
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
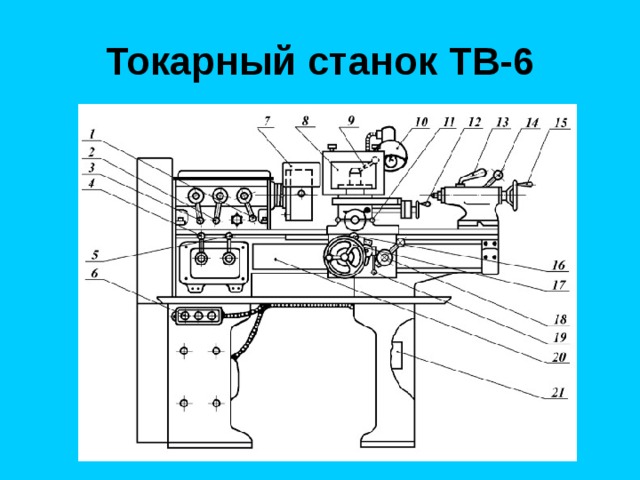
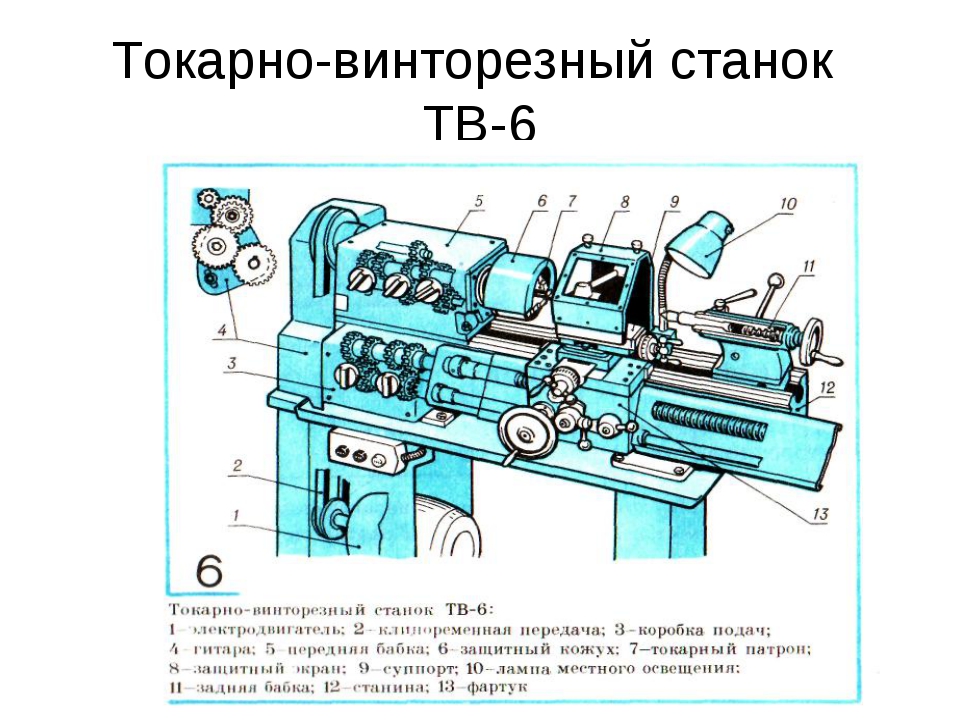
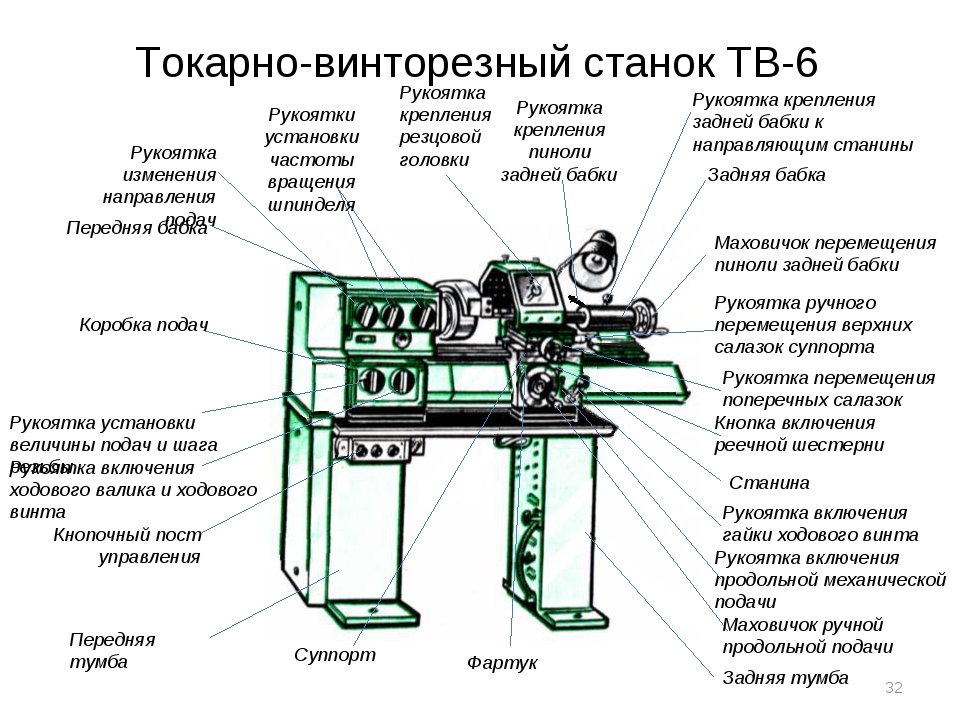
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный) ТВ-6. Паспорт, 1983
ТУ 79 РСФСР 507-80
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
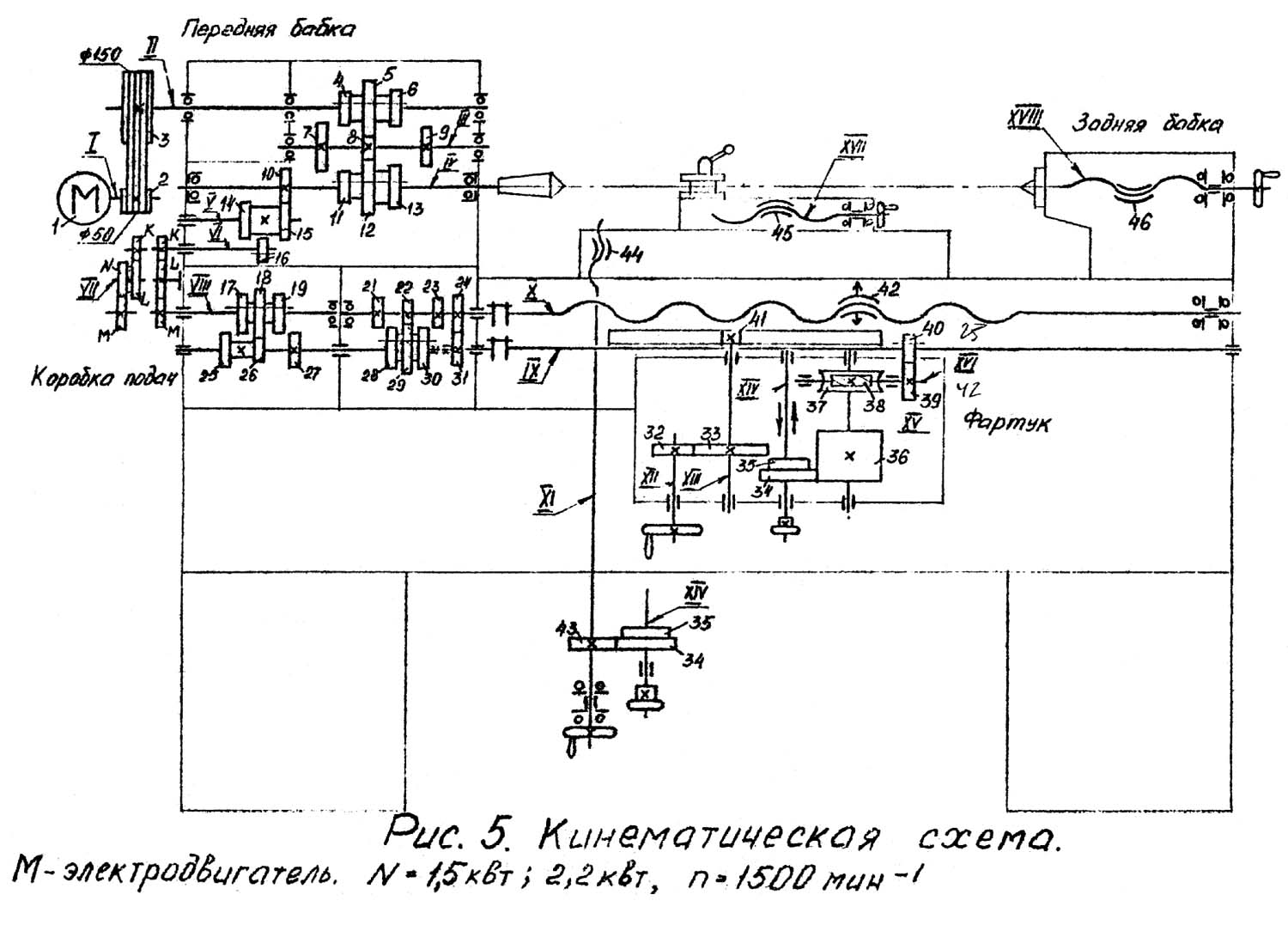
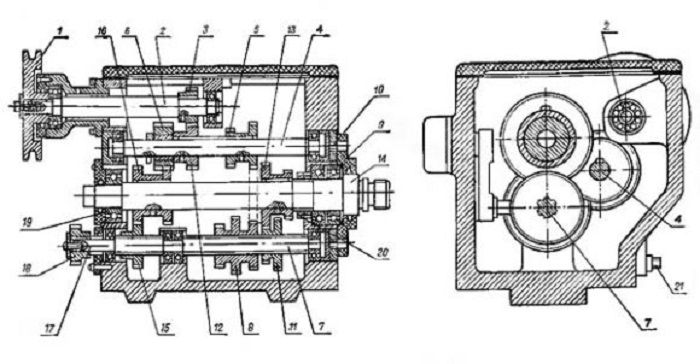
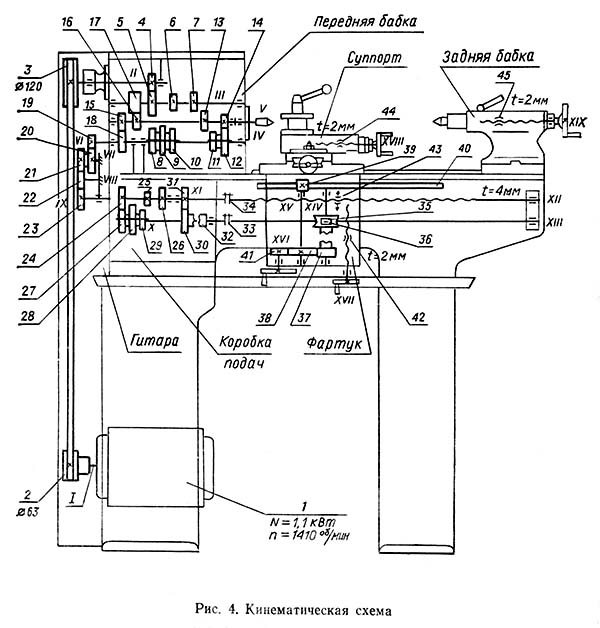
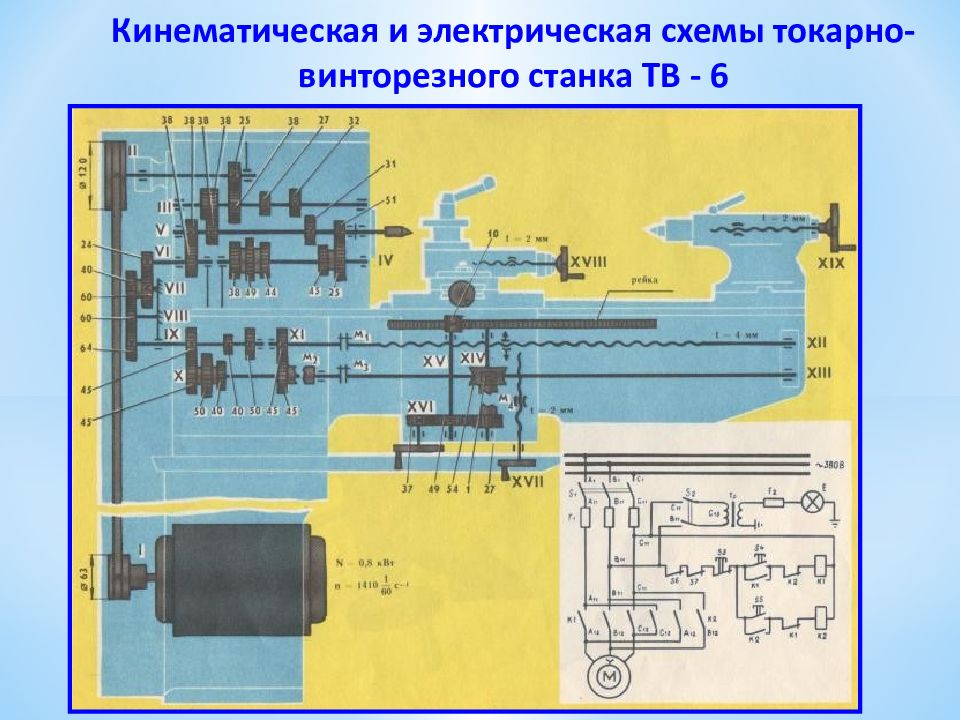
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.

Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.

Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
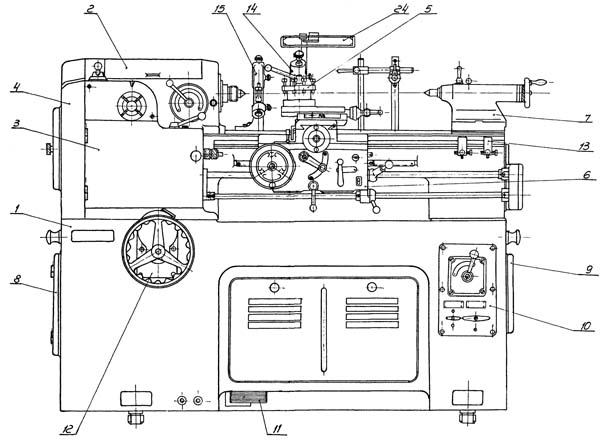
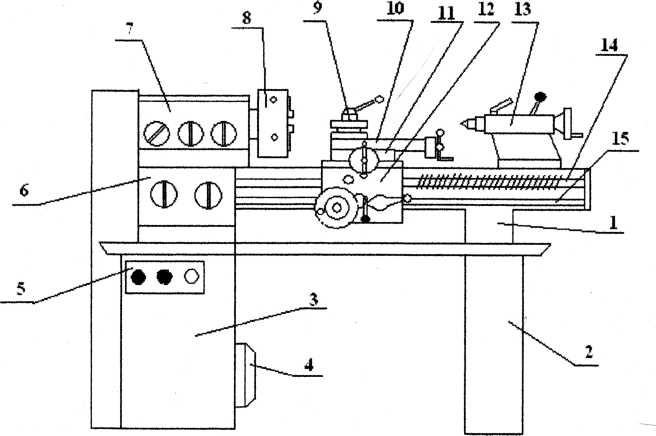
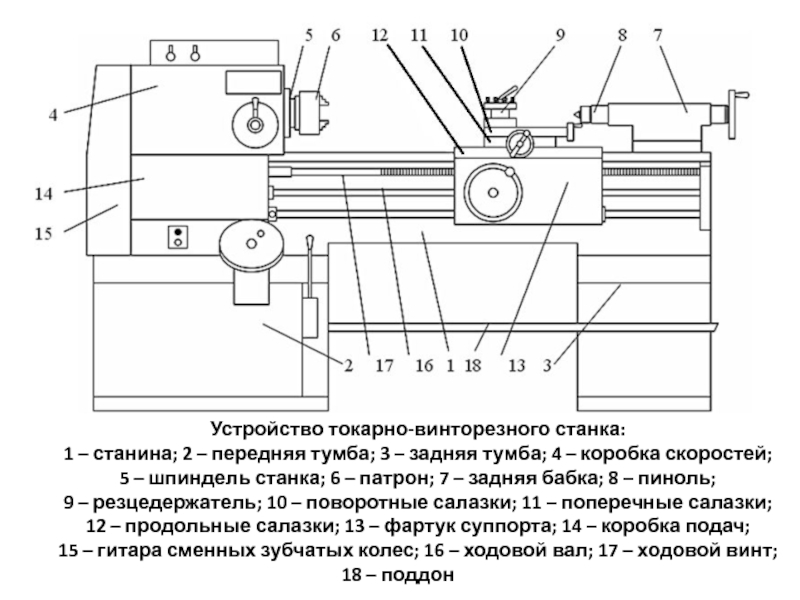
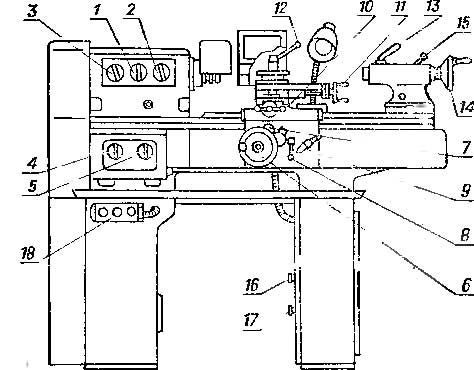
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
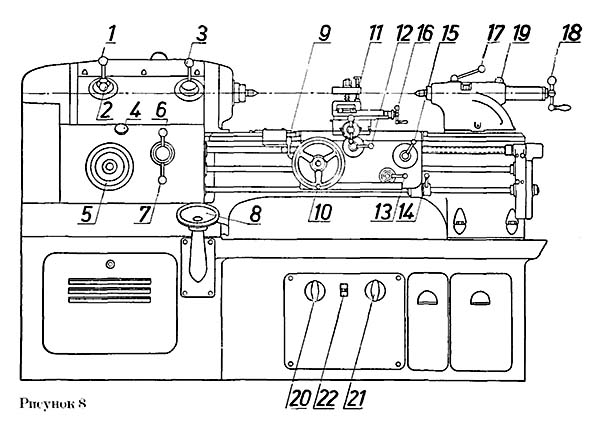
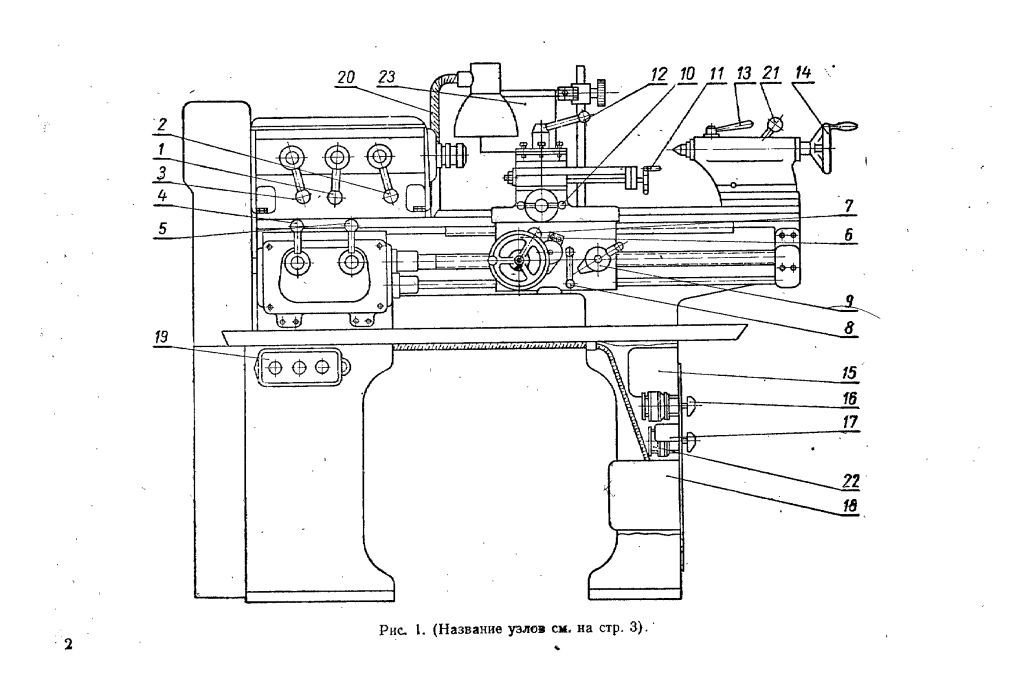
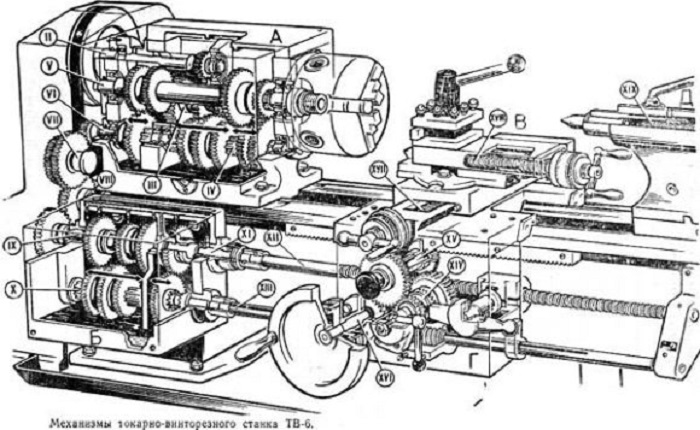
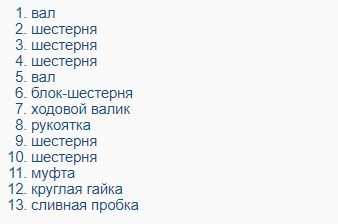
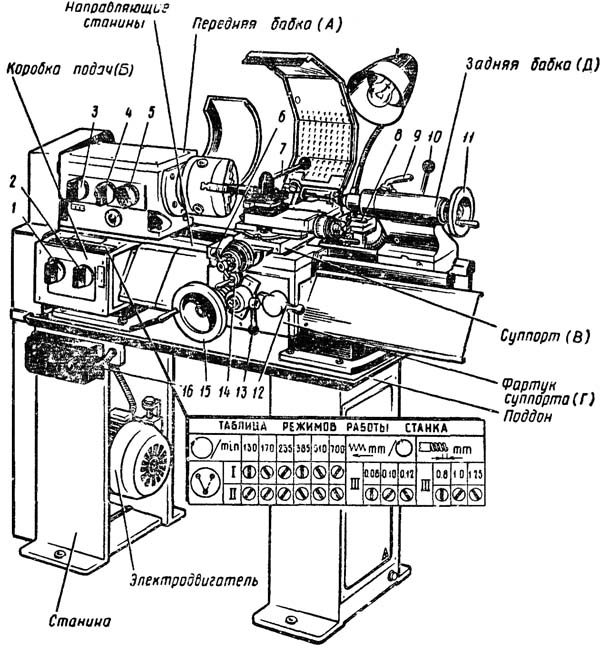
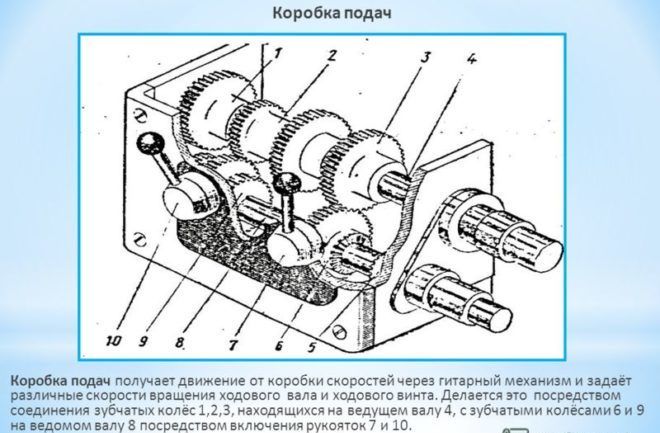
Основные узлы и органы управления станка ТВ-6
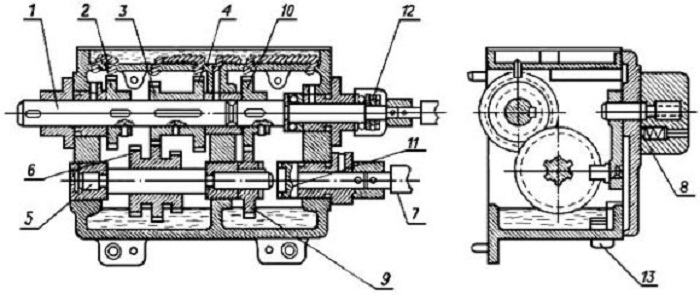
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
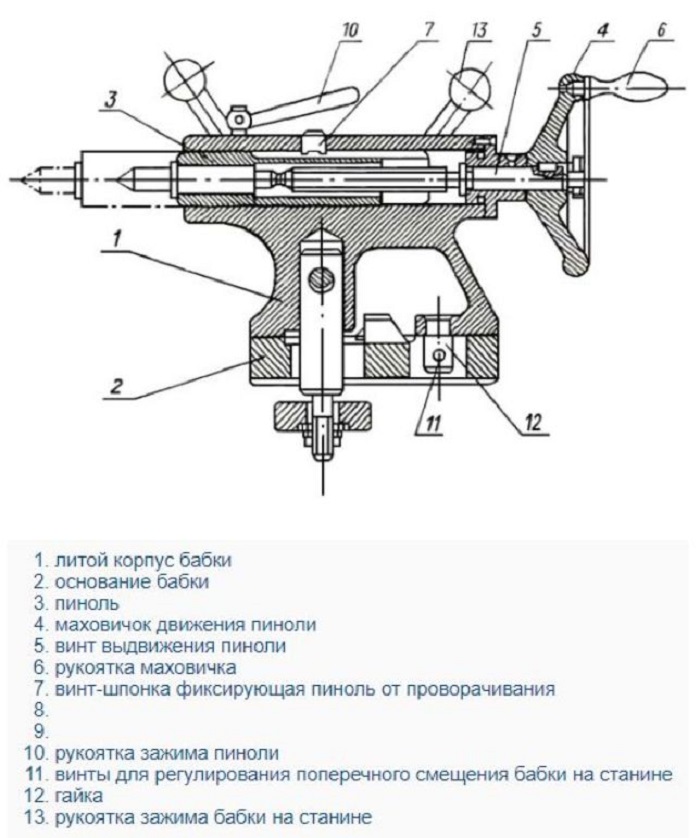
Устройство передней бабки
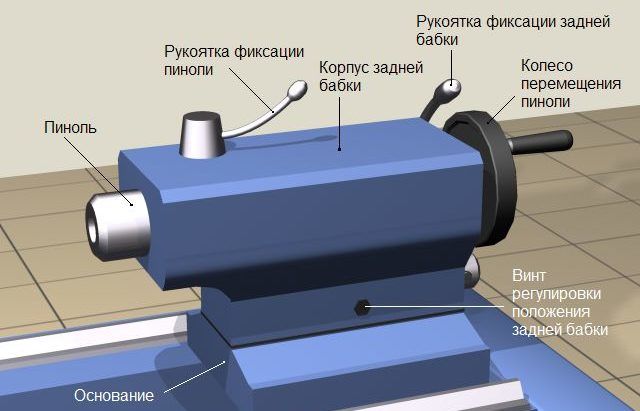
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
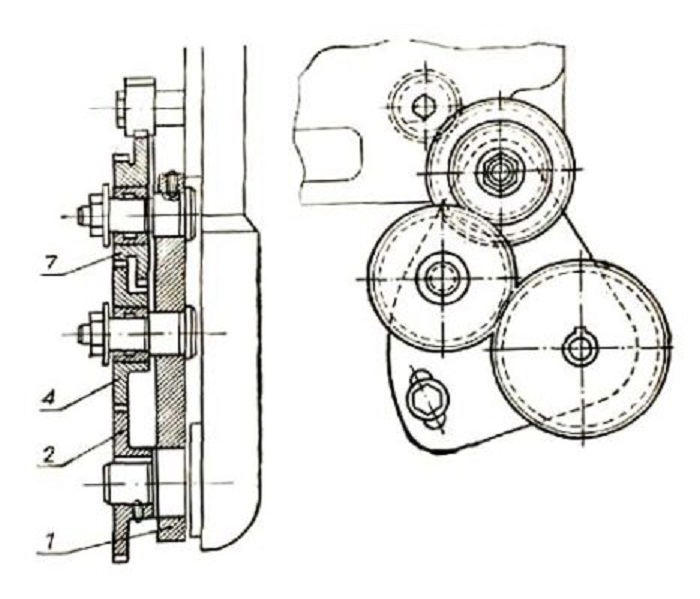
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
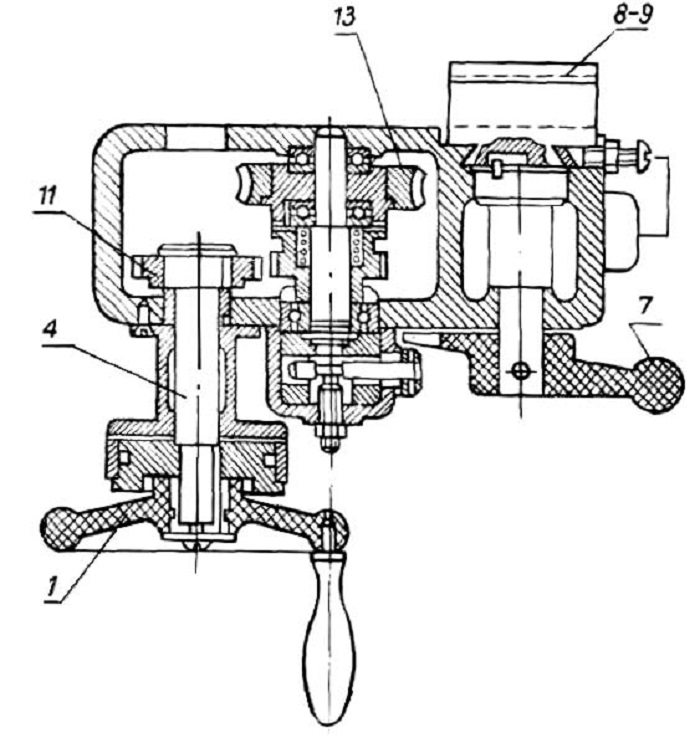
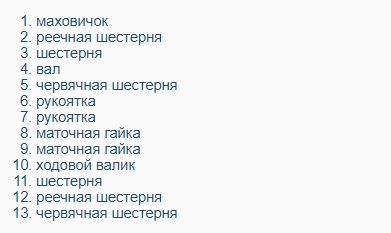
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.
Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
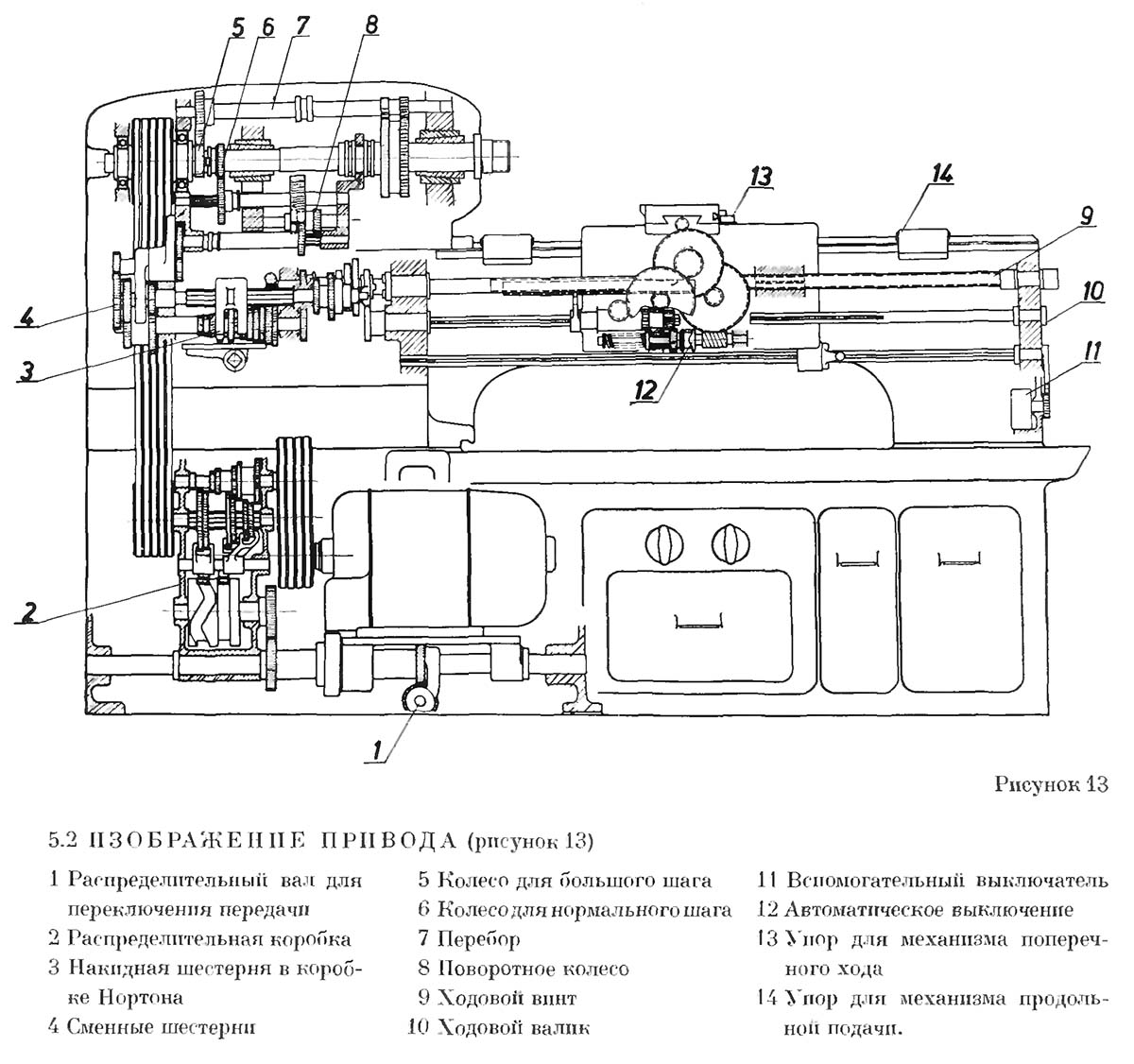
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.
Коробка скоростей станка ТВ-6
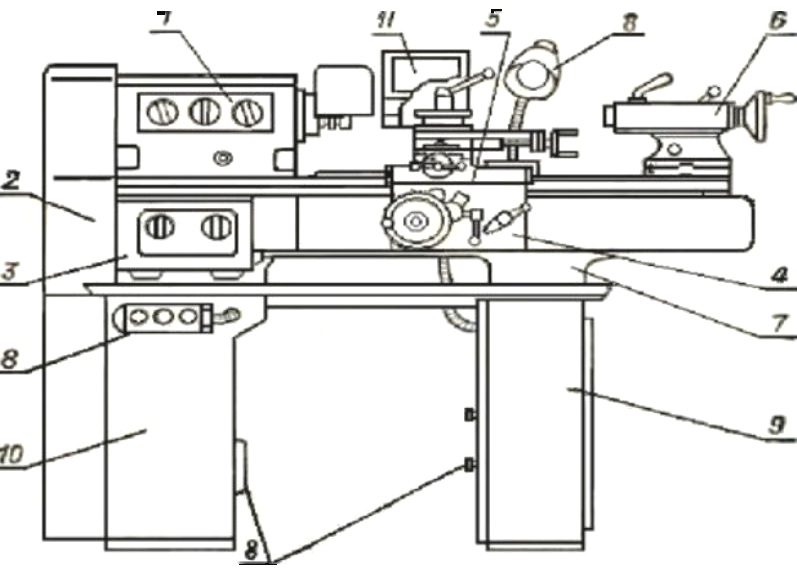
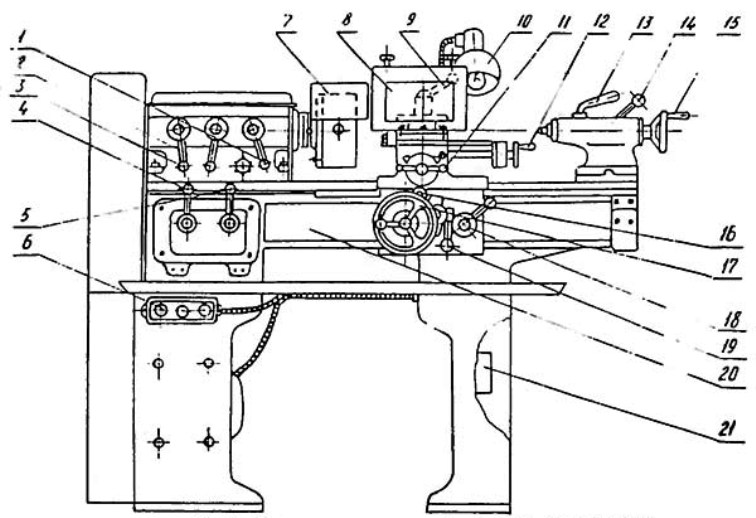
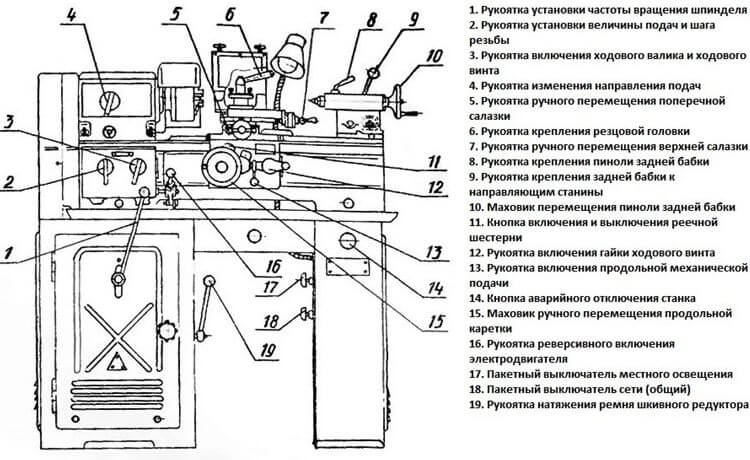
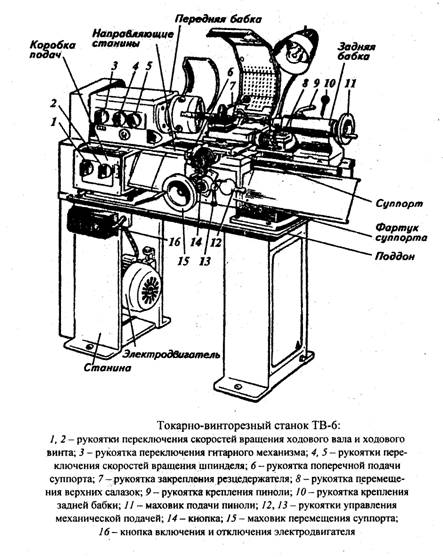
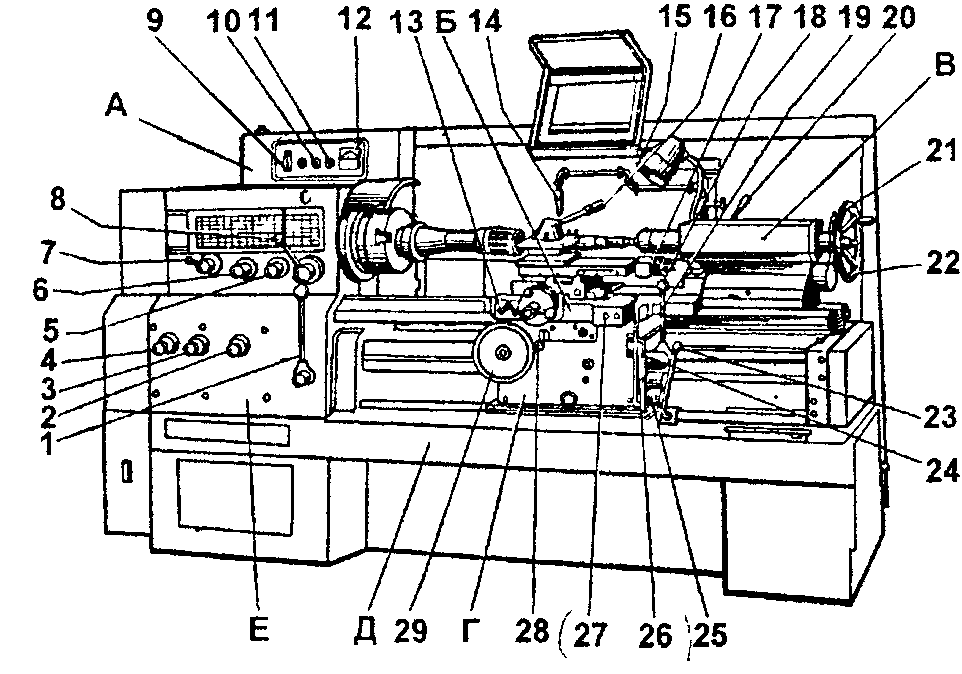
Схема органов управления
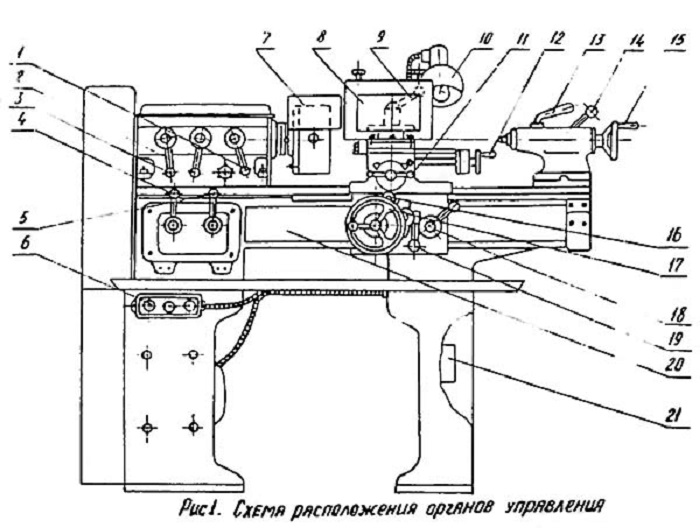
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.
Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.



Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
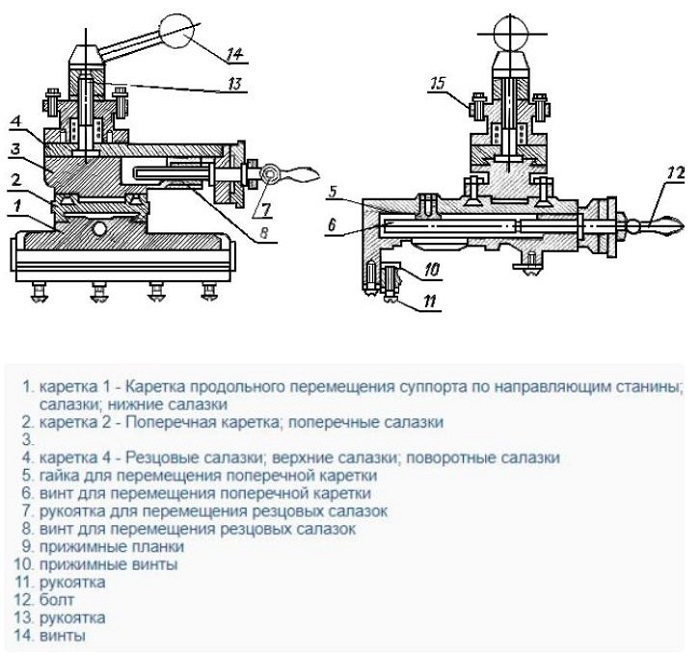
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
3 Особенности эксплуатации станка
Токарный станок ТВ-6 инструкция по его эксплуатации позиционирует в качестве учебного оборудования. При этом если на нем будет работать достаточно опытный токарь, он сможет на высоком уровне точности и качества выполнять сравнительно сложные операции по обработке металлических изделий. Именно по этой причине в настоящее время данный станок очень часто приобретают домашние умельцы.
При работе на ТВ-6 следует периодически проверять и регулировать степень натяжения ремней станка, что дает возможность в полной мере использовать возможности его электродвигателя мощностью 1,1 киловатт, а также продлевать время эксплуатации клиноременной передачи. Натяжение ремней корректируется достаточно просто – посредством гаек, соединяющих салазки и двигатель. Стандартный показатель величины натяжения на одну ветку ремня составляет 10 килограмм.

В тех случаях, когда при использовании станка наблюдается серьезная вибрация шпинделя, рекомендуется затянуть все гайки данного узла. Если подобные мероприятия не привели к устранению вибрационных явлений, вероятнее всего, подшипники опоры шпинделя вышли из строя. Это означает, что ТВ-6 нуждается в квалифицированном ремонте.
При обнаружении зазора в указанных подшипниках следует произвести шлифование горцев, расположенных на компенсационном кольце. Также осевой и радиальный зазор (если он незначителен) можно устранить регулировкой пары «контргайка – гайка».

Добавим, что эксплуатационный срок станка будет тем больше, чем более ответственно вы относитесь к его обслуживанию. Требуется постоянно проводить профилактические и ремонтные работы, целью коих является поддержание состояния оборудования на должном уровне. При таком подходе ТВ-6 будет служить вам по-настоящему долго.
Токарь-карусельщик — это
Машиностроительная отрасль не представляет своего бытия без такого специалиста, как токарь-карусельщик. Он специализируется на изготовлении предметов цилиндрической и конусной формы, на поверхности которых имеются различные отверстия, пазы, тот или иной тип резьбы. Работает такой специалист на карусельном станке, функционирующем от высокого напряжения. В агрегате имеются детали из металла, которые раскалены и быстро вращаются
Поэтому соблюдению правил техники безопасности отводится особое внимание
Принцип работы: обработка детали осуществляется посредством взаимодействия вращающейся заготовки и режущего инструментария, который двигается с заданном скоростном режиме под соответствующим углом.
Токарь-карусельщик – это специалист, в обязанности которого входят:
- обработка заготовок сложного типа на специализированной технике;
- обтачивание высокой степени точности;
- расточка отверстий;
- обточка поверхностей, имеющих форму цилиндра или конуса посредством использования нескольких режущих инструментов;
- нарезка разнотипной резьбы;
- обработка заготовок плазменно-механическим способом;
- обработка катаных колес цельного типа по четко установленным размерам после обкатки.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
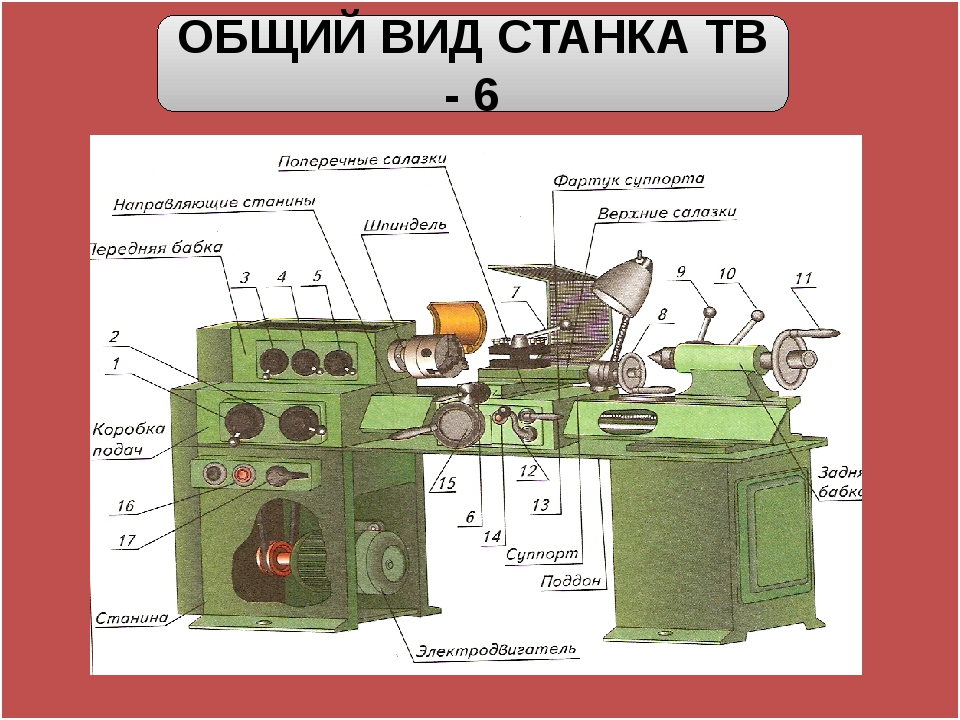
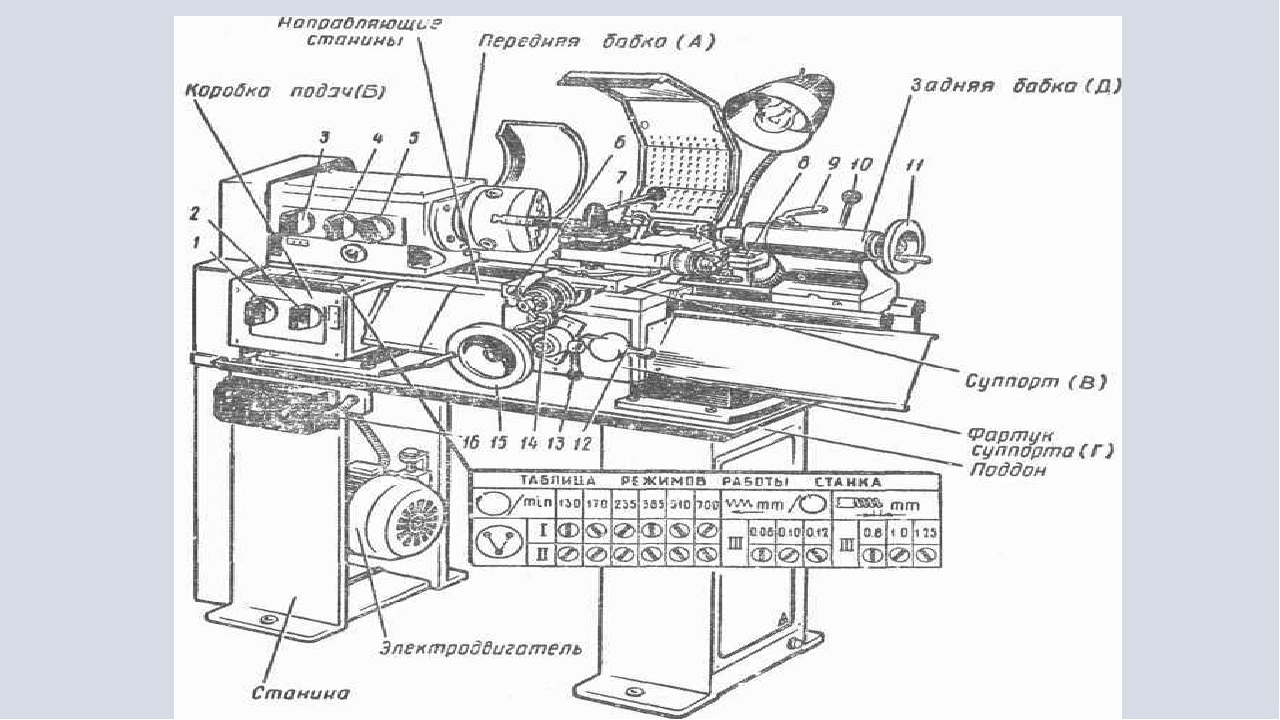
Из чего состоит агрегат
Проточить деталь или выточить новую, довольно сложная работа, которая требует высокой точности. Поэтому для осуществления такого рода функций необходимо применение сложных механизмов, которые приводятся в действие механическим и электрическим путем. Весь агрегат, состоит из нескольких сложных механических и электрических конструкций. Также, как и для агрегата 4-ТВ существует набор элементов токарного механизма ТВ-6.



Вот описание всех присутствующих элементов в токарном станке ТВ-6:
- передняя бабка;
- задняя бабка;
- станина;
- коробка подач;
- суппорт;
- направляющие станины;
- двигатель;
- фартук суппорта;
- поддон.
Детали ТС-ТВ6
Функции передней бабки
Передняя бабка у токарно-винторезного станка ТВ 6, служит для удержания детали, а также для передачи вращательных движений на заготовку. Удержание детали производится путем ее закрепления в головке передней бабки. Также, передняя бабка, которая располагается в левой части станины, содержит в себе шестерни передающие вращательные движения. Эти шестерни необходимы для смены скоростных режимов вращения. Смена скорости производится одним из 3 переключателей, размещенных на лицевой части передней бабки.
Назначение задней бабки
Работает в паре с передней, а размещена она на противоположной стороне, то есть – в правой части станины. Функциональная предназначенность задней бабки такая же, как и передней – удержание и вращение обрабатываемой заготовки. Однако задняя бабка, имеет свойство перемещаться по полозьям и не содержит сложного механизма из шестеренок.
Как устроена станина
Как и для других агрегатов, станина для токарного станка 6 6 служит роль несущей конструкции. На станине сосредоточены необходимые элементы механизма. При этом характеристики этой конструкции должны отвечать необходимым требованиям. В данном случае, станина имеет компактные размеры и способна выдерживать до 600 кг веса, при весе самого аппарата 300 кг.
Назначение коробки подач
Функцией коробки подач является переключение скоростей вала и винта. Для этого на панели коробки подач есть два рычага, которые приводят в движение один из элементов – вал или винт. Также, через коробку подач осуществляется смазка всех шестеренок.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.