Дополнительные узлы и системы
Устройство и принцип работы сварочного инвертора подразумевают наличие прочих систем и узлов, которые обеспечивают устройству такие высокие эксплуатационные качества. Так, можно выделить систему управления, а также драйверы. Основным элементом здесь выступает микросхема ШИМ-контроллера. Она обеспечивает управление действием мощных транзисторов. Также в устройстве есть различные контрольные, а также регулировочные цепи. В этом случае главным элементом является трансформатор. Он нужен для контроля силы и других характеристик тока после выходного трансформатора.

Принцип действия инвертора сварочного также подразумевает наличие системы для контроля напряжения и характеристик токов на выходе в питающей сети. Данный блок состоит из операционного усилителя на базе микросхемы. Главное назначение системы – запуск режима аварийной защиты в случае острой необходимости. Также она призвана следить за работой и исправностью электронного блока.
Блоки (панели) управления установками для сварки ТИГ
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.
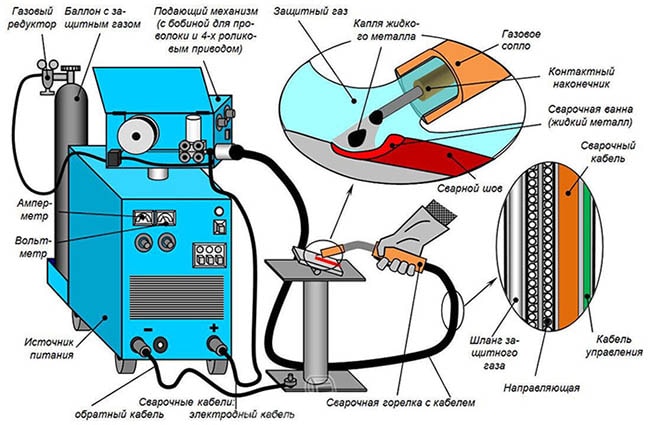
Оборудование для ручной сварки
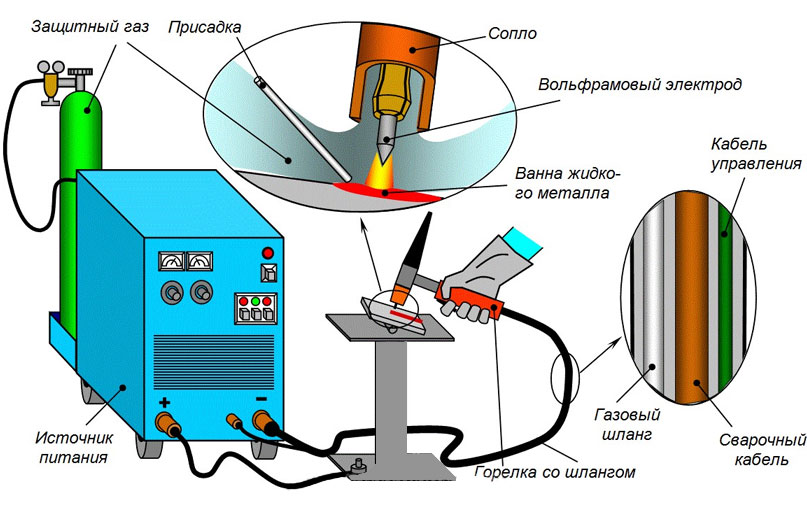
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.
Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
Главный параметр аргонового инвертора — это сила тока. Этот параметр может контролировать сам сварщик с помощью специальной панели, а контроль нужно осуществлять с умом:
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором
Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.
Дополнительное оборудование
Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
Баллон с аргоном
Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода
В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему
Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
Сам процесс осуществляется стандартным образом
Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.

Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
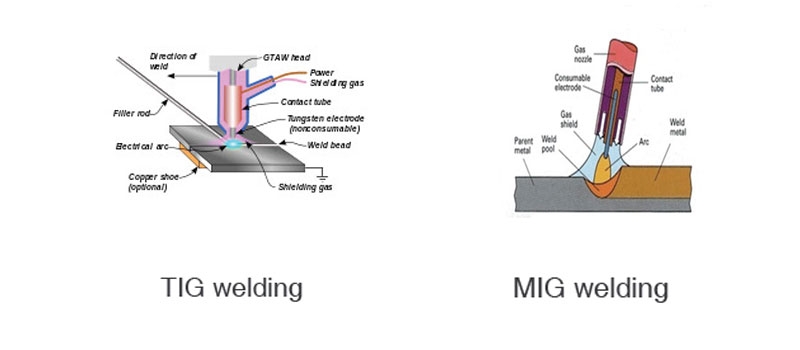
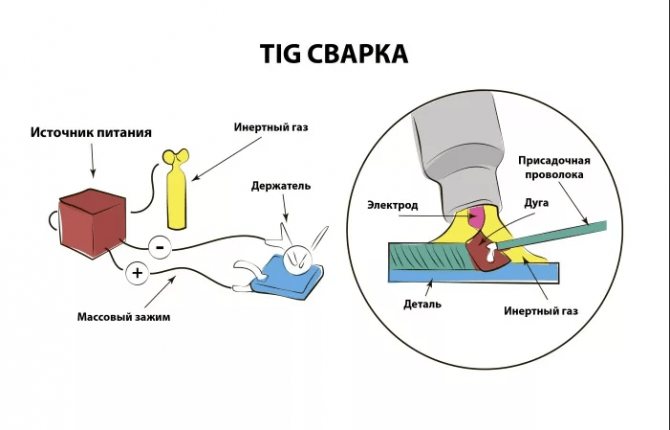
ЧТО ИЗ СЕБЯ ПРЕДСТАВЛЯЕТ ЭТА ТЕХНОЛОГИЯ

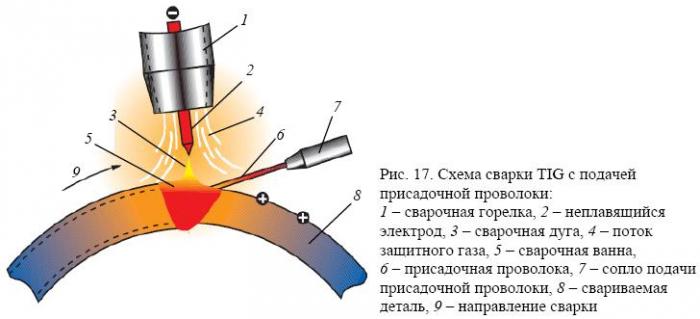

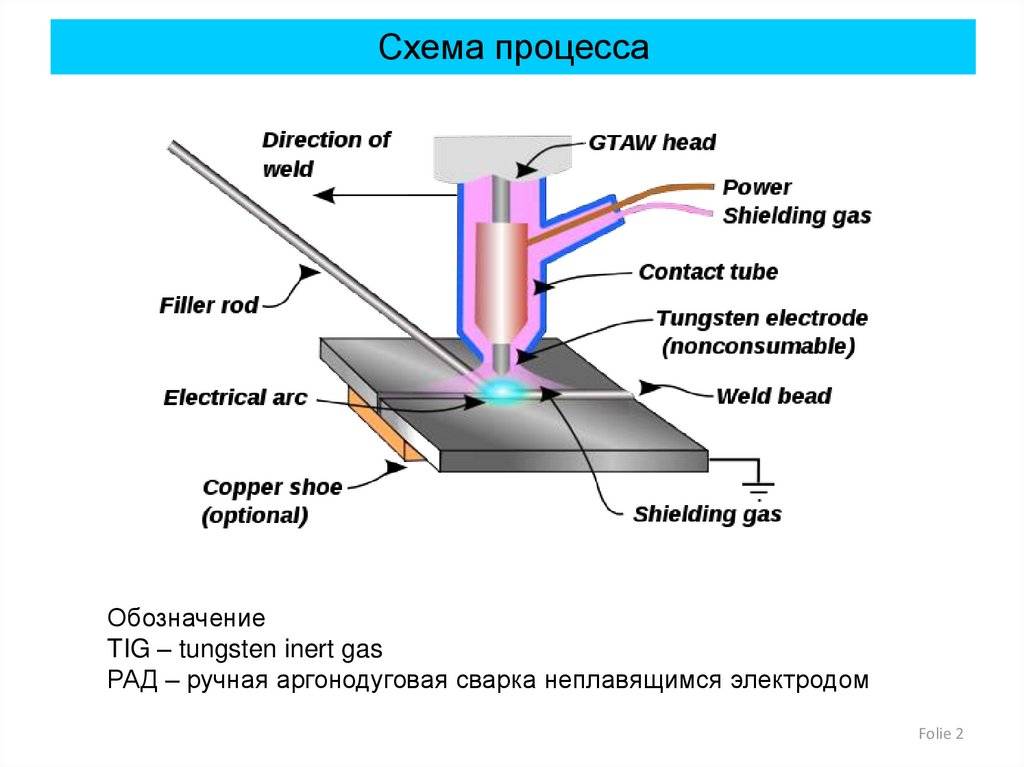


Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten – англ. «вольфрам», Inertgasschweißen – нем. «инертный газ»).
Название определяет основу технологии, при которой используется вольфрам и защитные газы.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, то есть время от времени его нужно затачивать для стабильности и легкого ведения дуги.
Вы можете не переживать о длине используемого электрода, так как остальная длина расположена под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством нажатия кнопки со всех сторон горелки подается защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа кислород проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средством предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте края настолько близко друг к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь присадочной проволокой при tig сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка не появляется из-за защитного газа.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
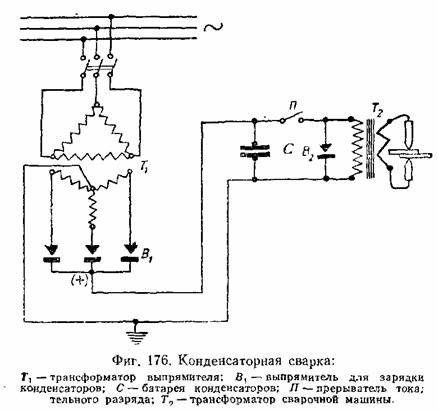
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета
Это особенно важно при низких значениях тока
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
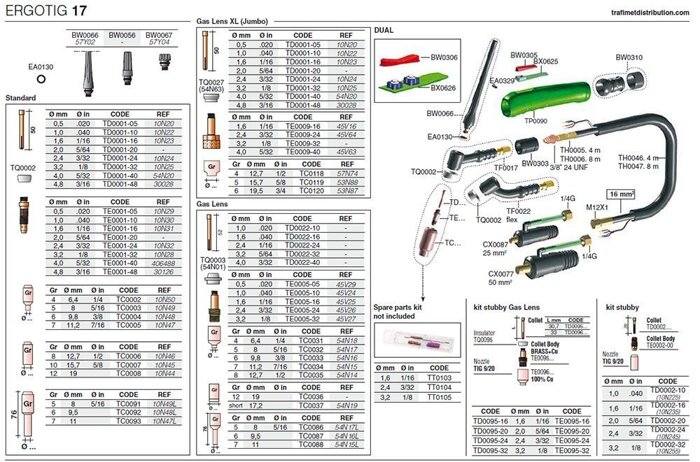
Электроды
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
| Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
| прямая | обратная | ||||||||
| ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
| 2 | 80 | 180 | 120 | 20 | 25 | 25 | — | — | — |
| 3 | 230 | 380 | 300 | 35 | 50 | 30 | — | 150 | 180 |
| 4 | 500 | 620 | 590 | 60 | 70 | 60 | 180 | 170 | 220 |
| 5 | 720 | 920 | 810 | — | — | 70 | — | 210 | 270 |
| 6 | 900 | 1500 | 1000 | 100 | 120 | 110 | 250 | 250 | 340 |
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.
А — постоянный ток прямая полярность;
Б — постоянный ток обратная полярность; В — переменный ток;
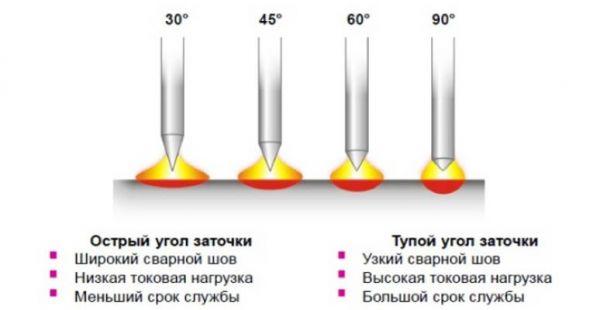
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 — 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.
Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.




Заточка W-электрода
Расход электродов диаметром 8 — 10 мм при беспрерывной работе в течение 5 часов:
ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода.
Циркониевые и гафниевые электроды используют в горелках для плазменной сварки. Сварка графитовым электродом используется очень редко – главным образом для получения сварных соединений неответственного назначения при изготовлении изделий из низкоуглеродистой стали, заваривании дефектов на чугунном литье и при сварке меди в азоте на постоянном токе прямой полярности.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.
ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
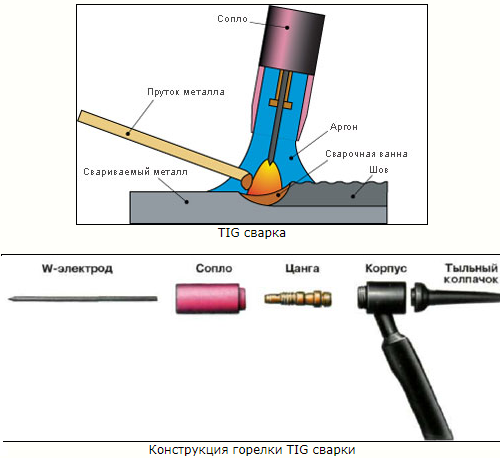
Технология
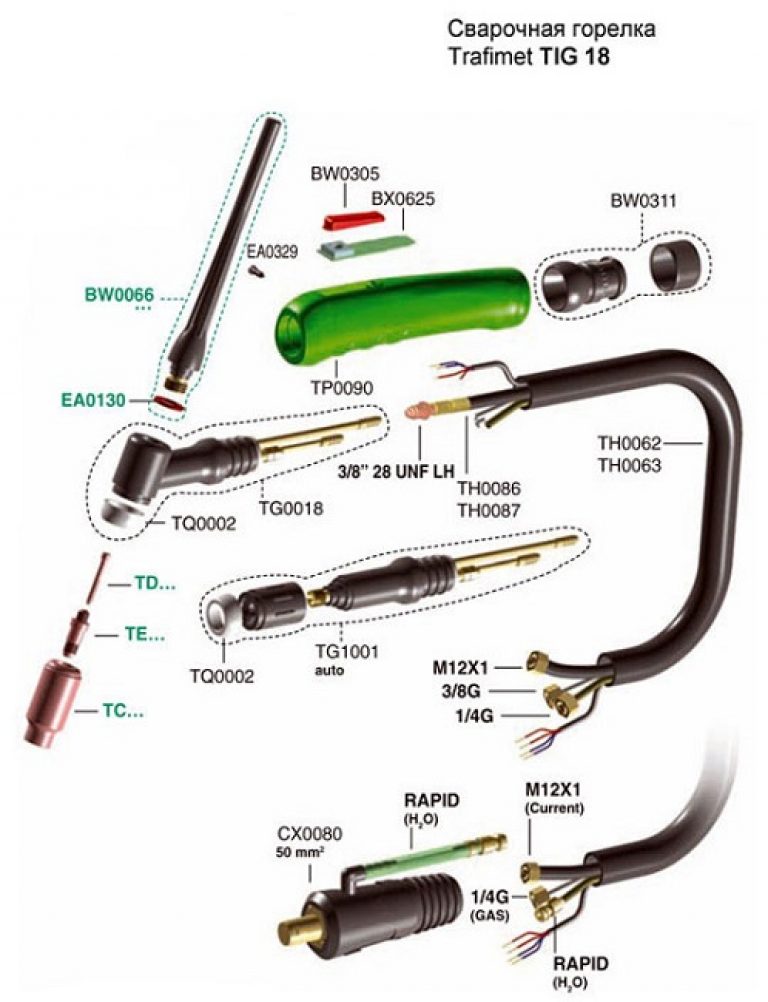
В корпус горелки вставляется прочное керамическое сопло. В него — зажимная цанга, для фиксации неплавящегося вольфрамового электрода (диаметр от 0,5 до 8,0 мм). Контактный конец затачивается, чтобы удобнее работать. Выступающая с другой стороны часть электрода закрыта тыльным колпачком.
Электрическая схема простая. При сварке постоянным током обычно применяется прямая полярность. (Переменный используют для алюминия). Минус подключают к электроду, плюс – к листу металла. Это связано с тем, что необходимо меньше нагревать вольфрамовый стержень, и как можно больше – соединяемый материал, поскольку тепло распределяется приблизительно в пропорции 3 : 7. Диапазон напряжений – от 10 до 30В, тока – от 5 до 600А.
Поскольку электрод и свариваемый материал находятся под напряжением, то между ними образуется электрическая дуга, достаточная для оплавления кромок металла и присадочной проволоки и образования сварочной ванны. Суть процесса именно в этом – после остывания, кромки с присадкой образуют сплошной шов, прочно соединяя части материала.
При ручной технологии, сварщик одной рукой держит горелку, наклоняя ее назад на 10-15 град к вертикали, а другой подает в рабочую зону проволоку. Конец электрода должен быть близко к металлу (1,5-3,0 мм), но не касаться его. Для начала работы, следует нажать кнопку на горелке – включится электричество и пойдет газ.
Во время работы, в сварочную ванну подается инертный газ, обычно это аргон (расход от 5 до 20 л/мин). Поскольку он тяжелее воздуха, то сразу вытесняет из рабочей зоны кислород, в результате чего соединяемый металл не горит, а только плавится. К тому же, исключается образование окислов, снижающих качество шва.
Поскольку аргон обладает высоким ионизационным потенциалом, дуга зажигается плохо. Плюс ко всему, в момент прикосновения к листу, заточенный конец электрода оплавляется и загрязняется. Для упрощения зажигания, в схему параллельно включают осциллятор. Он подает на электрод поток ВЧ импульсов. Благодаря им, в зоне контакта значительно повышается степень ионизации, дуга зажигается намного легче.
Чтобы повысить качество шва, сделать его более монолитным и менее пористым, в аргон добавляют 3-5% кислорода. Больше нельзя, иначе металл начнет гореть. А в этом случае, всего лишь выгорают попавшие в сварочную ванну вредные примеси.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сварки
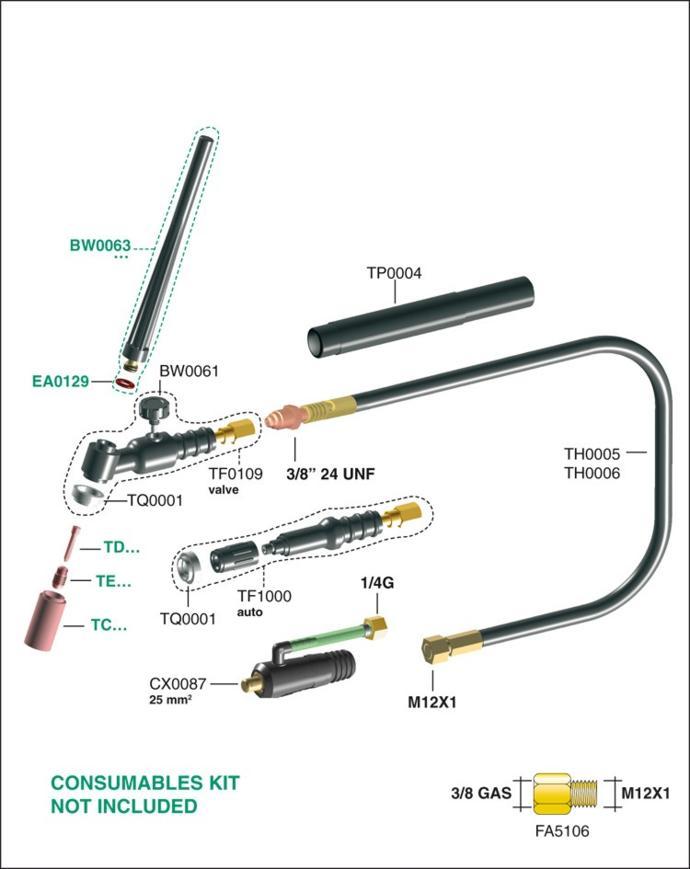
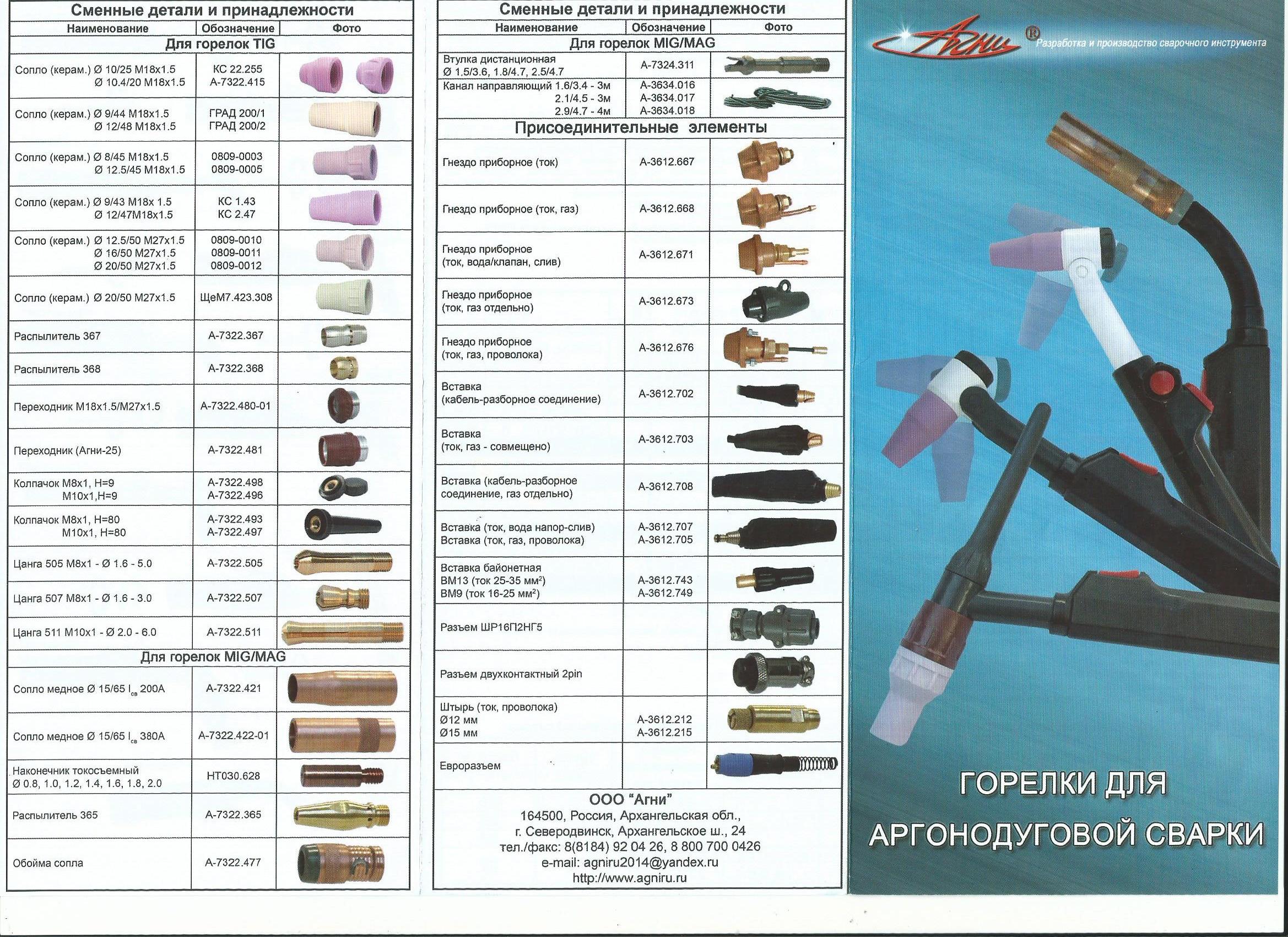
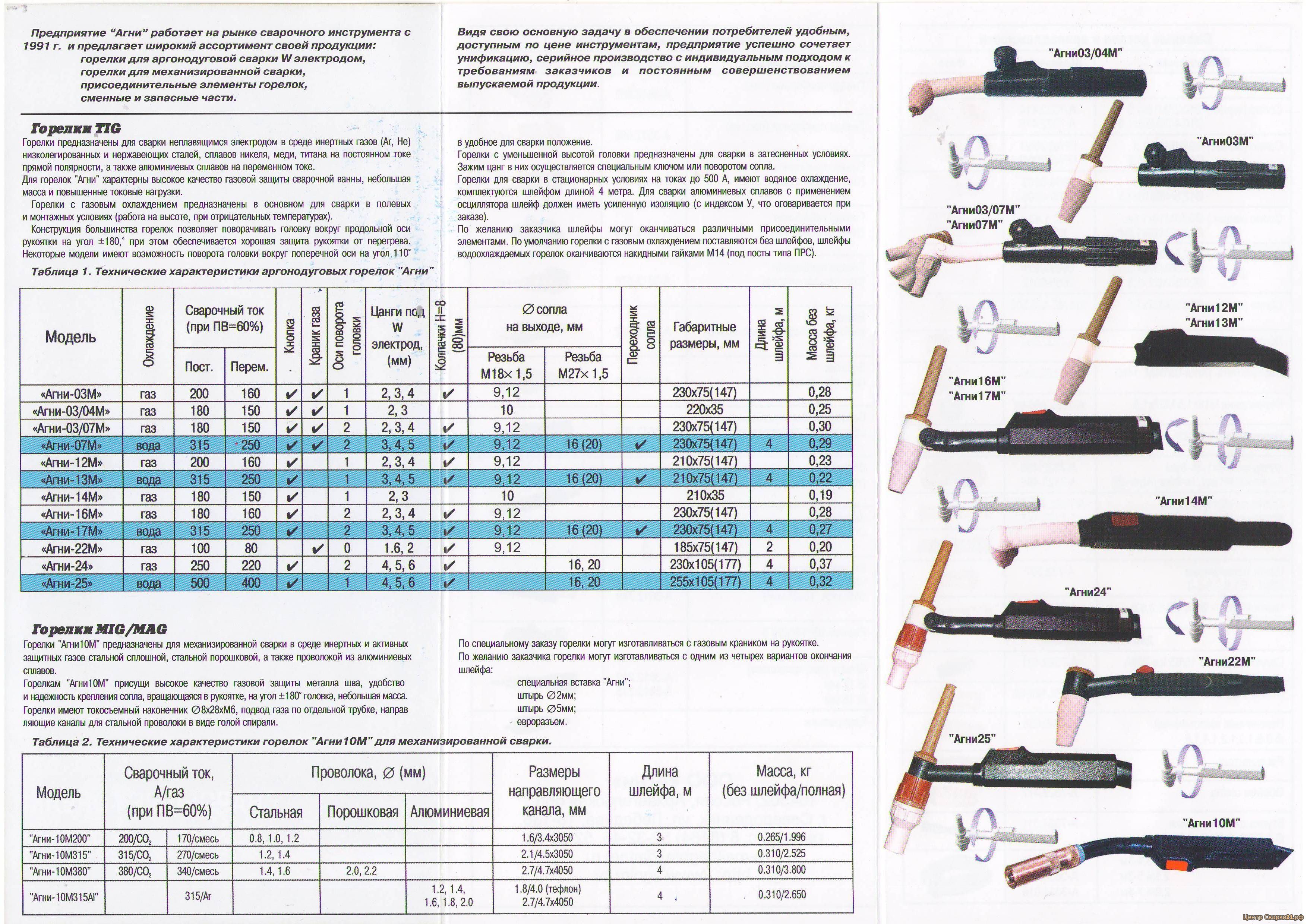
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны
Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов
Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
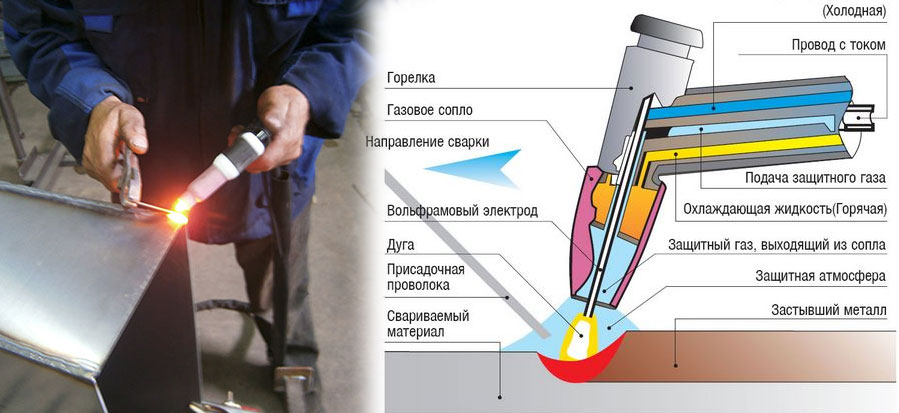
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.



Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.
Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Электрическая схема и ее нюансы
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C. Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
Электронные составляющие инвертора выдают не только улучшенные характеристики, но и оригинальные функции, помогающие новичкам быстрее освоить премудрости сварки. К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.
В. Л. Лазакович, образование: Аттестационный научно-технический центр Эксперт (г. Москва), специальность – сварщик НАКС АНО, электрогазосварщик 4 разряда, опыт работы с 2000 года: «Современные инверторы облегчают работу начинающим сварщикам, но минимальные теоретические знания о процессах сварки различных конструкций должны присутствовать, иначе прогресса не будет».
Применяемый газ
Основной газ для режима ТИГ — аргон. Он тяжелее кислорода, поэтому вытесняет его из зоны факела, обеспечивая защиту. Другой газ — гелий. Второе по массе вещество, после водорода. Несмотря на высокую стоимость, гелий обеспечивает увеличение мощности дуги в 1.5-2 раза. Результат — более глубокое проплавление металла и повышение производительности.
Благодаря техническим свойствам, гелий применяют для работ с тугоплавкими материалами. Ответственные операции проводят на смеси газов: Ar около 35-40%, He порядка 60-65%. Это дает следующее сочетание преимуществ: легкий газ обеспечивает более глубокое проплавление, а тяжелый — стабилизирует показатели дуги.
Особенности ручной сварки
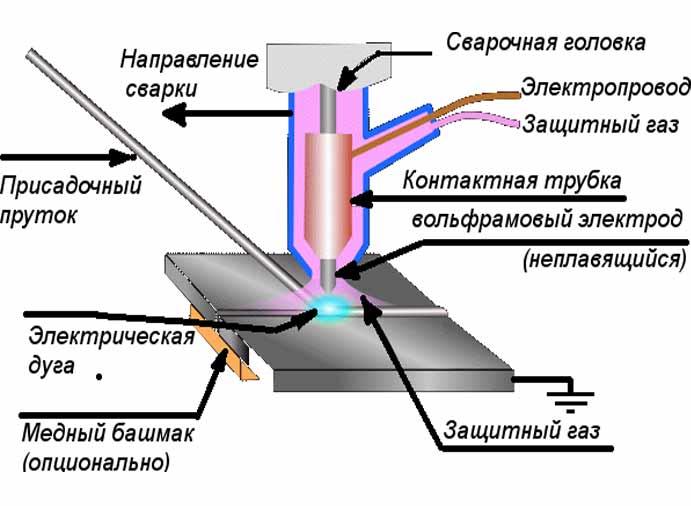
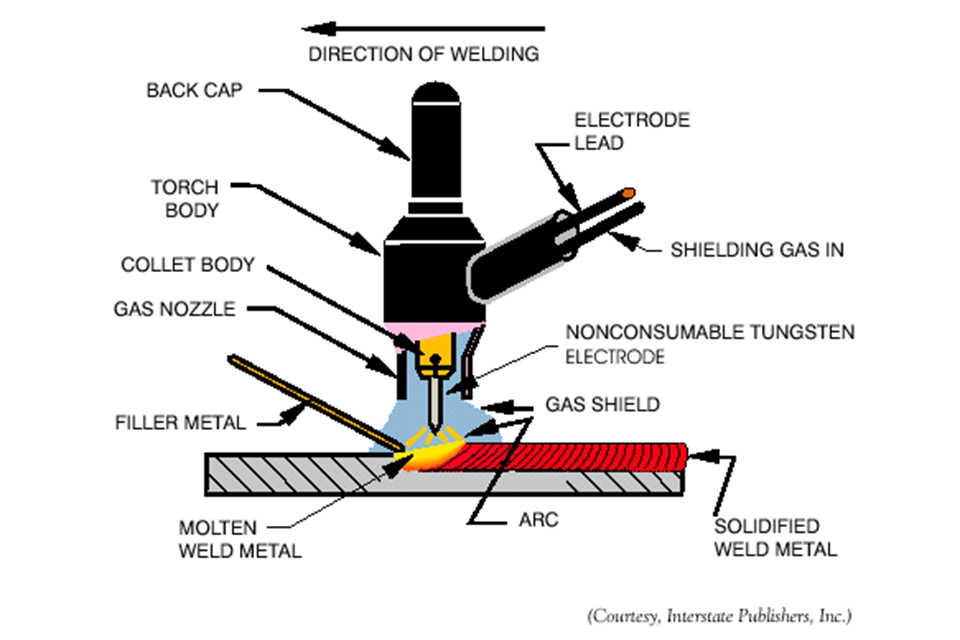
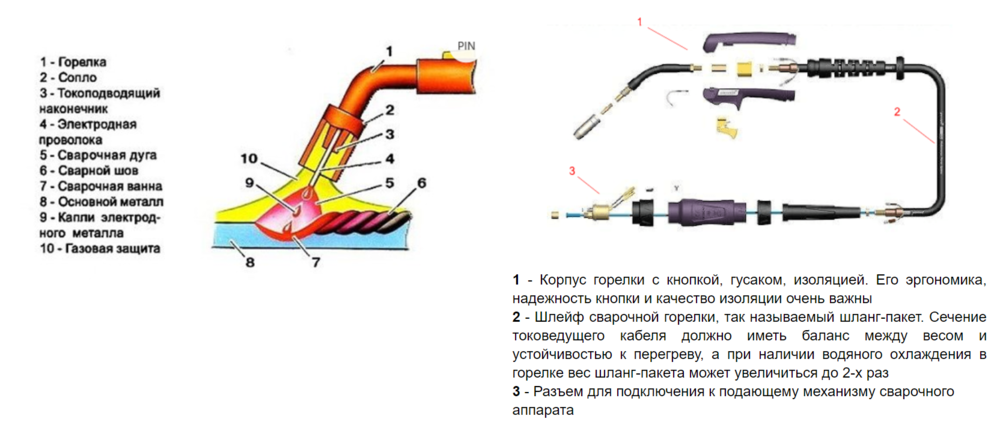
Процесс сварки по аргонодуговой технологии TIG протекает с использованием нескольких элементов, каждый из которых имеет свое назначение.
От этого зависят особенности работы:
- Металл плавится под влиянием электрической дуги. Она возникает между электродами при повышении напряжения. В роли одного из элементов выступает свариваемая заготовка, другого – специальный стержень.
- Температура плавления вольфрамового элемента – 4000 °C. Это значение выше, чем у остальных металлов. Поэтому с такими стержнями варят любые виды стали.
- Для получения равномерного соединения периодически затачивают электроды. Стержень закрепляют в горелке, свободный конец защищают колпаком, препятствующим замыканию.
- Строение горелки предусматривает круговую подачу газа. Так как для защиты сварочной ванны используют аргон, способ получил соответствующее название. Инертный газ вытесняет кислород, препятствуя проникновению последнего в обрабатываемую область. Это предотвращает растрескивание сварного соединения на этапе остывания.
- Для каждого металла устанавливают свой режим функционирования аппарата. От характера работы агрегата зависят количество выделяющегося газа, величина напряжения.
- При точной обработке краев они плавятся и в дальнейшем кристаллизуются. Если между деталями есть расстояние, которое не удалось устранить таким методом, используют присадочный материал. Его подают в сварочную ванну.
- ТИГ-сварка может использоваться для соединения алюминиевых заготовок. Защитный газ препятствует окислению металла, края расплавляются равномерно.