
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.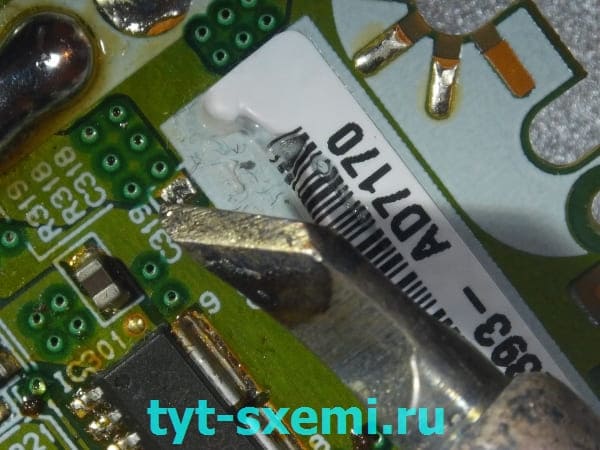
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.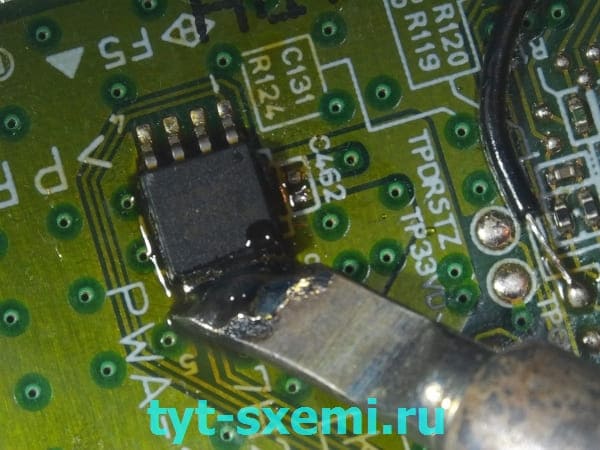
Такой техникой можно выпаять и DIP контакты.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Достоинства и недостатки спаивания проводов
Использование этого технологического подхода обладает следующими преимуществами:
- Качественное исполнение обеспечивает надёжность и долговечность готового изделия.
- Низкий уровень переходного сопротивления в точке крепления. В этом она существенно превышает все контактные варианты.
- Минимальные затраты на осуществление монтажа. Основное используемое оборудование — это паяльник. Стоит он недорого, а расходные материалы — ещё меньше.
- Универсальность использования. Пайка подходит для работы с проводами, у которых даже разное количество жил и параметры сечения. Всё это позволяет успешно решать даже нестандартные задачи.
- Нетребовательность к обслуживанию.
- Долгая служба и высокий уровень безопасности (при соблюдении правил обращения).
Старые образцы паяльников всё ещё в строю благодаря качеству изделий
Для полной картины следует знать и о недостатках:
- Невысокий уровень технологичности. Перед работой всегда следует выполнять подготовительные операции.
- Высокая трудоёмкость. Из-за этого пайка не используется в промышленных масштабах.
- Относительно высокие требования к уровню знаний, навыков и умений исполнителя.
- Необходимость подбирать паяльник под условия выполняемых задач (главный параметр — мощность).
- Для работы годятся исключительно нейтральные флюсы.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
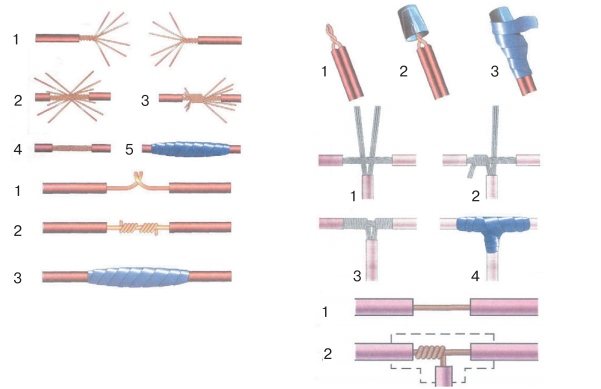
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
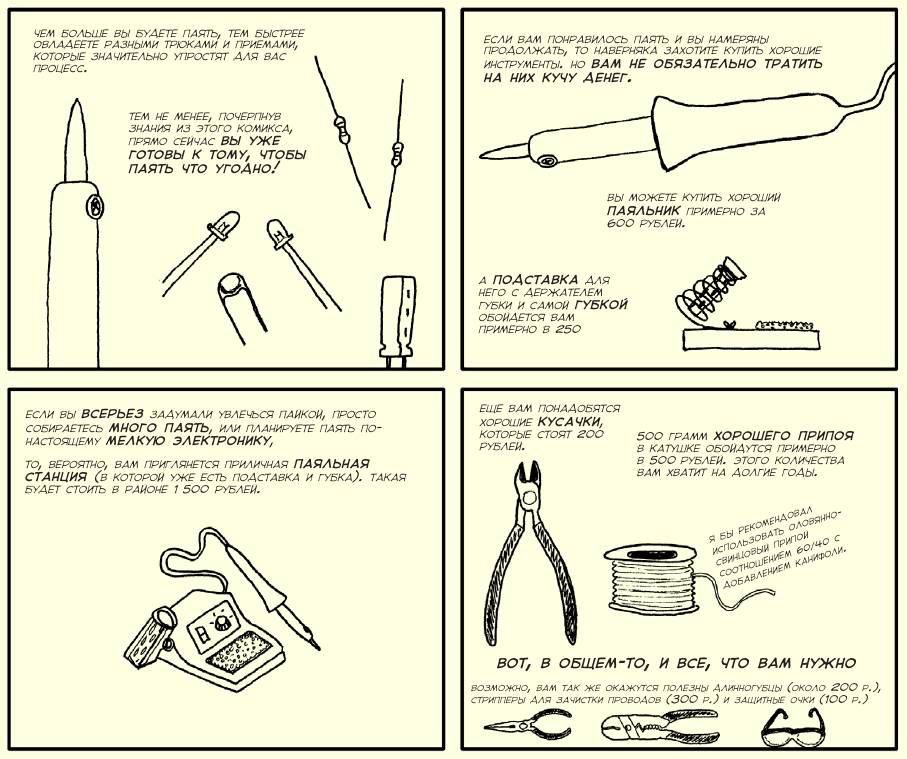
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
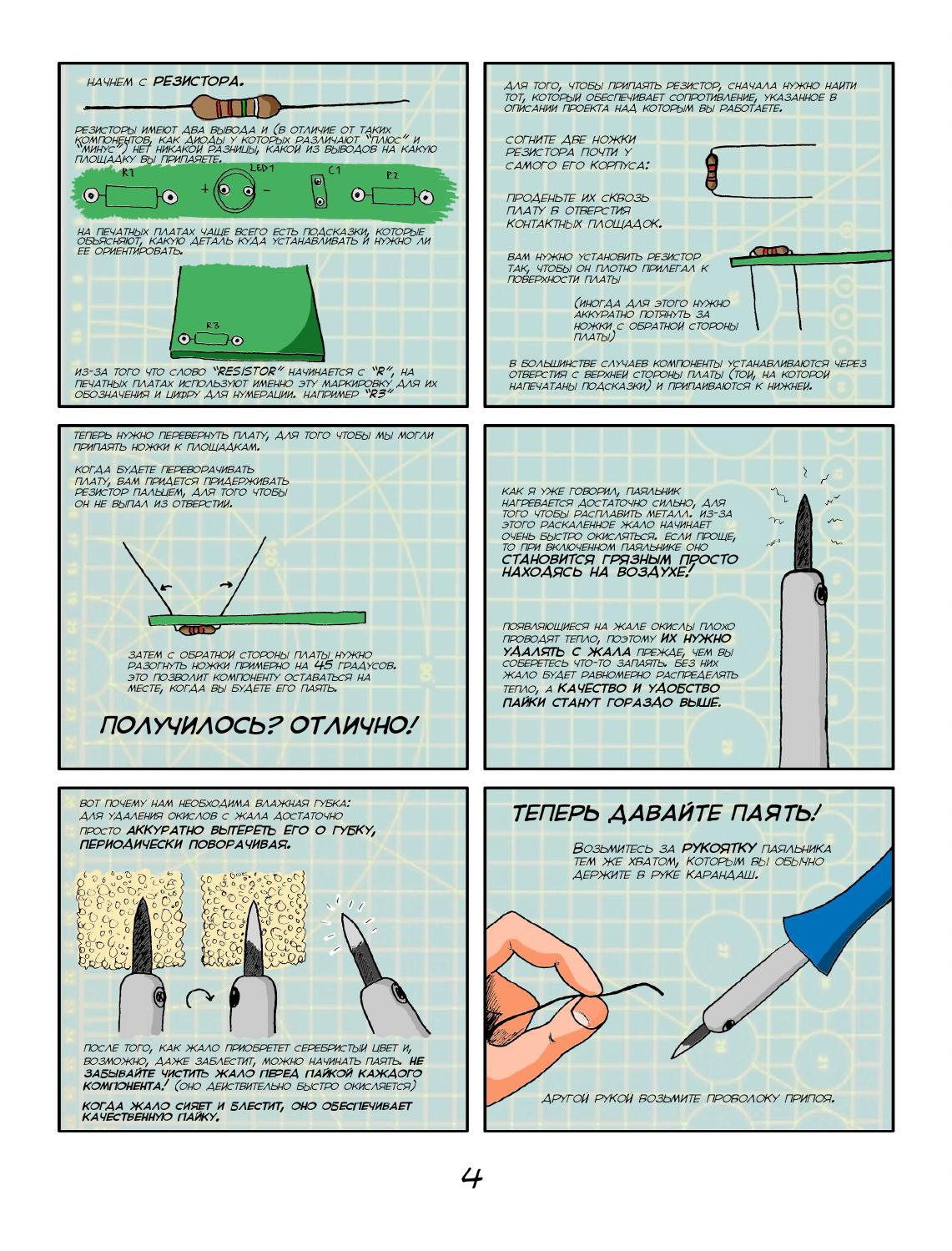
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.
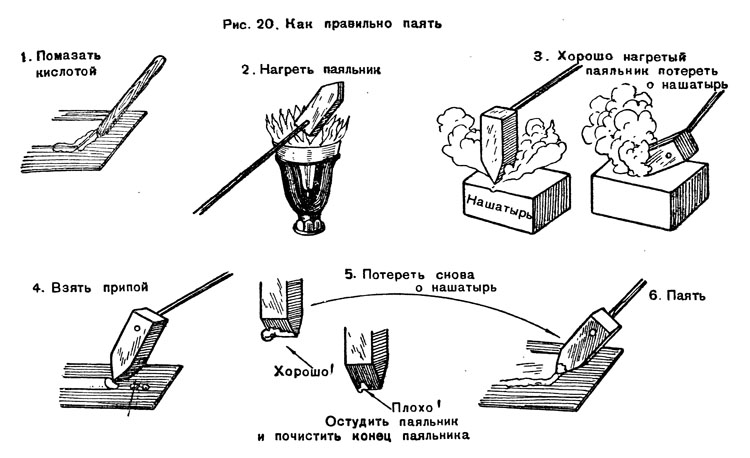
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.





После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
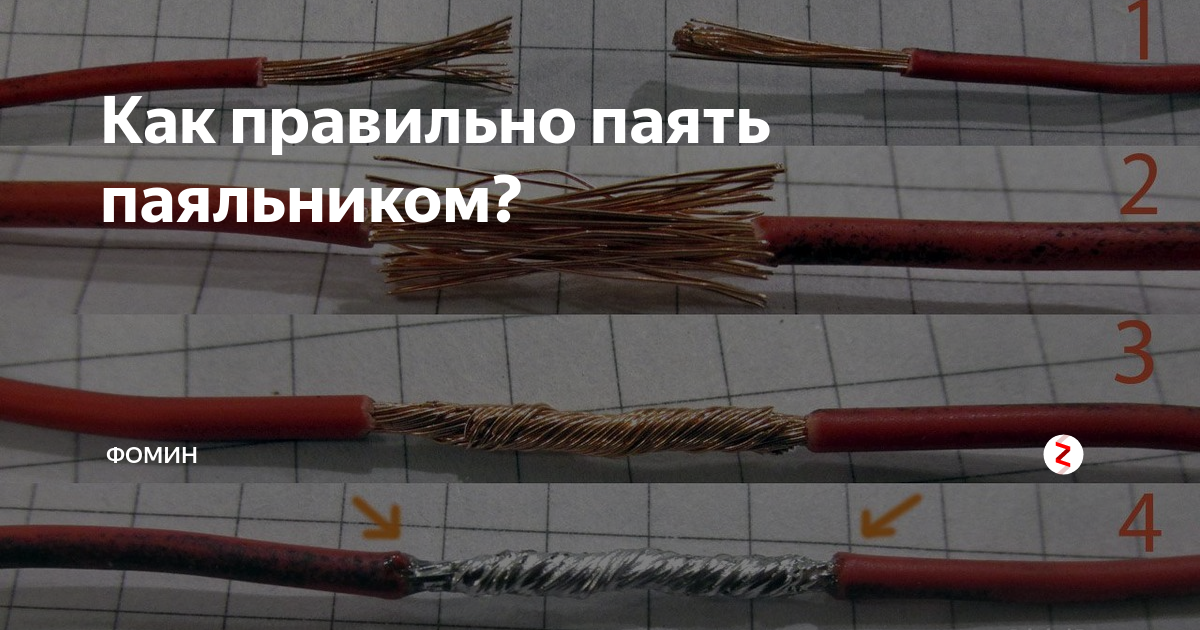
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Другие виды пайки
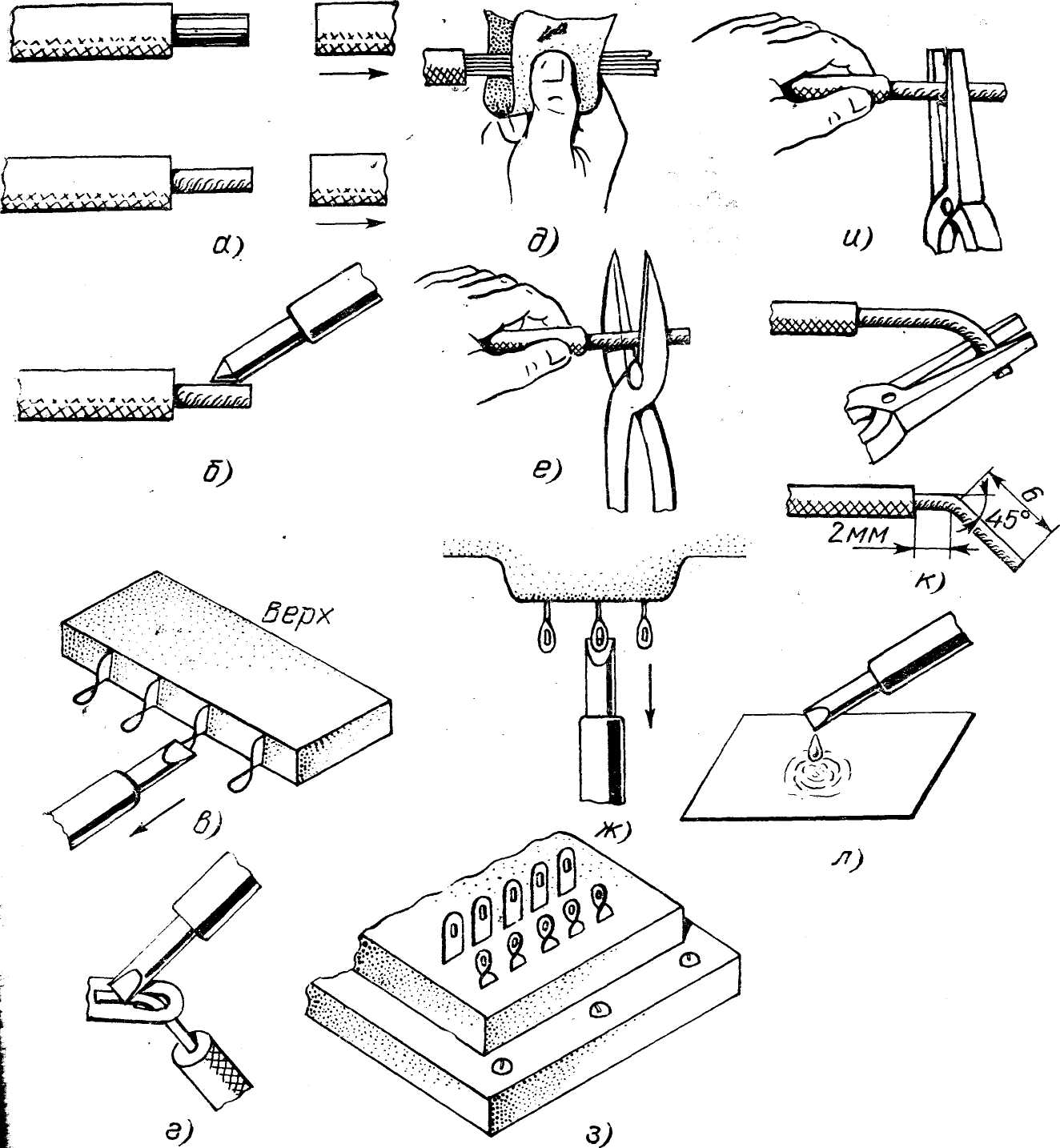
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.
Прочие виды пайки, осуществимые дома
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.
Ручная высокотемпературная пайка в пламени
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.
Настольные паяльные станции
Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
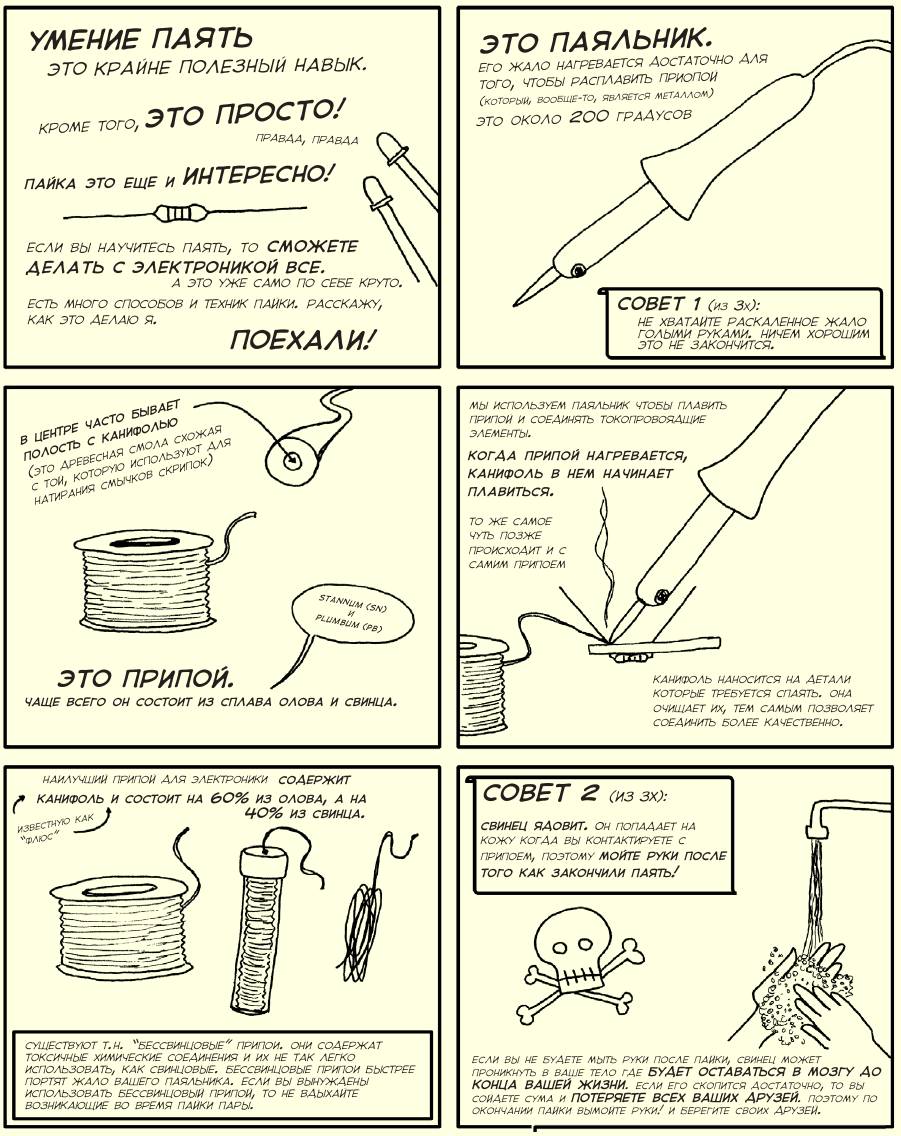
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.





Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
- она нормального цвета (с ярким блеском);
- без излишков припоя;
- ее не получится разорвать, потянув проводники в разные стороны;
-
изоляция не оплавлена.
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
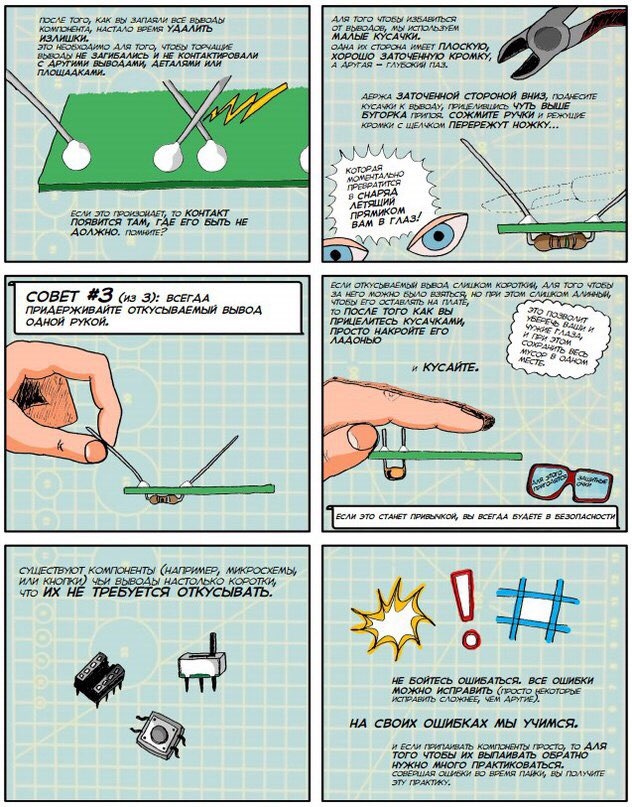
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Несколько секретов пайки
В принципе, особых сложностей в том, чтобы припаивать между собой различные металлические элементы, нет. Можно паять, особенно не вдаваясь в какие-то нюансы мастерства, но если вы хотите выполнить работу качественно, стоит учесть несколько небольших секретов.
Если вы раньше никогда не имели дело с паяльником, то советуем немного потренироваться. Для этого можно взять несколько кусков медной проволоки в оболочке. С ней вы сможете наработать навыки по правильному лужению и пайке.
Схема паяльника.
Помимо тех нюансов, что перечислены при описании основных составляющих пайки (паяльника, флюса и припоя), нужно учесть еще и другие:
При пайке крайне важна чистота соединяемых между собой поверхностей. Все места контактов должны быть тщательно зачищены и подготовлены к пайке. Для этого необходимо предварительно очистить место будущей спайки с помощью ножа или наждачной бумаги. Во время чистки вы увидите, что металл становится светлее и ярче. Это связано с удалением тонкой и малозаметной пленки окислов меди, покрывающей поверхность вашей проволоки. После физической очистки контактов необходимо опустить в канифоль жало разогретого паяльника и перенести на нем немного канифоли на обрабатываемую поверхность


Внимательно и осторожно разгоните расплавленный флюс по обрабатываемой детали
В итоге у вас рабочая поверхность должна быть очищена от окислов и покрыта пленкой канифоли.
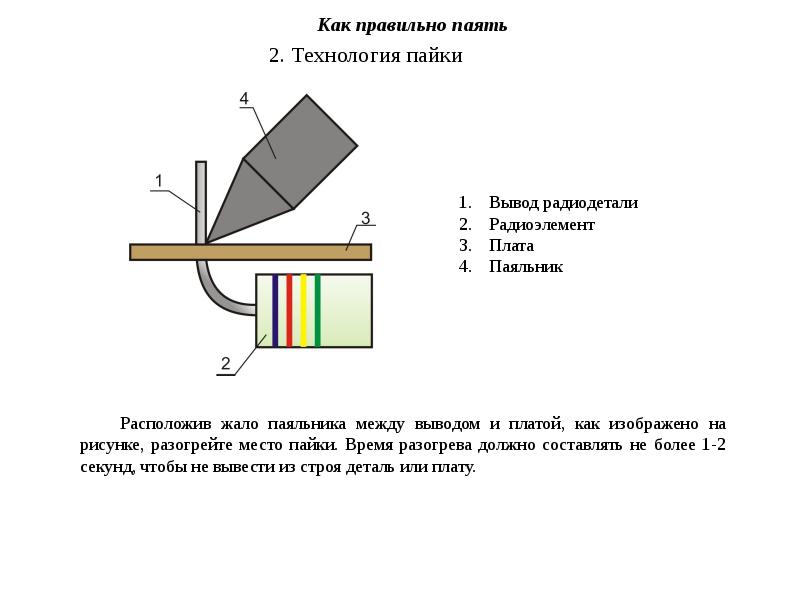
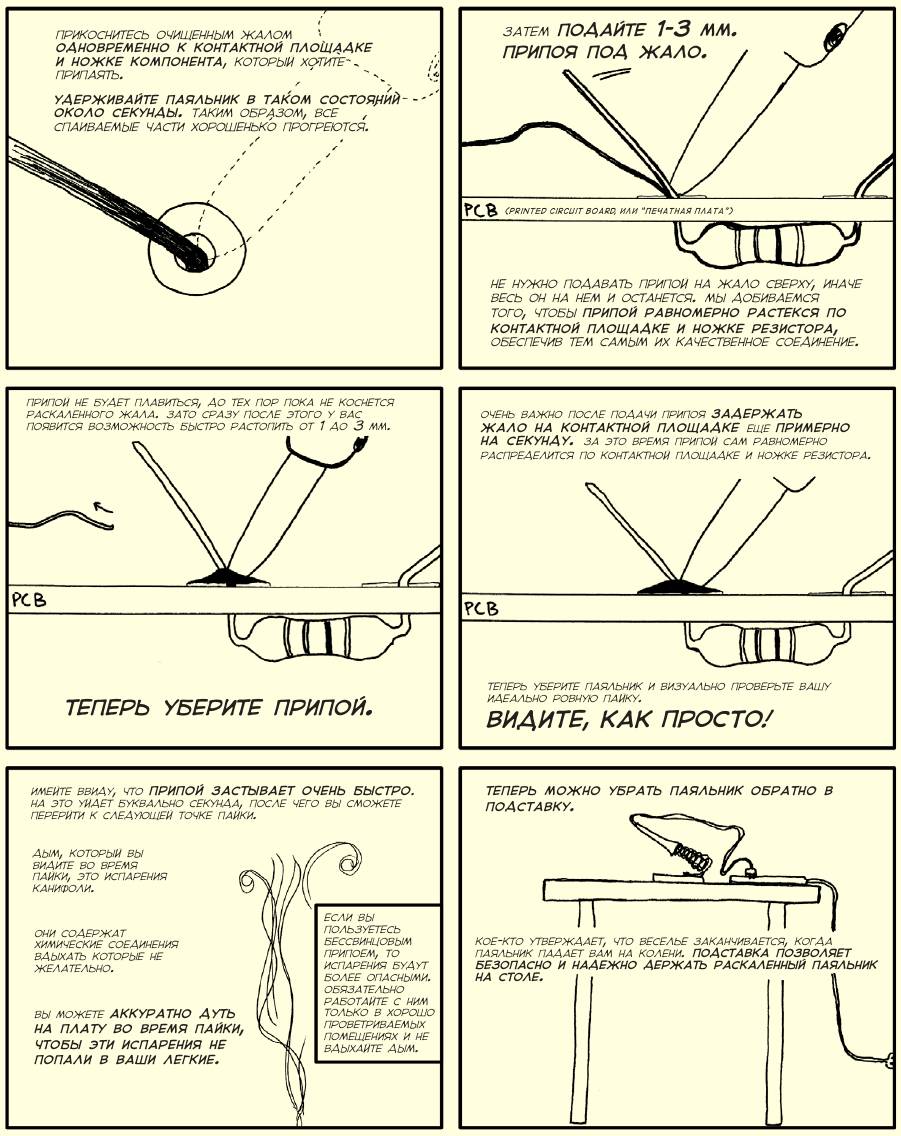
Крайне важно правильно соединить между собой проводники, а также прогреть место будущего соединения. Для этого необходимо ровно и плотно прижать друг к другу концы спаиваемых проводников, которые предварительно были залужены, как описывалось выше, а затем к месту соединения приложите жало паяльника с каплей расплавленного припоя на нем
Подержите некоторое время, дайте проводникам достаточно прогреться, чтобы сплав припоя растекся и заполнил все пространство между сплавляемыми элементами
Прогрев должен быть таким, чтобы припой растекался по рабочей поверхности, а не застывал одним комочком. Уберите паяльник и дайте припою остыть. Ни в коем случае не двигайте проводники. Лучше, если они остынут в покое не меньше 10 секунд. Теперь припой надежно скрепляет между собой оба проводника.
Если спаиваемая поверхность велика и припоя не хватило, чтобы заполнить ее всю, то просто дождитесь, когда остынет первая партия припоя и нанесите паяльником еще одну. Добейтесь ровного распределения сплава по обрабатываемой поверхности. Припой, застывший комком, это показатель некачественной работы новичка. У настоящего мастера припой покрывает поверхность, словно вторая кожа, ровно и со всех сторон.
Как паяльником паять микросхемы
Отдельно необходимо рассмотреть процесс пайки микросхем, которые сегодня встречаются в современных телевизорах, компьютерах, телефонах и прочей технике
Прежде чем паять микросхемы, надо понимать, что здесь важно не просто припаять или отпаять элемент, но еще и разбираться с их назначением
Если для пайки проводов и печатных плат с полупроводниковыми элементами применяются обычные стержневые паяльники, то при работе с микросхемами следует использовать термовоздушные приборы или как их еще называют — фены. Их главное достоинство в том, что припаивание или отпаивание деталей осуществляется очень быстро. Для работы с микросхемами понадобится также подготовить материалы и инструменты. В качестве противоокисляющего вещества применяется флюс ЛТИ, а в качестве вспомогательного инструмента используется пинцет.
Процесс пайки микросхем термовоздушным феном происходит следующим образом:
- В качестве выпаиваемого элемента может быть микропроцессор, контроллер или микроэлементы — резисторы, диоды или конденсаторы. Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
- Если необходимо выпаять микроэлемент, который сверху залит специальными веществами, то перед выпаиванием, их нужно удалить. Для этого используется ацетон или специальные растворители
- После того, как деталь будет очищена, можно приступать к ее выпаиванию. Для этого подносим паяльник, который должен быть предварительно разогрет. Располагает его на расстоянии 2-3 см от детали
- При помощи пинцета поддеваем деталь, прилагая небольшие усилия. Как только ножки детали оплавятся, то она отсоединится от платы
- Аналогичным способом осуществляется присоединение детали к плате
При необходимости используется припой, когда на новую плату припаиваются детали. Припой следует нанести предварительно, после чего приступать к припаиванию микроэлементов. Подробный процесс работы с микросхемами паяльником, представлен в видеоматериале ниже.