
Проработка кромок перед сварными работами
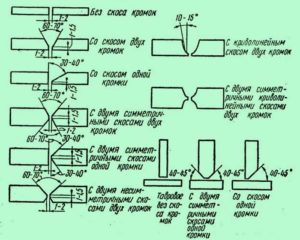
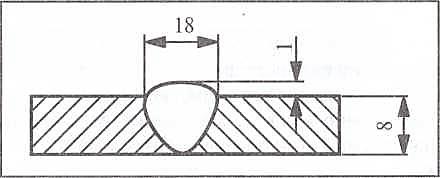
Подготовительно-сварочные работы не обходятся без грамотной разделки кромок под сварку. Чтобы шов получился максимально надежным и аккуратным, после зачистки кромке детали необходимо придать правильную геометрическую форму. Разделка кромок под сварку подразумевает следующие виды обработки:
Зазор. От того насколько тщательно он сделан зависит провар деталей на стыке.
Притупление. Выполнение сборки под сварку предусматривает притупление кромки детали
В особенности важно проводить притупление при сваривании закладных деталей. Дело в том, что если сваривать острые кромки, то это приведет к созданию неустойчивых конструкций: детали нередко съезжают, образуются прожоги, происходит деформация швов, создается дополнительное напряжение и соединение в целом получается менее прочным
Главное правило, которое нужно соблюсти – величина притупления не может быть меньше 1 и больше 3 мм. Рассчитывается она исходя из толщины детали изделия.
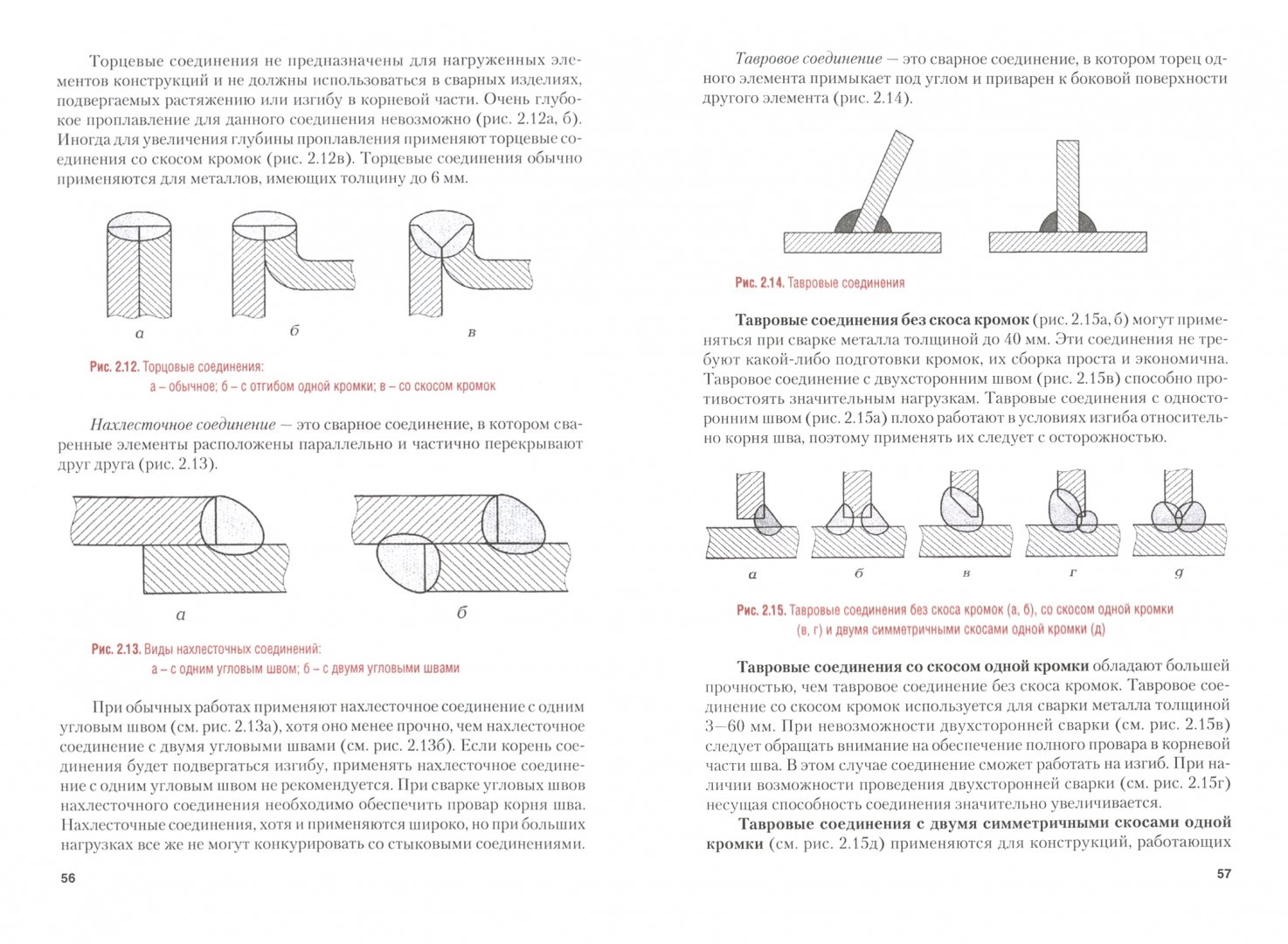
Длина скоса. Скосы помогают сгладить переходы между деталями разной толщины. Если длинна скоса подобрана не правильно, в готовой конструкции может возникнуть напряжение. В зависимости от формы разделки существуют кромки с прямолинейным односторонним, с криволинейным, с прямолинейным двусторонним, с прямолинейным двусторонним симметричным, с комбинированным прямолинейным двусторонним или с комбинированным (криволинейным и прямолинейным) скосами.
Угол разделки. Угол кромки разделывают в том случае, если толщина металлического полотна более 3 мм. Пренебрежение разделкой углов приведет к непровару или перегреву (пережогу) металлических деталей.
Существуют разные способы подготовки кромок под сварку. К примеру, с применением фрезерных, продольнострогательных и кромкострогательных станков или с использованием газокислородного пламени. Небольшие по объему работы можно произвести пневматическим зубилом. Получить скос кромок под сварку можно с помощью токарного станка (помогает подготовить кромку с торца трубы). Если необходимо обработать цветные металлы или нержавеющую сталь используют плазменную резку.
Если нет возможности произвести описанные выше работы с кромками, то при изготовлении шва нужно увеличить силу сварочного тока. Сварка при этом производится послойно с маленьким сечением. Это позволит получить более качественную структуру, минимизировать деформацию и напряжение в металле.
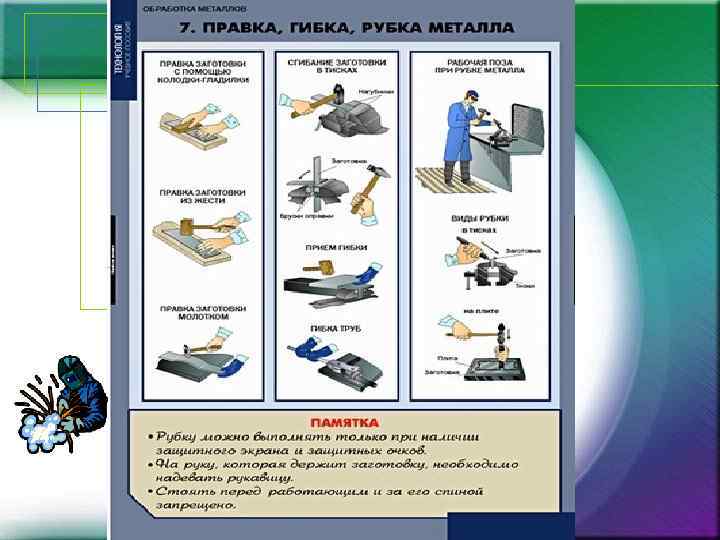
Правка металлических заготовок
Нередко металлические профили разного типа поступают на объекты или в цеха в деформированном виде. Подчас это случается при их транспортировке или при проведении погрузо-разгрузочных работ. Стыковать в плоскости сваривания их очень сложно. А это снижает качество сварного шва и конфигурацию сваренной конструкции. Поэтому правка таких профилей – важнейшая операция.
Ее делать можно на холодном металле или с подогревом (газосваркой). Все зависит от сложности деформированных частей и их размеров. Есть два вида правки: ручная и при помощи специальных приспособлений. В первом случае для этого используются кувалда, молоток или специальный ручной пресс. Кувалдой или молотком можно править, используя чугунные или стальные плиты, на которых и проводится сам процесс. Ручной пресс представляет собой винтовое устройство с двумя плитами, между которыми и укладывается деформированная часть профиля. Зажимая винтом плиты между собой, создается давление, которое и выправляет заготовку под сварку.
В качестве специальных приспособлений необходимо отметить листоплавильные валки или пресса разного вида. Все они воздействуют на металлические изделия при помощи электродвигателей, мощность которых передается через редукторы, что увеличивает давление на деформированную часть заготовок.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Манипуляторы
 Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Манипуляторы бывают установочные и сварочные. Первые тип приспособлений, их еще называют позиционерами, производит установку заготовки в нужную точку и в требуемом положении, удобном для сборки. Сварочные манипуляторы перемещают изделия по заданной траектории со скоростью, необходимой для производства сварки.
Основными характеристиками манипуляторов является его грузоподъемность, максимально возможные габариты и количество степеней свободы его планшайбы, к которой крепится свариваемая деталь.
На производствах для сварочных работ обычно имеется целый комплекс приспособлений, обеспечивающих установку заготовок в нужной позиции, способных перемещать их по вертикали и горизонтали, вращать.
Дополнительно используются рельсовые пути, тележки и другие приспособления, способствующие ускорению и облегчению процесса сварки. Применяя стандартные, отработанные средства, сварочный процесс происходит значительно быстрее и эффективнее, хотя использование самоделок никогда не вредит этому.
Классификация сварных конструкций
Единых способов деления полученных методом сварки элементов на категории не существует. Однако можно классифицировать конструкции по технологии формирования, назначению, рабочим качествам.
По способу изготовления заготовок
При соединении стальных деталей получают такие виды конструкций:
- литоштампованные или литосварные;
- листовые;
- штампосварные;
- кованосварные.
По назначению
С учетом сферы применения конструкции бывают:
- машиностроительными;
- судовыми;
- авиационными;
- строительными;
- вагонными;
- иными.

Сварка судовой конструкции.
По особенностям использования
На основании условий эксплуатации конструкции делятся:
- На балки – детали, работающие на поперечный изгиб. Путем жесткого соединения таких элементов получают рамы.
- Колонны – детали, подвергающиеся сжатию и продольному сгибанию.
- Решетчатые элементы, которые состоят из прутов, объединяемых в узлы. Они испытывают как растяжение, так и сжатие. Категория подразделяется на арматурные каркасы, фермы, мачты.
- Конструкции, подвергающиеся повышенному давлению. При их изготовлении нужно соблюдать требования к герметичности швов. К этой категории относятся емкости и резервуары, трубопроводы.
- Транспортные корпусные конструкции. Такие виды испытывают воздействие динамических нагрузок. К их жесткости предъявляются повышенные требования. Конструкции должны иметь достаточную прочность при небольшом весе. К транспортной категории относятся автомобильные кузова, корпусы вагонов.
Модели из дуба
Для такого изделия сначала отпечатывают шаблон восьмиугольника. Он должен соответствовать необходимой ширине. После этого помещают заготовку в тиски и используют плоскость для закругления с обоих концов полученных углов. На ручке обустраивают отверстия в центральной части заготовки. Она в этом случае соответствует болтам на зажиме.
Размеры полки определяются в соответствии с желаемой длиной и имеющимся оборудованием. После этого распиливают компоненты системы до необходимого размера, вырезают подушечки для губки и сверлят необходимые отверстия, ручки наклеивают пятиминутной эпоксидной смолой. Когда стержень винта зазубрен напильником или наждачной бумагой, фиксируют ручки посредством эпоксидного клея.
Угловые струбцины своими руками
Когда требуется состыковать детали друг с другом под прямым углом, используют угловые струбцины. Изредка встречаются и такие разновидности угловых струбцин. С их помощью можно устанавливать заготовки не только под прямым, но также и под острым и тупым углом.
В этой конструкции имеются такие элементы как:
- механизм с рычагом, который обеспечивает передача усилия;
- зажим, имеющий два упорных элемента;
- высокоподвижный блок;
- винт, обеспечивающий зажим и фиксацию подвижного элемента в требуемом положении;
- бегунок для несильного зажима.
Этот инструмент состоит из основания и прижимной части. Для деревянной самодельной угловой струбцины понадобятся пластины из твёрдого дерева, а также металлические крепления – 4 болта, гайки.
Сначала рейки следует уложить на ровной поверхности так, чтобы одна из них оказалась ребром вверх, а другая – вниз. После этого дрелью проделать отверстия для креплений. Одна пластина закрепляется на нижней рейке как можно прочнее. В пластинах также нужно проделать отверстия, которые должны совпадать с отверстиями на рейках. Затем крепится вторая пластина параллельно первой при помощи болта, который проходит через них. Этот болт будет использоваться для регуляции мощности зажима.
На каждой из реек высверлить по несколько отверстий, которые требуются для прикручивания пластины или ещё одной рейки под прямым углом. Таким образом можно придать угловую форму самодельному инструменту. Винт, расположенный между пластинами, даёт возможность настраивать силу зажима и удерживать деревянную деталь как в тисках.
Инструкция по изготовлению струбцины из дерева: подробное описание
Имея минимальный набор инструментов, можно изготовить струбцину из дерева. Для этого понадобятся:
- два деревянных бруска размером 50×50 мм;
- несколько длинных болтов или шпилек с гайками и шайбами;
- из инструментов понадобится только дрель.
Приступаем к созданию инструмента своими руками. Выпиливаем две заготовки из брусков длиной 25 см. Это будут губки будущего инструмента. Дальнейшие действия представлены в перечне:
- Брусья необходимо предварительно обработать наждачной бумагой, и вскрыть лаком для придания инструменту эстетичного вида.
- Взять шпильки диаметром 8 мм и длиной 20 см с гайками и шайбами, и просверлить в заготовках для них отверстия.
- Просверлить отверстия на расстоянии друг от друга 5-8 см, как показано на фото.
- Собрать инструмент, используя гайки и шайбы. На фото ниже представлена самодельная струбцина из дерева, на изготовление которой ушло не более 20 минут.
Полученный инструмент рекомендуется использовать исключительно для работы с деревянными заготовками или листовой сталью. На видео ниже описан процесс изготовления инструмента, а также продемонстрирована его эффективность использования.
Ниже представлены фото различных вариантов изготовления струбцин своими руками. Используя их за основу своих идей, не составит труда воплотить их в реальность.
- В основе этой модели лежит нержавеющая сталь. Для изготовления понадобится полуавтоматическая сварка.
- Струбцина изготовлена из стали. Достоинство ее в том, что неподвижная лапка может перемещаться, расширяя возможности инструмента.
- Если имеется стальной профиль и сварочный аппарат, то изготовить простейшую струбцину не составит большого труда.
- В основе этой модели лежат круглые трубки, к которым приварены пятки и широкие гайки.
- В основу этого инструмента заложены круглые металлические трубы.
Достоинство струбцины в том, что она имеет простую конструкцию. Если у вас имеется ненужная ручная мясорубка, то отрезав от нее верхнюю часть, можно получить готовый инструмент. За счет своей простоты, изготовить струбцины можно практически из чего угодно, главное — чтобы прибор обладал достаточной надежностью, так как от его качества и исправности зависит безопасность человека.
Публикации по теме
Виды рубанков по дереву и как правильно пользоваться инструментом
Выбираем секаторы с храповым механизмом как наточить и отремонтировать инструмент
Ручные дрели и актуальность применения устаревших инструментов
Как работать двуручной пилой и изготовление удобной ножовки своими руками
Особенности подготовительного этапа перед сваркой
Металл находится в постоянном взаимодействии с воздухом, что приводит к его окислению, образованию ржавчины. На листах железа образуются загрязнения, кроме того, сам край листа может быть недостаточно ровным. Все эти нюансы влияют на образование дефектов при сварных работах
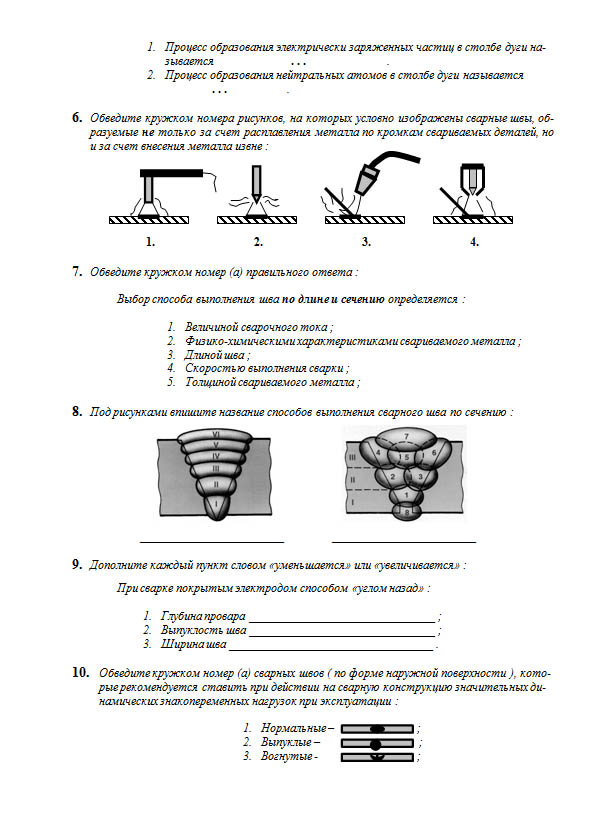


Поэтому особое внимание нужно уделять правильной подготовке сырья
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную или горячую гибку и обработку кромок. Каждая из перечисленных процедур способствует улучшению соединения и условий свариваемости. При этом в отдельно взятом случае может понадобиться разный набор процедур, но все они в целом относятся к этапу подготовки металла и регулируются согласно ГОСТ 5264-80.
Фиксаторы
К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
Съемные упоры используют в универсальных стендах, когда необходимо настроится под конкретное изделие, или невозможно снять изделие без его деформации.
Пальцы позволяют точно установить заготовку, их обычно применяют при работе с изделиями, имеющими обработанные плоскости. Призмы используют при сварке различных труб.
Шаблоны представляют собой конструкцию, которая повторяет контур свариваемого изделия. Детали устанавливают в шаблон, сваривают, в результате получаются одинаковые изделия при повторении процесса сварки. Несущим элементом становится сама деталь, а шаблон задает форму.
При единичном изготовлении того или иного изделия, иногда требуется фиксация нестандартным способом. Бывает также, что нет под рукой необходимого приспособления.
В этом случае сварщик сам мастерит его из подручных материалов. Для изготовления самодельных приспособлений для сварки достаточно нескольких обрезков уголков и пары струбцин.
С их помощью можно получить простой и надежный фиксатор. Если нужно получить фиксатор для соединения под прямым углом достаточно приварить уголки перпендикулярно друг к другу, и прихватить их третьим уголком.
Приварив в нужных местах струбцины, получают фиксатор для перпендикулярного соединения изделий. То есть при необходимости сварщик сам может себя обеспечить требуемыми приспособлениями.
Угловые струбцины своими руками
Угловая струбцина с затяжкой соединения
в своём блоге и на канале показал конструкцию угловой струбцины, которая позволяет не только фиксировать заготовки под прямым углом, но и обеспечивает возможность прижима склеиваемых поверхностей. Прижим осуществляется за счёт усилия поперечного болта на внешние губки струбцины. Подвижность губок обеспечена пропилами в основе струбцины.
Угловые струбцины из обычных болтов
Как просто сделать угловые струбцины своими руками из дерева и обычных болтов.От канала «Столярные уроки Aquila Workshop»
Процесс изготовления угловых струбцин:
Ленточная струбцина для склейки рамок своими руками
Ленточная струбцина — это одно из удобных и самых простых приспособлений в мастерской как для склейки рамок или изготовления шкатулок, так и при производстве мебели. Однозначно, во всех столярных мастерских, изготавливающих предметы интерьера или мебель, присутствует процесс изготовления рамочных конструкций. Такие соединения на ус требуют особых методов сжатия и склейки.
На канале HeARTwood его ведущий Михаил показал, как он делает струбцину для склейки рамок.
Основные материалы, использованные для изготовления ленточной струбцины — это дюралюминий и искусственный камень (кориан). Основные инструменты — циркулярная пила, электролобзик, шуруповерт. Применён простой и очень надежный механизм натяжения. Для него использовалась шпилька М10, кусок полипропиленовой трубы и пара увеличенных гаек.
Видео мастер-класса по изготовлению ленточной струбцины своими руками:
Выбор и применение
Вот так выглядит это приспособление
Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.


 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Сборка деталей
Последний этап в таком процессе, как подготовка металла под сварку, это сборка деталей, которая обеспечит их пространственное расположение, а также необходимые зазоры для сваривания. Очень часто для сборки используются различные шаблоны, стенды, прижимные устройства, кондукторы и прочие приспособления. Их основная задача – состыковать две заготовки в необходимой плоскости.
После чего обычно по линии соединения производится прихватка. Это, когда шов не проваривается полностью, а соединение производится короткими (нередко точечными) сварными швами. Длина такого шва не более 50 мм. Провар производится на треть глубина основного корня, расстояние между ними 10-100 см.
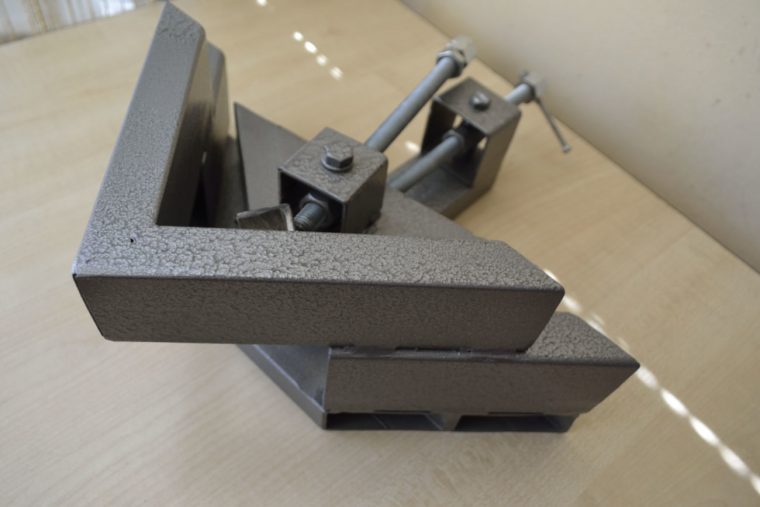
Струбцина углового типа
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.