
Свойства инструмента
Кромкогиб представляет собой инструмент ручного пользования, применяемый для загибания кромок. В основном изделие используется для холодной гибки листового металла небольшой толщины (до 1 мм). Свойства кромкогиба применяются и в автомобильной промышленности – с помощью незамысловатого инструмента удаётся сформировать мелкие детали, требующие ручной работы, а также замаскировать швы, идущие внахлёст.
Особенная конфигурация кромкогиба позволяет обрабатывать сложные строительные профили и изготавливать элементы воздуховодов из тонкого металла. Большим преимуществом кромкогибочного станка является ручное управление нажатием. С помощью кромкогиба можно регулировать силу давления, оказываемую на обрабатываемую деталь. Такой деликатный подход исключён на фабричном производстве, которое изготавливает элементы под заданные единицы давления.
Кромкогиб — схема чертежа
Функционирование ручного инструмента представляет собой последовательность из следующих действий:
- фиксация обрабатываемого объекта;
- регулировка шкалы кромкогиба (ширина обработки);
- установка металлического листа между подвижными роликами изделия;
- формирование итогового сгиба.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
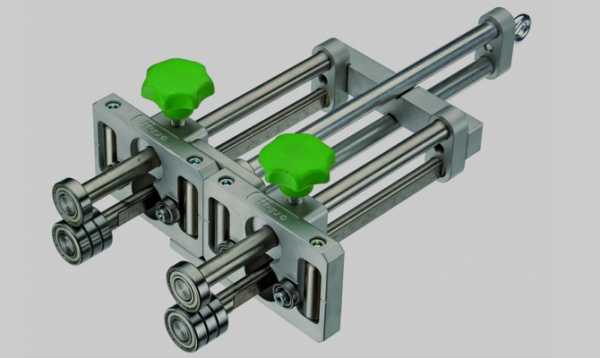
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Пневматический кромкогиб
У мастеров особо популярны кромкогибы с пневматическим приводом, работающие как «поворотная балка». Пневмопривод способствует значительному давлению (до 6,2 бар) на обрабатываемое изделие. Но применять такое оборудование можно, работая с листовым металлом не толще 1,2 мм. В этом случае ширина кромки будет не более 12 мм.
Пневмодырокол
Это универсальная модель инструмента. С одной стороны конструкция оснащена механизмом для пробивания отверстий, с другой — губками для формирования кромки.

Благодаря этому можно одновременно загибать кромку и делать отверстия в металле для крепежа. Именно поэтому инструмент нередко называют пневмопробойником. Его рабочая часть изготавливается из быстрорежущей стали. Прорезиненные рукоятки изделия оснащаются пружинами. Они способствуют уменьшению давления на ладони, что облегчает процесс пробивания и обработки.
Любая модель дырокола-кромкогиба работает значительно быстрее и эффективнее ручных аналогов, поэтому интенсивно используются на автостанциях техобслуживания и в автосервисах.
ДОМОСТРОЙСантехника и строительство
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Известно, что сварку встык очень сложно сделать на тонком железном материале. Благодаря инструменту, который представлен в этом видео канала “автореаниматор”, значительно облегчается работа по авторемонту. Теперь можно маскировать шов, который производится внахлёст, в результате получается полная иллюзия сварки встык. Внешне это выглядит очень эффектно и красиво. Сначала посмотрите, как работает мастер этим своим инструментом, конструкцию кромкогиба. Во втором видеоролике вы сможете увидеть чертежи изделия.
Мастер показывает, как с помощью ручного самодельного кромкогиба удается сделать ровные соединение двух деталей в ходе авторемонта. Одна из деталей имеют однородную ровную поверхность. На 2 детали сделаны кромка с углублением. Паз миллиметровой глубины. Два элемента прикладывается друг другу. По канавке в месте соединения проводится сварочный шов. Далее шлифуется выравнивается. Получаем ровное аккуратное и плоское соединение двух элементов, после покрытия краской смотрится как одно целое. Эффект сварки встык, но на самом деле внахлёст.

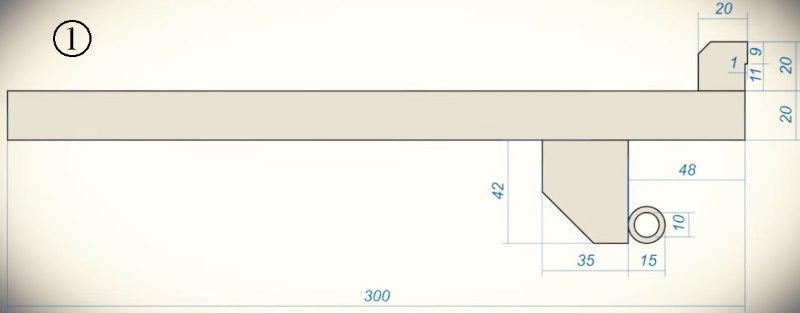
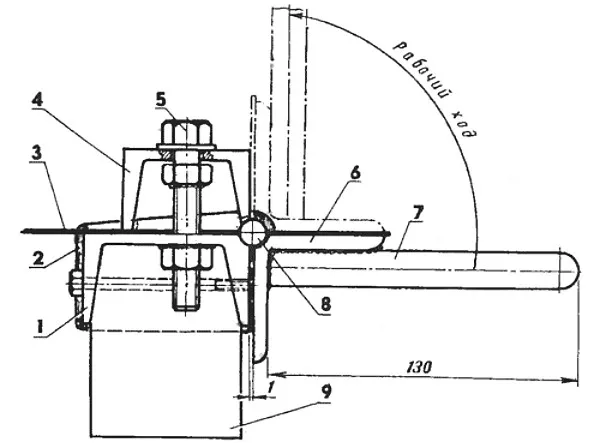
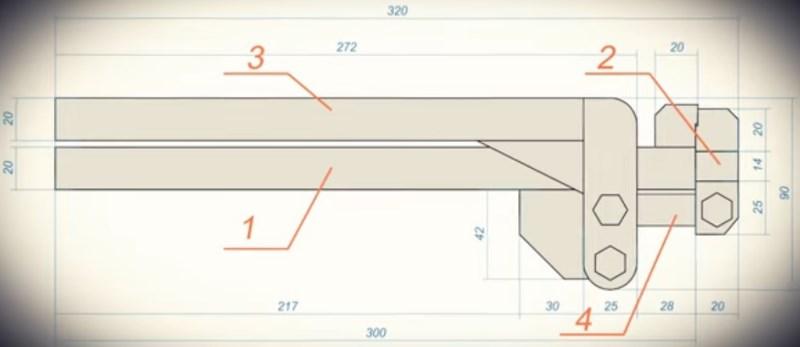
Рассмотрим конструкцию ручного кромкогиба в более подробном виде. Маленькие тиски для устойчивости. Точка опоры. Длина рычагов 0,5 метра. Трубка на 25. к ней приварены два куска шины. Два отверстия. Получается п-образная деталь. Болтики на 12. Попробуем разобрать инструмент. Когда можно будет более подробно показать все составные части. Выступ на этой части не является формирующей. На 2 детали есть ответная часть. Для облегчения работы сделан рычаг.
Два рычага через точку опоры соединяются друг с другом. Труба 25, шина имеет такой же размер. Длина плеча 100 миллиметров. Расстояние между болтами 25 миллиметров. Внутренняя трубка 20 x 20. К ней приварена миллиметровая пластинка. Пластинка компенсирует разницу во внешнем и внутреннем диаметрах. Для упрощения конструкции в щечке нарезана резьба. Мастер в процессе изготовления этого ручного приспособления не использовал каких-либо чертежей, всё делалось по наитию. Вся структура рисовалась на бумажке.
Если вы хотите повторить эту конструкцию для своей автомастерской, то следующее видео будет ценным для вас. Здесь вы можете увидеть все необходимые чертежи этого инструмента, которая называется кромкогиб. Очень удобное приспособление для работы в процессе авторемонта.
Ручной кромкогиб для авторемонта, выполненный своими руками, удобен в эксплуатации и пользуется популярностью среди жестянщиков. В розничной продаже имеется ряд современных предложений этого устройства, хотя его изготовление несложное.
Классификация схем гибки листового металла
В зависимости от поставленных задач различают:
- свободную гибку, при которой деформирование металла производится в результате приложения изгибающего момента к определенному участку поверхности заготовки. в большинстве случаев свободная гибка выполняется непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки;
- гибку с калибрующим ударом, при которой заготовка обжимается по специальной матрице. для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его часто выполняют сегментированным. деформирование производится приложением к заготовке усилия, а не момента;
- гибку с растяжением. процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). при этом к краям заготовки во время деформирования прилагаются растягивающие напряжения;
- гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового материала и отрезкой ножами. такая гибка носит локальный характер. усилие при этом незначительно, что позволяет вести процесс на автоматизированном оборудовании повышенной производительности.
Схемы гибки на листогибочных станках
Выбор оптимального способа гибки устанавливается следующими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими характеристиками деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной переналадки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных энергетических затрат на гибку.

Силы, действующие при гибке на листогибе
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.







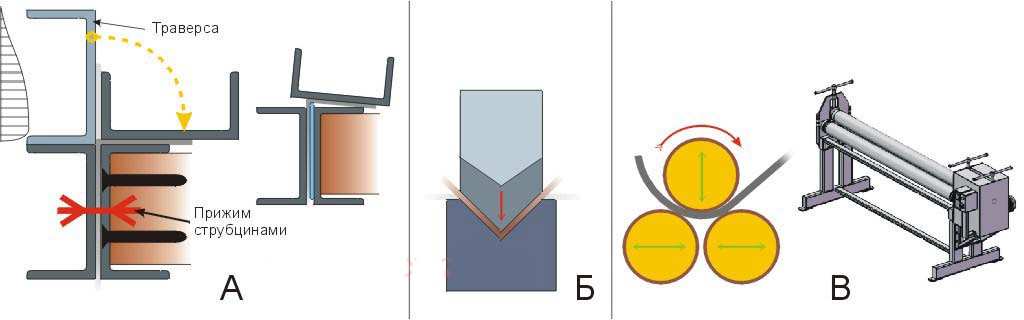
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120 0 . Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90 0 , но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Как они работают, показано на рисунке:

Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Самодельный дырокол
Сделать дырокол можно и самому, особенно если вы понимаете принцип его действия и умеете соединить нужные части между собой. Каждый умелец придумывает свою конструкцию, но основа у них приблизительно одинаковая:
- Должен быть моторчик или несколько, который запускает конструкцию в действие и работает от какого-нибудь источника питания. Некоторые заказывают моторчики отдельно, новые и несложные. Другие берут их из уже неиспользуемых бытовых приборов, например, швейной машинки.
- Нужны иголки для проделывания отверстий. Основное требование к ним – прочность. И если вы заметили, что даже у приобретенного в магазине дырокола иглы быстро начинают гнуться, то их можно смело заменять саморезами. Отверстия проделываются даже лучше, в них легче продевать проволоку, да и прослужат они намного дольше.
- Для основания можно взять любые доски или обрезки от мебели, ульев и прочих деревянных остатков, которые у вас есть.
- Некоторые приделывают к конструкции ручку и крепления для планок, как на покупных моделях, другие же обходятся и без них, просто держа планку руками.
Это интересно Безрамочное пчеловодство для начинающих
Преимущество самодельного дырокола в том, что вы можете сделать нужное количество отверстий в планках, размещать их на таком расстоянии, как вам больше нравится, и возможность экспериментировать.
Опишем короткую инструкцию одного из вариантов дырокола своими руками:
- Вам понадобится двигатель, подвижной стол или мебельные обрезки для основания, диоды от старой аппаратуры, концевик, тумблер, мебельные шариковые направляющие, шурупы, сверла и винтики для крепления.
- Делаете из досок основание, прикрепляете шурупы к моторчикам и крепите на нужном расстоянии друг от друга.
- Соединяете все элементы между собой по схеме.
Сделать такое приспособление можно за один вечер и у вас появляется свой дырокол, который сэкономит массу времени.
Видео: дырокол для рамок – экономим время и трудозатраты.
Кромкогиб ручной – зачем он нужен, и какой подойдет для ваших целей? + Видео
1 Кто вооружен таким инструментом?
Это устройство предназначено для холодной гибки металла. Инструмент нашел свое широкое применение во многих областях. Например, пользуется спросом ручной тип кромкогиба для проведения авторемонта, также с помощью этого приспособления изготавливают фасонные детали прямоугольных воздуховодов. А сформировав кромку на одном из листов, можно сделать сварной шов внахлест.

Устройство для холодной гибки металла
Рекомендуем ознакомиться
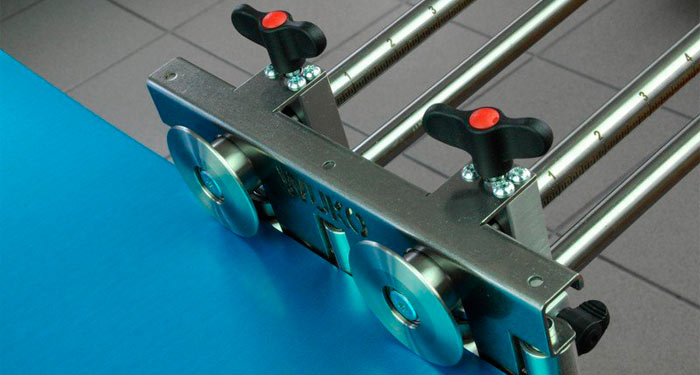
Еще этот инструмент используют для профилирования металла, он незаменим в строительстве, при производстве различных элементов и создании фальцевых соединений. Принцип работы довольно прост. Необходимо установить шкалу, определяющую ширину гиба. Затем расположить край листа между рабочими деталями (роликами) и загнуть кромку, передвигая устройство.
2 Роликовый, пневматический и другие – зачем столько?
Роликовый тип кромкогиба с ручным приводом имеет простую конструкцию. С одной стороны расположена ручка, а с другой – рабочие ролики, которые и деформируют металл. С помощью специального ограничителя на направляющих устанавливается ширина гиба. Весит роликовый инструмент около 2 кг, что делает его весьма мобильным. При надобности можно работать даже на высотных объектах. С его помощью получится согнуть на 90° лист металла толщиной 0,8 мм. Ширина гиба колеблется в пределах от 0,5 до 20 см, а вот его длина не ограничена. Однако такой прибор актуален только при незначительных объемах задачи.
Гидравлический тип кромкогиба упрощает работу. Вам придется прикладывать значительно меньше усилий, чтобы сформировать гиб. При этом толщина обрабатываемого металла может достигать 3 мм. Гидравлический станок работает за счет гидроцилиндров и бывает стационарным и передвижным.

Гидравлический кромкогиб
Еще пользуются популярностью кромкогиб, который имеет пневматический привод. В их основе лежит принцип “поворотной балки”, а за счет пневмоцилиндров устройство выдает давление до 6,2 бар. Такой инструмент легко справится с листом металла толщиной даже 1,2 мм. Ширина кромки возможна не более 12 мм. Пневматический станок потребляет 113 л воздуха в минуту.









3 Можно ли сделать его самостоятельно?
Конструкция ручных кромкогибов настолько проста, что многие задумываются, как их сделать своими руками, и мы постараемся ответить на этот вопрос. Вам понадобится пара отрезков швеллеров и уголки с прямолинейными кромками. Еще подготовьте сварочный аппарат. Если не справитесь с ним своими руками, договоритесь со сварщиком. Станок состоит из основания, прижима, пуансона и ручки. Основание и прижимы делаются из швеллеров №6,5 и №5 соответственно, а обжимной пуансон из толстостенного уголка №5. Еще понадобится лист пятимиллиметровой стали для щеток. В качестве ручки подойдет металлическая скоба диаметром от 1,5 см.
Конструкция ручного кромкогиба
Подготовив все комплектующие, необходимо снять фаски 7х45° и длиной 30 см по ребру заготовок пунсона и основания. Далее привариваем к пуансону оси (стальные прутки сечением 10 мм). Проследите, чтобы ось самого прутка совпала с ребром уголка. Теперь делаем выборки и на концах рабочей части прижима. После подготовительных работ нужно предварительно собрать самодельный кромкогиб. Для этого понадобятся тиски. Устанавливаем в зажимном инструменте основание с пуансоном.
Выкрутив болты, необходимо вставить их в рассверленные отверстия прижима. В этом случае на них опять накручиваются гайки-ограничители. Ручка приваривается к уголку. Станок готов к использованию, осталось только установить его в слесарных тисках. Кромкогибы для кузовного ремонта имеют менее сложную конструкцию и небольшие размеры, да и их стоимость невелика, поэтому экономнее их купить в готовом виде, чем делать своими руками.
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см. К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка. На концах рабочей части прижима делаются выборки. Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием
При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости. На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин. После проверки правильности положения щеток их приваривают к основанию устройства
В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты. К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки. Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки. К металлическому уголку самодельного кромкогиба приваривается ручка
После проверки правильности положения щеток их приваривают к основанию устройства. В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты. К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки. Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки. К металлическому уголку самодельного кромкогиба приваривается ручка.
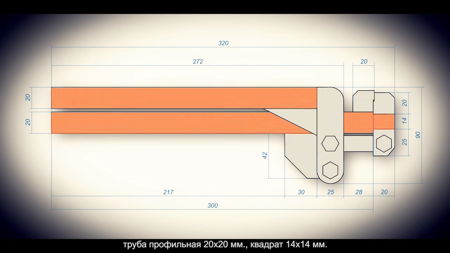
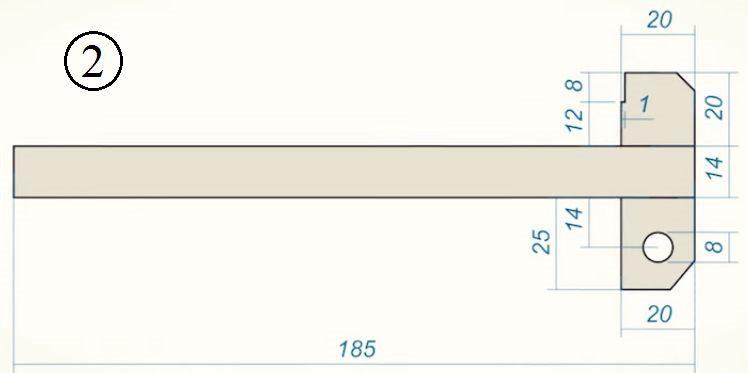
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
https://youtube.com/watch?v=EBreqnlypps
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.








На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
Похожие материалы:
Виды
Роликовый кромкогиб с ручным приводом устроен следующим образом. С одной стороны предусмотрена рукоятка, с противоположной – гнущие листы металла ролики. Посредством особого ограничителя на направляющих выставляется ширина загибания края листа. Вес роликового кромкогиба – не более 2 кг, несмотря на визуальную массивность. Его можно носить с собой в небольшой сумке, работать им на высоте.
Он легко согнёт лист металла толщиной 0,8 мм под прямым углом. Возможно задать ширину кромки от 5 мм до 20 см. Ограничение по длине загибаемого листа отсутствует. Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.


У гидравлического загибателя листовой стали производительность выше за счёт того, что гидравлический привод не даст вашим рукам быстро устать. Толщина загибаемого листа – до 3 мм. Мобильный и стационарный кромкогибы работают от гидроцилиндрового механизма.
Электромеханический кромкогиб обрабатывает разные виды фальцевых соединений. Есть возможность обработать и фальц-шов.
Пневматический сгибатель работает на вращающейся балке. С помощью пневмоцилиндров вы обеспечите силу давления до 6 кг на квадратный сантиметр обрабатываемой поверхности, что само по себе весьма неплохо. Работает с листами стали толщиной до 1,2 мм. Устройство выдаёт 12-миллиметровую согнутую кромку, пропуская через себя до 113 дм3 воздуха в минуту.

Кромкогиб больше всего напоминает пассатижи. Выгнуть кромку, если ваши движения точны, а лист металла невелик по длине и ширине, можно обычными плоскогубцами. Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Кромковый автомобильный листогиб для кузовного ремонта обладает более упрощённой, чем роликовый и электромеханический, конструкцией, небольшими габаритами, что делает его переносным. С ним можно подступиться к любому труднодоступному участку кузова, которому требуется срочный авторемонт.
Станок (станочный кромкогиб) – самый массивный из всех. Для полноценной работы ему необходим стол со столешницей 1*1,5 м. Размеры стола подобраны для работы с малыми и большими отрезами листового металла (до 2 м). Самодельный станочный кромкогиб устанавливается на этот стол: к стальной столешнице он приваривается, а к деревянной – фиксируется на достаточно мощных болтах. Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).
Кромкогиб с дыроколом отличается от обычного ручного кромкового листогиба. Дырокол в нём способен вырубать отверстия диаметром в несколько миллиметров. Дырокол изготовлен из быстрорежущей стали. Поскольку усилие от автомастера требуется немалое, ручки кромкогиба обрезинены, а сам дырокольный механизм подпружинен. Этот пробойник для металла способен проделать тысячи отверстий, прежде чем пробивная кромка дырокола подтупится.
Дырокол с пневматическим приводом (пневмодырокол) позволяет проделывать отверстия в кузове ещё легче и быстрее, чем при нажатии на обычном дыроколе вручную. Дырокольные кромкогибы избавляют мастеров СТО от необходимости высверливать отверстия с помощью электродрели: здесь важна идеально круглая форма, что не всегда обеспечивается дополнительным их высверливанием.
