
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
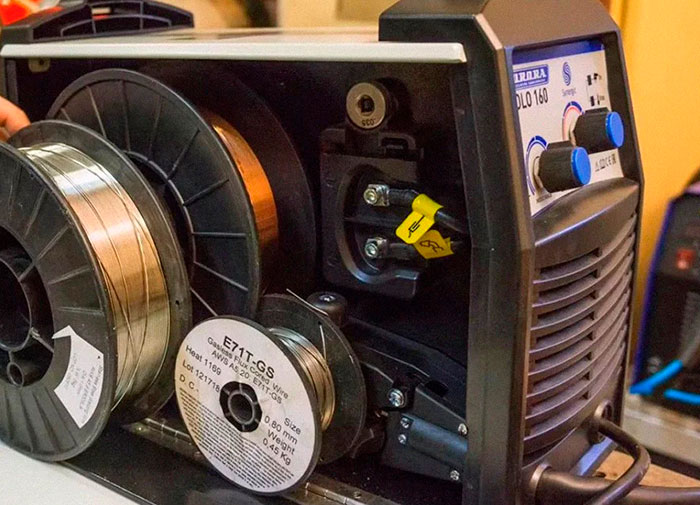
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.

Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.

Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Достоинства и виды
Нержавеющая проволока от ORINNOX является востребованным материалом, применяющимся в разных отраслях и сферах. Это связано с ее преимуществами:
- Устойчивость к возникновению коррозионных процессов, возникающих по причине воздействия влаги.
- Продолжительный эксплуатационный срок службы.
- Эластичность и гибкость, жаропрочность.
- Простота применения.
- Высокие показатели прочности при малом сечении.
- Универсальность — используется во многих сферах.
- Доступная стоимость.

Нержавеющая проволока по типу обработки бывает оксидированной, омедненной и светлой (с отсутствием окислений). Использование дополнительных покрытий способствует повышению физических характеристик изделия. Наличие оксидированной пленки позволяет нитям проводить ток с меньшим сопротивлением, поэтому такие заготовки применяются в электротехнической отрасли.
Что значит проволока. Как ее изготовляют?
Проволокой называется нить разного сечения, изготовленная из различных металлов и их сплавов. Сечение обычно круглое, но бывает овальное, квадратное, трапециевидное. Ее назначение – сварка металлов и сплавов.
Изготавливается проволока на заводе путем протяжки заготовки через постепенно уменьшающиеся отверстия волочильного стана. Поэтому она получила второе название – катанка. Чтобы предупредить повреждение катанки во время растяжки, волочильный стан смазывается. При производстве катанки ее травят в серной кислоте, чтобы предупредить окисление и образование налета на ней. Для повышения прочности и обеспечения равномерной толщины изделия, катанку отжигают в специальных печах. Изготавливают ее также способом литья и проката. После изготовления катанки происходит ее испытание на разрыв.
СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ РАБОТ С РАЗЛИЧНЫМИ ВИДАМИ МЕТАЛЛОВ
Вы уже знаете, что именно будете варить? Тогда самое время познакомиться с еще одним типом классификации проволоки. В его основе — материалы, которые будут подвергаться обработке. Всего принято выделять четыре самые популярные разновидности, пользующиеся максимальным спросом.
ПРОВОЛОКА ДЛЯ НЕРЖАВЕЙКИ
Сварочная проволока для нержавейки отлично справляется с такой задачей, как соединение между собой деталей из сталей, содержащих хром и никель. Она используется в ходе работ в среде защитных газов и имеет несколько основных достоинств:
- Исключительное качество получаемого шва и отсутствие на нем трещин даже после длительной эксплуатации.
- Пониженный уровень разбрызгивания металла в процесс сварки.
- Поддержание крайне устойчивой дуги.
- Устойчивость к развитию коррозии.
Главное отличие подобной проволоки кроется в ее долговечности и устойчивости к повреждениям. Производят ее из высоколегированных сталей, в состав которых входит большое количество никеля, хрома и иных антикоррозийных примесей. Подбирать материал для работы необходимо исходя из того, какой состава имеют свариваемые детали. Процентное соотношение примесей должно строго соответствовать.
Что касается видов проволоки для нержавейки, то она бывает сплошной и порошковой. Первую выбирают для сварки в газовой среде, вторую — без нее.
ОМЕДНЕННАЯ СВАРОЧНАЯ ПРОВОЛОКА
Омедненная проволока чаще всего применяется для работсо сталями. Идеально справляется с соединением тонких листов. Используется в судостроительстве, при работе с емкостями, котлами, трубами, которые могут испытывать высокое давление. Чаще всего применяется для обработки углеродистых и высоколегированных сталей.
Среди главных преимуществ омедненной проволоки:
- Устойчивость дуги при работе в любых режимах.
- Быстрый и простой повторный розжиг.
По своим качествам эта разновидность очень похожа на проволоку для нержавейки, но имеет одно заметное отличие. Благодаря использованию омедненной можно снизить расход наконечников, что тоже немаловажный фактор.
СТАЛЬНАЯ СВАРОЧНАЯ ПРОВОЛОКА
Очень популярна, часто применяется в строительстве и на промышленных производствах. Именно поэтому существует примерно около полусотни различных видов. Самая простая классификация стальных изделий:
- Для работы с низкоуглеродистыми изделиями.
- Для сварки среднелегированных и низколегированных сталей.
- Для работы с высоколегированными заготовками.
Используют стальной материал при работе с аргоном или сварке под флюсом. В качестве примесей к стали в состав могут быть включены никель, титан, марганец, молибден и многие другие соединения.
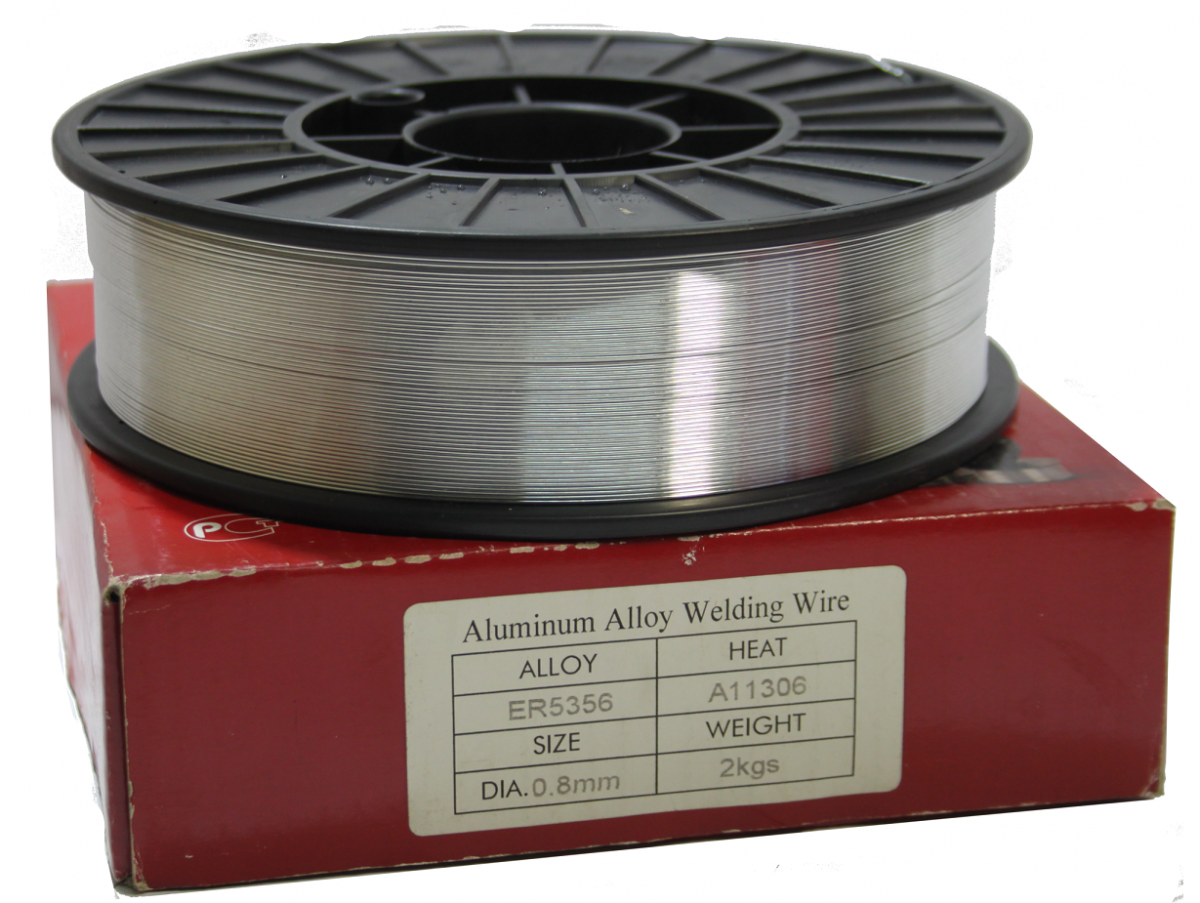
АЛЮМИНИЕВАЯ СВАРОЧНАЯ ПРОВОЛОКА
Предназначена для работы с алюминием и его сплавами. Материал очень легкий и пластичный, нередко применяется там, где высока вероятность контакта соединенных элементов с водой. Среди главных достоинств алюминиевой проволоки:
- Повышенный уровень устойчивости к повреждениям.
- Отсутствие подверженности воздействию коррозии.
- Идеально точное повторение цвета заготовки.
Для успешной работы необходимо подбирать сварочную проволоку из алюминия с составом, который не отличается от формулы обрабатываемых деталей. В противном случае соединение будет низкого качества. Исключением из этого правила можно назвать только сплавы, содержащие магний. Он быстро испаряется при нагреве, поэтому в проволоке его может быть на 20% больше, чем в основании.
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
|
Условия сварки |
Рекомендуемая проволока |
|
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов |
Св-08Г2С |
|
Низкоуглеродистые и низколегированные стали в аргоне и гелии |
Св-08ГС |
|
Сварка в углекислом газе на открытом воздухе |
Св-20ГСЮТ |
|
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе |
Св-10ХГCН2MЮ |
|
Металлоконструкции из стали 10ХСНД в углекислом газе |
Св-08Г2СДЮ |
|
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе |
Св-10ХН2Г2СМА |
|
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе |
Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
|
Марка стали |
Марка проволоки при сварке |
|
|
в азоте, гелии |
в углекислом газе |
|
|
20ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-08Г2С |
|
30ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
|
12XM |
Cв-08XM |
Св-10ХГ2СМА |
|
15ХМ |
Св-08ХМ |
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
|
12Х1МФ |
Св-08ХМФА |
Св-08ХГСМФА |
|
15Х1МФ |
Св-08ХМ |
Св-08X1М1ГСФ |
|
15X5M, 15X5, 15Х5ВФ |
Cв-10X5M, Св-08Г2С |
Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.







Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
|
Марка стали |
Марка проволоки |
|
Хромистых |
|
|
08X13 |
Св-12Х13, Св-08Х14ГНТ |
|
08X17Т |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
|
15X25T |
Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
|
0X13 1X13 |
Св-10Х13, Св-06Х14 |
|
2X13 |
Св-08Х14ГТ |
|
Высоколегированных |
|
|
12X18H10T, 12X18H12T, 08Х19Н10Т |
Св-06Х19Н9Т |
|
03X18H11 |
Св-01Х19Н9 |
|
08Х22Н6Т |
Св-07Х25Н13 |
|
08Х18Н12Б |
Св-07Х19Н10Б |
|
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Св-06Х19Н10М3Т |
|
08Х20Н14С2 |
Св-04Х19Н9С2 |
|
10Х23Н18 |
Св-10Х20Н15, Св-07Х25Н13 |
|
06Х23Н28МДТ |
Св-01Х23Н28М3Д3Т |
|
03X16H15M3 |
Св-04Х19Н11МЗ |
|
08Х18Г8Н2Т |
Св-08Х20Н9С2БТЮ |
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
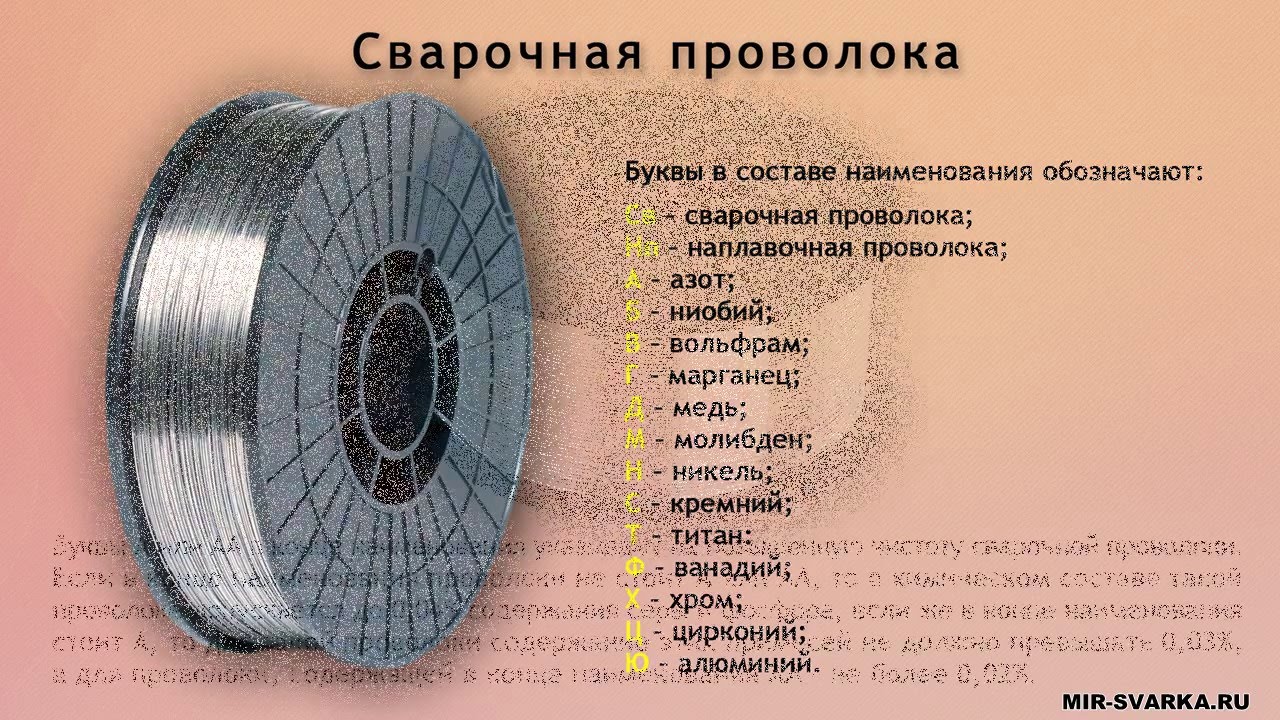
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм







Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
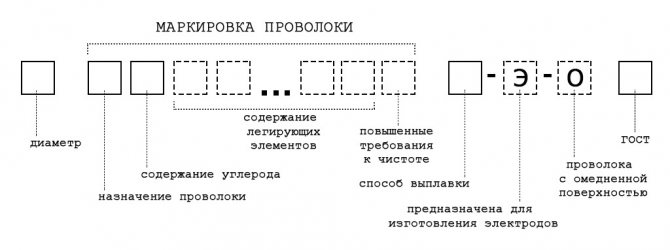
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
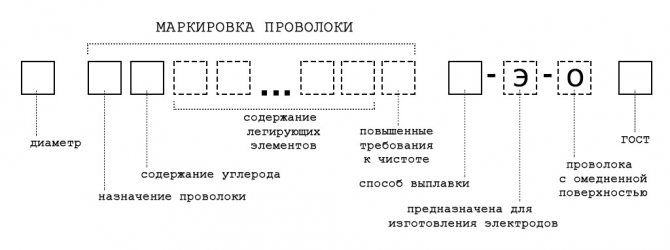
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
- Св, – изделие предназначено для сварочных работ;
- 08, – содержание углерода не превышает 0,08%;
- Г2, – содержание марганца не превышает 2%;
- С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
- О, – проволока для сварки имеет омеднённую поверхность;
- ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
- Легирующие компоненты:
- Ni (никель), – не более 0,25%;
- Cr (хром), – не более 0,2%;
- Mn (марганец), – 1,8–2,1%;
- Si (кремний), – 0,7–0,95%;
- S (сера), – менее 0,025%;
- P (фосфор), – менее 0,03%;
- C (углерод), – 0,05–0,11%.
- Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
- Проволока 08г2с производится Ø 0,3–12 мм.
- Сопротивление на разрыв:
- сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
- более 2 мм, – в пределах 686–1029 МПа.
- Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
- используется для большинства сталей;
- образует ровный прочный и высококачественный шов;
- создаёт на соединительном шве валик;
- полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц). Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
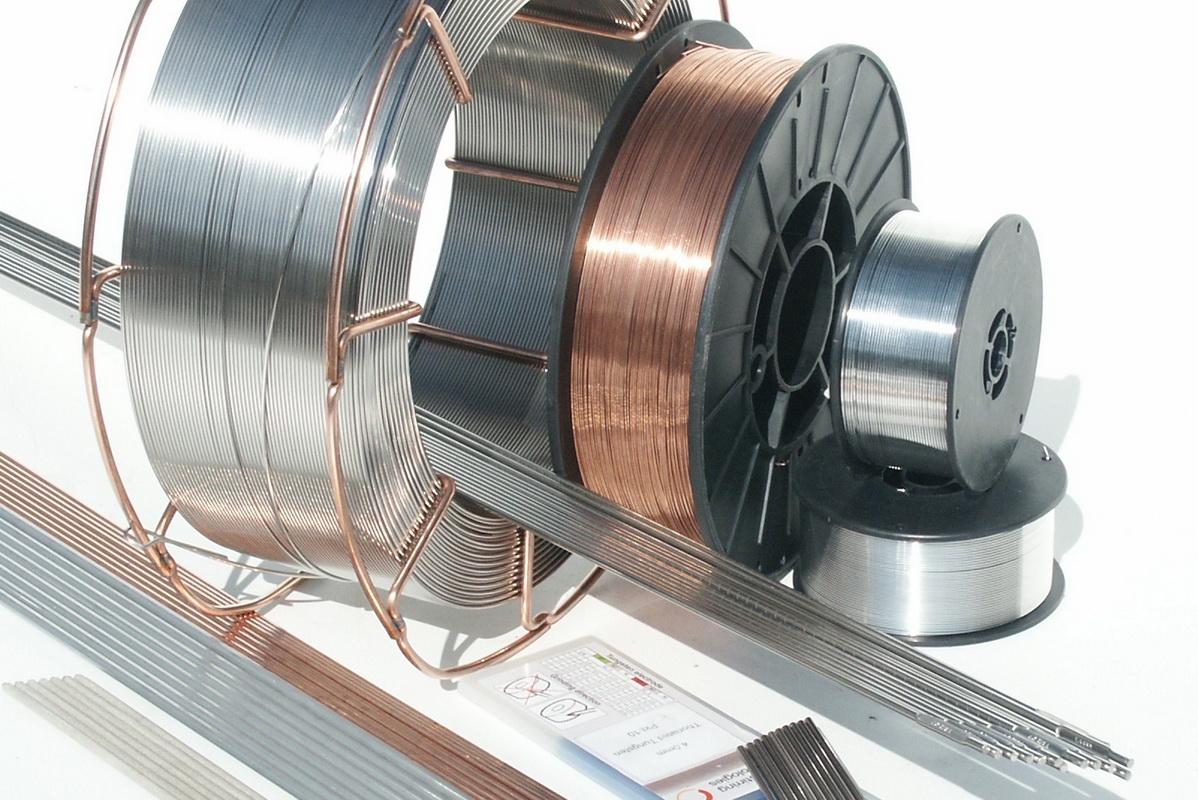
Виды изделий
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
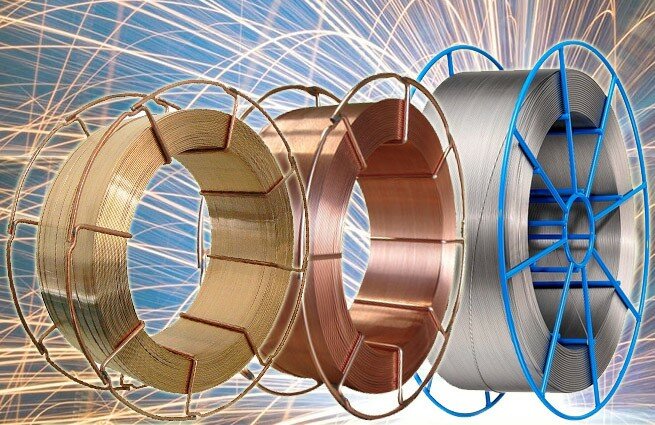
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения;
- стойкость при воздействии влаги;
- минимум разбрызгивания расплавленного металла;
- отсутствие микротрещин на готовых стыках;
- стабильность дуги;
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
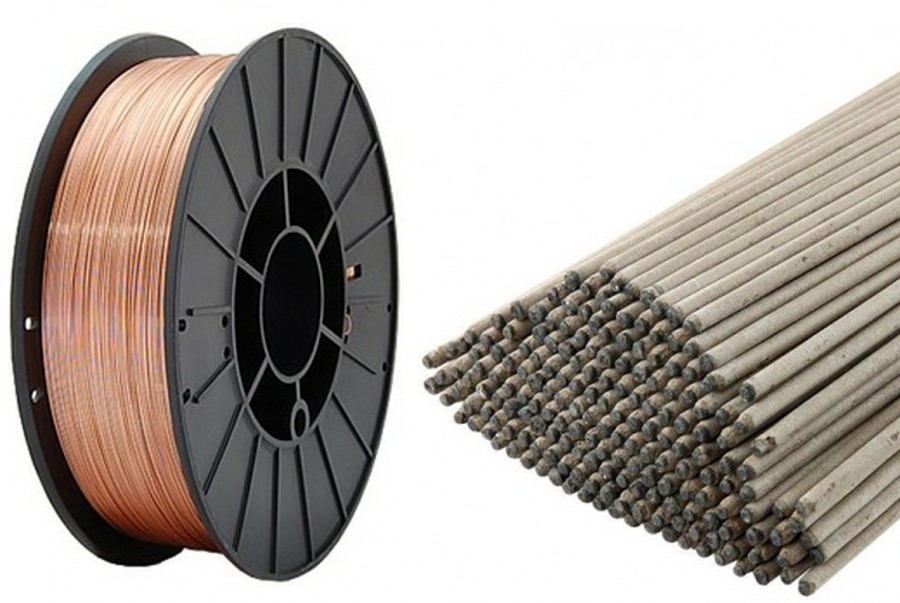
Омедненный вариант
Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе. Стандарт толщины сечения: 0,6; 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей; используется для соединений деталей из чугуна.
Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности;
- идентичность цвета;
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла
В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ
Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Активированная

Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Стальная

Сварочную проволоку делают методом холодного вытягивания стальных заготовок с низким содержанием углерода, умеренным количеством легирующих добавок и из высоколегированного сырья.
Гост 2246 70 нормирует характеристики сварочной проволоки из всех видов стали. Стандарт оговаривает деление продукции на две группы. Первую представляет проволока для наплавки, вторую – для изготовления электродов. Принадлежность ко второй группе отмечается буквой Э.
Изделие с небольшим содержанием углерода, умеренным количеством легирующих добавок выпускается с медным покрытием и без него. Омедненная сварочная продукция отмечается буквой О.
Конкретная концентрация меди в покрытии оговорена в технических условиях (ТУ), утвержденных для каждого вида проволочных изделий. В стандарте зафиксирована толщина (диаметр) всей продукции с максимально допустимыми отклонениями.
Маркировка включает в себя совокупность буквенных обозначений и цифр, в которых необходимо ориентироваться для правильного выбора проволочных изделий.
Обозначение Св информирует о том, что данный вид сварочной продукции предназначен для сварки. Последующая цифра отображает массовую часть углерода, выраженную в процентах. Далее указаны буквы, информирующие о присутствии добавок.
Азот содержится только в проволочных изделиях с большой степенью легирования стального сырья. В таких случаях указывают букву А. Присутствие ниобия обозначают буквой Б, вольфрама – В, марганца – Г, меди – Д, молибдена – М, никеля – Н, кремния – С.
Присутствие титана обозначается буквой Т, ванадия – Ф, хрома – Х, циркония – Ц, алюминия – Ю
На представленную информацию следует обратить внимание еще потому, что буква не всегда соответствует названию химического элемента
За каждым буквенным символом стоит цифра, обозначающая усредненную массовую часть элемента в стальном сплаве. Если цифра не проставлена, значит, добавка содержится в следовой концентрации.
Присутствующая в конце буква А говорит о высокой степени очистки материала от серы, фосфора. Если в конце стоит две буквы А, значит концентрация серы и фосфора мизерная.
Производители и поставщики обязаны гарантировать правильное хранение, последующую транспортировку проволочной продукции. Это требование также оговорено стандартом.
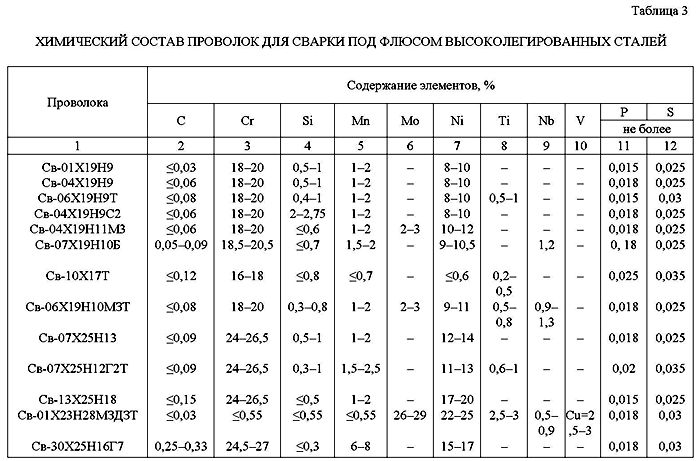
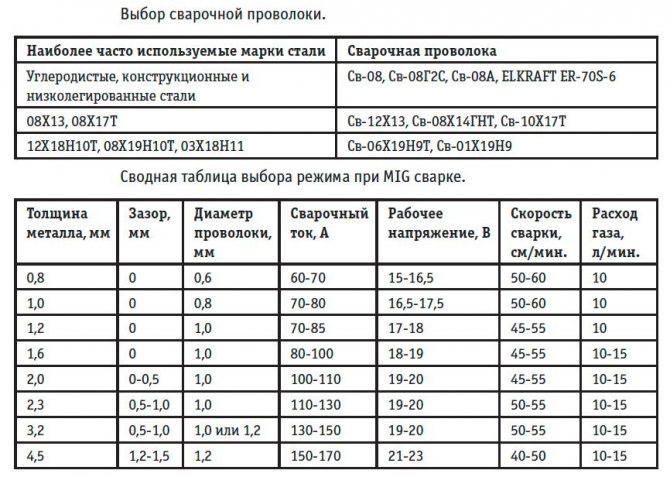
Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
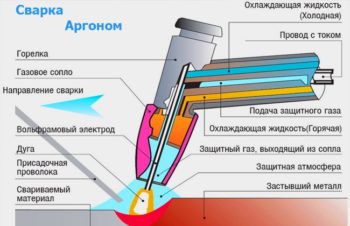 Метод сварки в среде аргона.
Метод сварки в среде аргона.
Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.



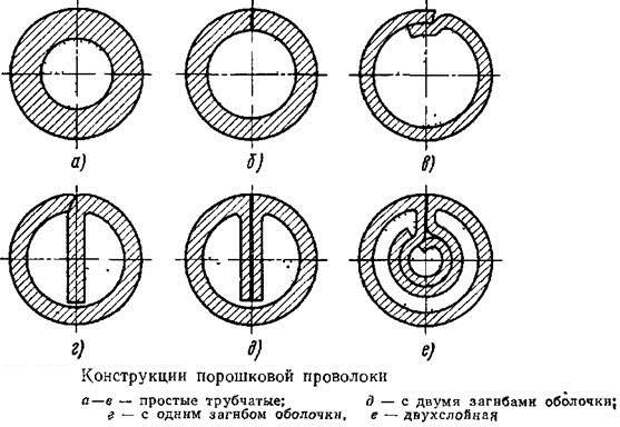


При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.