
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей
Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
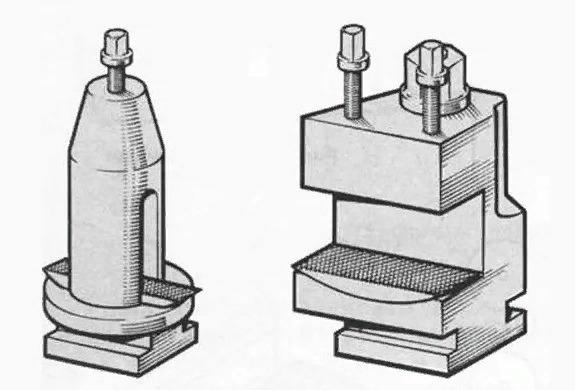
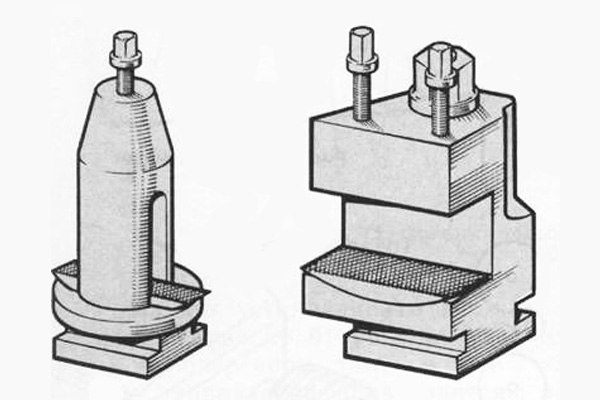 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
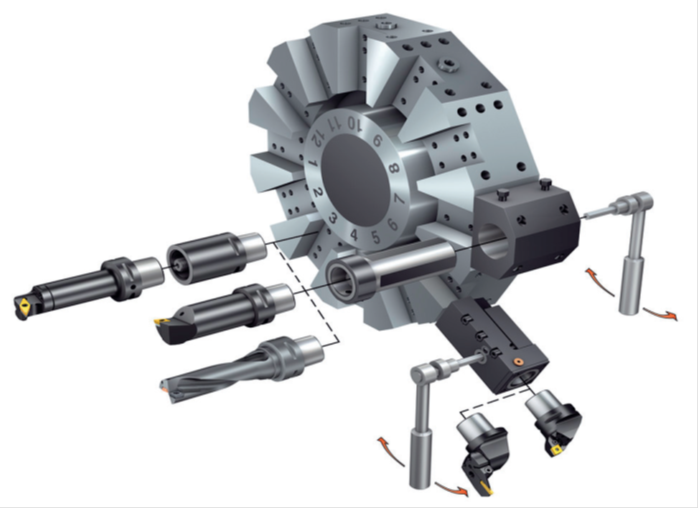
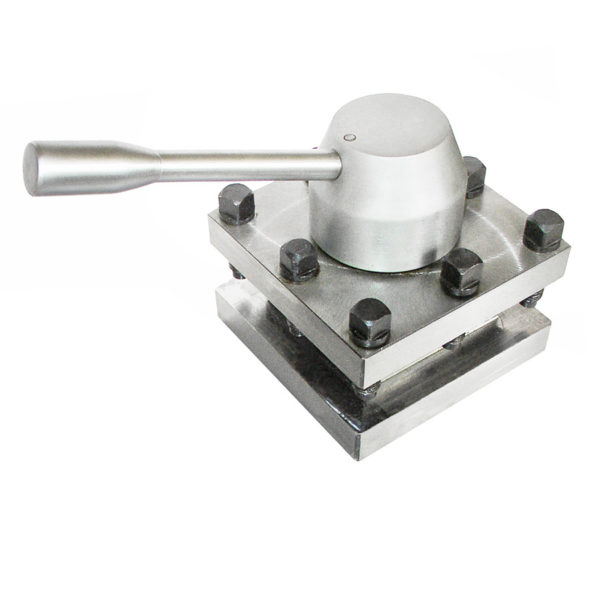
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические револьверные головки
 Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
2 Самодельный токарный станок
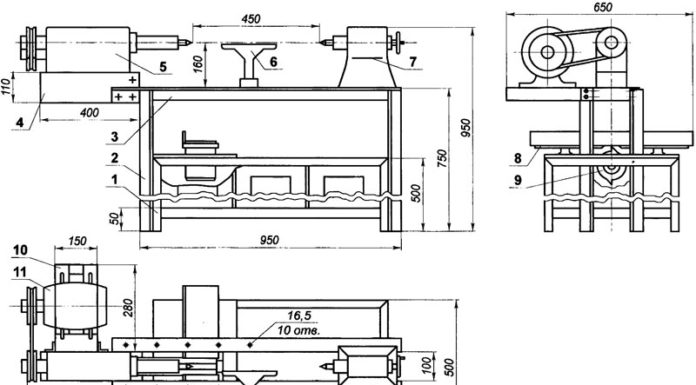
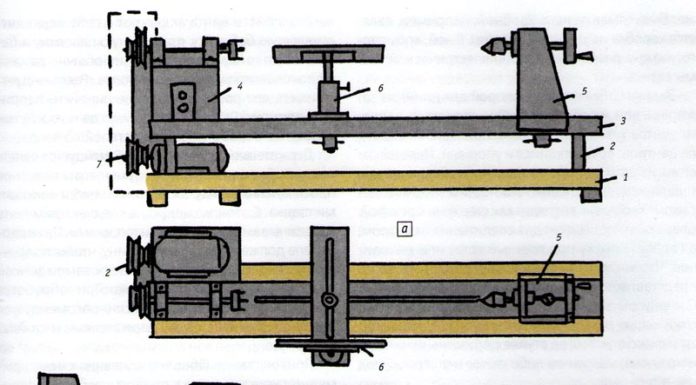
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
2.2 Материалы и сборка
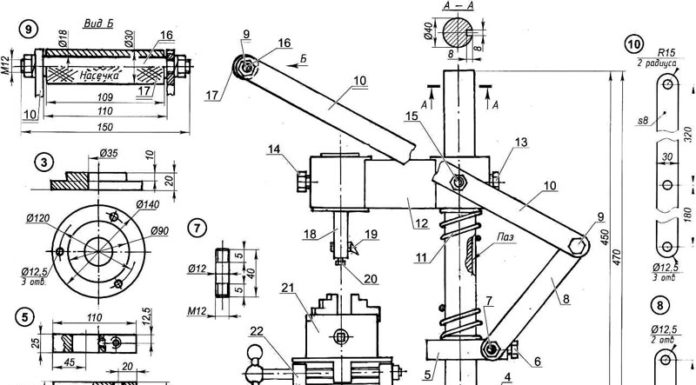
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок на швеллере
Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.
На чтение: 9 минут Нет времени?
Каждый домашний умелец хотел бы иметь в своём арсенале инструментов токарный станок по металлу. Подобное оборудование позволяет при необходимости самому выточить сломанную деталь, нарезать резьбу, изготовить какую-нибудь безделушку и многое другое. Однако, поскольку промышленные агрегаты далеко не каждому человеку по карману, да и места они много занимают, то большинство мастеров предпочитает делать компактные самодельные станки по металлу своими руками.


Читайте в статье
Условное деление державок для резцов
Державки токарные разделяются по нескольким параметрам. По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
По количеству мест для установки резцов:
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
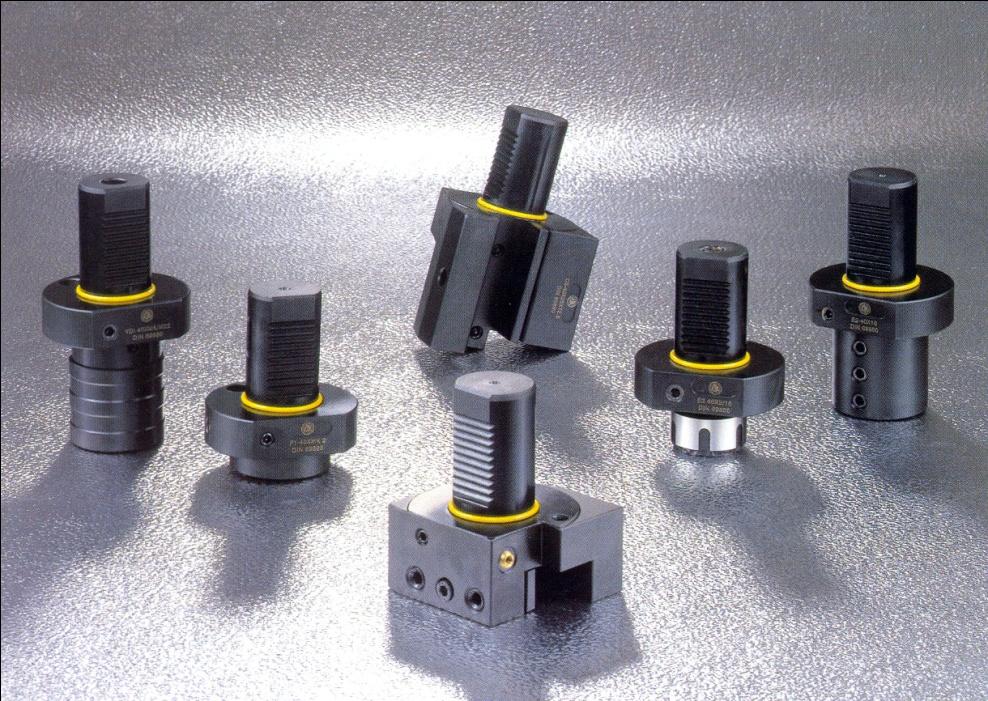
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
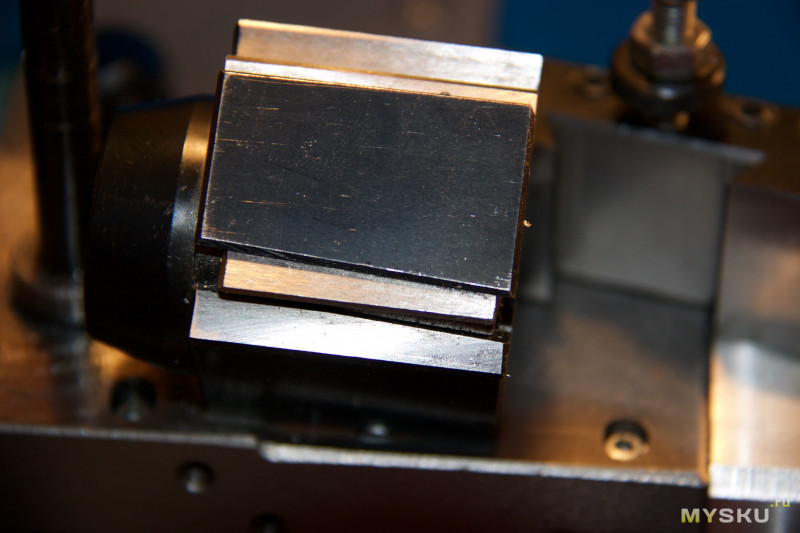
Резцедержатели на токарный станок обычной конструкции «солдатиком» оснащены специальной прокладкой сферической формы, позволяющей оперативно поставить требуемый резец. Угол резания и высотное расположение изменяются разворотом прокладки. Инструмент в резцедержателе закрепляется посредством одного болта.
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.
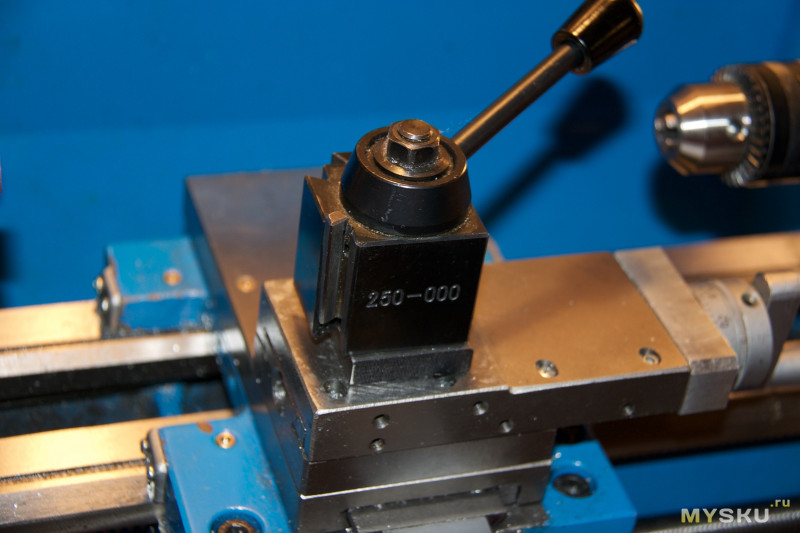
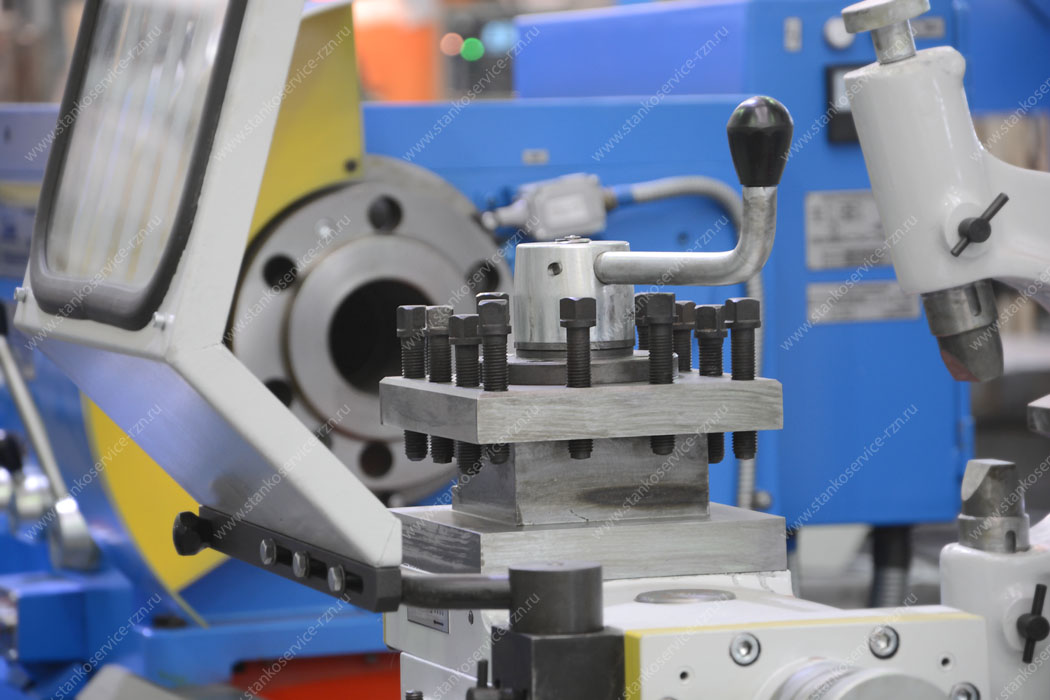
Поворотные
Наиболее распространены в токарных станках резцедержатели, позволяющие разместить сразу 4 резца. Станок заранее подготовлен к выполнению нескольких следующих одна за другой работ без необходимости замены резца. Максимальный эффект от установки поворотного резцедержателя в станок получается при необходимости обработки деталей сложных геометрических форм. Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка. Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро. Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.

В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
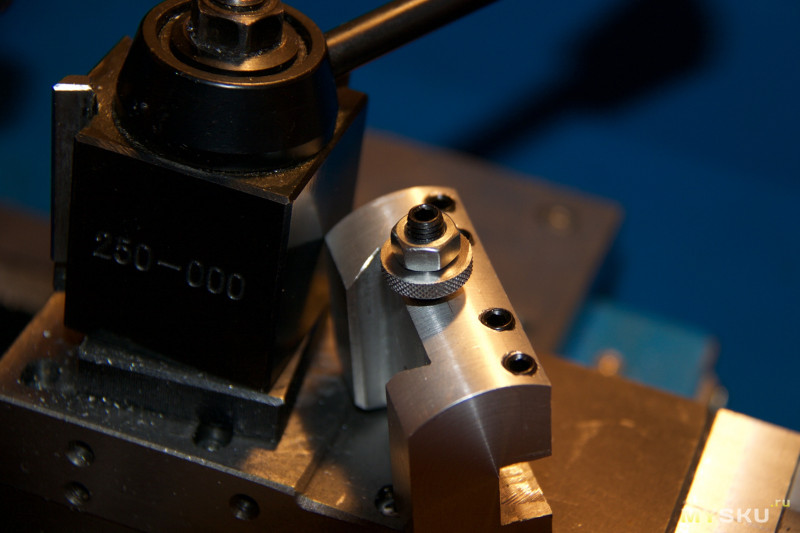
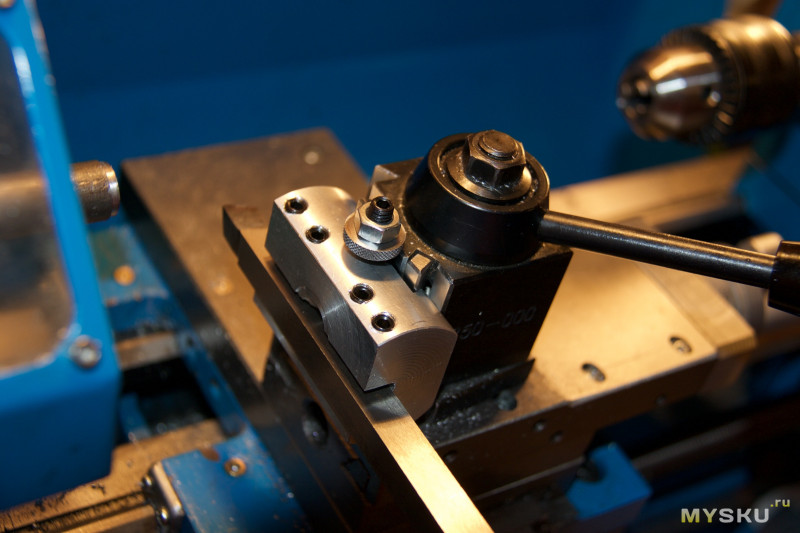
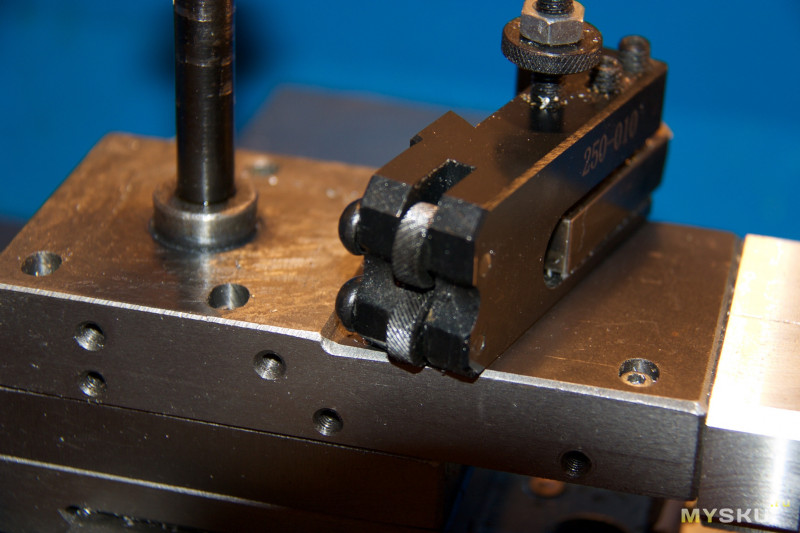
Быстросменный резцедержатель
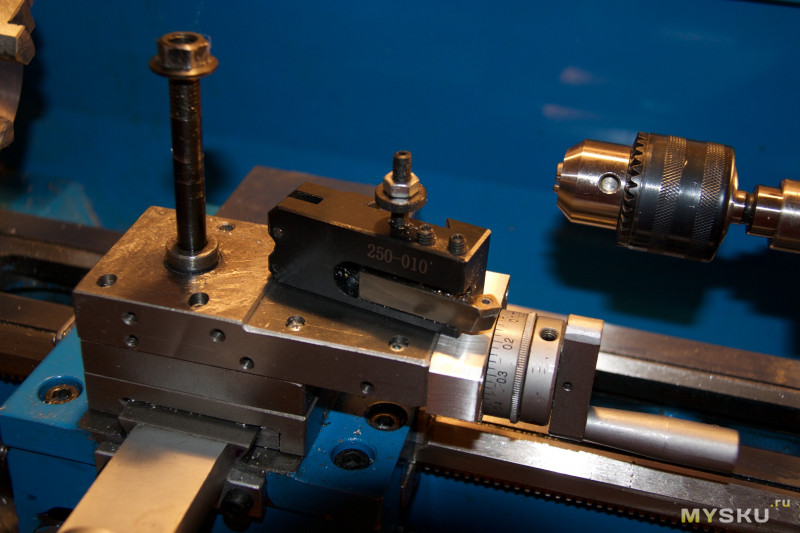
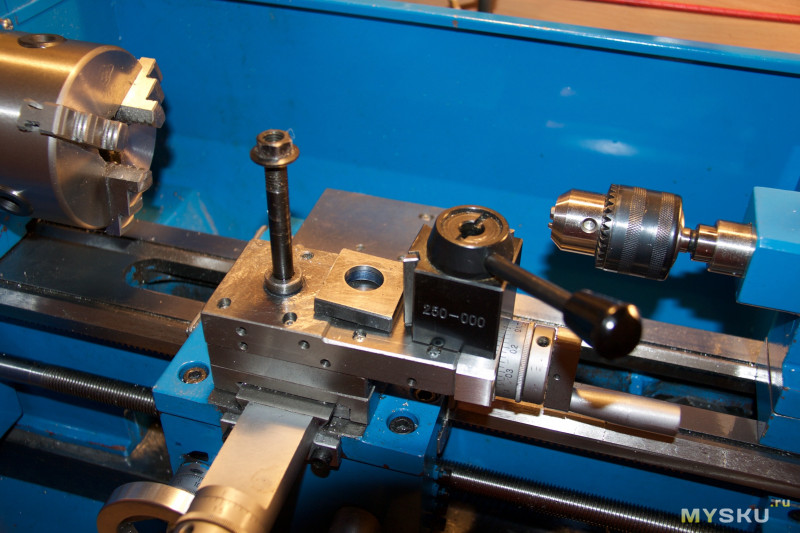
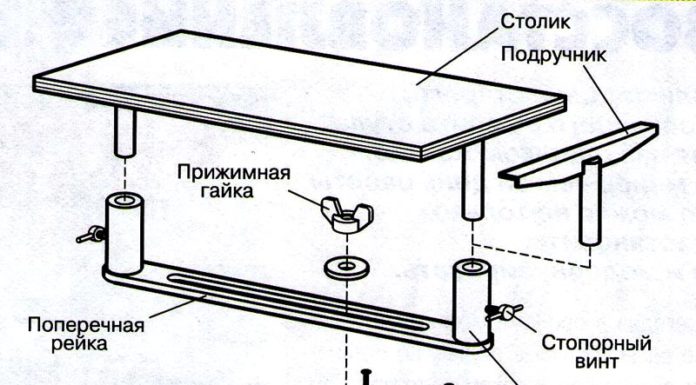
Если станок используется дома для небольших объемов различных работ, резцы требуется часто менять. Для минимальных трудовых и временных потерь рекомендуется установить быстросменный резцедержатель со сменяемыми кассетами. Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.

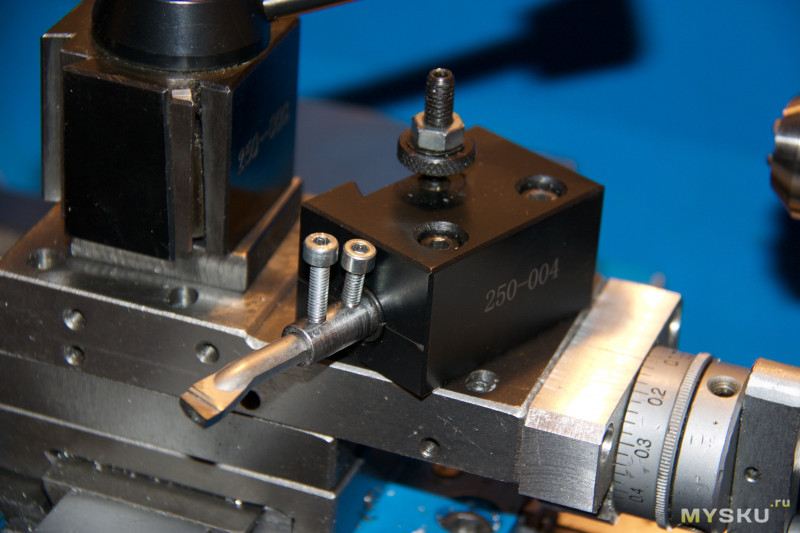
Универсальный переходник
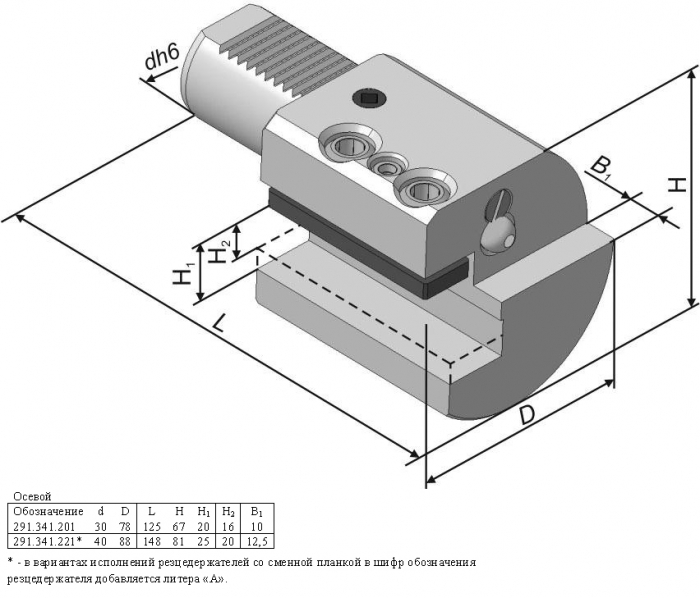
Держатели резцов универсального типа (переходники) позволяют поставить на станок инструмент с большими размерами, чем предусмотренный конструкцией. При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.
Заточка резцов
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Originally posted 2018-04-06 09:24:13.
Типы и обозначения МРС
Основная классификация металлорежущих станков построена по технологическому признаку и подразделяются на 9 групп:
- Токарные станки, основным признаком которых является главное вращательное движение заготовки и поступательное движение подачи инструмента. На станках этой группы обрабатываются тела вращения.
- Сверлильные и расточные станки. Характерным признаком станков этой группы является главное вращательное движение инструмента. Поступательное движение подачи могут осуществлять как заготовка, так и инструмент. Станки предназначены в основном для обработки отверстий.
- Шлифовальные станки, основной характерной особенностью которых является применяемый абразивный инструмент.
- Комбинированные станки. Станки этой группы отличаются тем, что имеют на одной станине устройства, позволяющие производить точение, сверление, фрезерование, шлифование, а иногда строгание.
- Резьбо — и зубообрабатывающие станки. В эту группу выделены зубообрабатывающие и резьбообрабатывающие станки независимо от способа осуществления этих операций в силу общности кинематических особенностей.
- Фрезерные станки, основным признаком которых является применяемый инструмент — фреза, совершающая главное вращательное движение. Станки применяются для обработки плоскостей и фасонных поверхностей.
- Строгальные и протяжные станки. В эту группу сконцентрированы станки с главным поступательным движением. Строгальные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей, а протяжные — для обработки линейчатых поверхностей, определяемых формой режущей кромки инструмента — протяжки.
- Разрезные станки, предназначенные для отрезки заготовок от целого куска металла.
- Разные станки.
Внутри каждой группы станки подразделяются на 9 подгрупп т.е. на типы станков по более узким технологическим и конструктивным признакам. При изучении станков соответствующих групп эта классификация будет раскрыта.
По степени универсальности станки подразделяются на станки:
- общего назначения,
- специализированные,
- специальные.
Станки общего назначения (универсальные, широкоуниверсальные) позволяют обработку широкой номенклатуры деталей и применяются преимущественно в единичном и мелкосерийном производстве.
Специализированные станки предназначаются для обработки ограниченной номенклатуры деталей. Область их применения — серийное производство.




Специальные станки изготавливаются для обработки одного или весьма ограниченного числа наименований деталей или даже выполнения одной операции при обработке какой-либо детали. Эти станки применяются в массовом производстве.
По точности станки подразделяются на пять классов:
Н — нормальной; П — повышенной; В — высокой; А — особо высокой точности; С — спец-мастер станки.
По массе различают:
- легкие — до 1 тонны,
- средние — 1…10 тонн,
- тяжелые — свыше 10 тонн.
Тяжелые подразделяются:
- на крупные — 10…30 тонн,
- собственно тяжелые — 30…100 тонн,
- уникальные — свыше 100 тонн.
Обозначения станков
Обозначения станков строятся на буквенно-цифровой основе. При обозначении станков общего назначения первая цифра показывает принадлежность к группе классификации. Вторая цифра определяет отношение станка к соответствующей подгруппе, типу, последняя или две последние цифры обозначают размерную характеристику станка. Буквы русского алфавита, размещаемые между цифрами, указывают на соответствующую модификацию станка данного типоразмера.
Например,
Обозначения станков-маркировка
В обозначениях специальных станков первые буквы указывают на индекс завода — изготовителя, а следующие за ними цифры — порядковый номер модели. Например, Е3-24 — станок Егорьевского .
Прецизионные станки обозначаются соответствующей буквой в конце, например, 1И611П, 1К62В.
Станки с ЧПУ в обозначениях имеют букву Ф и цифру, указывающую на тип системы управления (1 — с индикацией отработанной геометрической информации, 2 — позиционная, 3 — контурная, 4 — комбинированная) например, 6П13Ф3; 3М151Ф2; ИР-500МФ4.
Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.
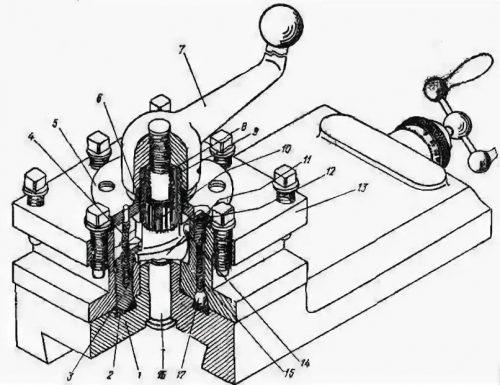
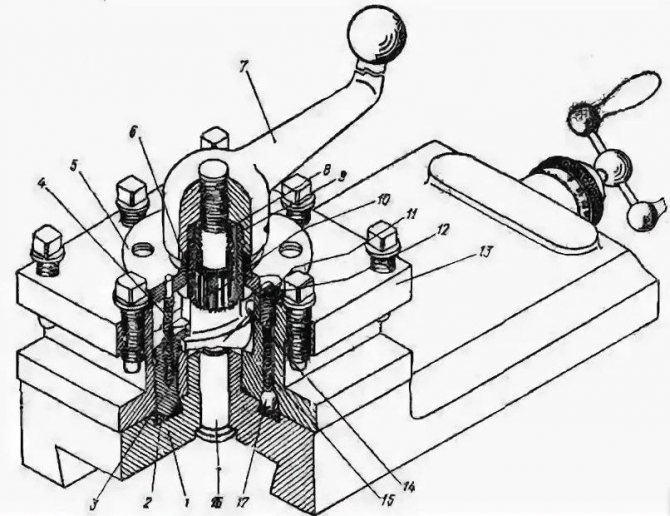
В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
Этапы изготовления токарного станка по металлу своими руками
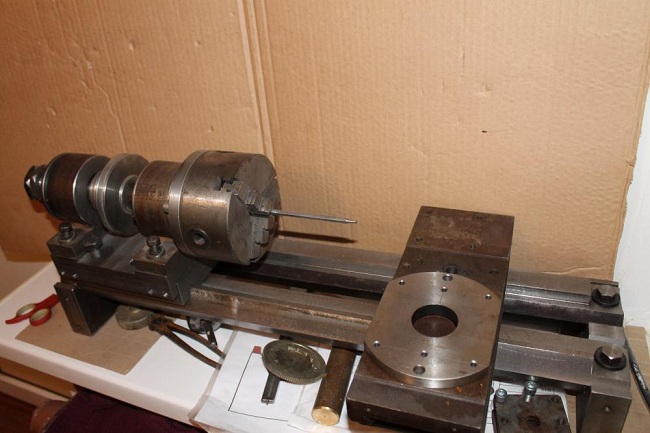
Для начала предлагаем посмотреть на собранный своими руками агрегат. Некоторые детали взяты из неисправных приборов и механизмов.

Детали агрегата, собранного собственноручно домашним мастером
Алгоритм работ будет следующим:
- составляется подробный чертеж будущего агрегата с указанием размеров, материалов;
- подбирается по мощности и количеству оборотов в минуту электродвигатель;
- четко следуя составленной схеме, подготавливаются детали рамы по размерам;
- производится сборка выбранным способом (сварка или болтовые соединения).
Рассмотрим каждый из перечисленных этапов подробнее.
Этап подготовки: проект и составление чертежа
В качестве примера, а возможно и основы будущего маленького токарного станка, можно взять схемы подобных агрегатов, предоставленные нами ниже.
Когда рама собрана, приступаем к изготовлению и установке на нее остальных узлов.
Как выбрать электропривод для подобного агрегата
Электродвигатель – важнейшая часть конструкции. От его мощности зависит величина деталей, которые возможно изготовить на станке. При мощности электромотора 800÷1000 Вт устройство позволит обрабатывать только маленькие детали. Для больших заготовок используются двигатели 1.5÷2 кВт.




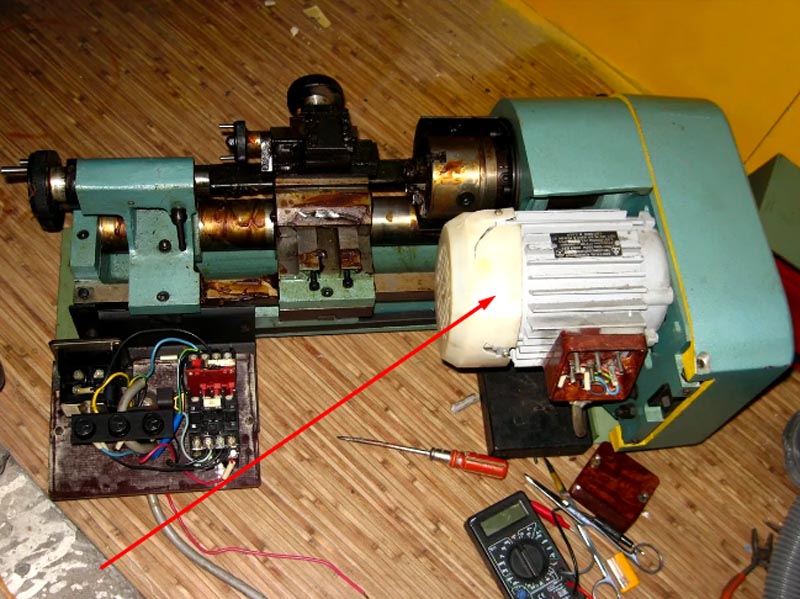
Двигатель по мощности должен превышать 800 Вт
Важный этап монтажа электродвигателя — это подключение к сети. Контакты и соединения, независимо от того, возможно ли к ним прикоснуться в процессе работы, требуют тщательной изоляции. Клеммы электродвигателя подключаются в определенном порядке. Если у домашнего мастера нет навыков в этой области или он сомневается в своих силах, лучше доверить эту работу профессионалу.
Порядок сборки фрезеровочного или токарного станка
После изготовления рамы устанавливаем на нее валы, зафиксировав их сваркой. Далее монтируем переднюю бабку, валы и шкивы с суппортом. И только в последнюю очередь устанавливаем на место электродвигатель, фиксируем его и натягиваем ремни или цепи (в зависимости от вида передачи крутящего момента).
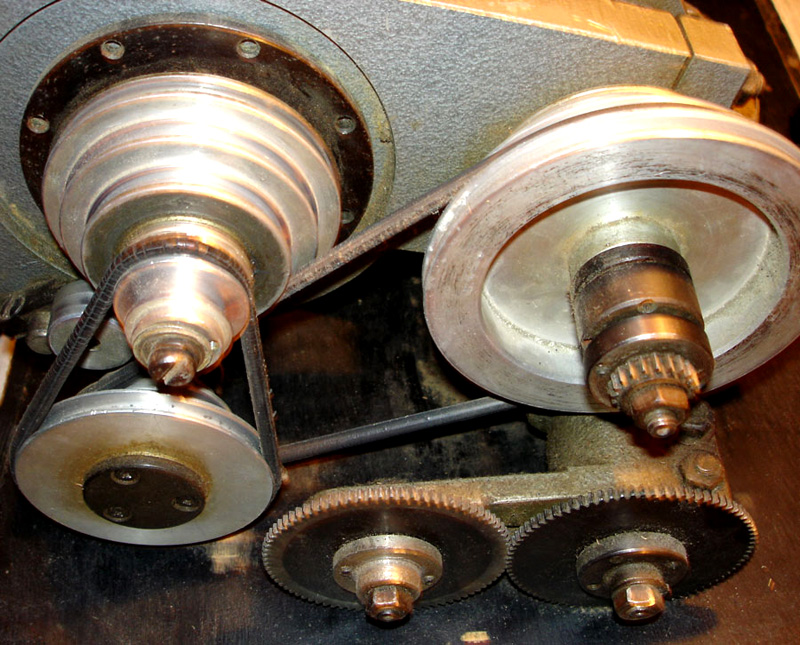
Наиболее распространенный вид передачи крутящего момента — ременная
Изготовление токарного станка из дрели своими руками: пошаговая инструкция
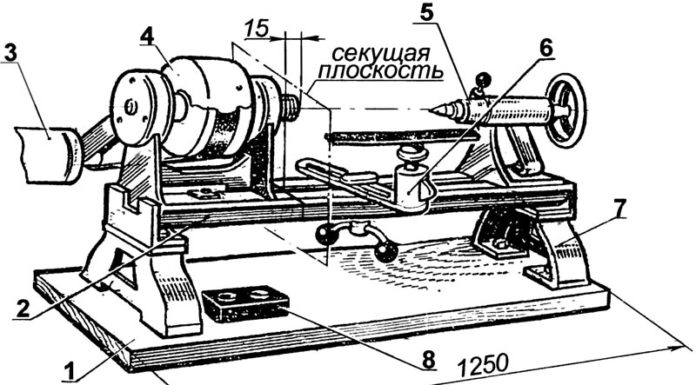
Самым простым вариантом будет изготовить токарный станок из дрели. Сейчас рассмотрим пошагово, что для этого нужно сделать. Сразу оговоримся, что такое устройство позволит только полировку, но никак не обработку – мощностей маловато для токарки по металлу. Видео изготовления более мощных станков мы представим ниже, а пока рассмотрим устройство из дрели для обработки дерева. Это даст общее представление, такие агрегаты практически идентичны.
Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.
В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
https://youtube.com/watch?v=Wugrdbf-f7w
https://youtube.com/watch?v=hozPUrPK9GU
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.