
3 Методы протягивания проволоки и прутков на специальных станах
При помощи волочильной технологии изготавливают проволоку разных сечений, используя в качестве исходного материала цветные металлы и стали. Заготовки из них могут иметь сечение до 0,01 миллиметра. Операция выполняется на тяжелых установках с различными типами волок. Например, алмазный инструмент применяется для протягивания очень тонких изделий, тверодосплавный – для средних и толстых, а стальные мощные волоки используются для обработки крупных заготовок.
Станки для производства проволоки также отличаются большим разнообразием. Они могут работать на скорости до 50 метров в секунду, иметь более двух десятков волок в своей конструкции, работать без скольжения и с таковым, располагать барабанами, расположенными вертикально и горизонтально, а также групповым и индивидуальным электрическим приводом.

Варианты протягивания проволоки:
- Беззабивочное. Захватка в данном случае не нужна, через инструмент заготовка проходит за счет ее проталкивания с обратной стороны.
- Гидродинамическое. Эксплуатируется волочильное оборудование комбинированного вида, в составе которого есть насадное кольцо, рабочая и напорная волока. Функционирует оно от насосов высокого давления. Стоимость их монтажа и обслуживания достаточно высока. По этой причине гидродинамическая метода применяется в редких случаях (только тогда, когда нет возможности использовать более простое волочение).
- С противонатяжением. Способ, предполагающий приложение перед зоной деформирования заготовки особого усилия, которое существенно улучшает процесс.
- Со скольжением. Многократное протягивание проволочного изделия на достаточно большой скорости (конкретная характеристика варьируется в зависимости от типа агрегата).

Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Методы волочения
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
Литьё медной проволоки
При литье медной проволоки, в среднем получается катушка с медной проволокой, с поперечным сечением 8 мм. Весом 6 тонн и длинной проволоки приблизительно 13 км.
При непрерывном литье медной катанки, мы можем предложить следующие продукты:
Multiroll CU LF Special
- полностью синтетическая водосмешиваемая смазочно-охлаждающая жидкость
- используется для непрерывного литья медной катанки и рулонов
- используется для смазки и охлаждения роликов
- продукт обеспечивает превосходную защиту от коррозии
Необходимая концентрация продукта: 1.5% – 3.5%.
Данный продукт имеет следующие преимущества:
- очень долгий срок службы рабочей эмульсии
- уменьшает различные возможные производственные остановки при непрерывном литье медной катанки или рулонов
- очень высокая стабильность pH (уменьшено возможное образование грибков и бактерий в эмульсии)
- продукт имеет низкую степень поглощения меди
- гарантируется чистая и блестящая поверхность проволоки
- максимальная скорость производства
- увеличивает срок службы роликов
- высокая защита от износа
Multiroll Coating – специальная восковая эмульсия для защиты поверхности проволоки при непрерывном литье катанки.
- водосмешиваемый агент для защиты проволоки при непрерывном литье катанки от коррозии
- смазочный материал для процесса намотки готовой проволоки на катушку
- рабочая концентрация: прибл. 3% – 6%
Преимущества:
- смазочный эффект при процессе намотки проволоки на катушку
- снижает истирание проволоки при процессе наматывания её на катушку
- предотвращает тусклость проволоки и образующиеся пятна на поверхности проволоки
- наноситься может путём распыления или окунанием
- защищает и улучшает блестящую и яркую поверхность проволоки
- высокая защита от коррозии во время хранения и транспортировки проволоки
- совместимость со всеми нашими продуктами из линеек Multiroll и Multidraw
Теперь после производства проволоки для волочения мы можем перейти непосредственно к процессам волочения проволоки.
Общие требования для такого продукта, как смазка для волочения проволоки:
- Хорошая смазка на участках соприкосновения волочимой проволоки и фильер.
- Проволока должна равномерно и быстро увлажняться при волочении.
- Смазка для волочения должна обеспечивать защиту от износа и длительный срок службы фильер.
- На фильерах, волочильных конусах и в самой волочильной машине должна поддерживаться постоянная чистота.
- Чистота проволоки это залог будущей защиты от коррозии и окисления.
- Возможность использовать воду различной степени деминерализации.
- Стабильность уровня pH.
- Низкое пенообразование.
- Нельзя вмешиваться в процессы эмалирования проволоки.
- Хорошая фильтрация рабочей эмульсии.
- Совместимость смазки с кожей человека.
- Простота в хранении продуктов для волочения.
- Экономичность в производстве.
- Простая утилизация использованной эмульсии.
Ответы 2
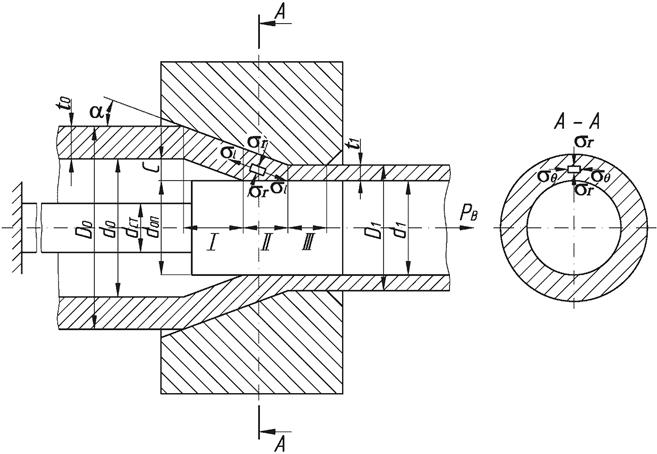
Температура протягиваемого материала при волочении определяется двумя источниками теплоты: неравномерно распределенной работой деформации и поверхностным трением материала на деформирующем и калибрующем участках.
Температура деформации в начальный момент тепловыделения может быть определена делением удельной работы на удельную объемную теплоемкость:
В последующие моменты эта температура выравнивается и приближается к средней (рис. 11.10).
Рис. 11.10. Влияние деформации и механических свойств стали
с различным содержанием углерода на температуру деформации
Температура от трения может быть вычислена с рассмотренного выше решения о температуре от равномерного быстродвижущегося источника тепла:
В частности, при μ = 0,1, σТmax = 1500 МПа, СV = 5 МДж/(м3К),
v = 0,5 м/с, (l+h) = 0,01 м, ω = 8·10–6 м2/с температура равна θ(l+h) = 500 °С.
Таким образом, с учетом средней температуры деформации максимальная температура поверхности проволоки в рассматриваемом примере при выходе проволоки из фильеры равна 850 °С. Средняя температура контактной поверхности фильеры с проволокой существенно ниже. Такие температуры примерно соответствуют теплостойкости применяемых вольфрамокобальтовых твердых сплавов.
При волочении медной или алюминиевой проволоки механические характеристики ниже, а теплофизические характеристики значительно выше. Поэтому теплостойкость твердосплавных фильер допускает применение значительно более высоких скоростей волочения. С уменьшением диаметра проволоки значительно уменьшаются длины деформирующего конуса и калибрующего пояска, что также уменьшению температуры или допускает применение более высоких скоростей волочения. Это и наблюдается на практике.
При многократном волочении последовательная деформация приводит к повышению температуры деформации. Кроме того, для натяжения проволоки в некоторых конструкциях волочильных станов предусматривается ее проскальзывание относительно поверхности барабана, что также вызывает ее дополнительный нагрев. Поэтому при работе с большими скоростями и при многократном волочении требуется интенсивное охлаждение проволоки. Охлаждение проволоки осуществляется эмульсией, а барабанов – водой. При волочении высокоуглеродистой и легированной стальной проволоки применяется воздушное охлаждение проволоки.
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
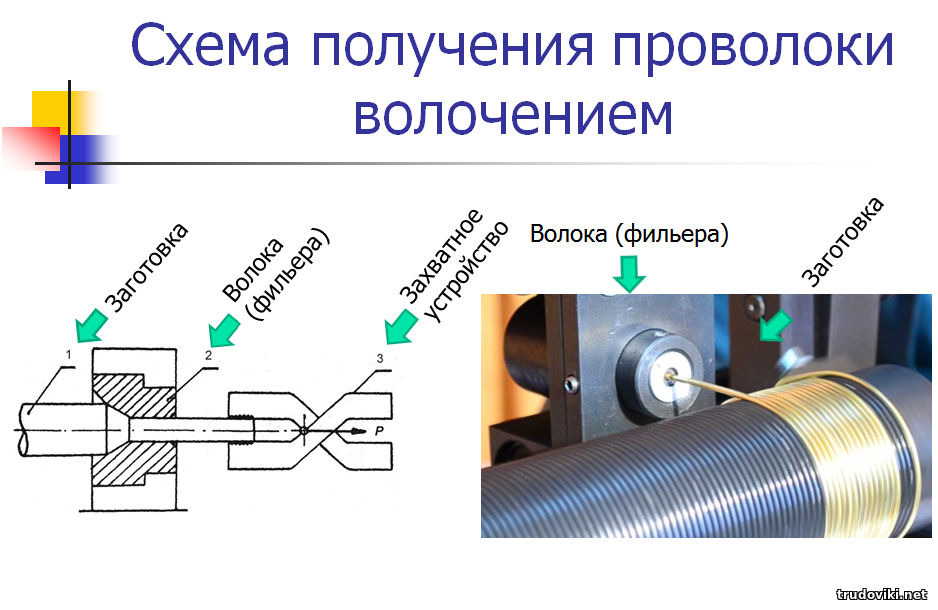
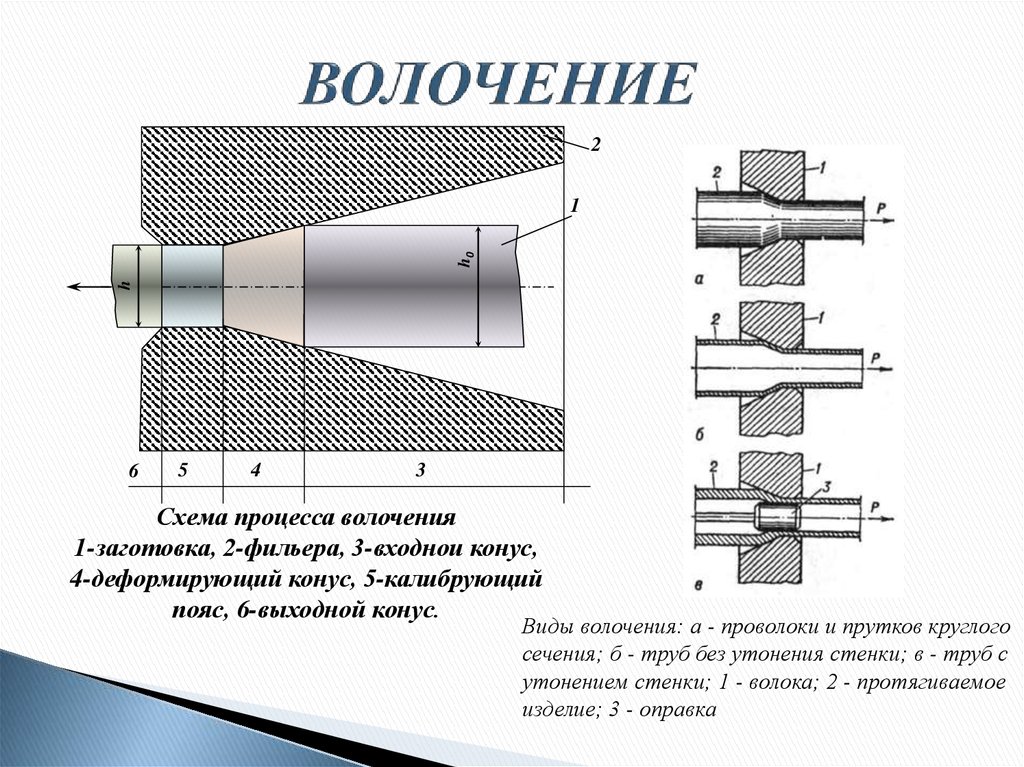
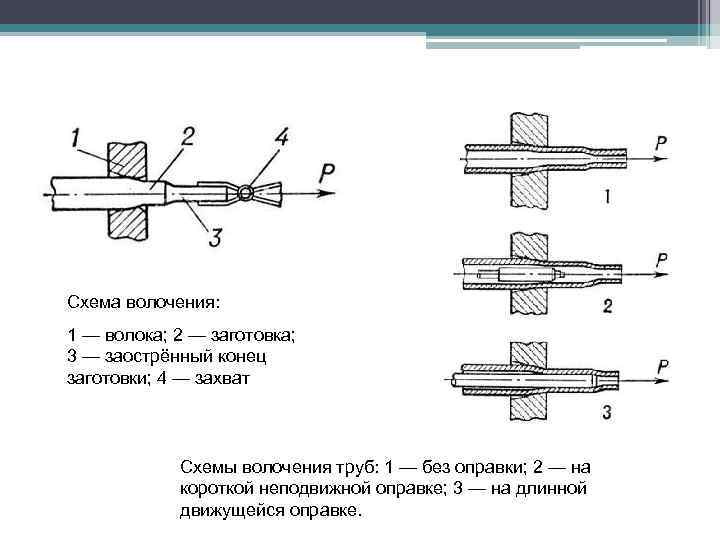
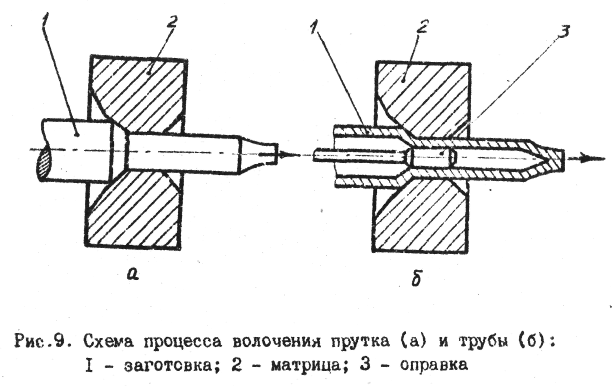
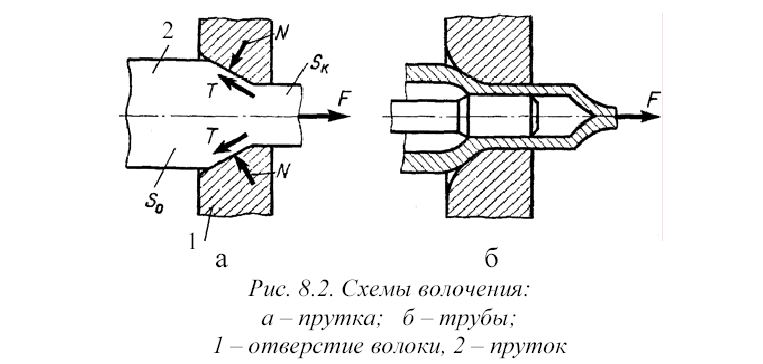
Схема процесса волочения
Когда служащие вредных производств выходят на пенсию
При наличии стажа по вредности за год-два до наступления даты выхода на пенсию следует с документами обратиться в Пенсионный фонд. Сотрудниками будет изучена трудовая книжка и вынесено Решение о предоставлении пенсии. В случае найденных неточностей может понадобиться предоставить дополнительную информацию с места работы по вредной сетке.
- Отсутствие подтверждающих документов, что была работа на заявленном предприятии.
- Если должность работника не соответствует списку 2 или 1.
- При условии невозможности подтверждения общего трудового стажа.
Законодательное урегулирование всех вопросов, связанных с вредными условиями труда, обязывает всех работников проходить регулярные медосмотры согласно статьям Трудового кодекса и Приказу Министерства здравоохранения № 302 от 12.04.2011, в котором учтены и обозначены вредные производственные факторы по профессиям.

В законодательстве Российской Федерации предусмотрена возможность досрочно оказывать страховую помощь лицам, накопившим рабочий стаж на вредных специальностях. Подробнее о раннем выходе на пенсию сказано в 30 статье ФЗ № 400 от 28 декабря 2013 года. С целью реализации федерального закона опасные для жизни и здоровья сферы деятельности объединили в два перечня, отличающихся по степени вреда состоянию здоровья работника.
Такого рода специальности содержит первая горячая сетка, выход на пенсию в которой обусловлен особенно вредными условиями работы, составляющими угрозу состоянию здоровья служащего. Список №1 регулярно обновляется, в зависимости от проведения комиссий по аудиту условий и факторов труда на предприятии.
Основу списка составляют:
- горные работы, добыча руды, работа под землей;
- нефтепереработка, химическая промышленность;
- атомные электростанции;
- военная служба на речном или морском флоте;
- строительная промышленность.
Среди перечисленных специальностей комиссия выделяет должности, представляющие угрозу здоровью служащих. Фиксированного перечня профессий не существует.
К списку №2 опасных специальностей принадлежат профессии, не связанные с опасными условиями труда, которые представляют непосредственную угрозу жизни.
К ним относят:
- переработку металлов;
- работу на ж/д-транспорте;
- пищевую промышленность;
- горнорудные работы на поверхности.
Выход на пенсию по горячей сетке №2 осуществляют досрочно. Несмотря на отсутствие непосредственной угрозы жизни и физическому здоровью, факторы труда по второму списку отрицательно влияют на трудоспособность работников.
Для последующего оформления льготных страховых начислений время рабочего дня сотрудника должно занимать не менее 80% от установленного ТК РФ. В противном случае стаж рассчитывается по фактически отработанным часам. Работник заранее получает у начальства справку о наличии на рабочем месте тяжелых условий труда, способных привести к частичной потере трудоспособности. Такой документ понадобится для досрочного оформления пенсии.
Во время работы в условиях угрозы жизни и здоровью сотрудник накапливает горячий стаж. Так называется число лет, непрерывно проведенных в компании. Для каждого из двух списков установлена собственная норма стажа, достаточного для оформления материальной поддержки со стороны государства. При службе по профессии, принадлежащей к 1 списку вредности работникам мужского пола достаточно набрать 10 лет, а женского — 7,5.
Для второго перечня специальностей условия более жесткие: для мужской половины служащих стаж составляет 12,5 лет, для женской — 10. Помимо числа лет, накопленных за время службы на опасной специальности, имеет значение общее число лет стажа. Остаток лет минимального стажа работник может накапливать на любой должности, не принадлежащей к числу опасных для здоровья.
Пенсионная реформа 2020 года не коснется служащих, нарабатывающих стаж на вредной для здоровья службе. По словам президента Российской Федерации, для них нормы стажа и предполагаемый возраст выхода на законный отдых останутся прежними. Пенсионный возраст для работников на должности по второму списку вредности составит 55 и 50 лет для мужской и женской половины сотрудников соответственно. При этом минимальные значения общего стажа останутся на отметках в 25 и 20 лет.
Основные этапы процесса
К конечному продукту, получаемому волочением, предъявляются определенные требования, которые указываются в технологических характеристиках. Заготовка проходит определенные этапы, которые влияют на конечный результат. Они следующие:
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
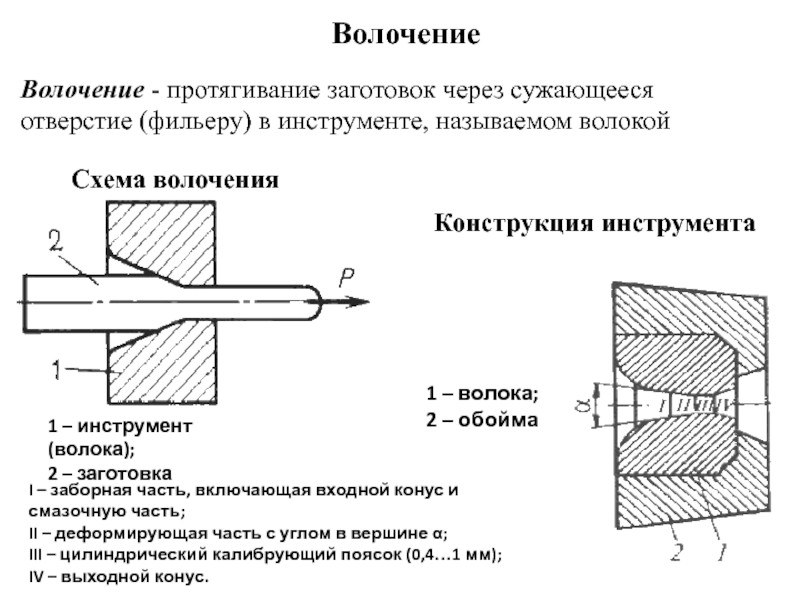
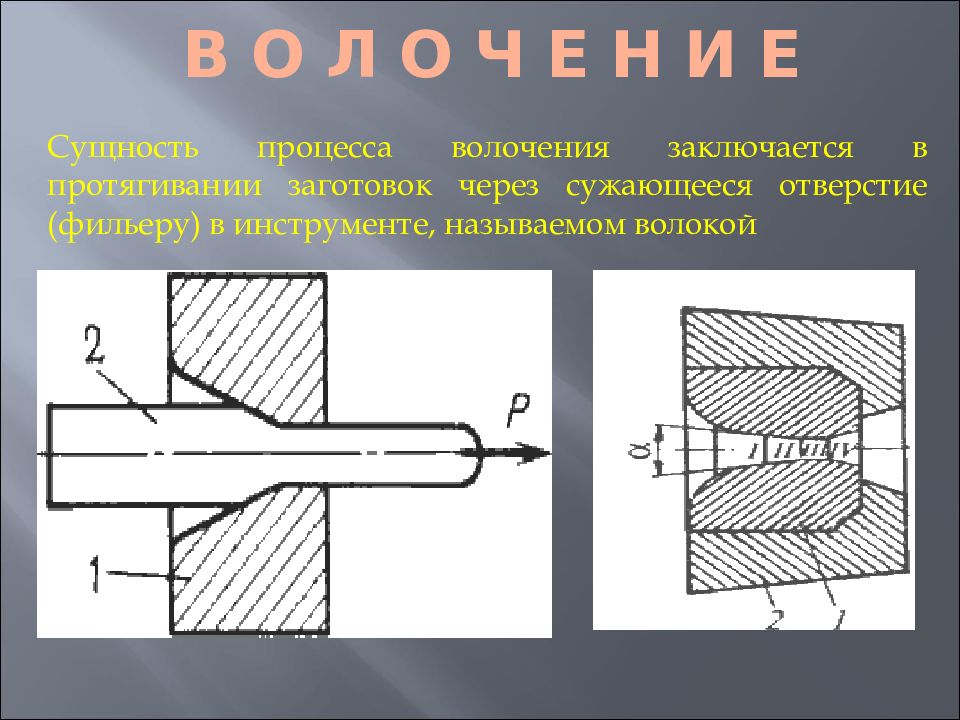
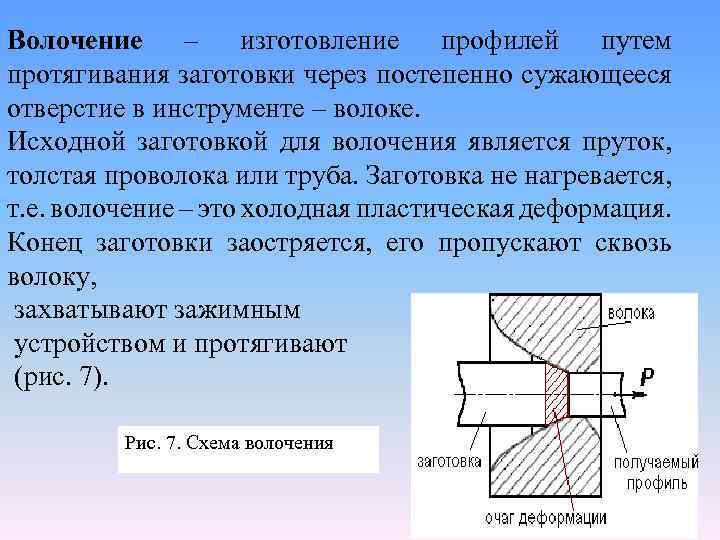
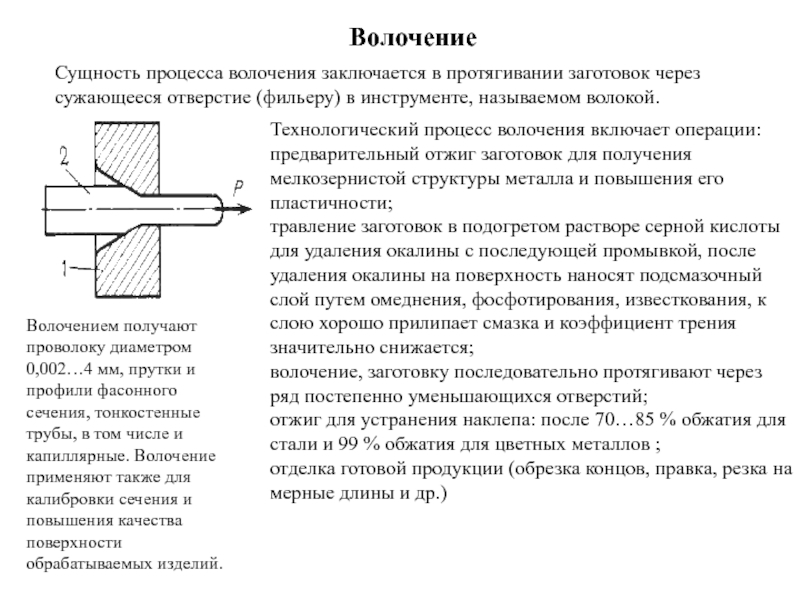
О сути операции, процессе выполнения
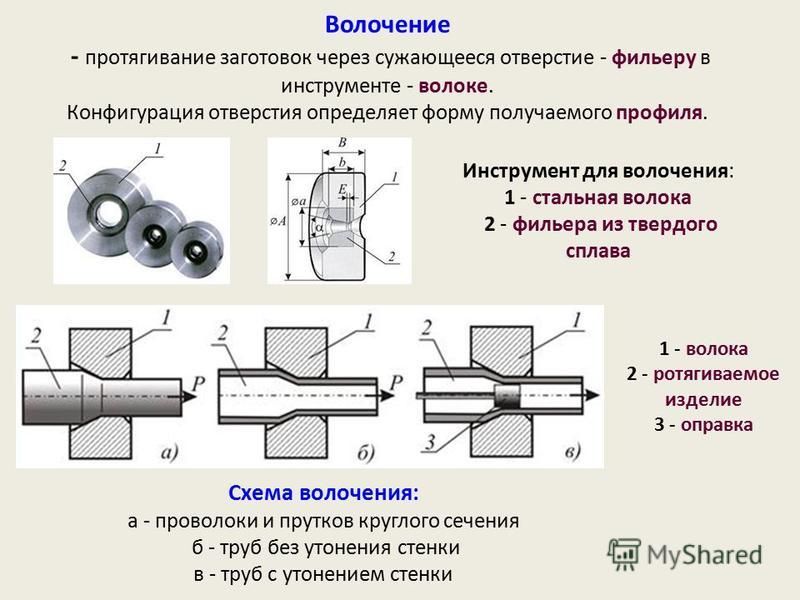
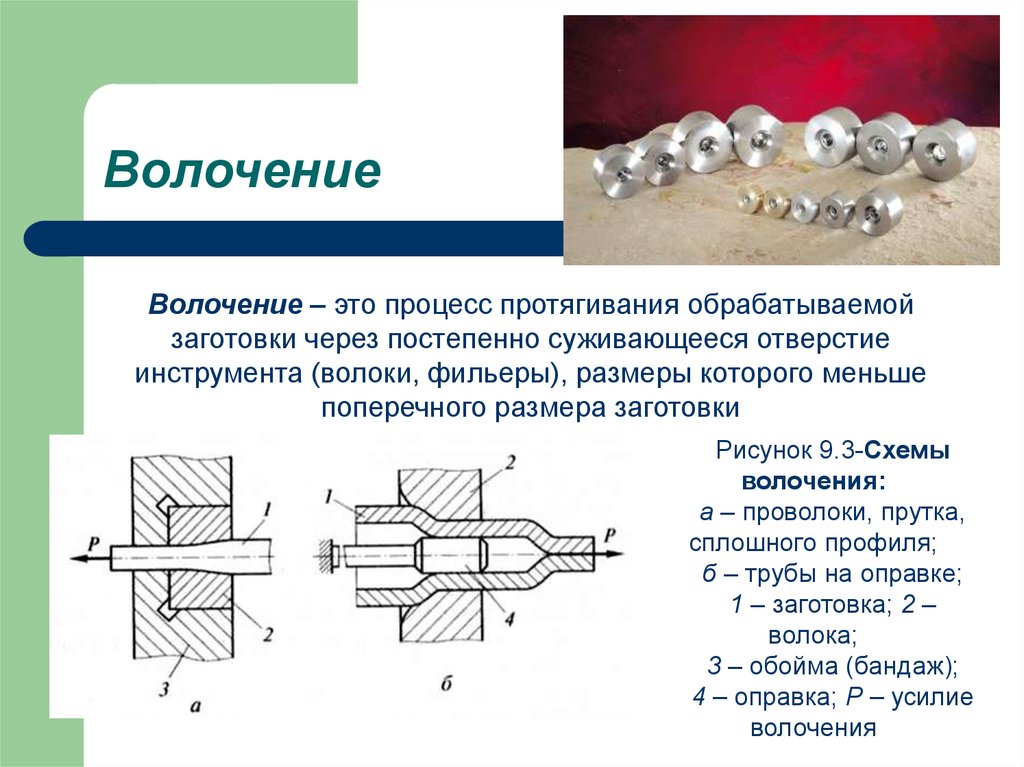
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.
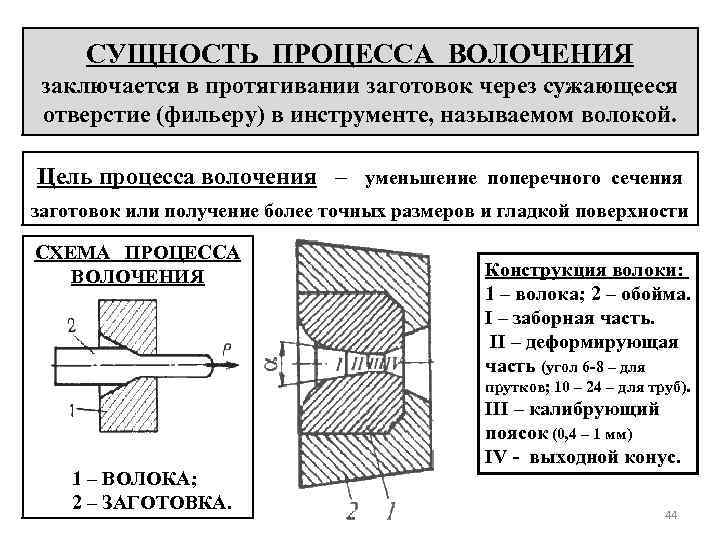
Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.
По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.
- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия — это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.
- Следующая процедура — это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап — это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап — это снова отжиг уже готового изделия.

1 Зачем выполняется волочильная операция и какова ее сущность?
Волочение обычно назначается для изготовления продукции указанной далее. Во-первых, это профили с большими и средними сечениями разнообразных форм. Процедура рекомендована к выполнению в том случае, когда ширина и толщина сечения таких заготовок должна иметь соотношение не более 20. Кроме того, она используется при необходимости получения гладкой и чистой поверхности профиля либо сечения, которое отличается от требуемых (запланированных) параметров на незначительную величину. В большинстве случаев изделия с большими и средними сечениями тянут максимум до шести метров.
Во-вторых, это большие по протяженности и малые по сечению профили с соотношением ширины и толщины не более 12 (речь идет о стальной, алюминиевой и медной проволоке). Волочение позволяет производить проволочную продукцию диаметром до восьми миллиметров. Отметим, что при изготовлении проволоки рассматриваемая нами обработка металла давлением завершается дополнительными операциями (например, растворением в электролите периферийных слоев готового изделия либо растяжением его на специальном оборудовании).

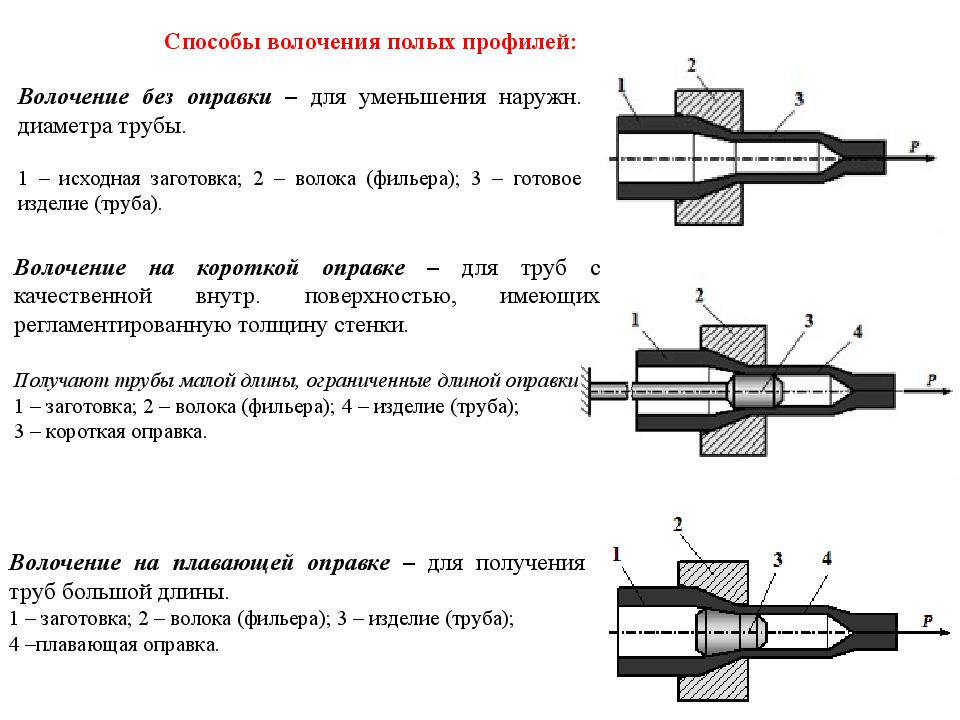
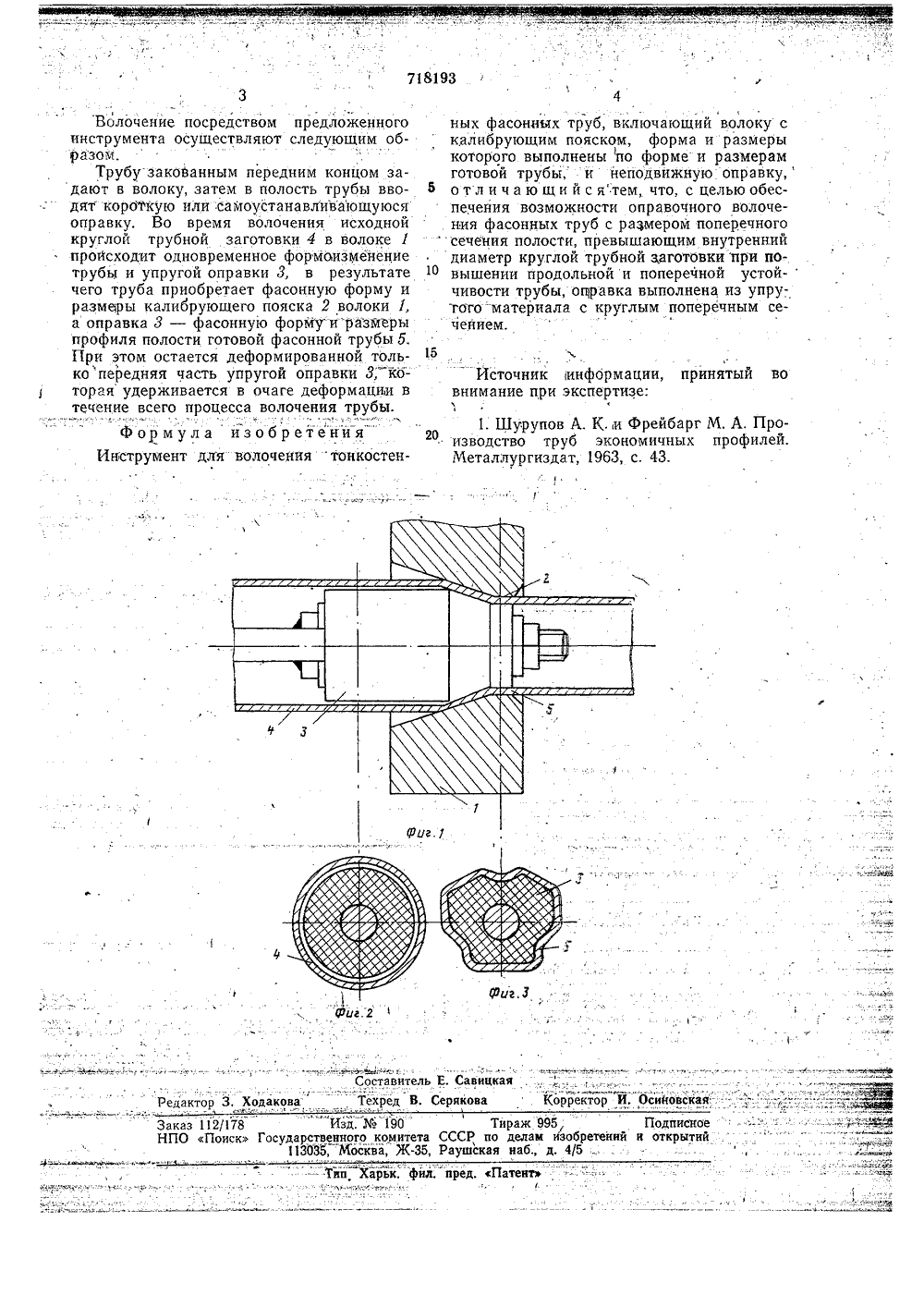
В-третьих, это трубы любых сечений и форм. Волочение при производстве полых конструкций можно считать оптимальной операцией, так как она дает возможность выпускать очень малые по диаметру (до 0,3–0,4) тонкостенные трубы.
Сущность процесса волочения состоит в том, что металлические полосы или полосовую сталь с одним и тем же сечением подают на специальную волочильную установку, в канале которой и происходит технологический процесс протягивания заготовки до необходимых геометрических размеров.

В канале присутствуют канавки максимально близкие или полностью идентичные по форме сечениям обрабатываемого изделия. При этом их размеры на протяжении канала (от входа к выходу) постепенно снижаются, а поперечное сечение металла, которое подвергается протягиванию, всегда больше выходного сечения канала установки (очень важная характеристика и особенность процедуры). За счет этого и добиваются эффективного изменения поперечного сечения металлической заготовки (она деформируется и на выходе характеризуется заданными размерами и формой).
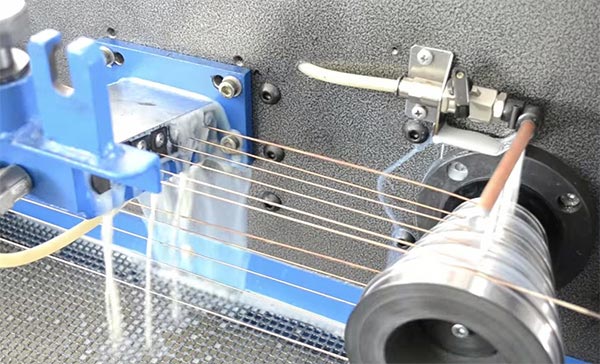
Процессы волочения проволки
Грубое волочение

Грубое волочение начинается на входном диаметре в 8 мм., и с выходным диаметром проволоки от 4.5 мм. до 1 мм. Процессы грубого волочения требуют хорошей смазки, в связи с большим уменьшением диаметра поперечного сечения и деформации. Высокая степень деформации и уменьшения поперечного сечения при грубом волочении, выделяют огромное количество тепла, которое необходимо отводить от волочильного стана, поэтому проводится мокрое волочение проволоки.
Используемая эмульсия для волочения должна иметь большой размер капель, для толстого слоя смазочного материала.
Наши продукты для грубого волочения медной проволоки
Multidraw CU ROD – полусинтетическое с высокой степенью смазывания масло, для грубого волочения, на одножильных и двужильных волочильных станах с возможностью нанесению смазки путём распыления.
Максимальный окончательный диаметр проволоки до 1 мм. Данный продукт специально разработан для процессов грубого волочения.


Продуктом гарантируется высокая температурная стабильность, даже при высоких нагрузках и сложном утонении, также при пиковых температурных нагрузках, продукт не демонстрирует отличную стабильность. Концентрация продукта при использовании должна составлять: 10% – 17%.
Среднее и тонкое волочение
Среднее волочение: От 3.5 мм. до 1.5 мм. – 0.2 мм.
В основном применяются водосмешиваемые эмульсии.
Тонкое волочение: От 2.6 мм. – 1.6 мм. до 0.5 мм. – 0.05 мм.
Используются те же СОЖ для волочения медной проволоки что и при среднем волочении, вплоть до диаметра в 0.1 мм.
Продукты для среднего волочения
Multidraw CU MF – полусинтетическое масло для волочения на многожильных машинах с максимальным конечным поперечным сечением проволоки до 0.07 мм. Продукт был специально разработан для отличной чистоты машины и хорошей смачиваемости проволоки. Может также использоваться при производстве лужённой медной проволоки.
Концентрация для применения: среднее волочение – 4% – 8%, тонкое волочение – 2% – 5%.
Multidraw CU MF E – полусинтетическое волочильное масло для производства как медной так и магнитной проволоки (для трансформаторов и двигателей электромагнитных устройств). С диаметром готово проволоки до 0.07 мм. Продукт демонстрирует отличную чистоту волочильной машины. Гарантируется отличное смазывание даже при низких скоростях волочения и перепадах температур. Никак не влияет на процессы дальнейшего эмалирования. Превосходное качество проволоки, гарантирует отличные качественные характеристики эмалированной проволоки.
Концентрация для применения: среднее волочение – 4% – 10%, тонкое волочение – 2% – 4%.
Multidraw CU SF – полностью синтетическое масло для волочения. Высокая производительность при смазывании. Низкое потребление продукта гарантирует длительный срок использования данного продукта при волочении. Достигается хорошая чистота машины, особенно для никелированной проволоки.
Концентрация для применения: среднее волочение: 4% – 8%, тонкое волочение: 2% – 4%.
Используется на следующих заводах: Nexans (Германия, никелированная медь, гибкие провода для высоких температур (до 280°С)), Wiremet (Польша, никелированная медная проволока).
Cреднее, тонкое, супертонкое и ультратонкое волочение
Multidraw CU SY Spezial/Multidraw CU SY – синтетическое масло для среднего, тонкого и супертонкого волочения. Подходит для использования на многожильных волочильных машинах. Прекрасное смазывание проволоки и чистота машины.
Благодаря синтетическим компонентам, практически полностью нивелируется эффект «прилипания». Продукт может использоваться для волочения олова и никелированной медной проволоки.
Концентрация при применении: среднее волочение: 6% – 10%, тонкое волочение: 2% – 4%, супертонкое волочение: 1% – 2%.
В качестве смазки для супертонкого и ультратонкого волочения с диаметром проволоки от 0.5 мм. до 0.10 мм – 0.01 мм., необходимо применять Multidraw CU SY Spezial/Multidraw CU SY. Материалы которые могут быть обработаны в данных диаметрах поперечных сечений: медь, латунь, никель, серебро, золото.
Продукты гарантируют отличные характеристики при волочении в данных диапазонах, также «прилипание» проволоки на фильеры, волочильные конусы практически полностью исключается. Даже при низких концентрациях продукта (1.5% – 0.5%) стабильная защита от коррозии как на проволоке так и на самом оборудовании, гарантируется.
Подготовка металла к работе
Естественно, что проводить такую процедуру без предварительной подготовки металла нельзя. Кроме того, без этой процедуры не получится добиться качественного изделия. Суть подготовительных работ заключается в том, что необходимо удалить окалину с заготовки. Прежде чем начать процесс волочения проволоки, проводят одну из трех процедур:
- механическая обработка;
- химическая обработка;
- электрохимическая обработка.
Механическая очистка заготовки является самым простым и самым дешевым методом очистки. Чаще всего применяется она в том случае, если изделие изготовлено из углеродистой стали. Во время процедуры обработки катанка изгибается в разные стороны. В это время ее поверхность обрабатывается механическими щетками.
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.
- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
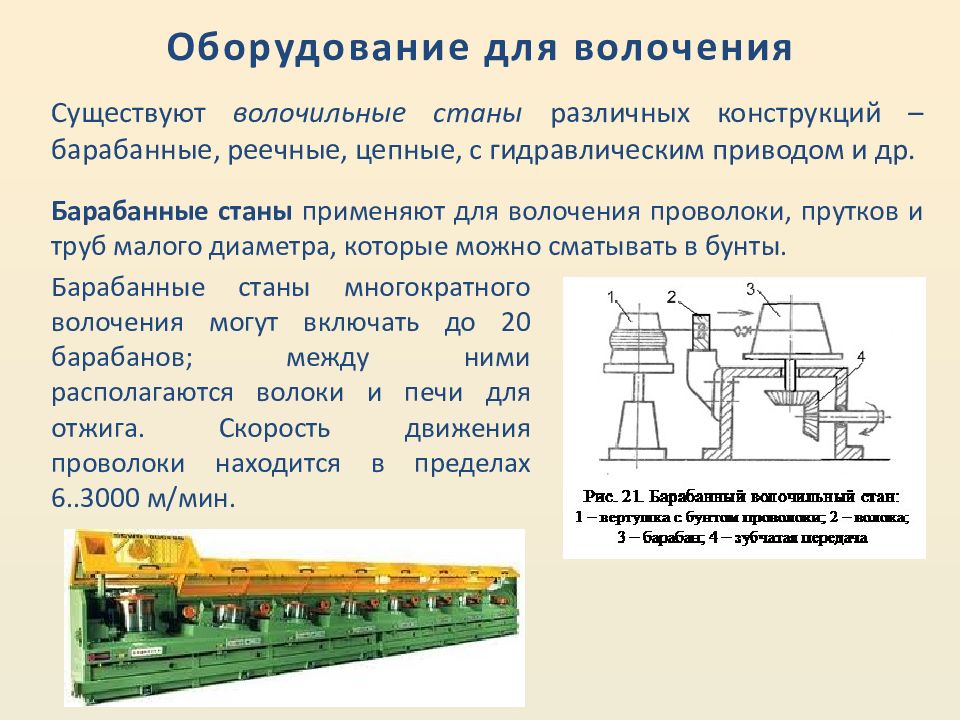
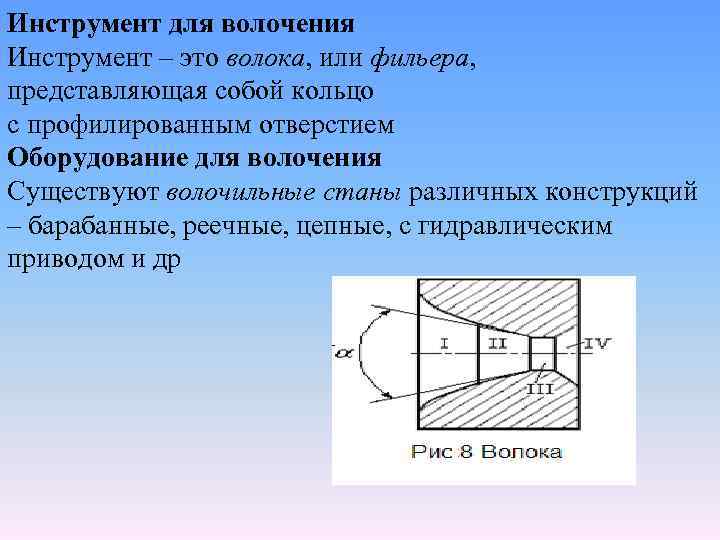
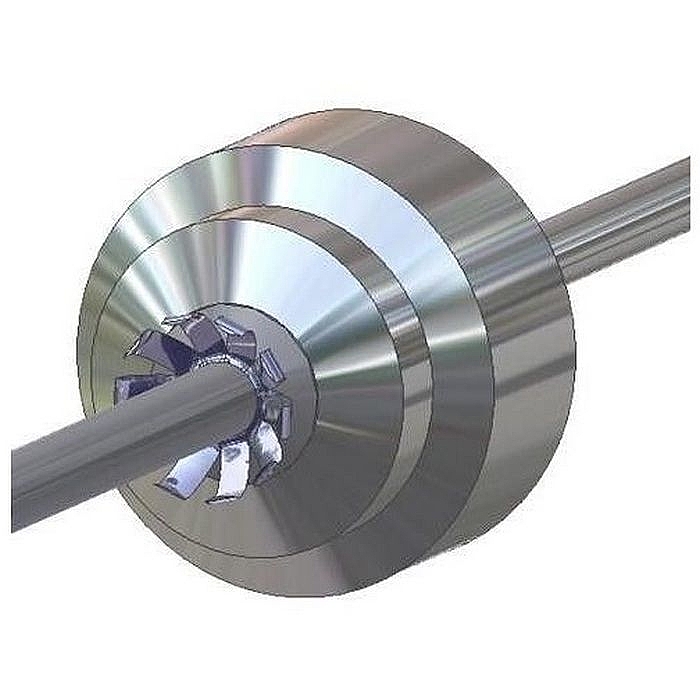
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
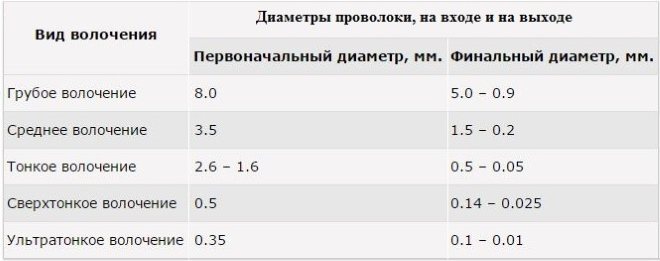
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
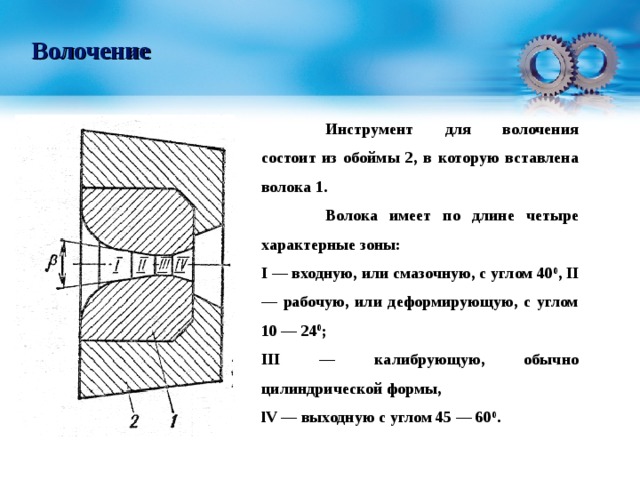
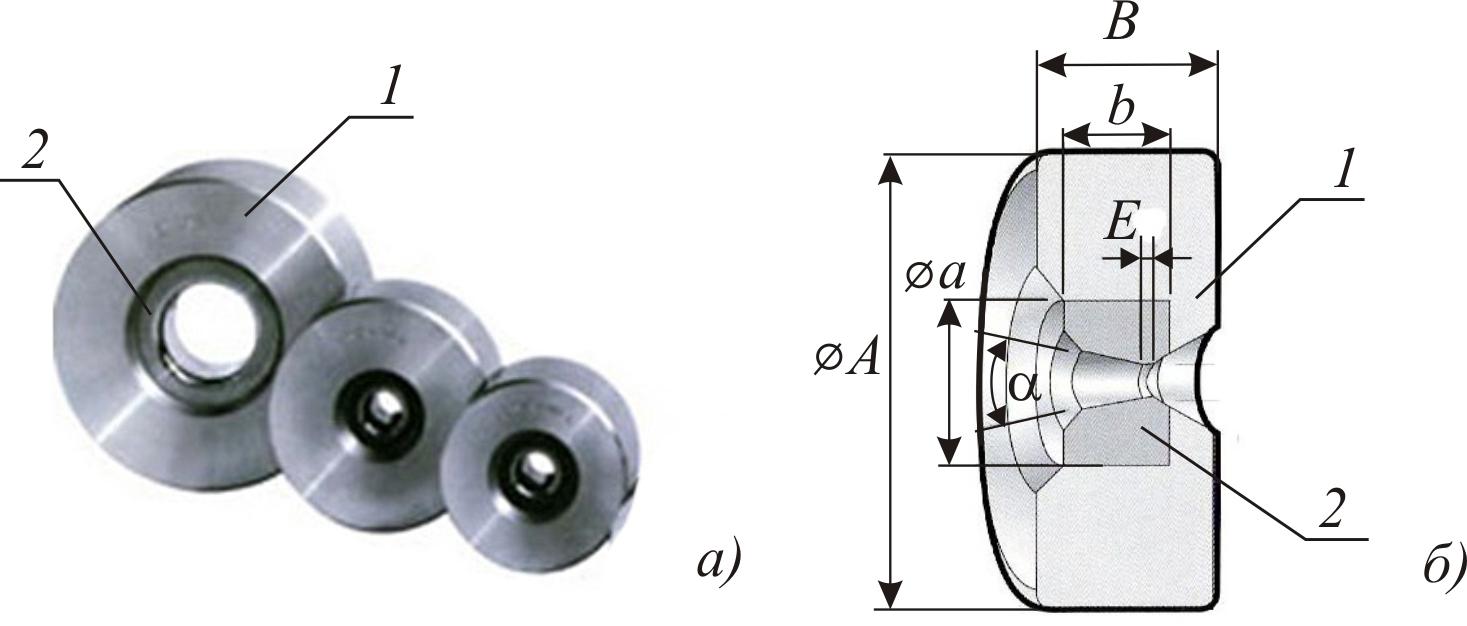
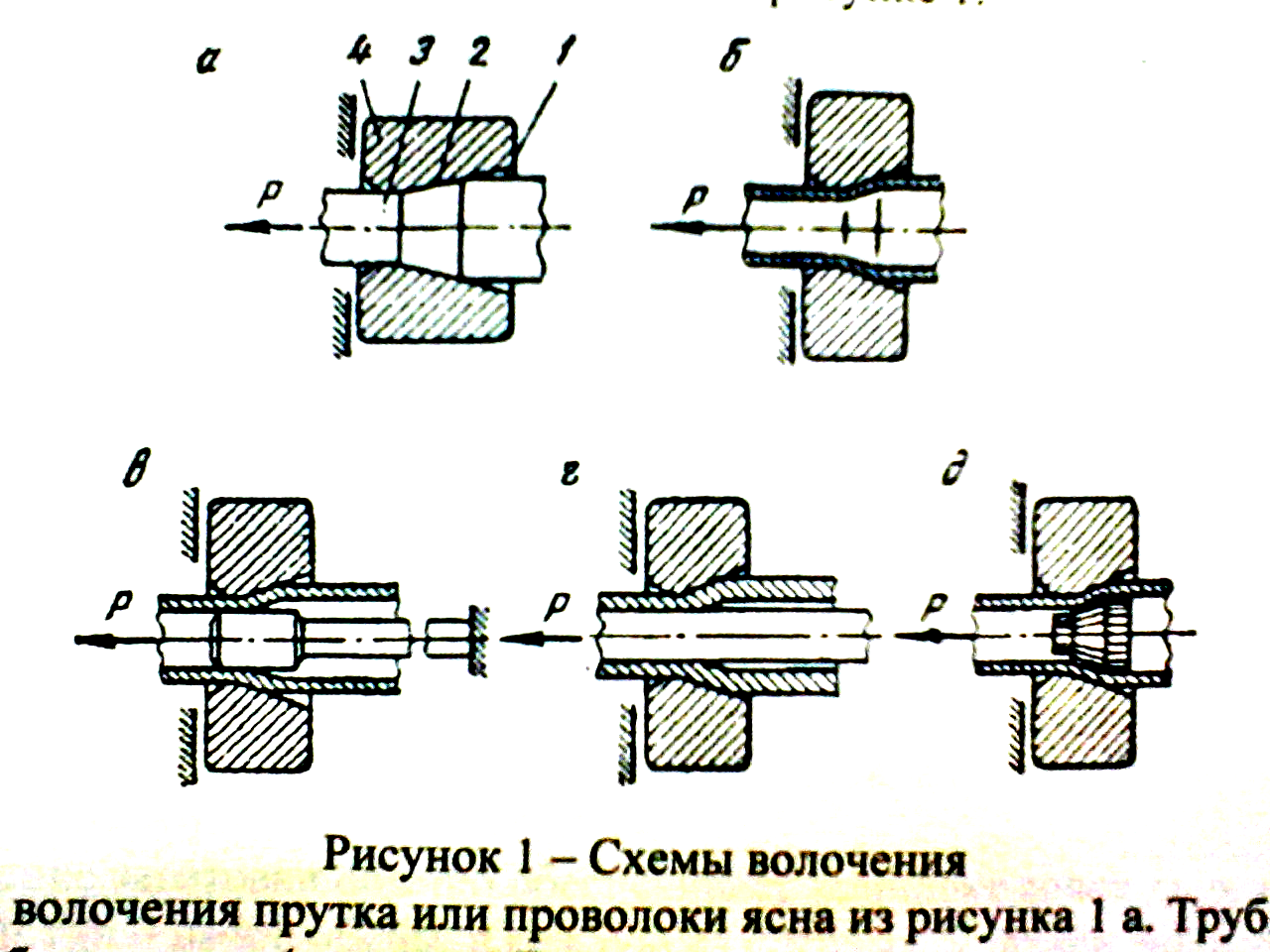
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.




Виды и методы волочения
Волочение выполняют на волочильном стане. Конструктивно устройство состоит из таких основных частей: волока (фильера), оправок разной конструкции, протяжного и вспомогательных устройств для автоматизации и механизации процесса. При этом волочильный стан прямолинейной конструкции различают по принципу действия главного двигателя непрерывного действия (траковые), гидравлические, цепные и канатные. Процесс классифицируют по таким параметрам:
- по типу (мокрое, сухое);
- нагреву заготовки (холодное, горячее);
- количеству протягиваемых заготовок (1, 2, 4, 8);
- степени чистоты получаемого изделия (черновое, чистовое);
- подвижности волока (неподвижный, подвижный);
- количеству переходов (одно- и многократный);
- способу осуществления тяги (гидравлические, барабанные, цепные).
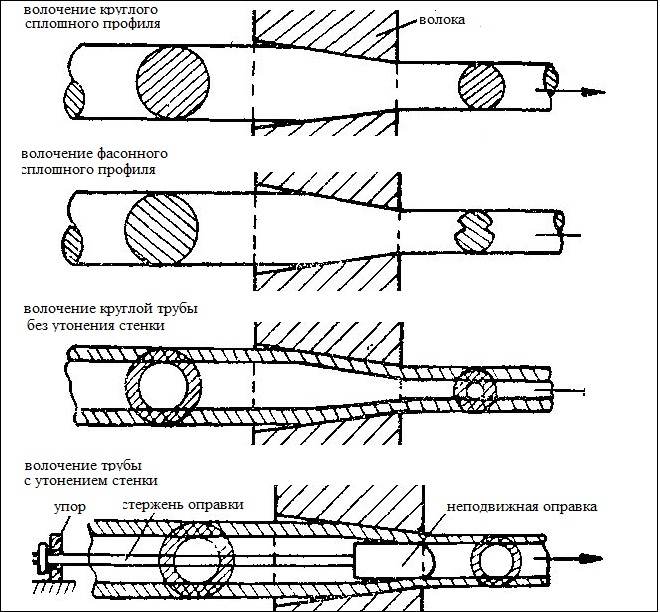
Волочение используют для изготовления труб диаметром 0,3÷500 мм с толщиной стен 0,05÷6 мм. При этом методы изготовления могут быть следующими:
- осадкой;
- профилировочным способом;
- гидродинамическим трением;
- на специальной оправке (закрепленной короткой, длинной подвижной, плавающей);
- на деформирующемся сердечнике;
- с раздачей заготовки трубной формы.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Особенности при волочении медной проволоки
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.
Основной технологический процесс такой же, как и в производстве продукции из других металлов:
Медную заготовку охлаждают воздухом, водой или специальным раствором.
Поверхность смазывают мыльно-масляной эмульсией.
Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
Рабочий инструмент может иметь одну или несколько матриц.
Изделия диаметром до 0,05 мм оставляют без промежуточного отжига
К ним применяется технология погружного формования.
Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.
Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Методы волочения и схемы
Используют разные виды машин. Выбор зависит от того, какой конечный продукт нужно получить. Крупное предприятие располагает целым парком станов.
Для производства изделий ограниченной длины, например калиброванного прутка и труб большого диаметра, используют машины с прямолинейной подачей. Тяговое усилие создает цепной, реечный или винтовой привод.
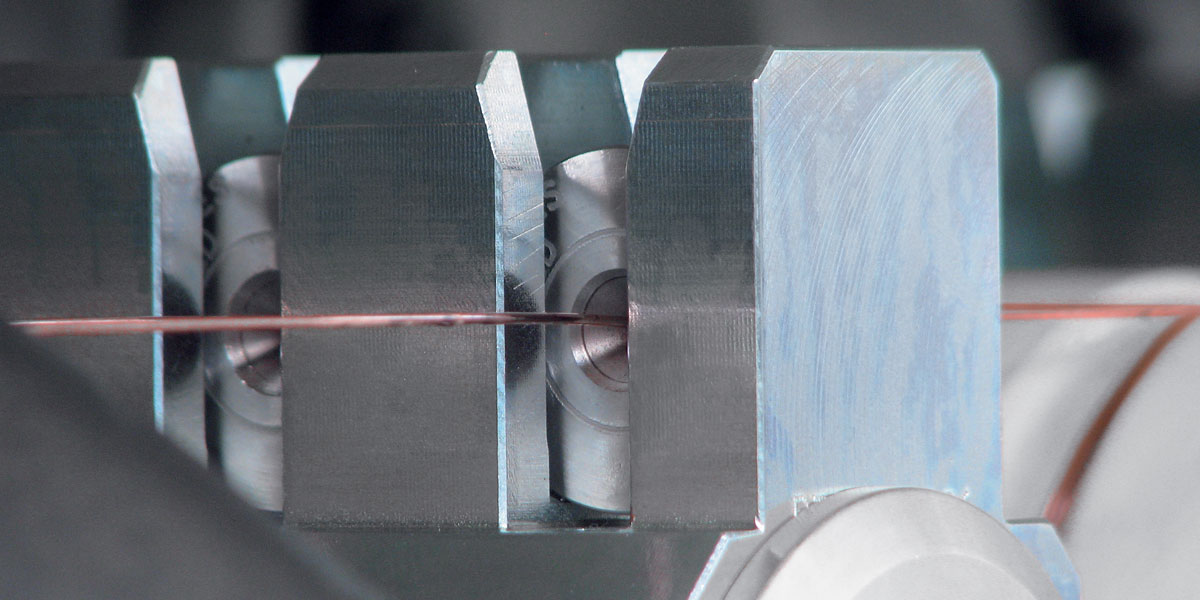
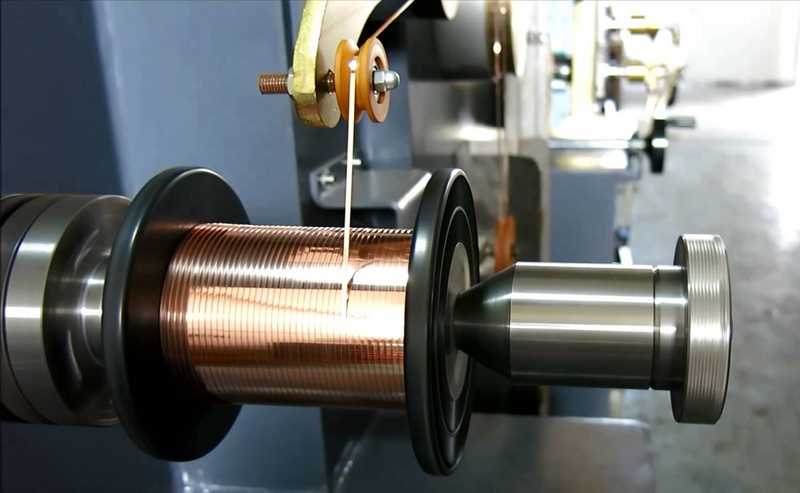
Барабанное
Это вариант для длинномерной продукции – проволоки и др., поставляемой в бухтах. Конечный продукт наматывается на бобину, создающую тяговое усилие. Ее диаметр не превышает 750 мм.

Барабанное волочение наматывает проволоку на бобину.
Барабанное волочение полностью автоматизировано. Обслуживание бобины и укладку заготовок осуществляют подъемники.
Беззабивочное
В этом методе заготовку не вытягивают из фильеры, а проталкивают в нее с другой стороны. В результате удается сократить продолжительность процедуры за счет отказа от операций по подготовке захватки.
Безоправочное
Оправка – это деталь, используемая для выравнивания внутренней поверхности получаемой волочением трубы.
Обработка без этого инструмента производится в 2 этапа:
- первая волока центрует заготовку;
- вторая – обжимает ее.

Безоправочное волочение выравнивает поверхность труб. Недостатки безоправочного волочения:
- низкое качество внутренней поверхности;
- разная толщина стенки.
Для тонких изделий он может играть роль отделочной операции.