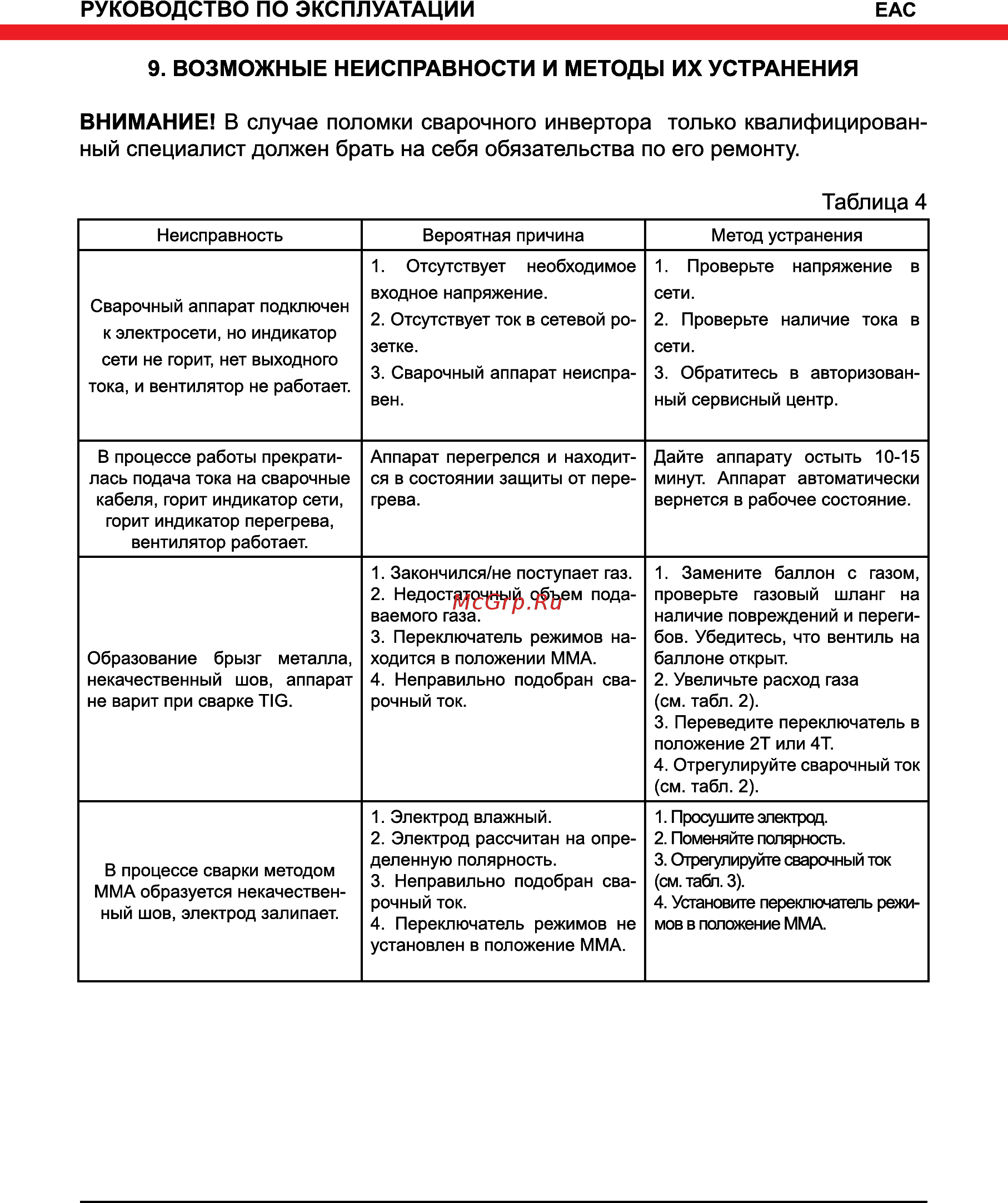
Возможные проблемы в работе оборудования
Самой распространенной причиной, по которой возникают сбои в работе латвийского оборудования, является неправильная эксплуатация аппарата.
Также часто серьезные проблемы с инвертором возникают в результате попыток продолжить работу после появления первых тревожных признаков. К последним относятся:
- периодическое самопроизвольное отключение устройства;
- сильный гул или дребезжание оборудования во время работы;
- исчезновение сварочной дуги;
- невозможность отрегулировать и установить необходимое значение сварочного тока, и другие.
Все они свидетельствуют о неполадках внутри инвертора и требуют немедленного устранения.
Как ремонтировать сварочный инвертор
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции, и что бы там ни говорили производители инверторов, меньшей надежностью в сравнении с предшественниками: трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика неисправности сварочных аппаратов и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоит их электронная схема. Придется научиться работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей измерительной технике.
Основные виды поломок и их устранение
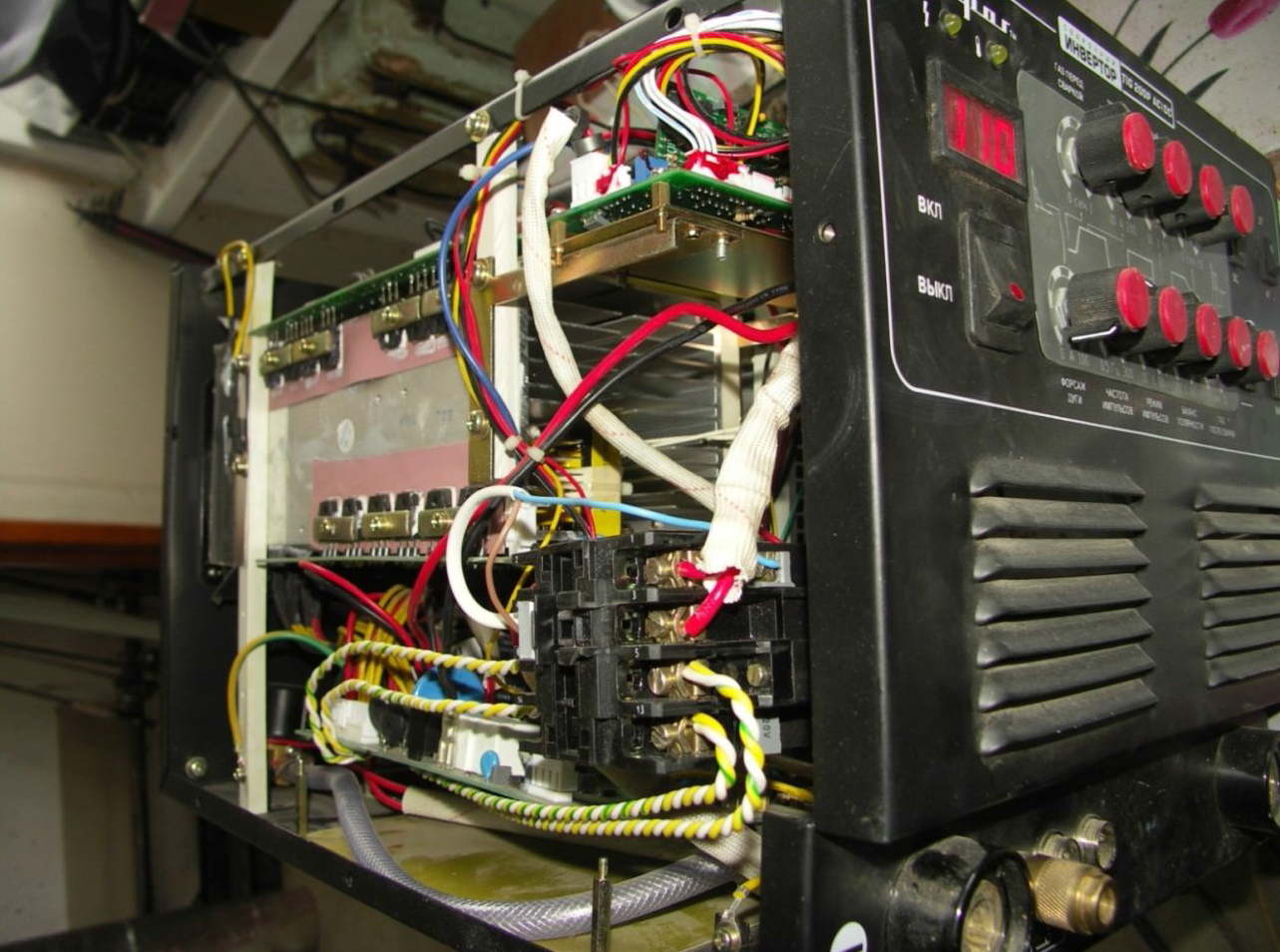
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
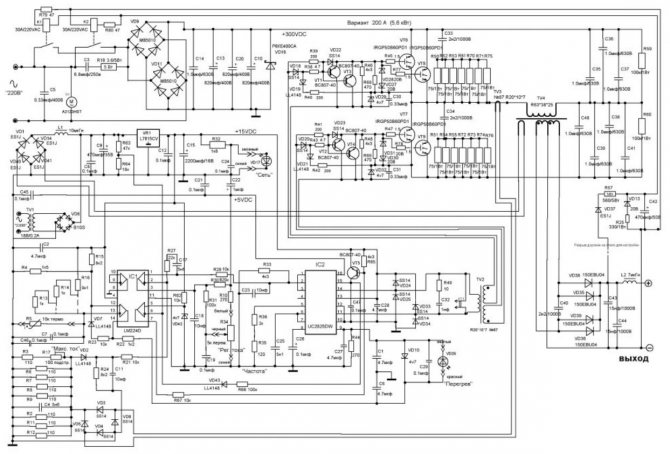
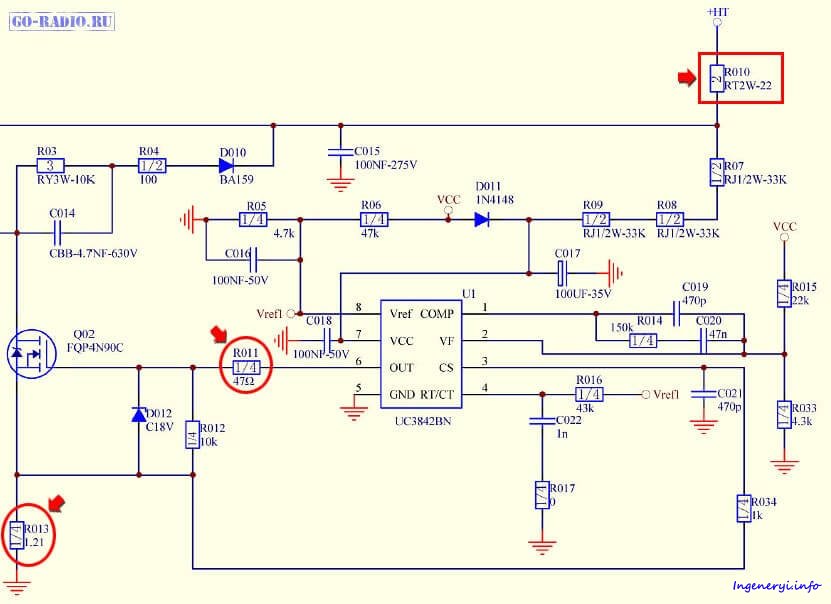
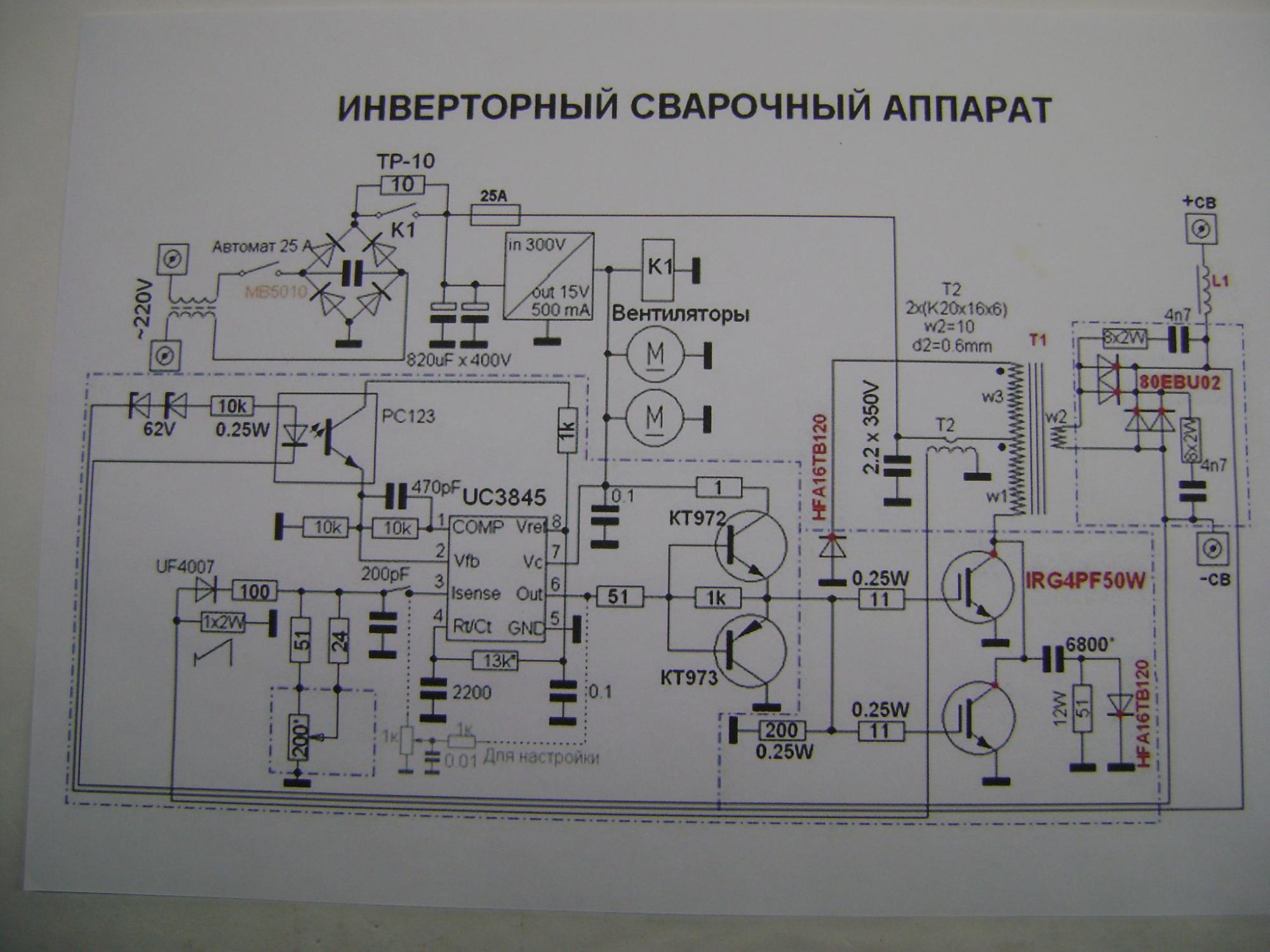
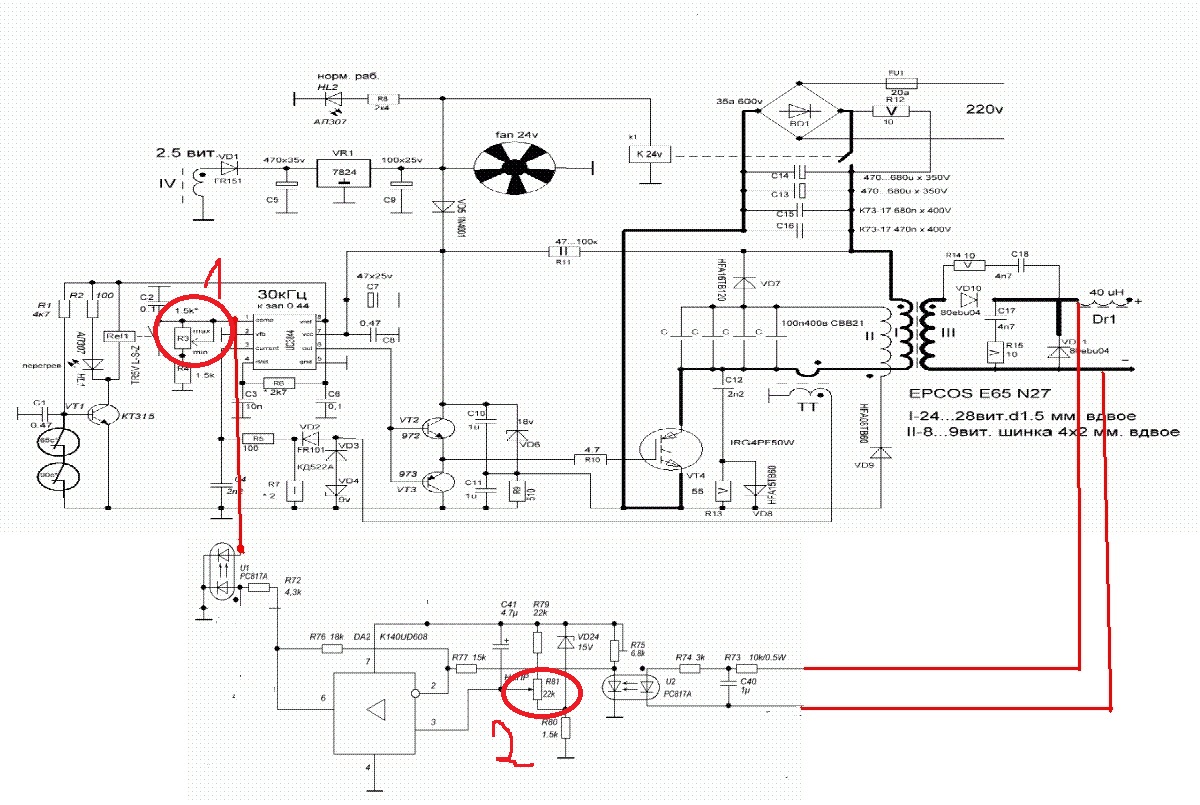
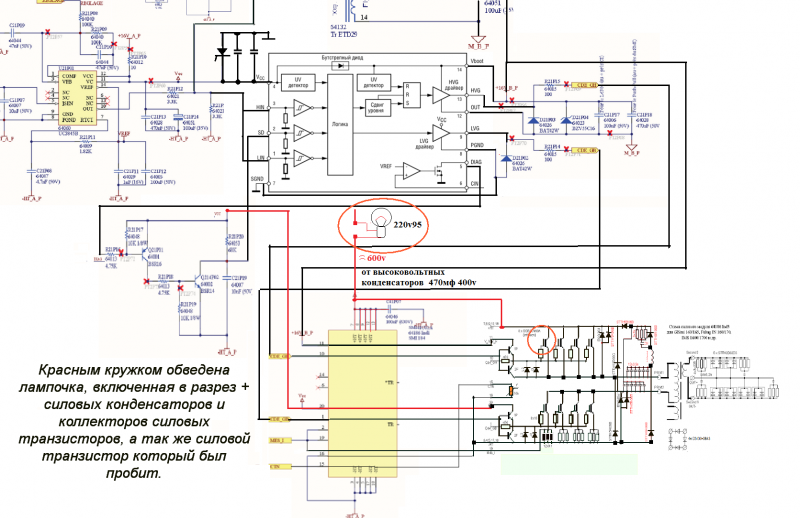
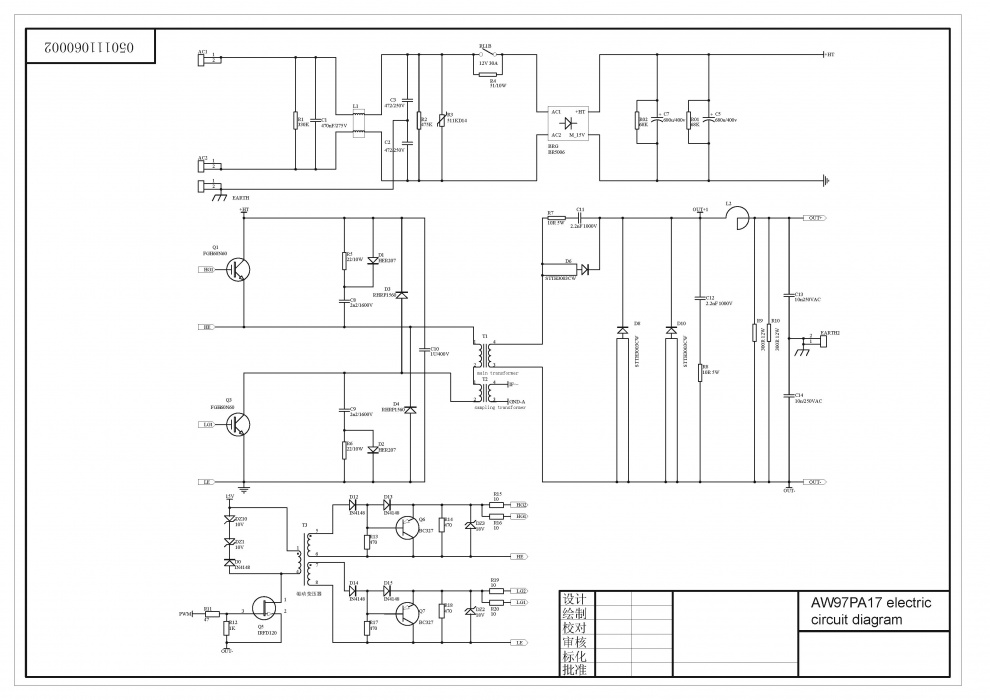
Электрическая схема сварочного инвертора.
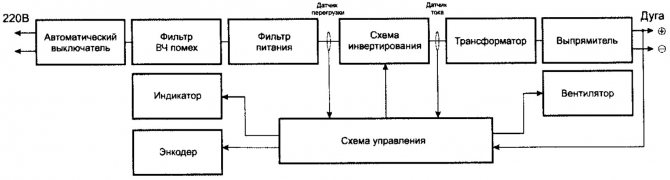
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
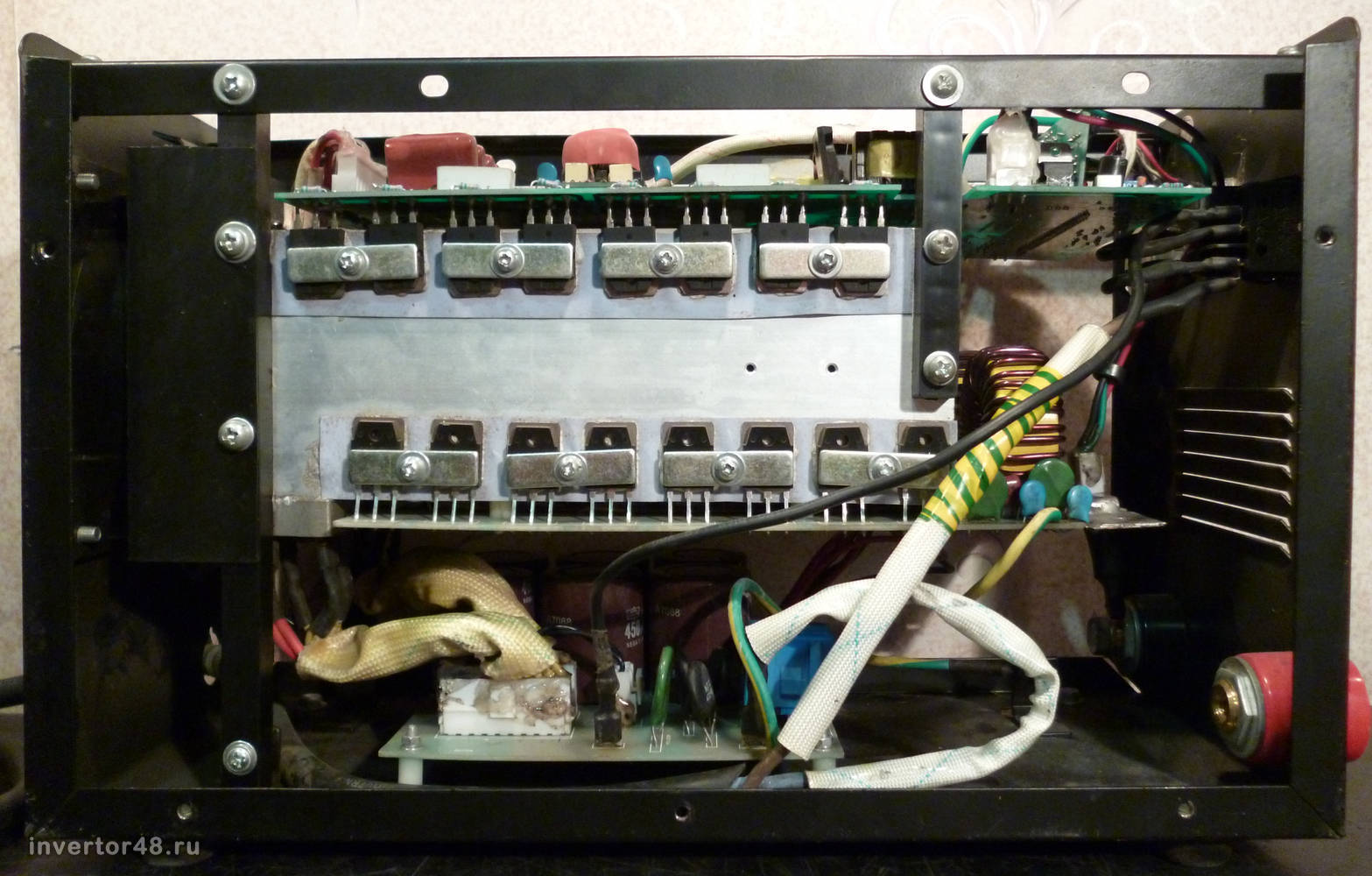
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
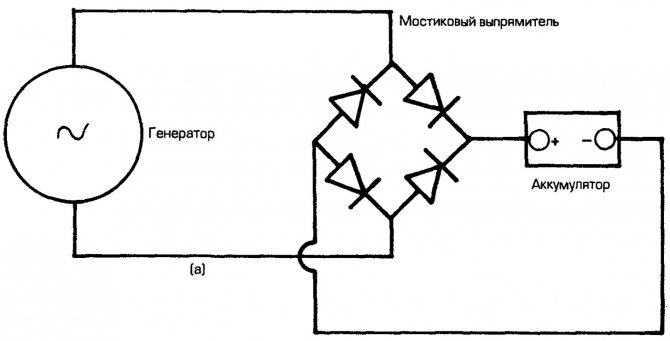
- Первичного и вторичного выпрямителей.В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя.Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора.Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
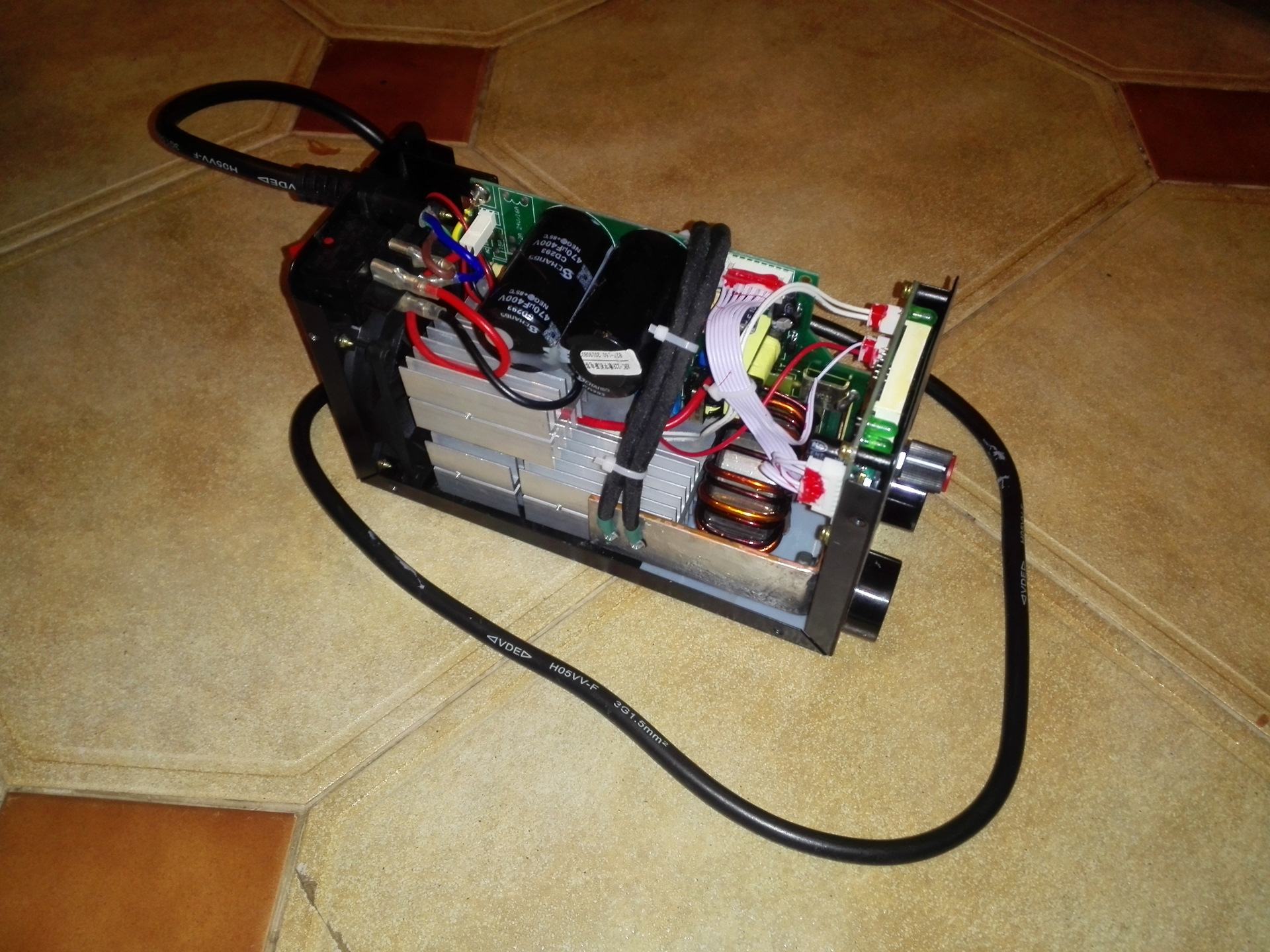
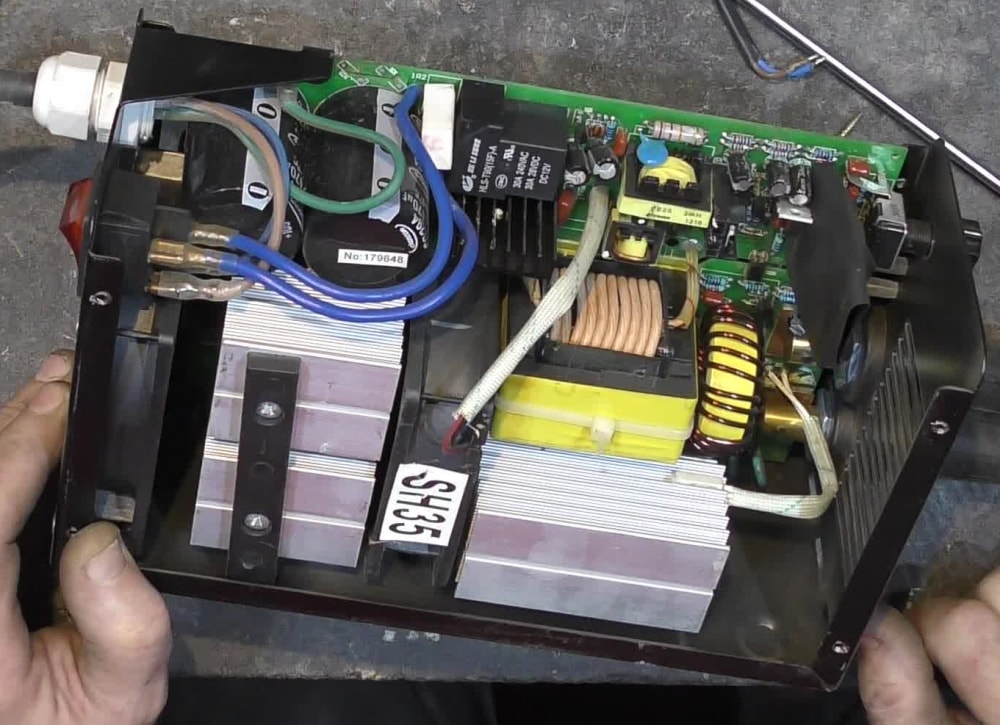
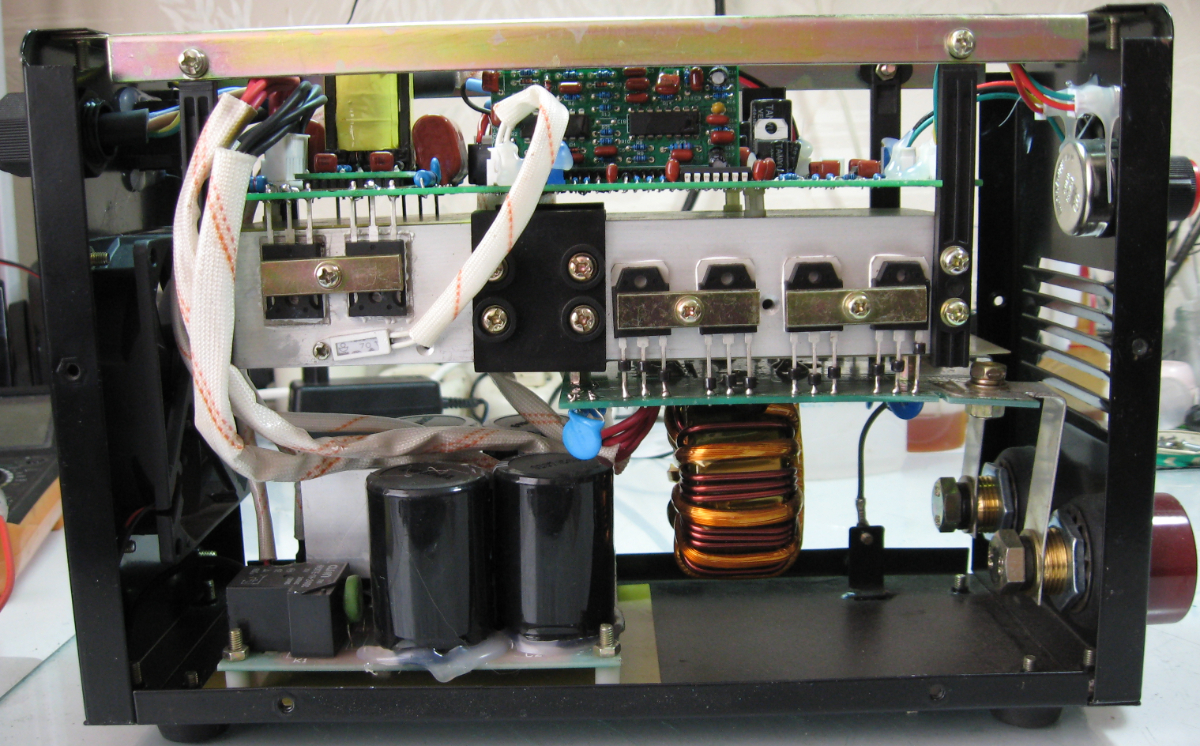
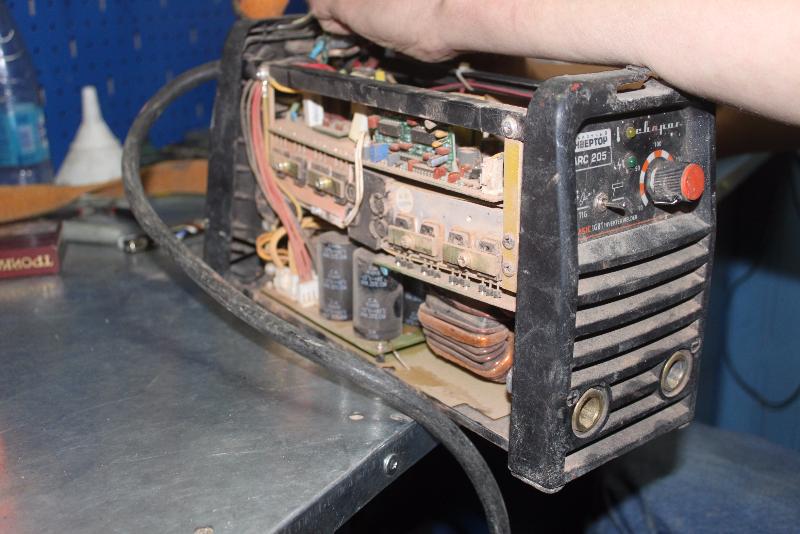
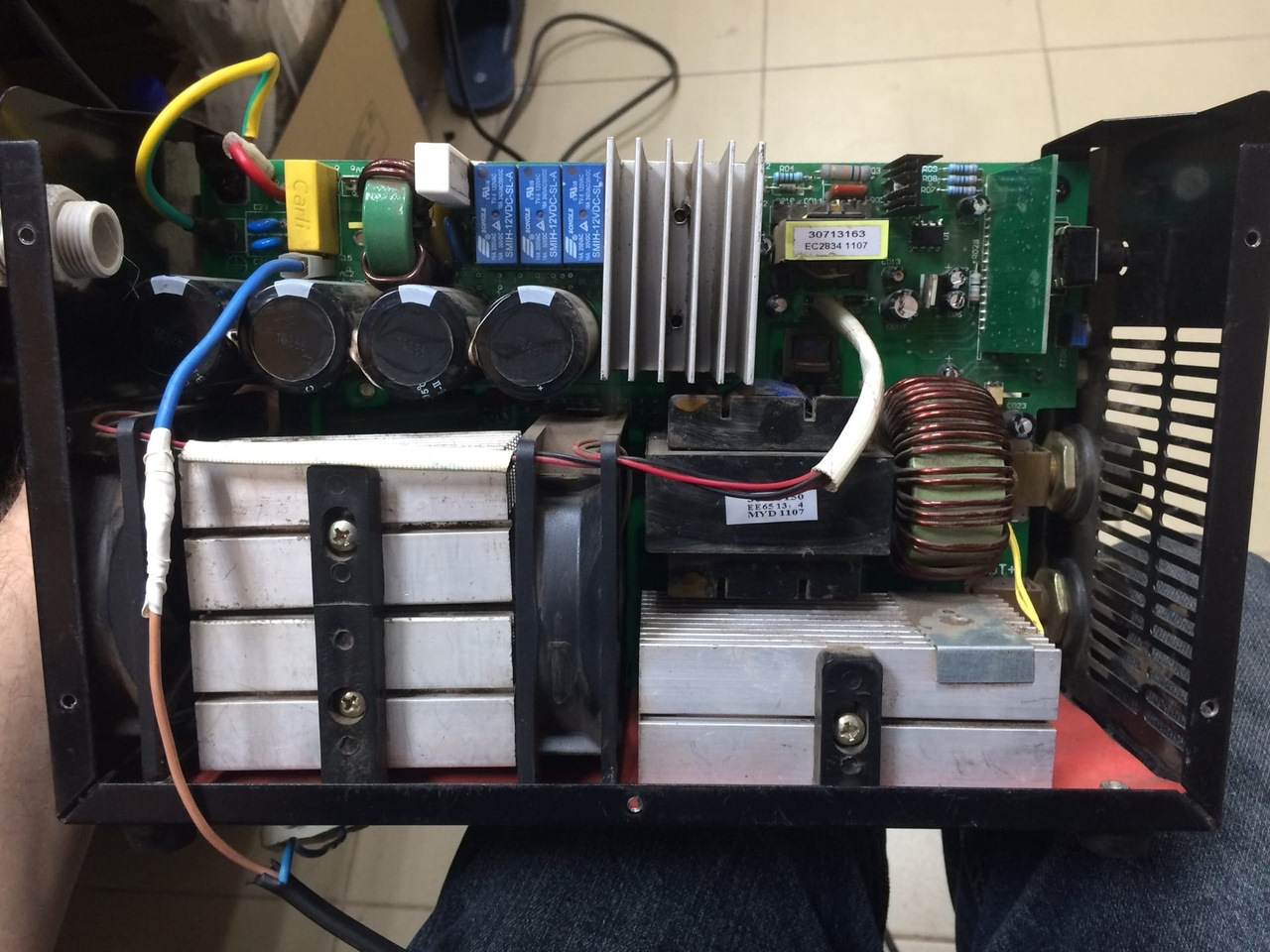
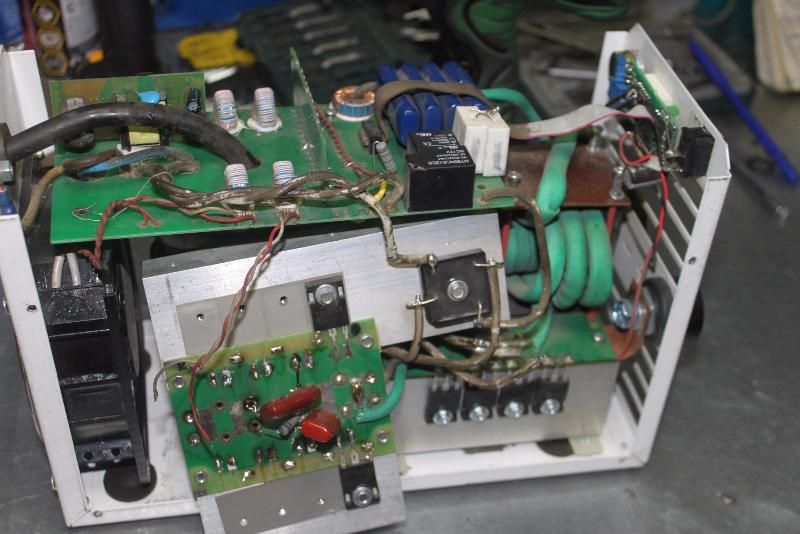
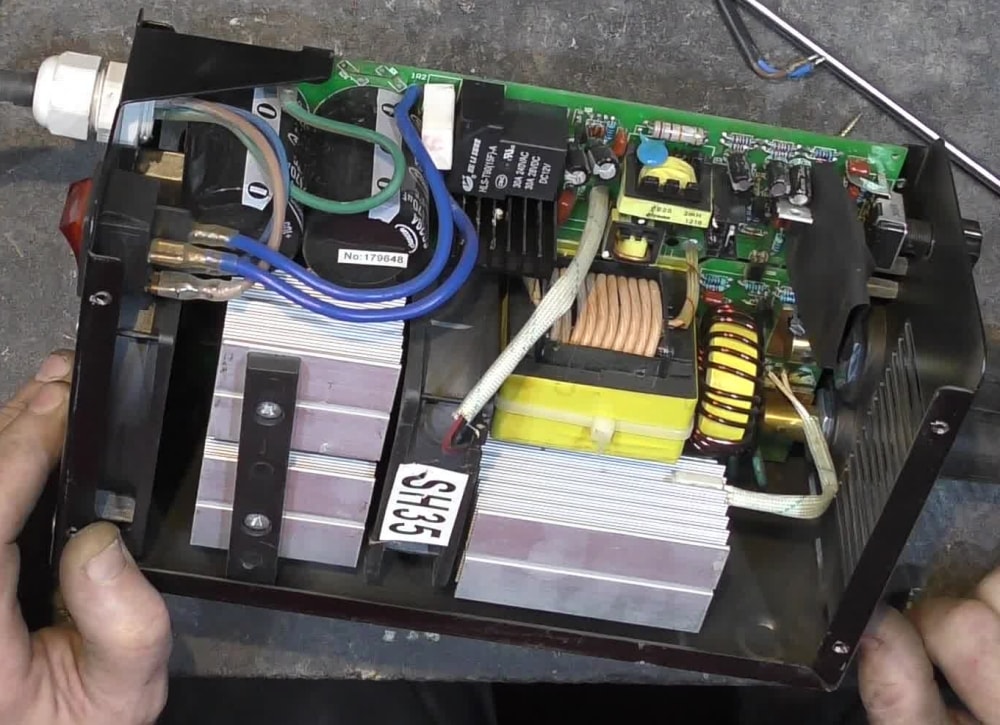
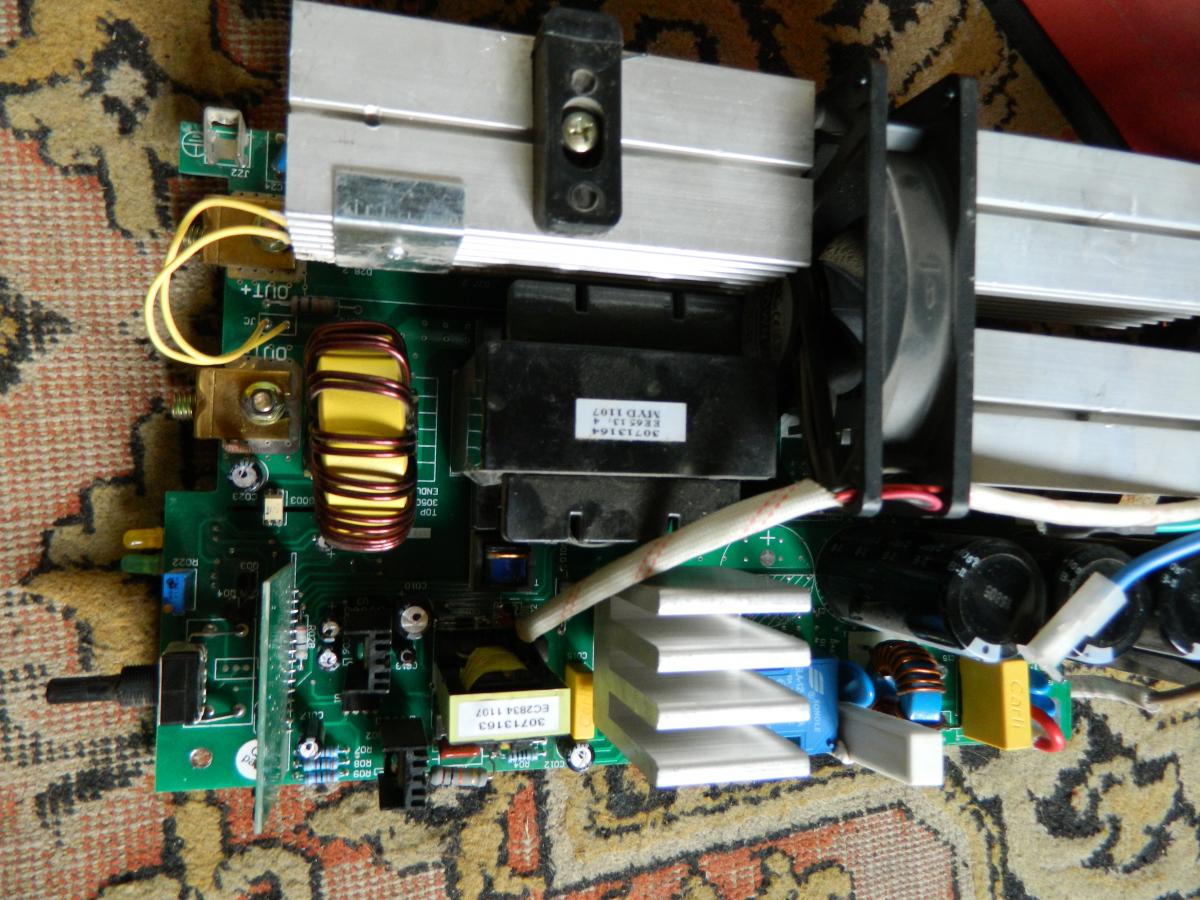
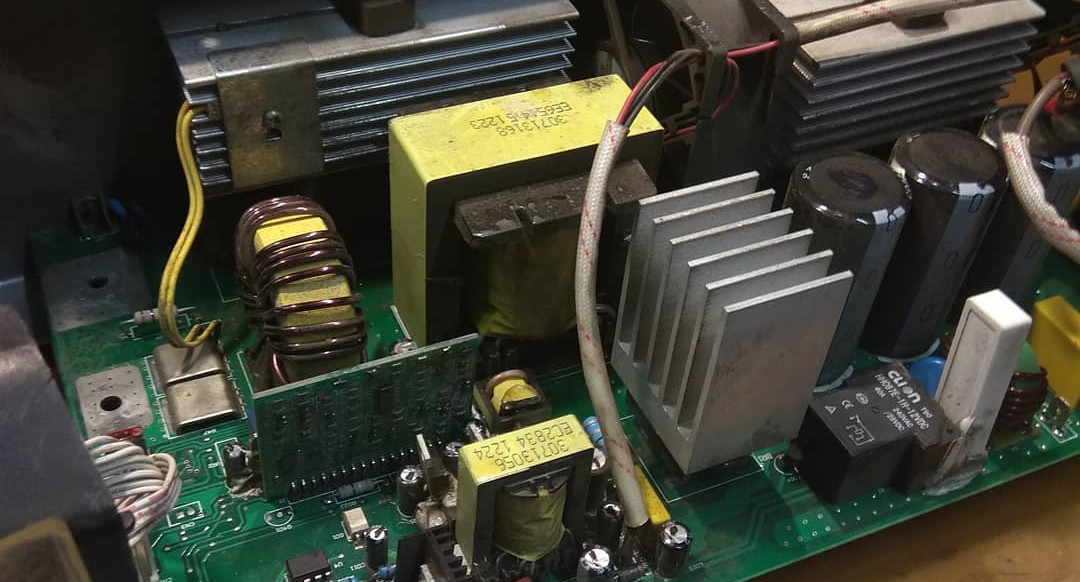
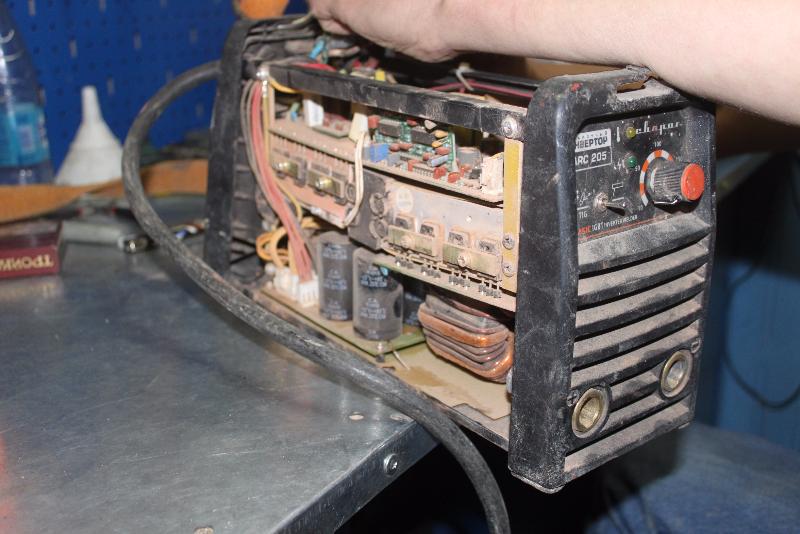
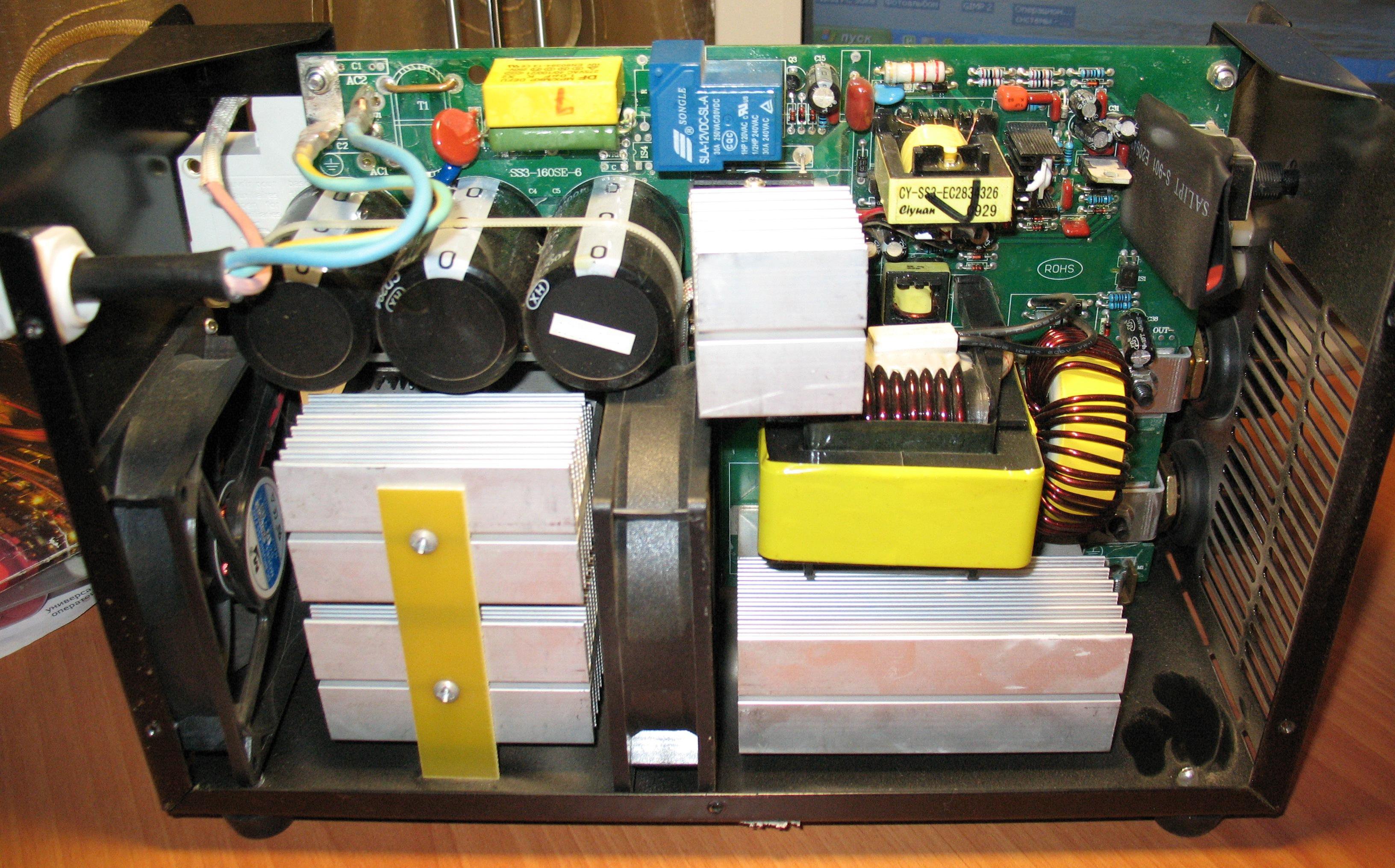
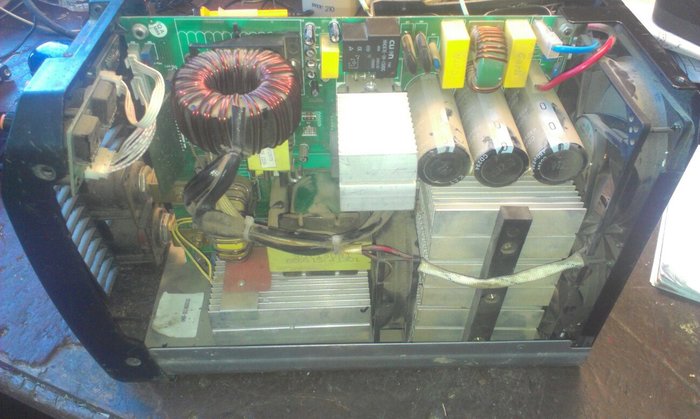
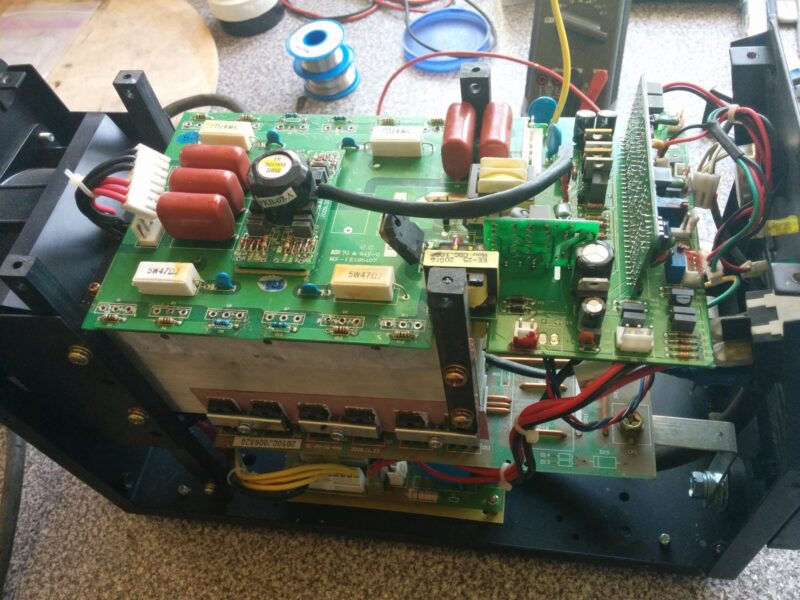
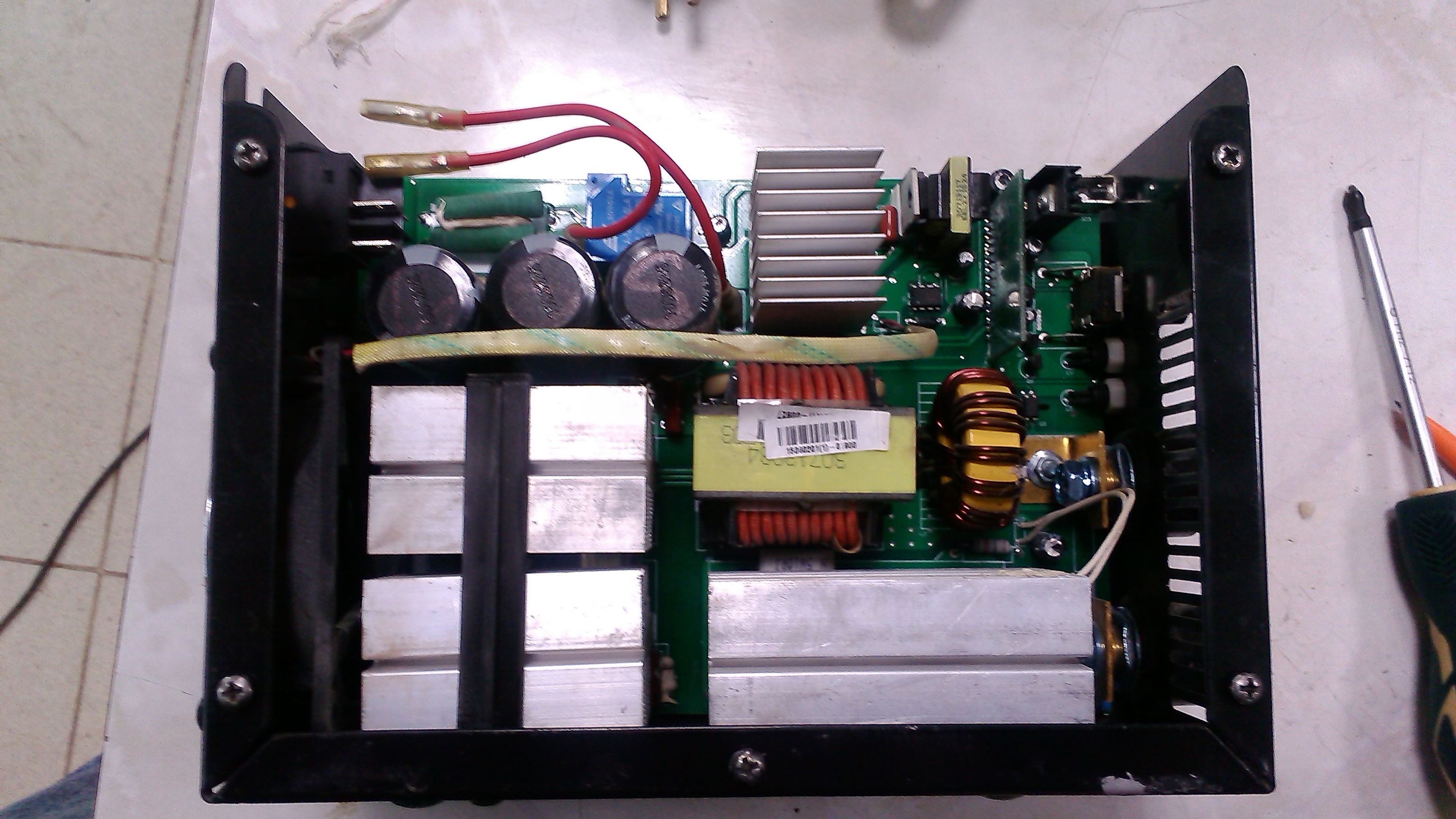
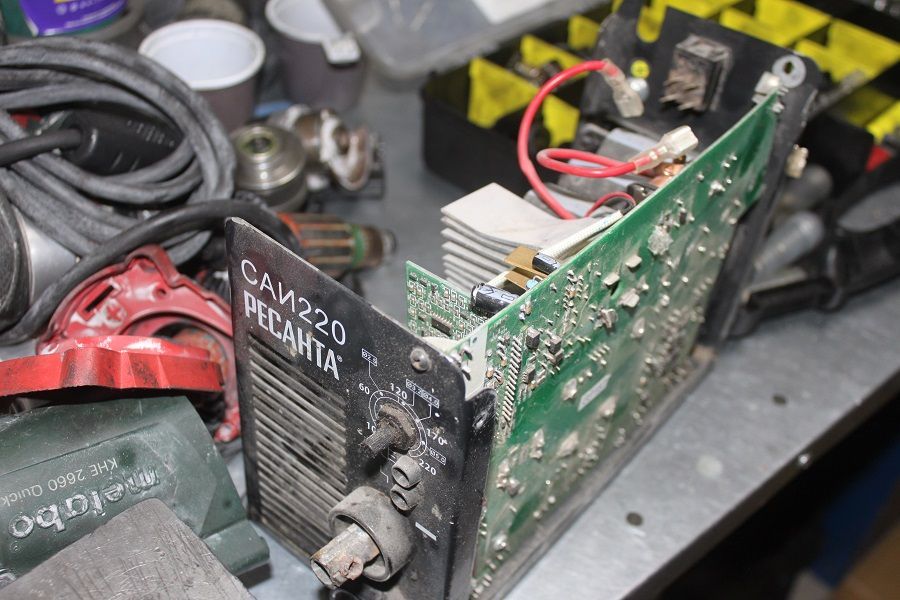
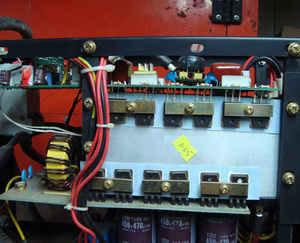
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу.Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры.Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора.Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе.Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени.Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания.Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой
Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения
Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться
В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся
Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты
Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть
Внезапное выключение
Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
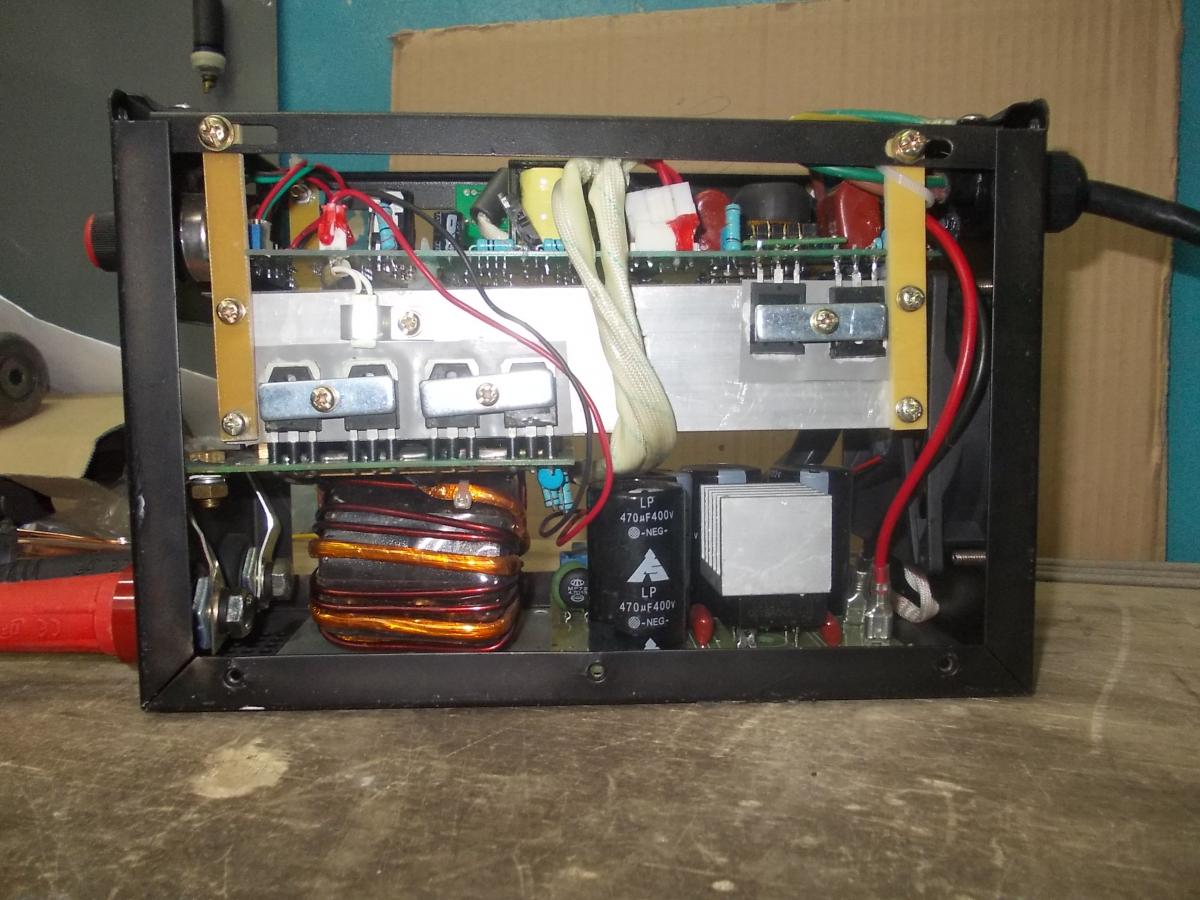
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
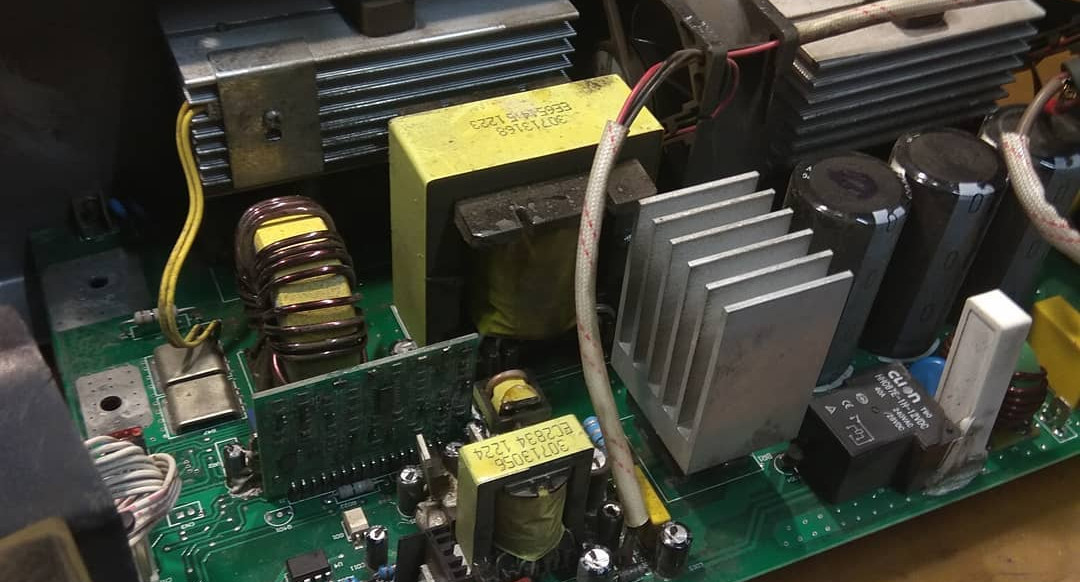
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
-
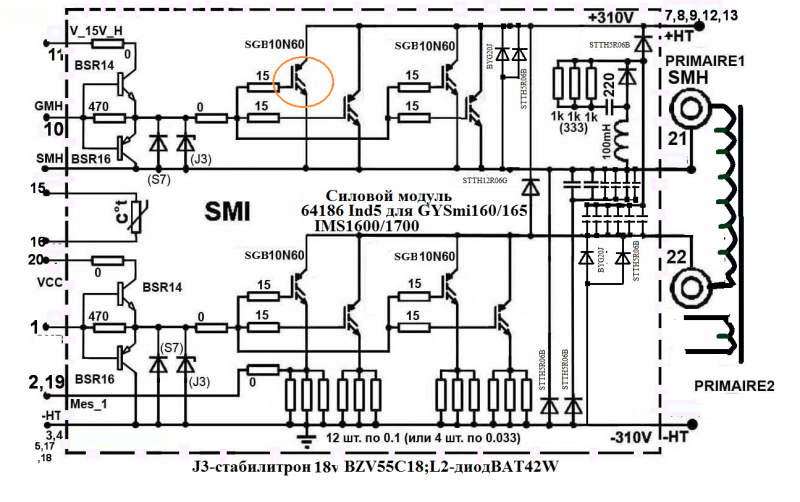
Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
-
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.


Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга. Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока.
- Появление усилий при отрыве электрода от металла. Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара.
- Отсутствие сварочной струи. Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети.
- Отключение инвертора при длительной работе. Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.

Схема инверторного сварочного аппарата. При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора. Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства.
- Образованием большого количества пыли на основных рабочих элементах. Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов.
- Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов. Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
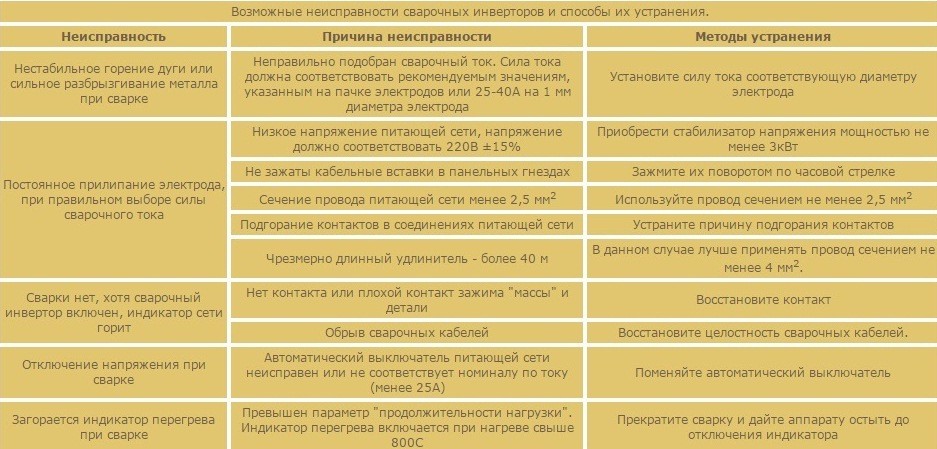
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Прилипание электрода к поверхности соединяемых деталей
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.
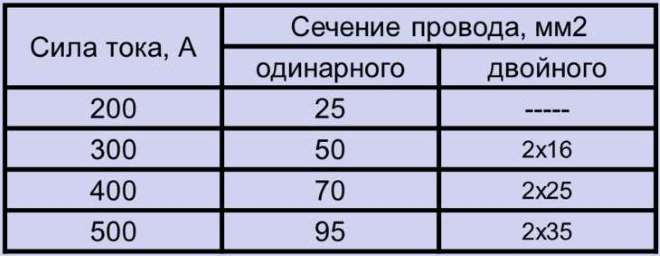
Выбор сечения сварочного кабеля
Невозможность начать сварочный процесс при включенном аппарате
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Невозможность включить инвертор при повороте тумблера
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Не забывайте о напряжении
Предохранители разрабатываются так, чтобы у них было очень низкое сопротивление, поэтому они не оказывают чрезмерного влияния на цепи, которые защищают. Это низкое сопротивление означает, что падение напряжения на предохранителе будет очень маленьким. Почему же у предохранителей указывается номинальное напряжение?
Это правда, что во время нормальной работы на предохранителях падает небольшое напряжение, но номинальное напряжение не относится к нормальной работе. Номинальное напряжение скорее говорит нам, какое напряжение предохранитель может выдержать после того, как он сработал. Перегоревший предохранитель представляет собой разомкнутую цепь, и, если напряжения в этой разомкнутой цепи достаточно, чтобы вызвать искрение, на предохранитель полагаться нельзя.
Хорошей практикой является учитывание номинальных напряжений, если вы используете крошечные плавкие предохранители поверхностного монтажа, например, показанные ниже (обратите внимание, насколько тонким является реальный плавкий элемент). Например, номинал для предохранителя 0603 может составлять 32 вольта или даже 24 вольта. Структура плавкого SMD предохранителя
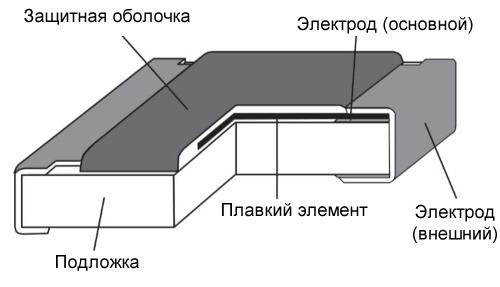 Структура плавкого SMD предохранителя
Структура плавкого SMD предохранителя
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
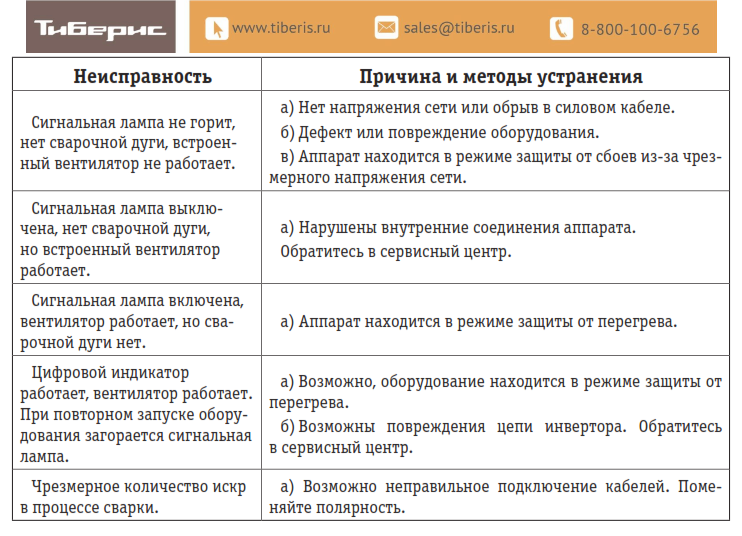
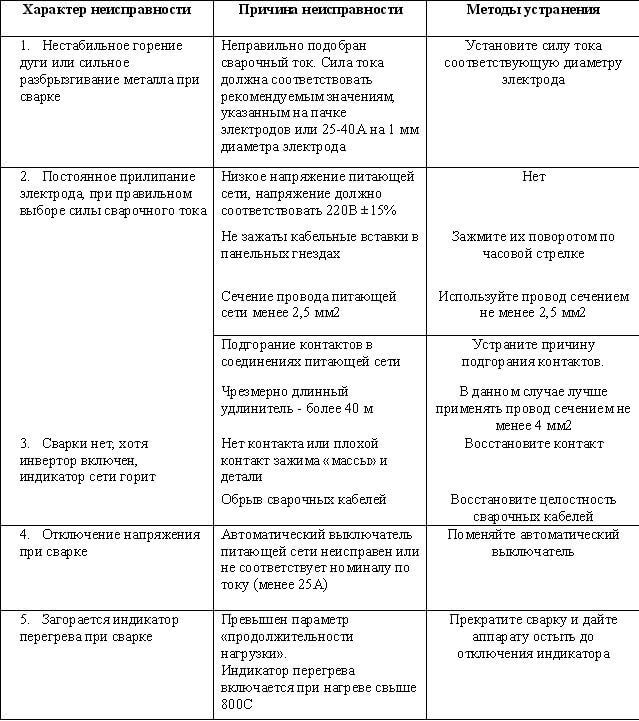
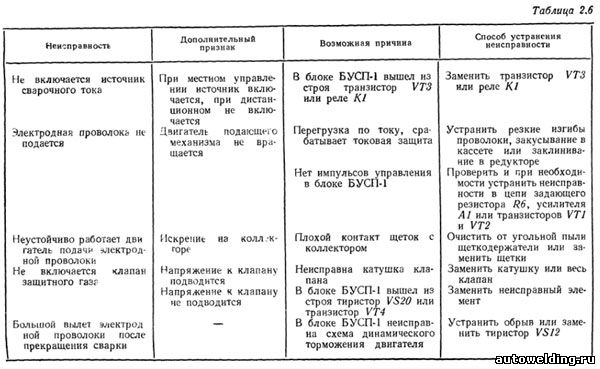
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
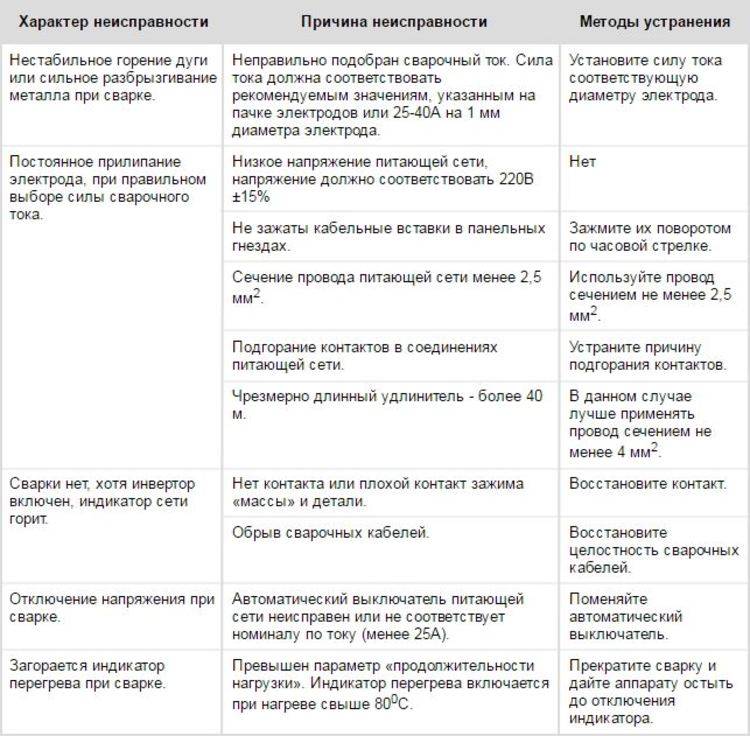
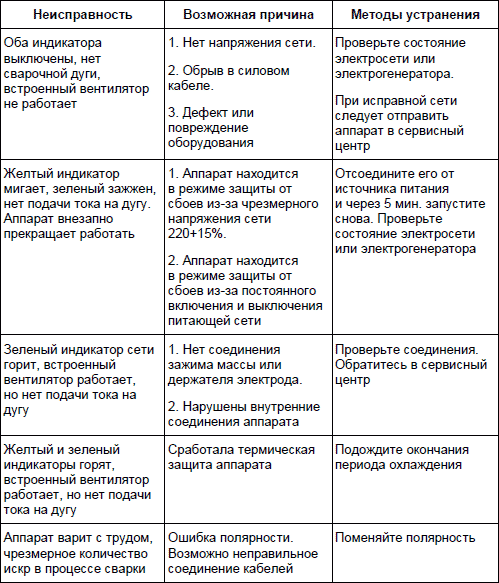

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
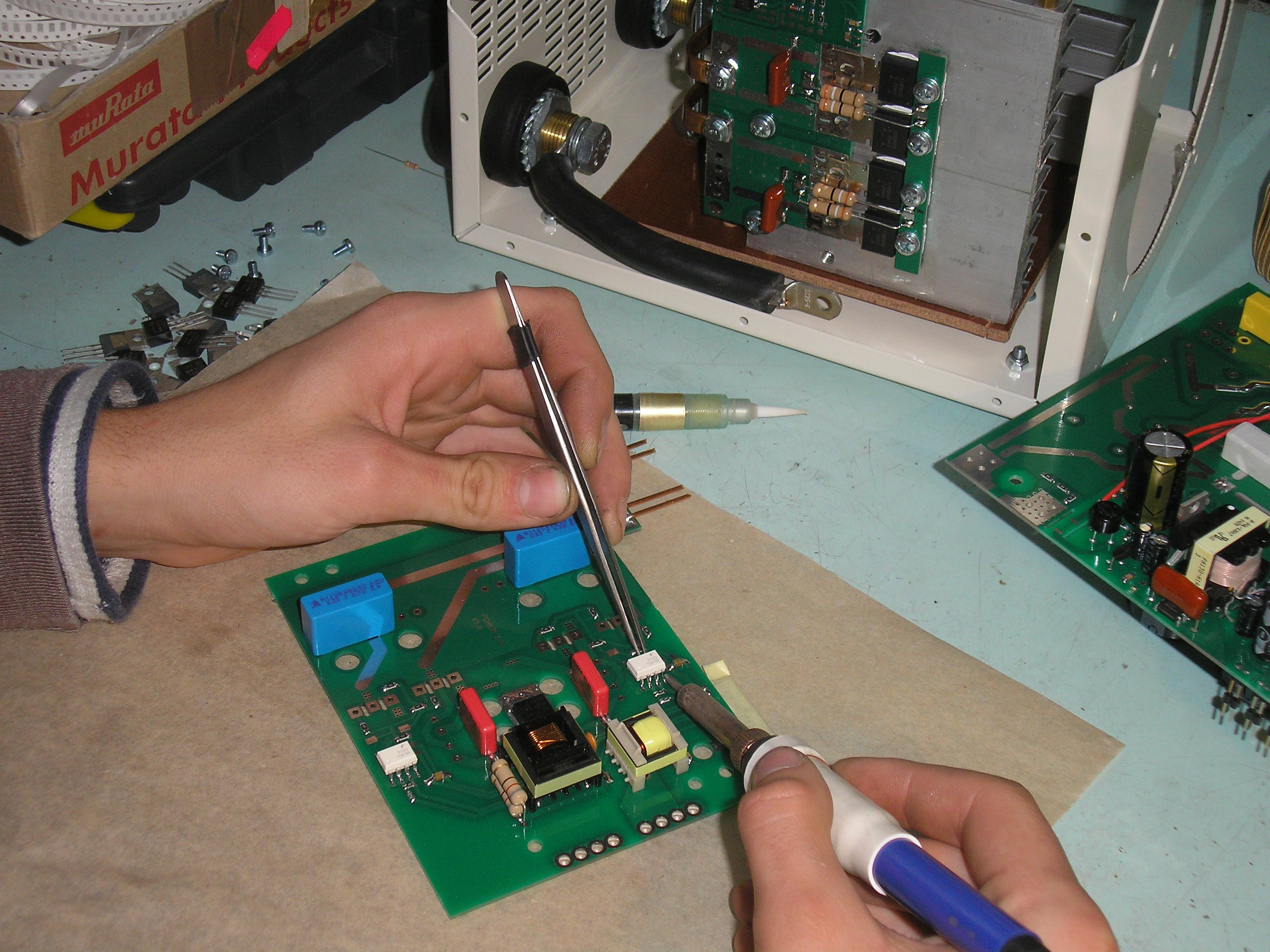
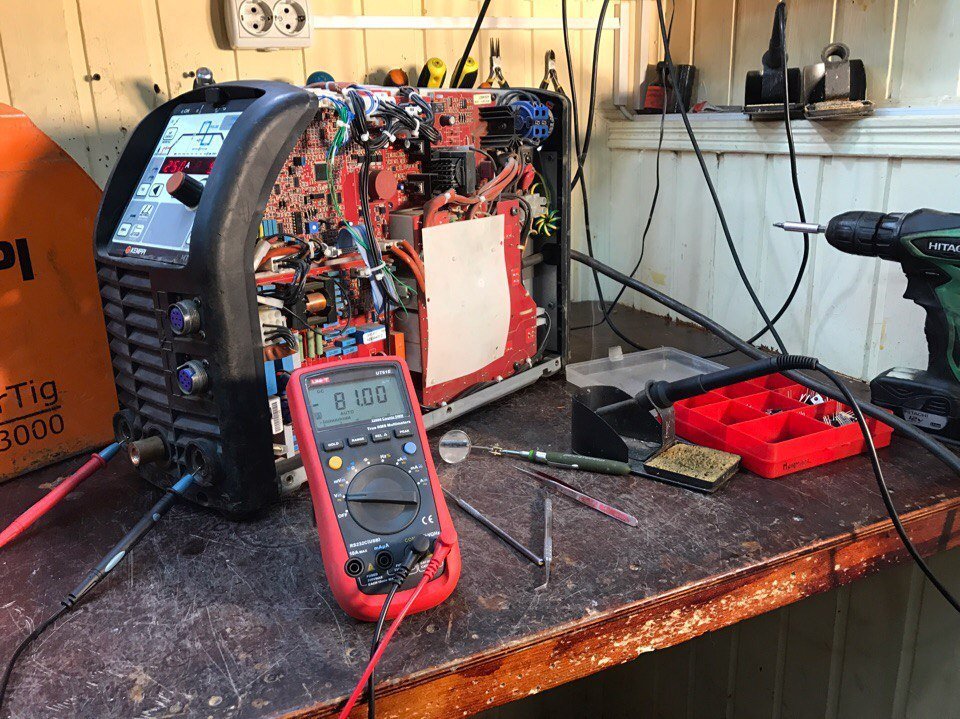
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
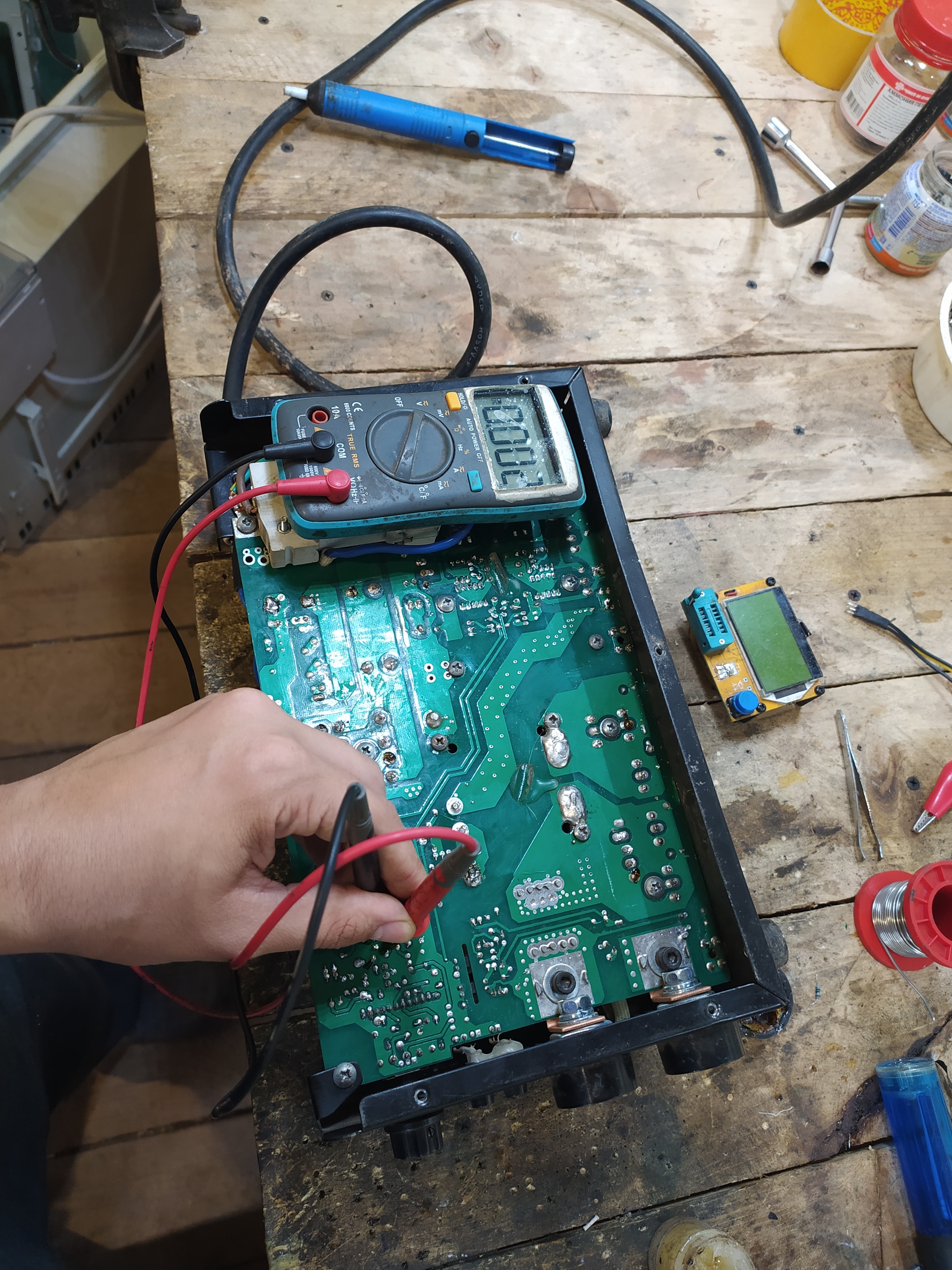
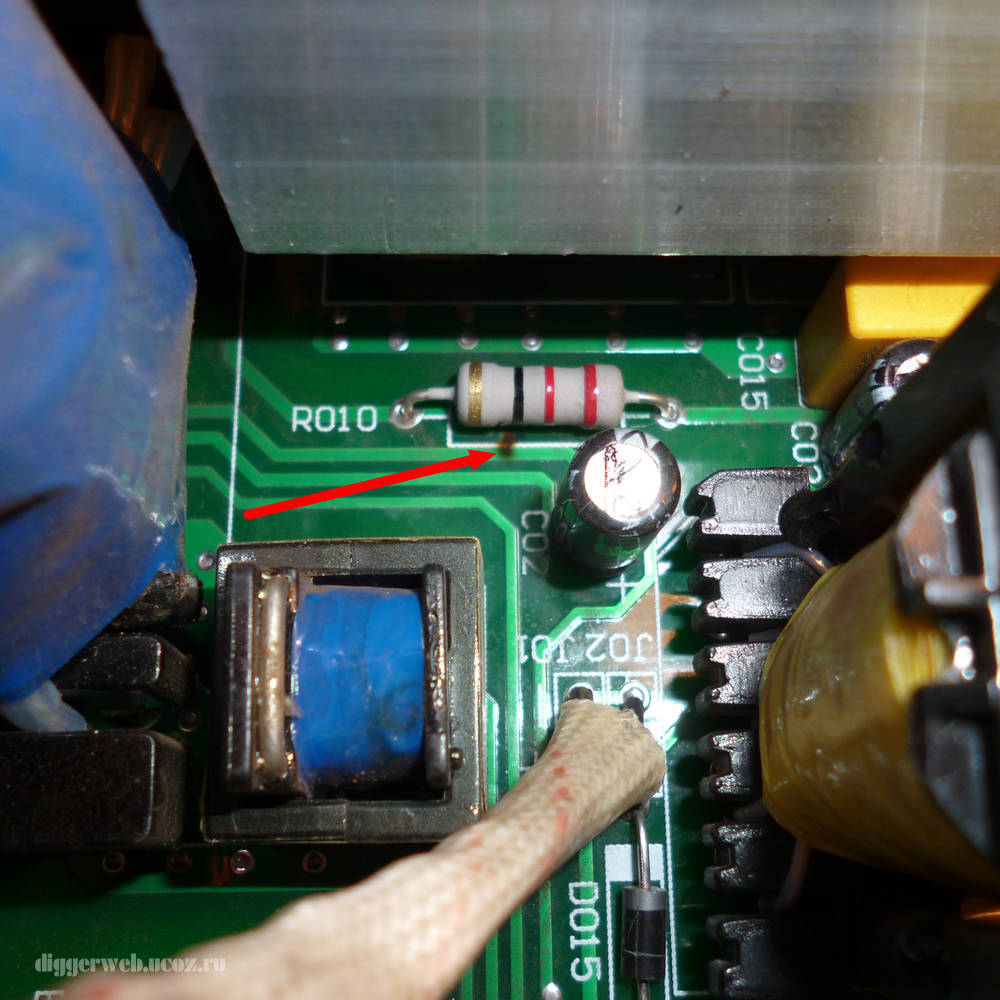
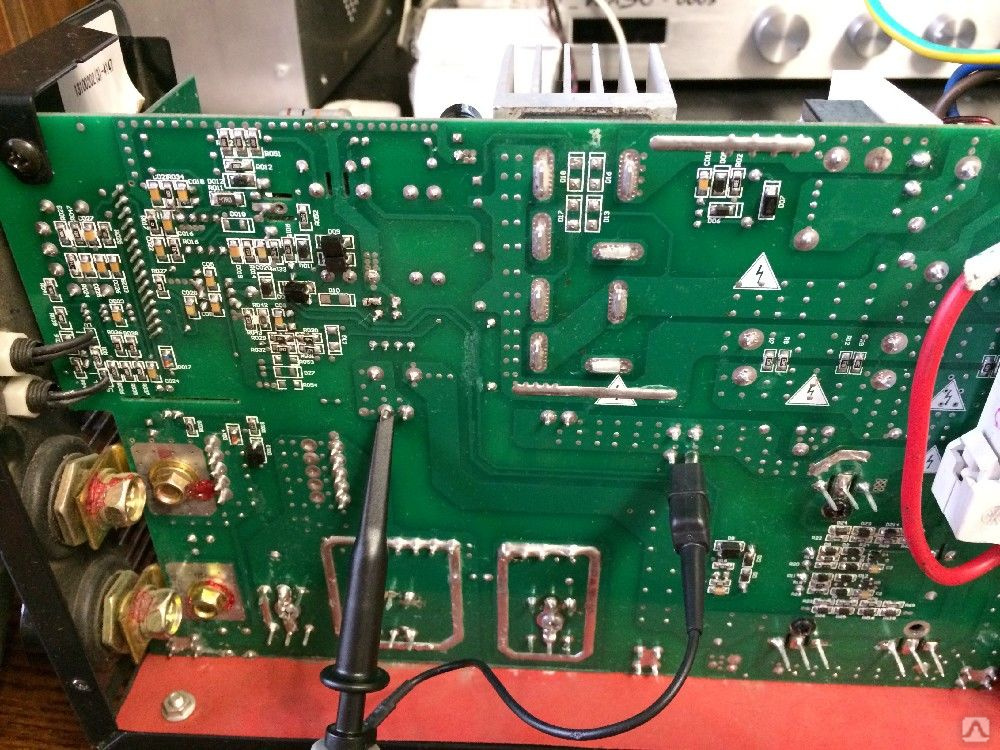
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Особенности ремонта сварочного оборудования
Ремонт сварочного оборудования можно подразделить на текущий, средний и капитальный.
Текущий ремонт может производиться штатным сварщиком или наладчиком самостоятельно – он заключается в осмотре оборудования, выявлении изношенных деталей, их замене, а также регулировке и наладке всех частей и элементов оборудования. Такой ремонт и обслуживание производятся в зависимости от типа оборудования 2-4 раза в год.
При среднем ремонте, периодичность которого составляет не менее 2 раз в год, производится частичная разборка оборудования, замена или восстановление изношенных деталей, устранение неисправностей.
Капитальный ремонт производится специальными мастерскими. Его периодичность – 1 раз в 4 года, а для некоторых видов оборудования – 1 раз в 2 года.
Капитальный ремонт производится с полной разборкой механизма, выявлением изношенных деталей и их восстановлением или заменой, устранением неисправностей. В результате капитального ремонта первоначальные технические характеристики оборудования полностью восстанавливаются.
Еще один вид ремонта – аварийный (срочный). Он производится при отказе оборудования или в случае возникновения поломок, обязательно включает диагностику и замену либо восстановление вышедших из строя механизмов и частей.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
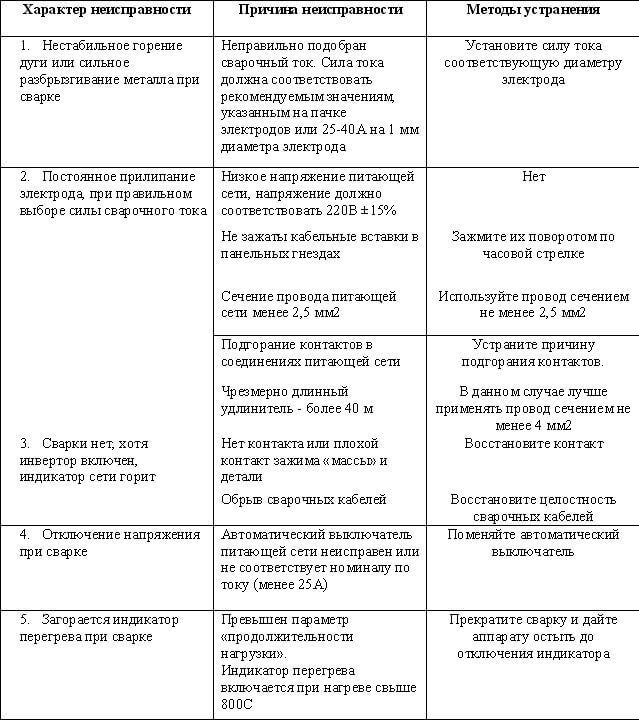
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.


В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Общие понятия, знакомство с предохранителями трубчатой конструкции
Наиболее распространенные предохранители это так называемые, трубчатые. Они представляют из себя керамическую или стеклянную трубку с металлическими контактами-чашками с торцов. Эти чашки соединены между собой проволокой, сечение которой, как уже говорилось, определяет номинальный ток предохранителя. Этот ток указывается на трубке или одной из контактных частей предохранителя. Например: F0,5A – это значит, что данный предохранитель рассчитан на ток 0,5 ампера.
На электрических принципиальных схемах предохранитель обозначается прямоугольником с проходящей через него прямой линией. Рядом с условным графическим обозначением указывается его позиционное обозначение, например F1 (F – fuse, предохранитель по-английски); и если это не загромождает схему — номинальный ток, например 100 mA.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм



 К основным причинам относятся:
К основным причинам относятся: