
Токарный режущий инструмент
Помимо резцов для работы на токарном станке может понадобиться целый ряд другого металлорежущего инструмента. Его можно считать универсальным, используемым не только на токарных станках, но и в других видах металлорежущего инструмента и оборудования.
Токарю для работы могут понадобиться:
- Метчики – инструмент для подготовки внутренних резьб.
- Плашки – специальные гайки для нарезания стандартных наружных резьб. Как правило, используются однопроходные плашки. Нарезка нестандартных резьб осуществляется резцом.
- Зенкеры – металлорежущий инструмент для финишной, завершающей обработки отверстий и придания им требуемой точности.
- Сверла – инструмент для сверления отверстий, также используется в дрелях и сверлильных станках.
Все вышеуказанные виды оснастки могут иметь твердосплавные напайки для работы с прочными сплавами и повышения износостойкости инструмента
Также рекомендуем обратить внимание на съёмные твердосплавные пластины, которые можно устанавливать на резец при выполнении требуемых операций. Вариант использования съёмной режущей части более экономичен
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
- Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
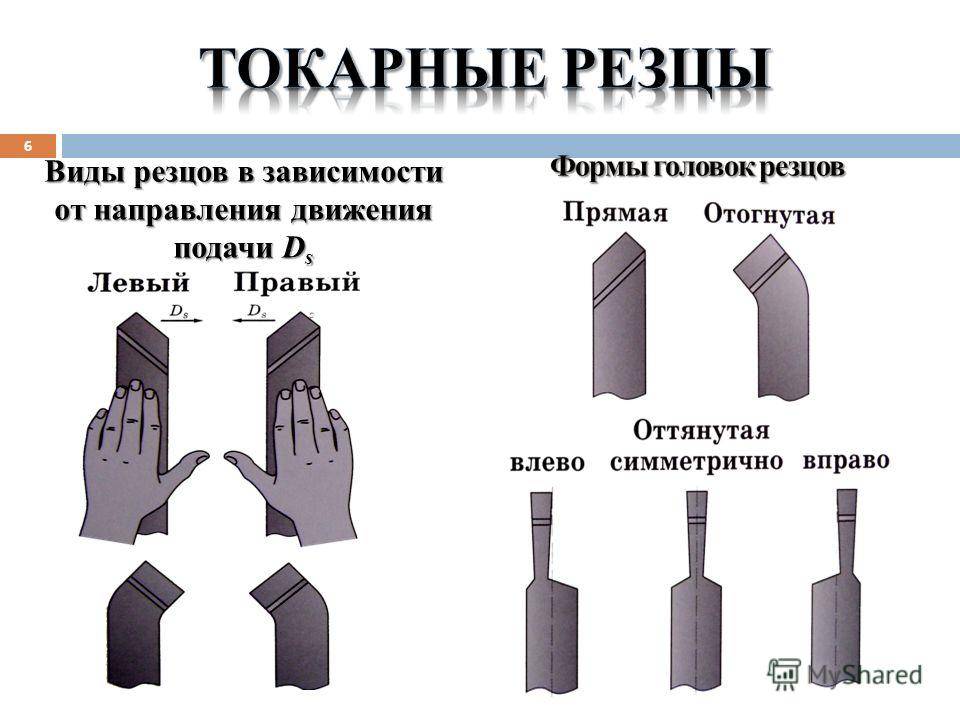
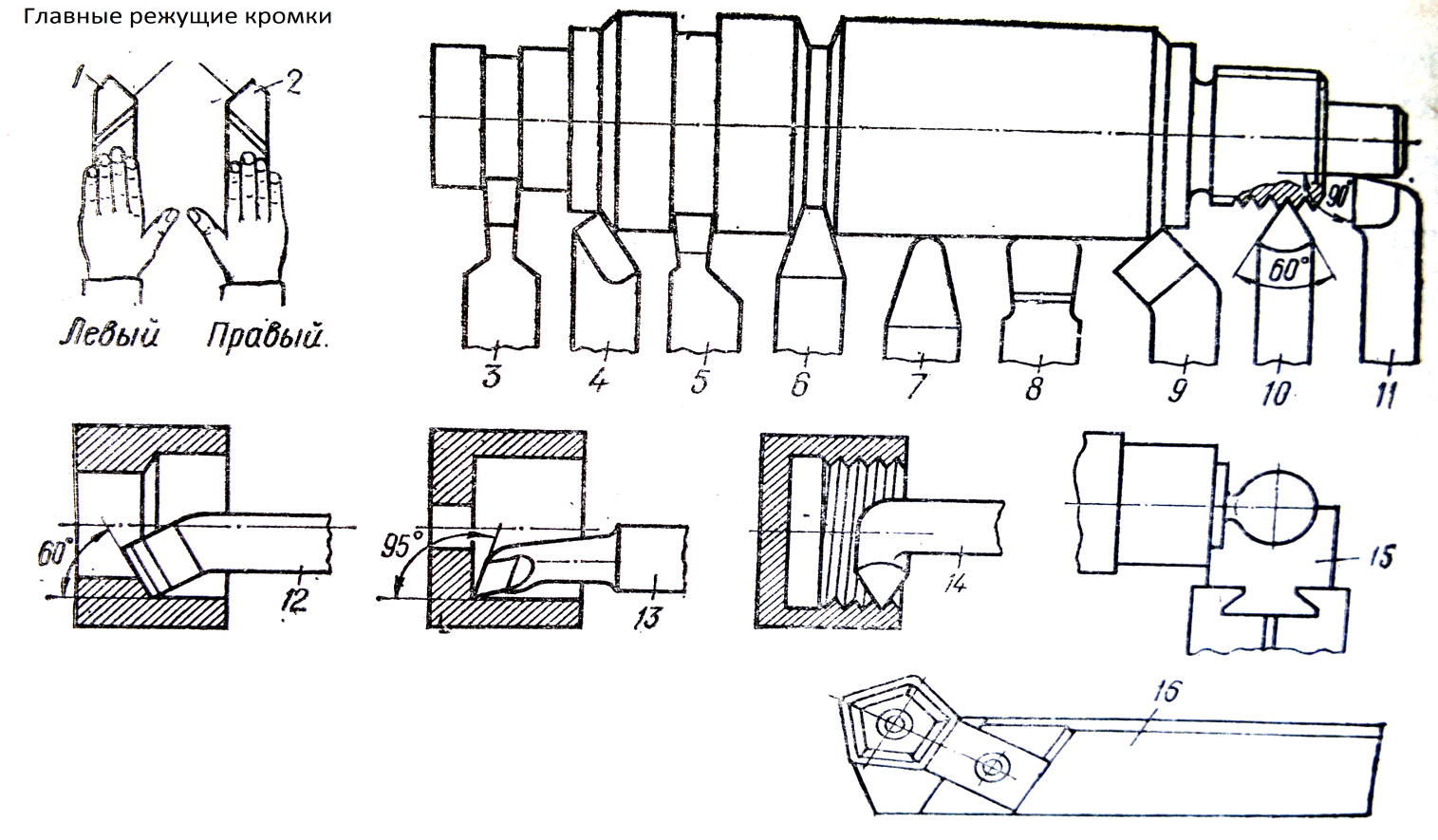
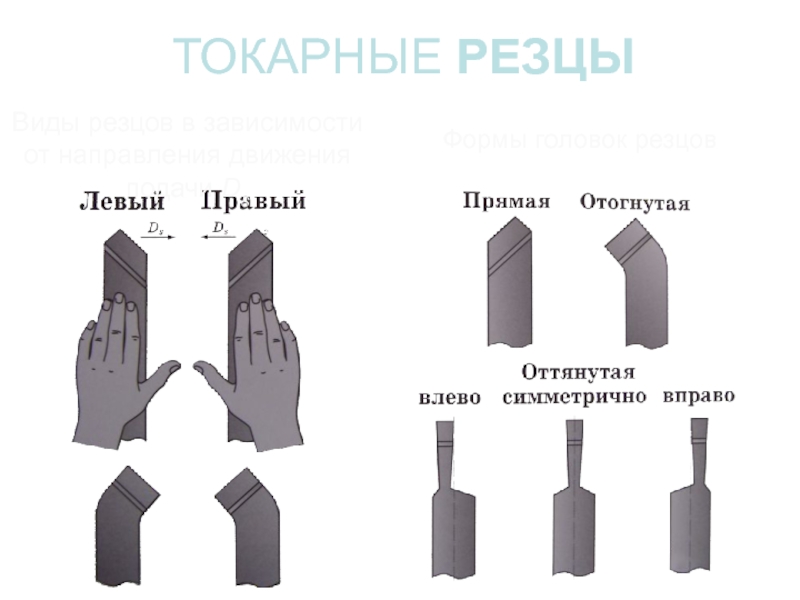
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
https://youtube.com/watch?v=qaKkb0qj96Q
Существует два самых распространенных типоразмера державок этого инструмента:

- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
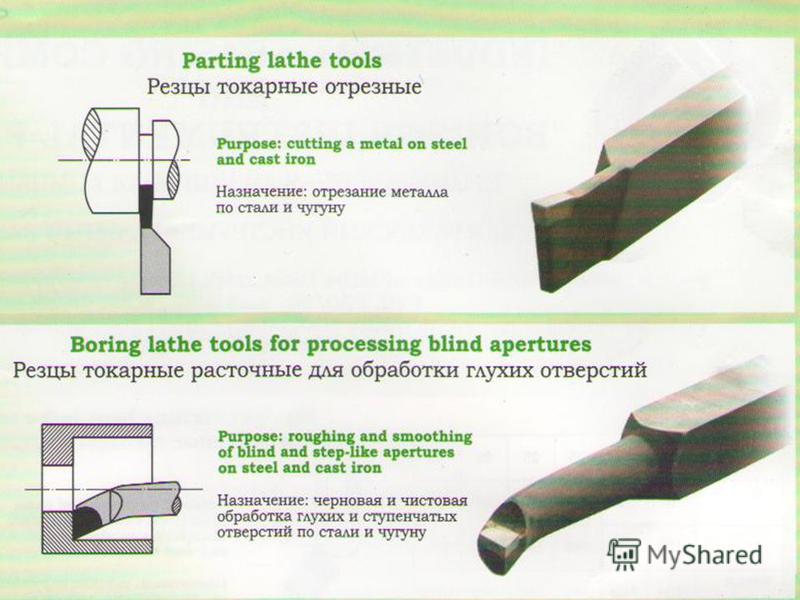
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
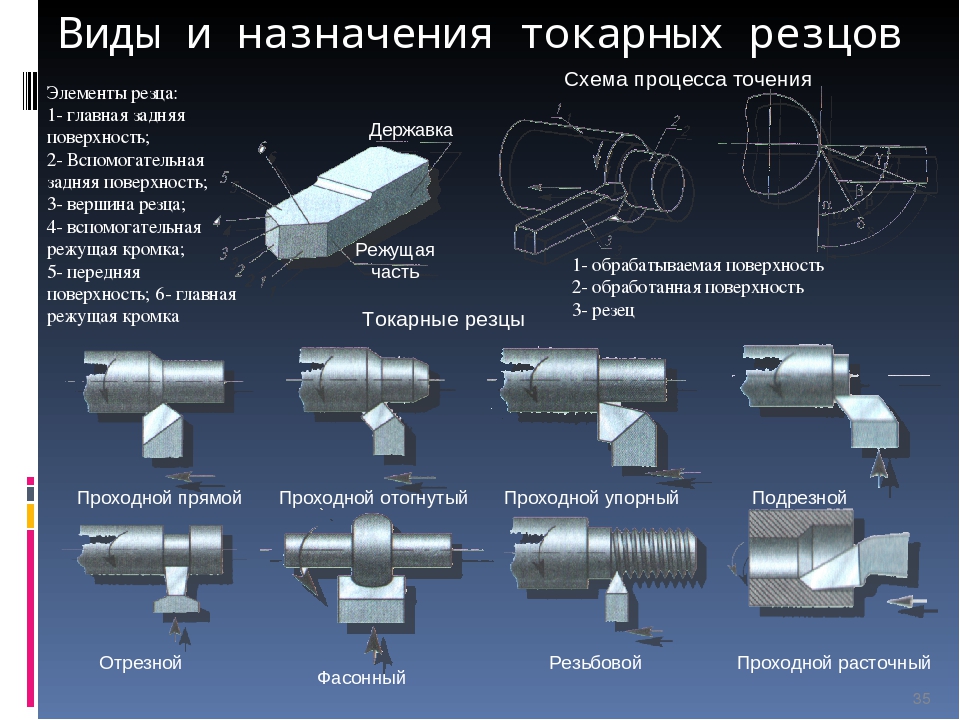
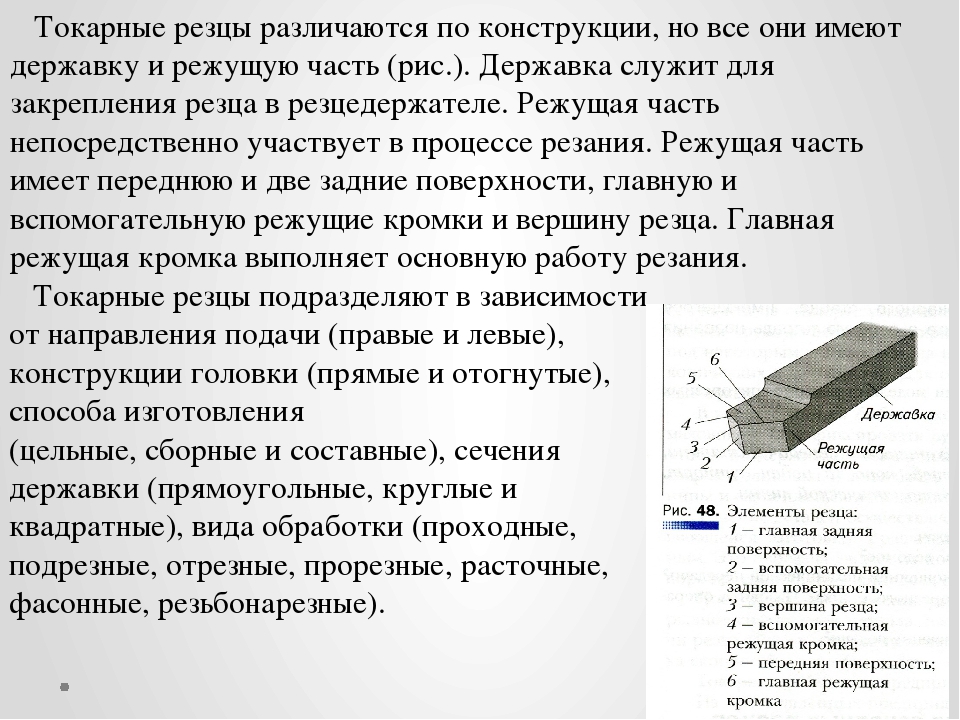
Конструктивные особенности токарного резца
Токарное оборудование применяется на протяжении многих десятилетий. Первый резец для токарных станков обладал примитивной конструкцией, но она сохранилась практически без изменений. Основными элементами режущего инструмента являются:
- Державка — часть инструмента, предназначенная для его фиксации в специальном узле станка.
- Рабочая головка — вторая часть резца, посредством которой выполняется механическая обработка заготовки.

Более сложной формой характеризуется рабочая головка. Она представлена сочетанием нескольких режущих кромок, которые обладают определенным углом заточки. Выбор угла заточки проводится в зависимости от особенностей предстоящей работы: режимы резания, свойства материала, требуемая точность размеров и другие. Державка может быть выполнена всего в двух видах: прямоугольной и квадратной формы.
Пластины твердосплавные
Твердосплавные пластины – это сменный элемент металлорежущего инструмента используемого для высокоточной обработки заготовок. Они используются при точении, сверлении, зенкеровании, фрезерной обработке и других операциях значительно снижая экономические затраты в сравнении с применением цельного твердосплавного инструмента.
Конструкция и преимущества твердосплавных пластин
Конструкция твердосплавных пластин зависит от способа крепления и конфигурации резца. При болтовом креплении в пластинах имеется отверстие для крепежного элемента.
В зависимости от типа инструмента твердосплавные пластины для токарных резцов могут быть квадратными, ромбическими, трехгранными, пятигранными и т. д.




От количества граней зависит число режущих кромок и длительность эксплуатации.
Твердосплавные пластины изготавливаются путем прессования и термообработки порошков карбида вольфрама, карбида титана и других высокопрочных материалов. Помимо твердости пластины обладают высокой износо- и термостойкостью, способны сохранять свои свойства при температуре до +1150°С.
Основные эксплуатационные преимущества:
- Возможность использовать на одном резце наиболее подходящую пластину твердосплавную, вид которой наиболее подходит для материала заготовки. Это позволяет иметь съёмный набор для различных операций.
- Замена изношенной и разрушенной пластины обойдется намного дешевле, чем цельного резца. Применение съёмных пластин оправдано при мелко- и среднесерийном производстве, а также при частой смене номенклатуры изделий.
- Минимальное время замены пластины.
- Высокая надежность даже в условиях интенсивной работы.
- Унификация пластин для удобной замены и подбора под тип обработки и марку стали.
Классификация твердосплавных пластин
Для применяемых в современном производстве пластин твердосплавных классификация основана на нескольких признаках.
В первую очередь это способ крепления инструмента – напайка или механическое крепление. Второй способ обеспечивает быструю замену и возможность многократного использования пластин.
При напайке можно перевернуть изношенную часть пластины или использовать одноразовые многогранные элементы.
Также пластины различаются по типу сплава, определяющим их характеристики и сферу применения. Для черновой обработки часто используется оснастка из сплава ВК8.
Данный материал предназначен для работы с конструкционными сталями, серым чугуном и различными сложными в обработке сплавами.
Элементы выполненные из сплава Т15К6 чаще применяют для получистовой или чистовой обработки легированных и углеродистых сталей.
По форме пластины подразделяются на:
- Круглые.
- Квадратные.
- Ромбические.
- В форме параллелограмма.
- Трехгранные.
- Пятигранные.
Выбор твердосплавных пластин
Для обеспечения точности и качества токарных операций необходимо подобрать пластину требуемого материала, формы и размера
При этом очень важно учесть соответствие геометрии оснастки и размеров токарного резца или других металлорежущих инструментов. В первую очередь это влияет на возможность крепления пластины к основанию резца
Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки. Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
- Сплавы с высокой стойкостью к механическим нагрузкам – вибрации, ударам и т. д.
- Термостойкие сплавы стойкие к повышенным температурам. Удобны для длительной работы.
Пластины из стойких сплавов более всего подходят для высокоскоростной обработки при большой нагрузке. Термостойкие оптимально использовать для снятия значительных слоёв металла.
В целом же, для профессиональной работы желательно иметь набор сменных пластин с наиболее востребованными геометрическими и технологическими характеристиками. Это позволит значительно расширить возможности обработки, сэкономить время и уменьшить финансовые расходы на производство.
Действующие стандарты
Определяет характеристики режущих и опорных пластин твердосплавных ГОСТ 19086-80. Параметры сменных пластин регулирует ГОСТ 19042-80. На напаянные пластины – ГОСТ 25395-90.
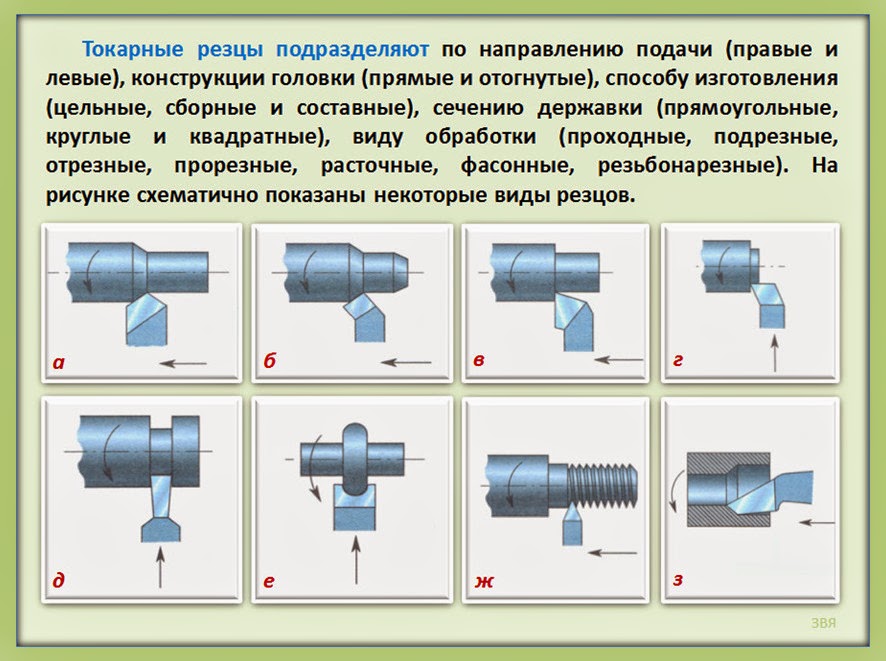
2 Виды токарных резцов – классификация режущего инструмента
Резцы принято подразделять по:
- типу материала, из которого они сделаны: из твердых сплавов, из быстрорежущих сталей;
- направлению подачи: движущиеся к передней бабке токарной установки – правые, движущиеся в обратном направлении (слева направо) – левые;
- методу производства: составные (например, из углеродистой конструкционной стали изготавливают стержень приспособления, и из инструментальной стали – головку) и цельные (один материал);
- виду сечения стержня: круглые, прямоугольные, квадратные;
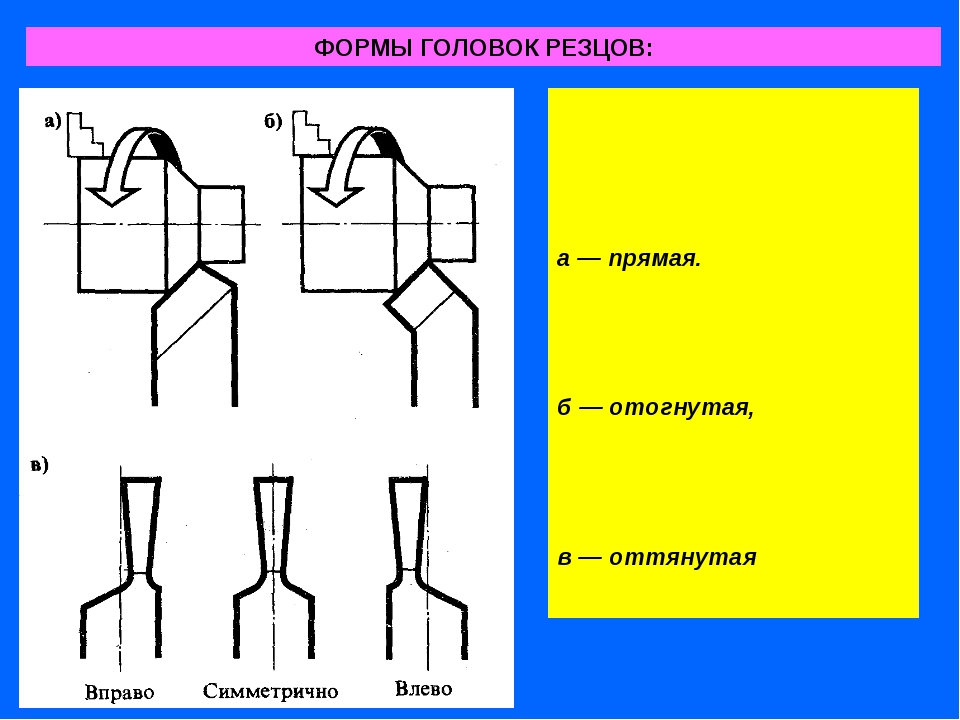
- конструкции головки: отогнутые, прямые, оттянутые;
- виду обработки: отрезные резцы, резьбонарезные, расточные, подрезные, фасонные, прорезные.

Для разных вариантов обработки металла следует выбирать конкретные резцы, предназначенные именно для таких работ, а также учитывать их оптимальные геометрические размеры. Основными критериями при таком подборе являются:
- снижение в процессе работы инструмента амплитуды автоколебаний;
- допустимые колебания настроечных параметров резцов (их размерная стойкость);
- обеспечение требуемой шероховатости материала, прошедшего обработку;
- величина стойкости резца (под таковой понимают время, в течение которого на передней либо задней поверхности инструмента формируется участок износа с допустимым показателем).

Точность же обработки и необходимая производительность резцов обусловлена следующими их характеристиками:
- геометрия режущего участка;
- конструкцией и геометрией крепежного гнезда для инструмента, шероховатостью;
- материалом, из которого выполнен резец;
- методом ломания стружки;
- виброустойчивостью и прочностными параметрами режущих кромок и стержня.
Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.
Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Классификация резцов
Производство резцов токарных и разделение их на категории осуществляется по ГОСТу:
- из стали легированной (редко из инструментальной), цельные;
- с твердосплавной напаяной пластиной – самый популярный вариант;
- со съемными пластинками из стали твердосплавной, крепящиеся на рабочей поверхности станка посредством винтов и прижимов.
По характеристикам качества обработки:
- черновые – характеризуются большой скоростью резания, крупной по ширине стружкой;
- получистовые, чистовые – для конечного точения готовой продукции, обладают низкой скоростью резания, снимающейся стружкой небольшой ширины и толщины;
- для тонких технологических манипуляций.
Приспособления для резьбы по металлу также могут иметь разное подающее направление:
- левосторонние – подающиеся слева направо;
- правосторонние – с подающим движением справа налево.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
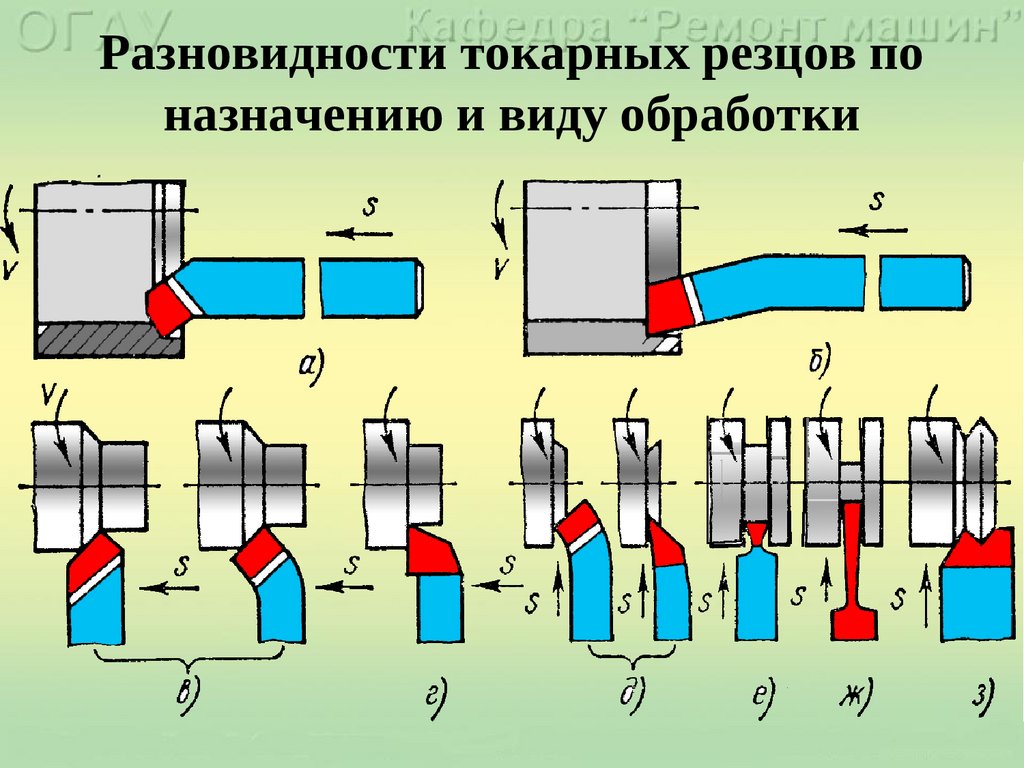
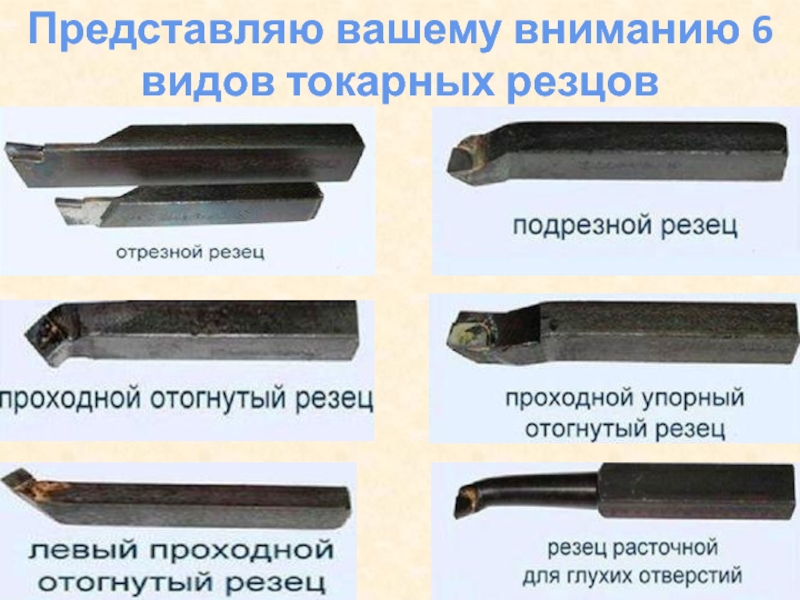
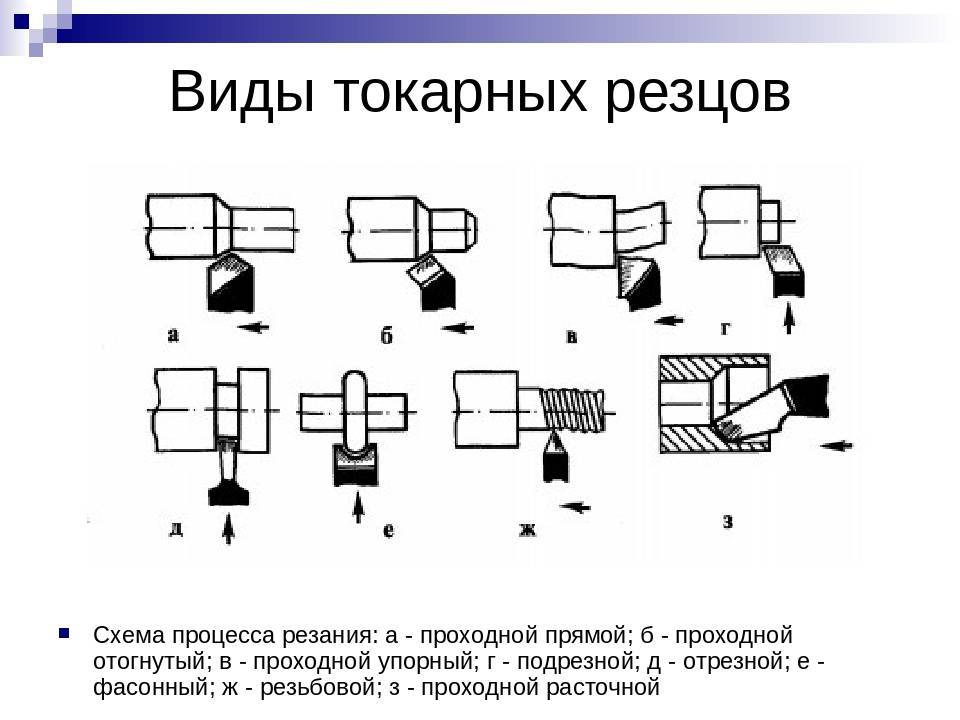
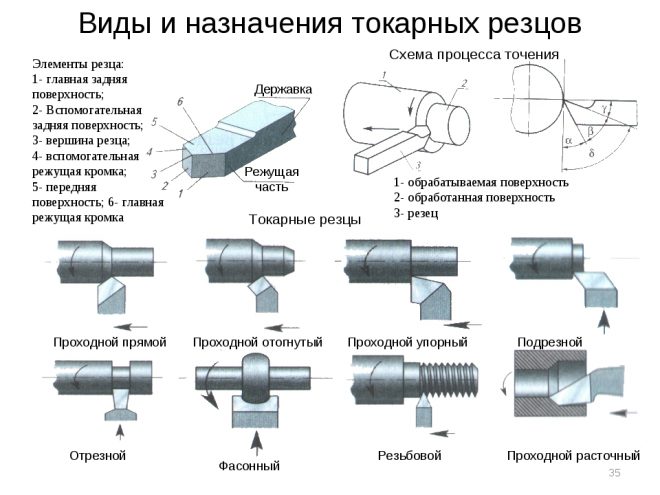
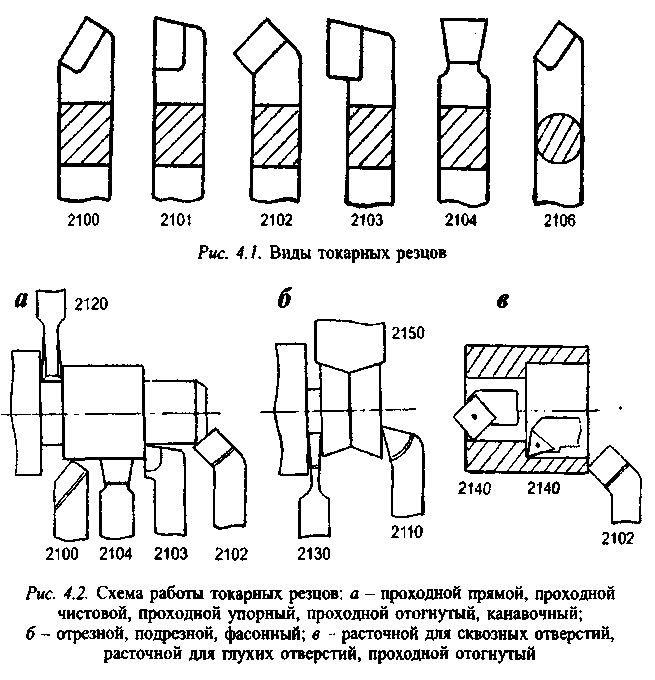
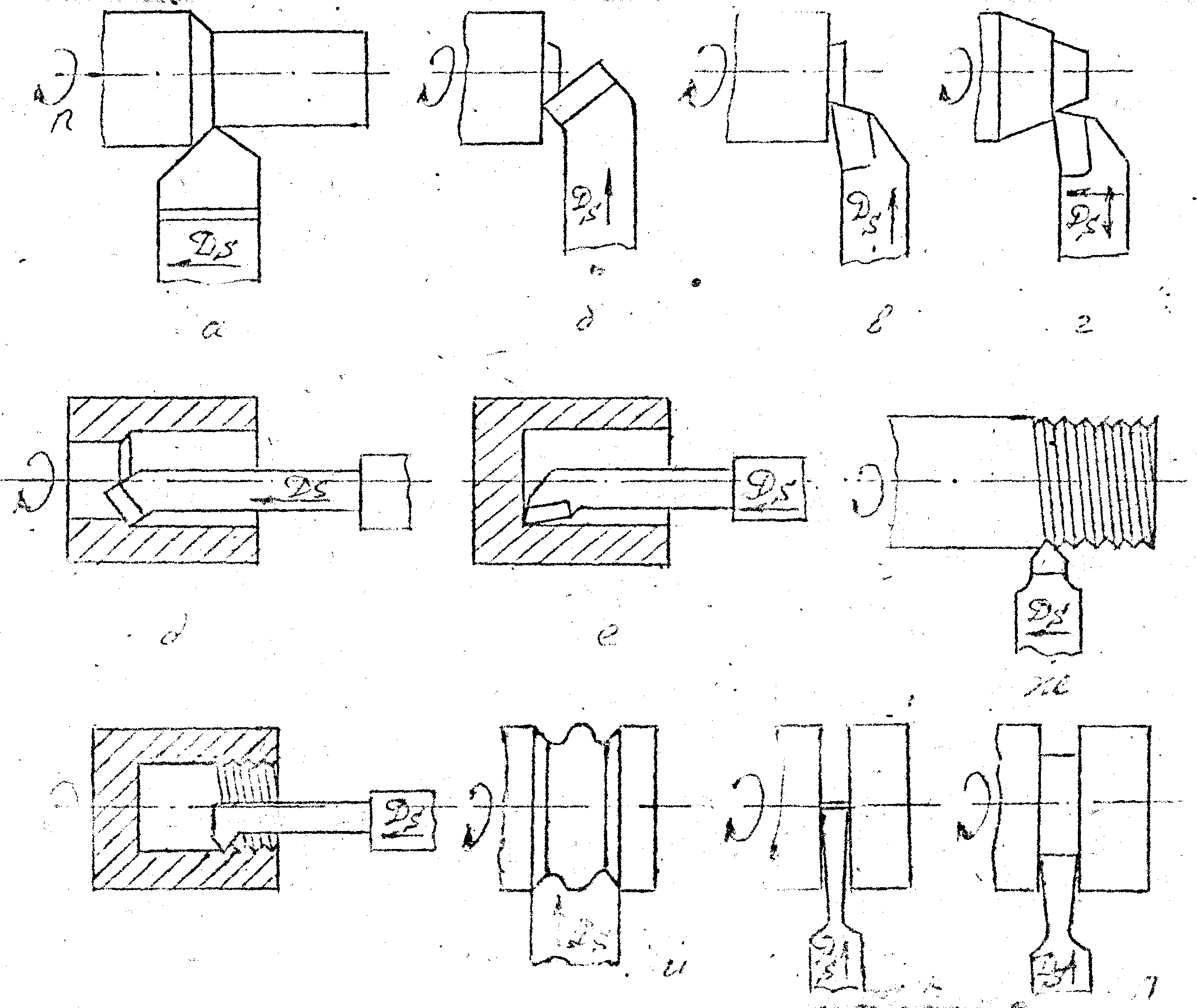
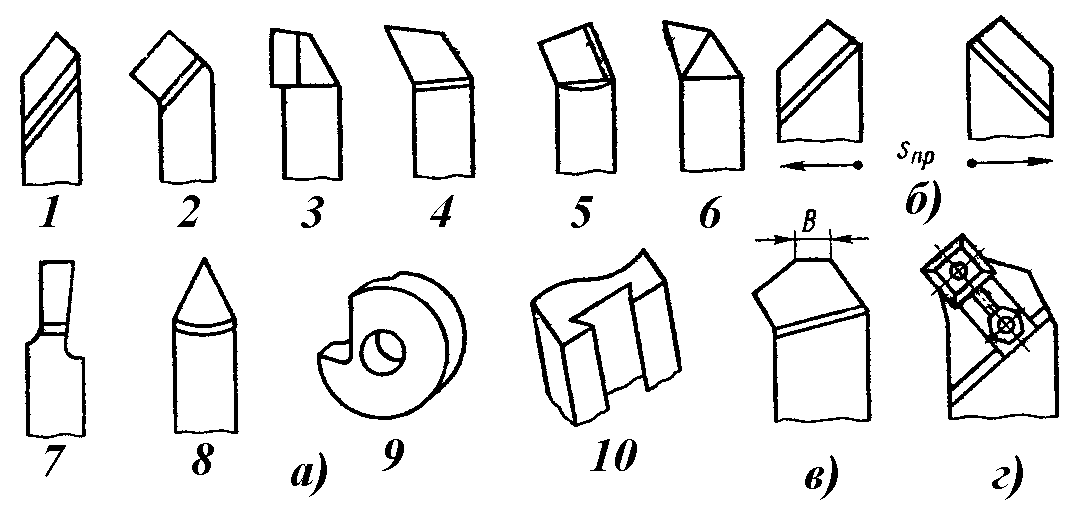
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.





Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Это интересно: Жаропрочная сталь — марки, виды и состав жаростойких сталей и сплавов
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
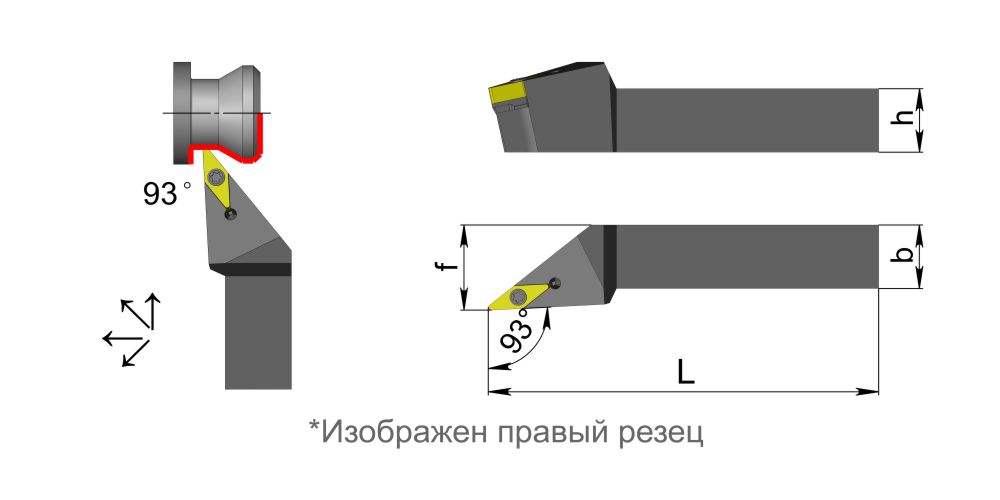
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Плюсы использования твердых сплавов в резцовых пластинах
Основным преимуществом пластины из твердого сплава перед ее собратьями из быстрорежущей стали является то, что она имеет возможность работать на высоких скоростях резки (до 500 м/с для стальных заготовок). При чем, сохраняя собственную твердость при общей высокой температуре в рабочей области (до 900 градусов по Цельсию). Как говорилось выше, существуют два метода крепления пластин из твердого сплава на державной головке – механическое закрепление и припаивание (или иные подобные способы). Соединения, которые являются неразъемными, считаются более устойчивыми к вибрациям и вообще конструктивно просты, тем более при работе на интенсивных нагрузках. Однако, невзирая на технически сложный способ производства, отрезной резец, на котором пластина закреплена механическим способом, обладает рядом преимуществ:
- При работе на головку его державки не оказывается термического воздействия при закреплении режущего элемента;
- Доступен быстрый разворот на другой режущий край либо ускоренная замена пластины;
- После смены пластины геометрические характеристики будут сохранены.
Кроме режущих твердосплавных частей при работе по особо твердым металлам, возможно использовать пластины на базе керамики. Хоть они и считаются более хрупкими, он они обладают повышенной износостойкостью режущей части и способны работать при очень высоких температурах, образующихся в рабочей области (до 1200 градусов по Цельсию).
Подробный разбор типов резцов по конструкции
Теперь можно подробно поговорить о классификации токарных изделий относительно их конструкций.
Изначально необходимо сказать, что, к какому бы типу резцы ни относились, для их сплавов используются следующие маркировки: ВК8, Т15К6, Т5К10, очень редко Т30К4 и еще реже другие вариации.
Прямые проходные резцы
Такой тип проходного изделия, как и инструмент отогнутого типа, используется для обработки внешних поверхностей цилиндрических заготовок. Однако, для снятия фасок такое изделие не подходит.
Должного распространения такой тип токарного резца по металлу не получил. У него существует два подвида, разделяемого по размеру:
- прямоугольная форма размером 25 на 16 мм;
- квадратная форма размером 25 на 25 мм, необходима для выполнения специфичных работ, невозможных при использовании первой формы.
Проходные отогнутые резцы
С помощью таких проходных изделий для станка производится обработка торцевой части заготовки. Отогнута рабочая часть таких инструментов может быть как в левую, так и в правую сторону. В отличие от первой классификации, такой инструмент способен снимать фаски.
Классификация державок такого типа по размеру (в миллиметрах) :
- 16 x 10, используется для учебных станков;
- 20 x 12, нестандартный и менее используемый размер;
- 25 x 16, является наиболее распространенным;
- 32 x 20;
- 40 x 25, в свободной продаже такие резцы найти невозможно, в большинстве случаев они изготавливаются и поставляются под заказ.
Данный тип изделий регламентируется документом ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Данные проходные инструменты могут быть изготовлены либо с прямой рабочей частью, либо, соответственно, с отогнутой. С помощью таких изделий происходит обработка поверхности цилиндрических заготовок из металла.


Подобная конструкция токарного резца является наиболее востребованной на всем рынке.
Классификация по размеру (в миллиметрах):
- 16 x 10;
- 20 x 12;
- 25 x 16;
- 32 x 20;
- 40 x 25.
Существуют исключения, когда такой инструмент выполняется с правым или левым отгибом рабочей области.
Подрезные отогнутые резцы
Своим внешним видом такая подрезная конструкция напоминает проходную, однако, здесь совершенно другая форма режущей пластины. А именно: треугольная.
С помощью такого подрезного изделия можно обрабатывать заготовку по перпендикулярному оси вращения направлению. Кроме отогнутых, есть также и упорные виды подрезных резцов, но они абсолютно не имеют популярности на рынке.
Классификация подрезной конструкции по размерам (в миллиметрах):
- 16 x 10;
- 25 x 16;
- 32 x 20;
Отрезные изделия
Такой вид резцов, как можно понять из названия, используется для отрезки заготовок под прямым углом. Также можно использовать для прорезки канавки разных глубин на поверхности металлической детали.
Данное изделие пользуется наибольшей популярностью и распространением на всем рынке токарных инструментов.
Размеры (в миллиметрах):
- 16 x 10 (для учебных станков);
- 20 x 12;
- 20 x 16 (самый распространенный размер);
- 40 x 25 (почти всегда под заказ, найти в свободной продаже практически невозможно).
Об особенностях использования резцов
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.
https://youtube.com/watch?v=2-uCiQp0u8k
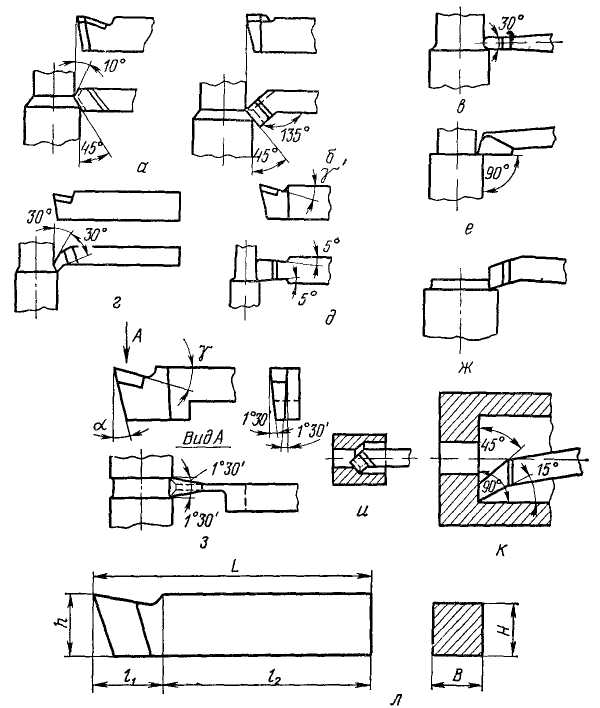
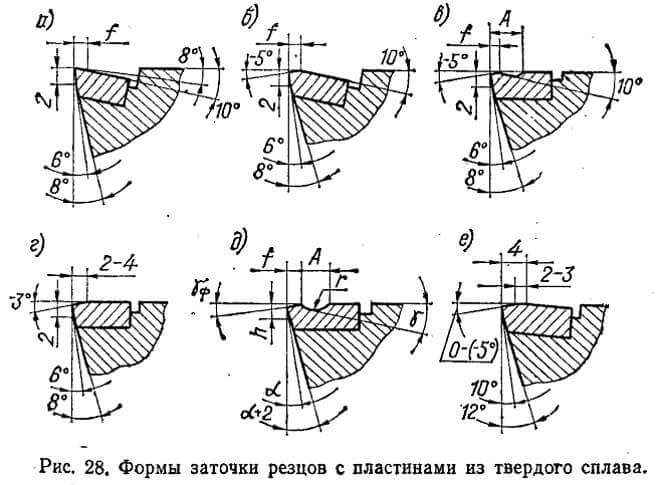
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.