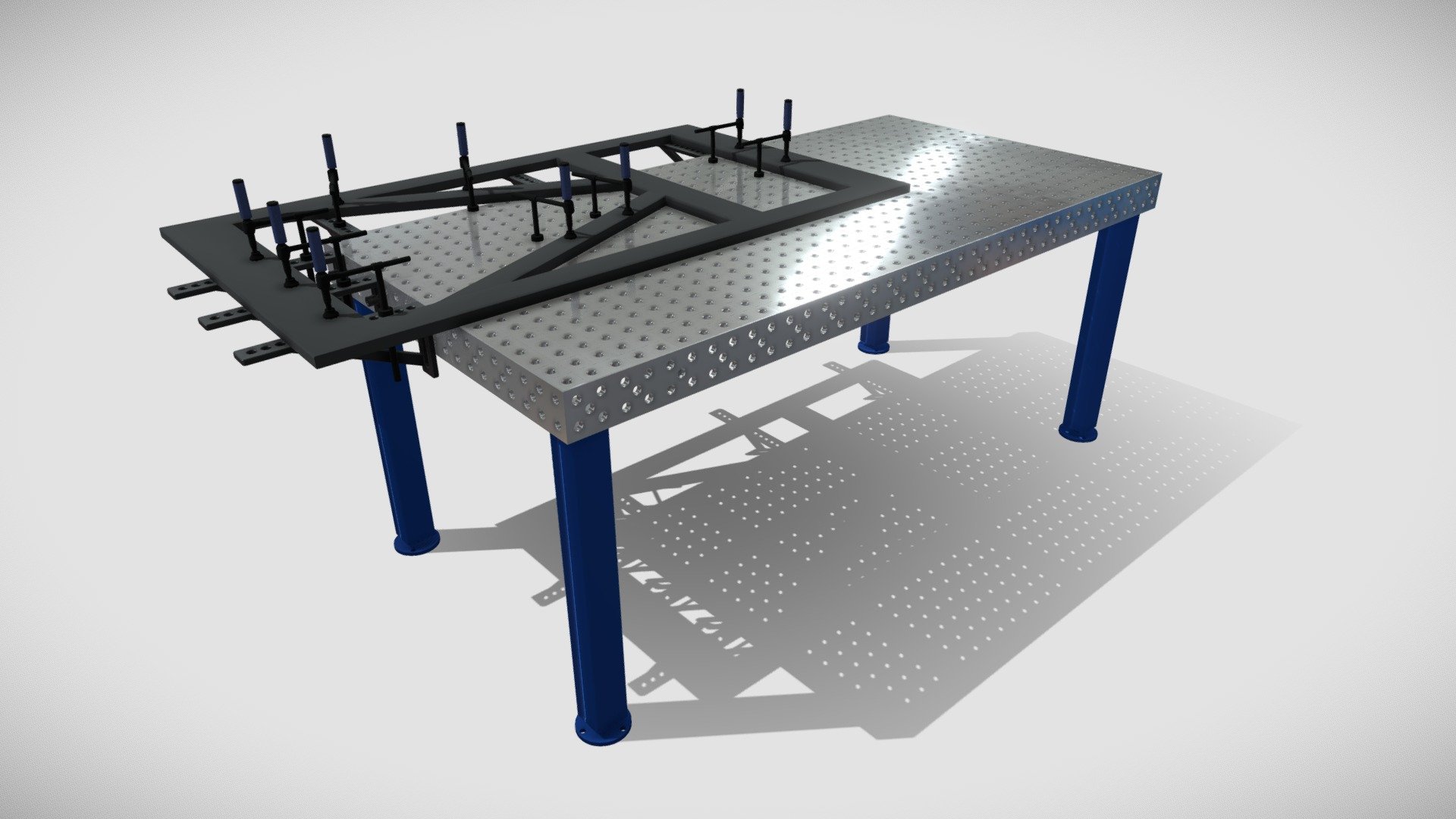
С координатной сеткой. Наличие рисок в виде координатной сетки на рабочей поверхности облегчает установку сборочной оснастки и свариваемых деталей. Любая из рисок может служить базой для установки, что сокращает время на использование дополнительных упоров.

Пятисторонний 3D-стол TEMPUS SSTW 75-105/35M азотированный, с координатной сеткой. Фото МОССклад
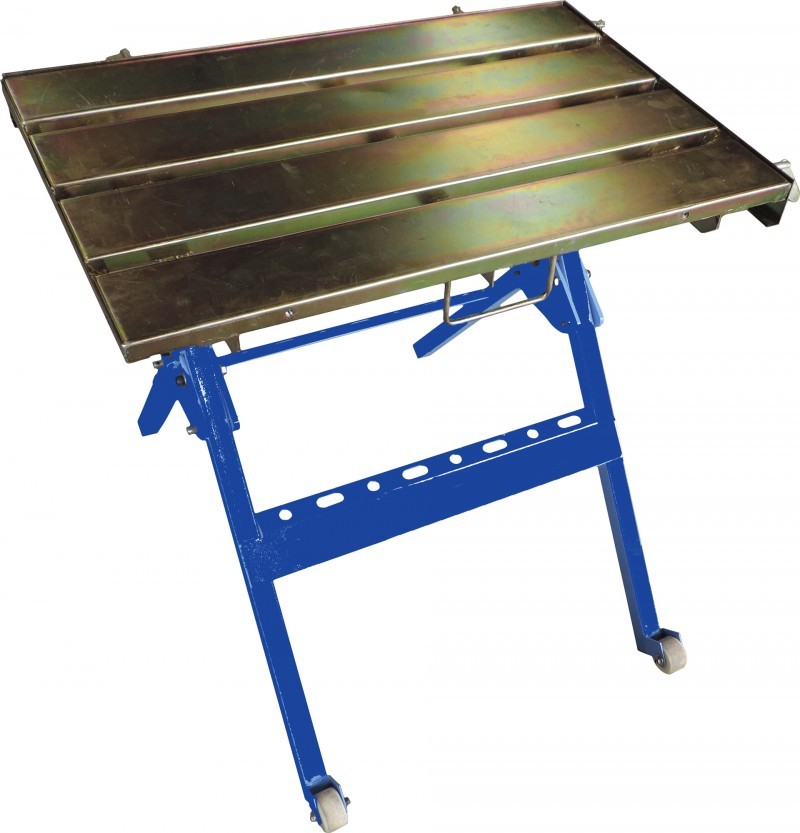
Передвижные. Производственные условия часто требуют производить сварку в строго установленном месте. Такую возможность дают передвижные столы. Наличие на опорах специальных колесиков с тормозами позволяет легко перемещать стол в нужное место.

Мобильный стол SibarWelding. Фото БелСваМо
На рельсовом пути. При производстве длинномерных стальных конструкций, может применяться сварочное оборудование на рельсовых путях. Рельсы проходят нивелировку и устанавливаются в качестве базовых элементов оснастки для производства вагонов, мостов, перил и других подобных объектов. Смонтированные на них сварочные столы передвигаются друг за другом и фиксируются в нужном месте с помощью специальных упоров.

Сварочный стол на рельсовом пути. Фото Техновелд
Поворотные. Применение поворотного стола позволяет сварщику выполнять обработку, даже габаритных заготовок, не меняя своего положения на рабочем месте. Это дает возможность наилучшим образом расположить вспомогательную оснастку для постоянного и комфортного пользования. Поворотные столы позволяют механизировать сварочные работы с применением автоматов и полуавтоматов.

Поворотный сварочно-сборочный стол с наклонной плитой. Фото Техновелд
С вращающейся рабочей плитой. Габаритные ограждения, прямоугольные рамы удобно варить на оборудовании с вращающимся рабочим основанием. Если не создавать вращение таким заготовкам, то до некоторых мест сварщику добраться будет очень трудно. Необходимо в таких случаях переустанавливать заготовку, что значительно усложняет сварочный процесс.
С гидроприводом. Гидропривод используется для подъема/опускания сварочных плит с массивными заготовками. Это дает возможность сварщику производить работы на разных уровнях по высоте, оставляя крепления в одном и том же положении.
С вытяжкой. Местный отсос — наиболее эффективный вариант для очищения рабочей зоны сварки от вредных веществ. При минимальном расходе воздуха удаляется максимум токсичных сварочных газов. Конструктивно на сварочных столах местная вытяжка выполняется в виде зонтов или всасывающей трубы с фильтрующими элементами из материала, который растягивается и гнется с целью лучшей установки в зоне сварки
Важно, чтобы вытяжное устройство не мешало сварщику при работе
Виды сварочных столов
Большинство самодельщиков абсолютно уверены в том, что работать сварочным аппаратом можно и на обычном верстаке или даже на бетонном полу. Опытные мастера способны работать сварочным инвертором, что называется, «на коленке», но даже они предпочитают работать на специальном столе, особенно, если требуется изготовить сложную пространственную конструкцию.
Для работ с использованием сварки в домашних условиях преимущественно используется четыре основных модели столов:
- Универсальный реечный станок или стол из металлического профиля. Конструкция во многом сходна со столярным верстаком, единственным отличием является то, что продольные рейки столешницы и станина свариваются из металла;
- Металлический слесарный верстак, переделанный под специфику обращения со сварочным аппаратом. В ходе переделки мастера устанавливают на стальной столешнице дополнительную лампу в защитном кожухе, легкосъемный лоток с сухим песком и струбцины, используемые для фиксации свариваемых деталей;
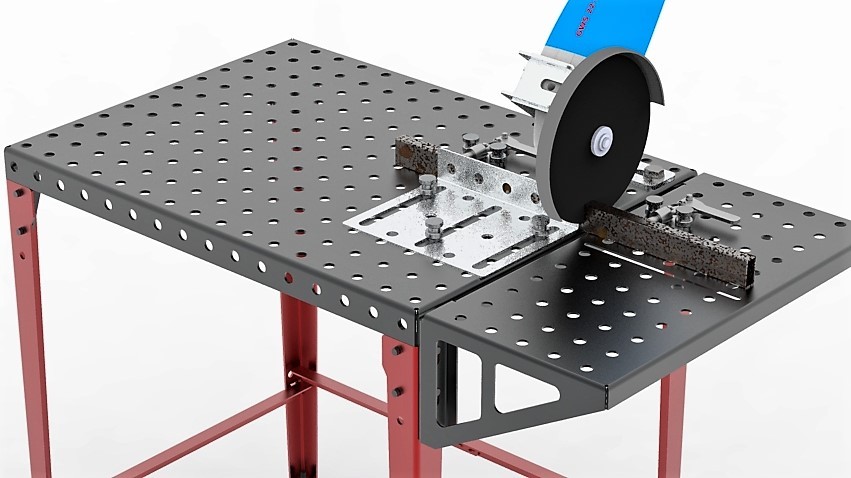
- Монтажный сварочный стол, отличается от предыдущих моделей формой и устройством столешницы. Вместо продольных стальных профильных лаг на поверхности столешницы вваривают несколько десятков трубчатых гнезд для установки и фиксации струбцин;
- Поворотные столики и подставки используются для сварки малогабаритных деталей сложной конфигурации с большим количеством точек соединения.
Все столы для электросварки, независимо от схемы, изготавливают из конструкционной стали, чаще всего сваркой или с помощью болтовых соединений. На боковой поверхности столешницы или на одной из ножек столика врезают или вваривают контактную площадку, к которой будет подключаться нулевой зажим сварочного аппарата.
Остается уложить заготовку на столик, подключить сварку к сети, и можно варить металл. Это значительно удобнее, чем если попытаться сварить деталь на бетонном полу или на кирпичах, когда львиную долю времени приходится тратить в поисках места для подключения нулевого зажима.
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.
Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.
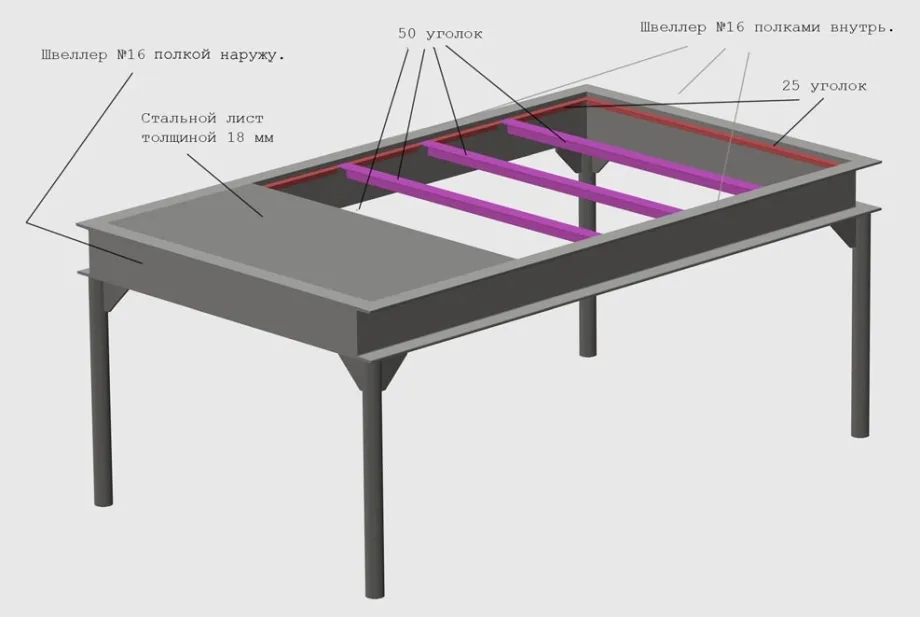
Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.
Зачищаются торцы.
В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.
Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.
Вырезанные стойки свариваются по углам крышки.
При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов
Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.
Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.
Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.
Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.
Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.
Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.
Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.








Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.
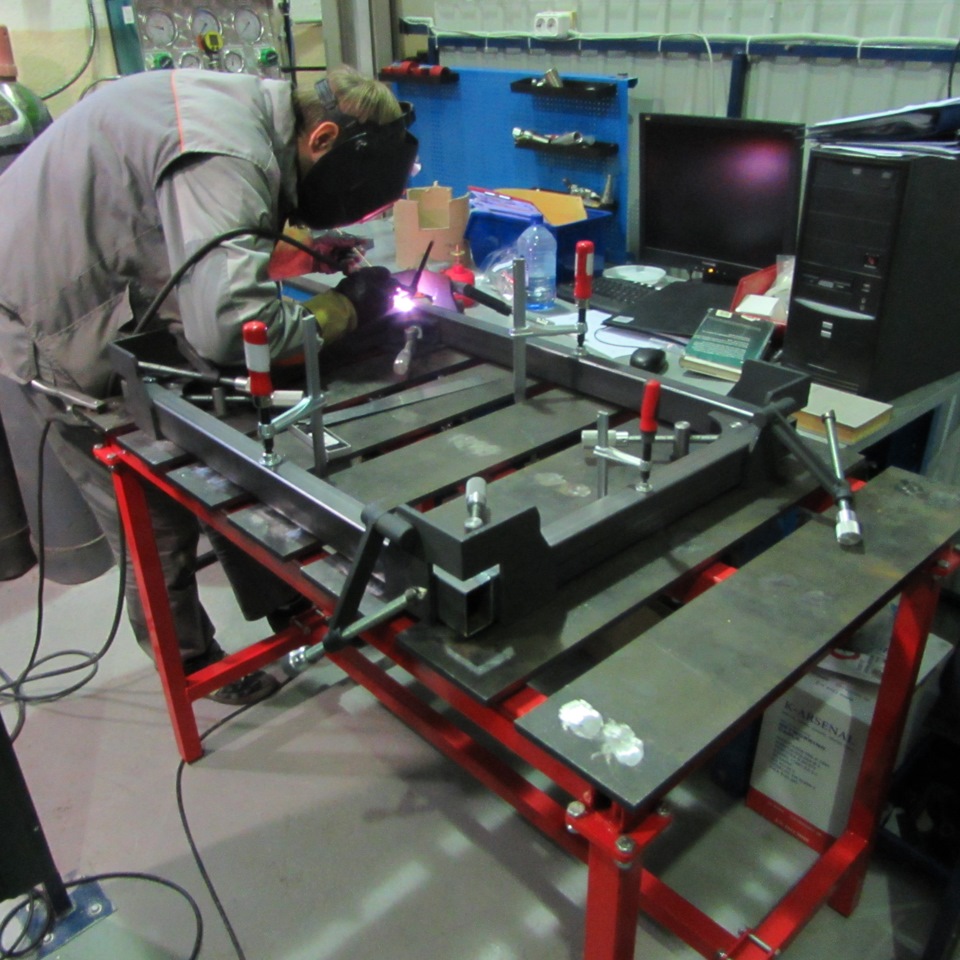
Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Общие рекомендации по работе за сварочным столом

Профессия сварщика считается вредной, так как в процессе работы мастер подвержен влиянию таких факторов, как:
- негативное воздействие повышенной температуры;
- риск получения травмы от разбрызгиваемого раскаленного металла;
- вредное ультрафиолетовое облучение;
- риск поражения электрическим током.
Сократить и полностью исключить отрицательное влияние на здоровье можно, выполняя ряд правил:
- в рабочем помещении обязательно должна быть установлена эффективная приточно-вытяжная вентиляция;
- приступая к работе, необходимо проверить целостность изоляции, надежность крепления и контактов используемого оборудования;
- сварку осуществляют только при условии использования средств защиты: маски, респиратора, спецодежды из огнезащитного материала, обуви, перчаток;
- стол и прилежащее к нему пространство нельзя загромождать посторонними предметами, которые не требуются для проведения запланированных работ;
- запрещается вести работу с неприспособленных опор;
- детали перед сваркой надежно фиксируют струбцинами, зажимами;
- при проведении работ в помещениях с горюче-смазочными материалами минимальное расстояние до последних составляет 5 м.
Сварочный стол комплектуется вспомогательными устройствами, позволяющими добиться наиболее комфортной и качественной работы. Дело в том, что точность сварки во многом зависит и от того, насколько прочно закреплены детали изделия. Поэтому среди инструментов каждого сварщика должны быть струбцины и зажимы. Работу с мелкими заготовками, которые сложно закрепить механическим способом, можно упростить при помощи магнитов – они также способны сохранять необходимое положение элементов на столешнице для сварочного стола.
Подготовительный этап
После знакомства с требованиями по изготовлению я подобрал чертеж на самодельный сварочный стол. Не стал сам заморачиваться с расчетами, благо интернет пестрит разработками от конструкторов.
Когда определился с моделью, приступил к сбору инструментов и материалов, которые понадобятся в работе. Это касается:
инверторного сварочного аппарата;
набора электродов;
средних и больших струбцин из металла;
угловой шлиф машины со шлифовальными дисками;
слесарного молотка с кувалдой;
пассатижей;
электродрели со сверлами по металлу;
средних и больших слесарных тисков;
ножовки по металлу;
зубила;
угольника, уровня, рулетки – измерительного инструментария;
мела, маркеров.

Материалы подбирают, опираясь на выбранный или самостоятельно разработанный чертеж. В любом случае не обойтись без деталей:
профильной трубы и уголков, чтобы изготовить опорные ножки;
стальной пластины с прорезями, которая послужит столешницей, где с помощью отверстий крепят струбцины;
трубы с квадратным или круглым сечением для усиления рабочей поверхности;
по 4 шт. каждого вида уголков 25 х 25 и 25 х 22.5 (см.), со срезами на концах под 45°;
листового железа для устройства защитного экрана;
стальных листов для производства нижних полок;
4 шт. колес с опорной системой по типу тележек в магазинах, но я не рекомендую ставить элементы малой прочности, они могут повлиять на устойчивость стола.
При расчетах и выборе чертежа советую опираться на параметры:
высота сварочного стола примерно равна 90 см;
по ширине рабочее место будет 50 см;
длина столешницы – 55 см.
Чтобы собрать стол для сварки своими руками необходимо предусмотреть каждую мелочь, тогда не придется отвлекаться.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.
Помимо столешницы из полос, часто используют вариант с перфорацией.
В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.
Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.
В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.
Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.
На что обратить внимание, когда приходится выбирать готовые столы
Выбирая стол для домашней мастерской, лучше всего отдать предпочтение более универсальной конструкции. Такие сварочно-сборочные виды верстаков подойдут как для работы с оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих.






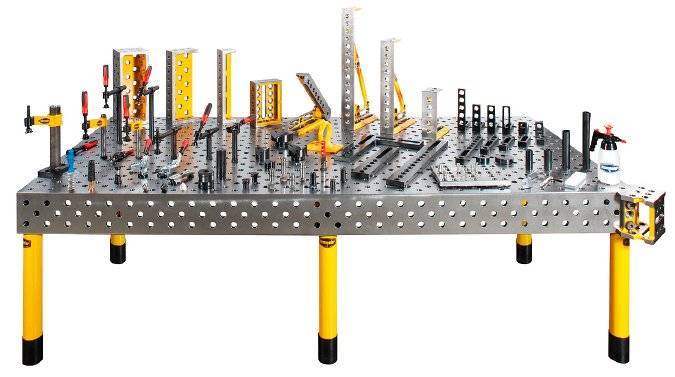



По внешнему виду — это стальная поверхность, которая собрана из полос металла, имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол нужно руководствоваться следующими требованиями:
- Рабочая зона выполнена из негорючего и тугоплавкого материала.
- Надежность и устойчивость конструкции, которая обеспечивается за счет веса в 180-200 кг.
- Возможность вращать рабочую поверхность в требуемом направлении.
- Для установки сверлильного или фрезерного оборудования такие верстаки должны иметь пазы в поверхности, а конструкция обеспечивать надежность при различных нагрузках.
Соблюдение безопасности при сварочных работах
Все операции нужно выполнять исключительно в хорошо проветриваемых или вентилируемых помещениях.
- Выбор хорошего сварочного провода — как правильно выбрать лучший провод (инструкция + 70 фото)
- Инструкция, как залудить жало паяльника — как правильно проводится лужение разных видов паяльников
- Какой сварочный полуавтомат лучше — как выбрать прибор для сварки. Рейтинг моделей 2021 года
В процессе работ важно применение для сварщика всевозможные защитные средства, таких как, спецодежда, спецобувь, рукавицы из брезента или кожи, маска или щиток, а иногда и респиратор. Стыки сварочных кабелей необходимо хорошо заизолировать
Важно! На столе и вокруг него недопустимо, чтобы присутствовали легко воспламеняемые предметы

Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.
-
Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппарат
-
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
-
Какие типы сварочных аппаратов бывают: виды, принципы действия и классификация устройств
После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.
Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.
Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом
При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.