
Инструкция по применению холодной сварки для металла
В инструкции на каждый вид холодной сварки всегда указано как пользоваться данным типом композита, а также область его применения. Но в целом технология и состав работ у всех видов холодной сварки примерно одинаковы.
Общий порядок выполнения работ:
- Приготовить материалы, инструмент и приспособления для сжатия склеиваемых поверхностей.
- Зачистить мелкозернистой шкуркой рабочие поверхности.
- Просушить феном, а затем обезжирить будущее место нанесения готовой смеси.
- Приготовить композит. Если он состоит из двух отдельных компонентов – смешать их в отдельной емкости. Если это двухкомпонентная пластичная масса — отрезать нужное количество от бруска, а затем размять его руками до получения однородной массы.
- Шпателем или руками в перчатках нанести полученную смесь на ремонтируемую поверхность. Все надо делать быстро, так как постепенное затвердевание композита начинается через две-три минуты после смешивания.
- Для надежности соединения сжать склеиваемые поверхности струбцинами или (если необходимо) неподвижно закрепить деталь.
Лучшие клеи холодной сварки в среднем ценовом сегменте
PERMATEX Cold Weld 14600 56 г
Клей для деталей, подвергающихся повышенной нагрузке. Универсальное решение для взаимодействия с черными и цветными металлами. После полимеризации образует твердый слой, который можно сверлить, обрабатывать напильником и красить. Благодаря этому возможно восстановление первоначального внешнего вида.
PERMATEX Cold Weld 14600 56 г
Достоинства
- максимальная нагрузка для стали 3000 PSI;
- механическая обработка шва;
- не нужно подогревать для ускорения полимеризации;
- заполнение зазора;
- пожароустойчив.
class=’s-article__points-list’>
TANGIT EPOXY-LOCK
Новый продукт от немецкой компании Henkel, которая не нуждается в представлении. Ее товары хорошо известны во всех уголках земного шара. Универсальный Epoxy-lock безупречно справляется с поставленной задачей, крепко соединяя любой тип материала. Хорошо себя показывает при герметизации незначительных протечек в трубах и нагревателях. Высохший шов поддается шлифовке и дальнейшей покраске, для восстановления первоначального внешнего вида.
TANGIT EPOXY-LOCK
Достоинства
- для проведения подводных работ;
- температурный режим от -30 до +150°С;
- не содержит растворителей;
- простое нанесение;
- высокая прочность.
class=’s-article__points-list’>
- не склеивает полиэтилен, полипропилен и тефлон;
- длительное время схватывается.
class=’s-article__points-list’>
Kafuter AB
Универсальное решение для любого типа поверхностей, ориентировано на использование в домашнем быту. Постоянный участник переносного ремонтного набора. Распространяется в двух тюбиках с маркировкой А, В. Первоначальное высыхание в течение 1 часа. Компоненты смешиваются в пропорциях 1:1.
Kafuter AB
Достоинства
- универсальное назначение;
- герметичная упаковка;
- оптимальное соотношение цены и качества.
class=’s-article__points-list’>
Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.
Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
при этом процесс проводится без использования дополнительных флюсов;
для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
при правильном выполнении сваривании предотвращается образование пор;
изделия важного значения нужно сваривать аргоном.
Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом. Также оно защищает от образования дефектов;
- металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий — готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Газовая | Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом — 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Лучшие клеи холодной сварки премиум класса
Werner Muller Тип А
Однокомпонентный клей родом из Германии используется для швов ПВХ напольных покрытий с плотно резанным внахлест швом (тип А). Полученный таким образом стык водонепроницаемый, прочный и практически сразу готов к эксплуатации. Место шва практически невозможно определить самостоятельно. Стальная игла упрощает нанесение. Дополнительную защиту соединения обеспечивает специальный бумажный клей.
Werner Muller Тип А
Достоинства
- немецкое качество;
- удобное нанесение материала;
- многоразовое использование;
- может храниться 3 года.
class=’s-article__points-list’>
Недостатки
class=’s-article__points-list’>
UHU Repair All Powerkit
Двухкомпонентная эпоксидная смола образует клеевое соединение повышенной прочности. Одно из лучших решений для ремонтных и монтажных работ. Допускается применение под водой и в помещениях с повышенной влажностью. Процесс затвердевания начинается спустя 2 минуты при комнатной температуре.
UHU Repair All Powerkit
Достоинства
- не содержит растворителей;
- не теряет своих качеств при температуре до +1000 °С;
- высокая скорость затвердевания;
- немецкое качество.
class=’s-article__points-list’>
Недостатки
class=’s-article__points-list’>
Weicon, 115 г
Алюминиевый ремонтный стержень для взаимодействия с материалами, которые не подвержены ржавлению. Подходит для решения незначительных бытовых задач. При низкой температуре, необходимо перед использованием прогреть до +15°С.




Weicon, 115 г
Достоинства
- крепкий шов;
- механическая обработка для придачи первоначального внешнего вида;
- для решения проблем дома и на приусадебном участке.
class=’s-article__points-list’>
Недостатки
class=’s-article__points-list’>
Методика имеет многочисленные преимущества, которые помогли в кратчайшие сроки победить в соперничестве за внимание и любовь потребителя. Простота использования, отсутствие в необходимости применения дополнительного оборудования, быстрое затвердевание и эффективный результат не остались без должной оценки
В сочетании с возможностью использовать в тех местах, где применение классического варианта попросту невозможно, стало настоящим подарком. Представленный топ поможет не ошибиться с выбором данного клеящего вещества, и подобрать вариант, подходящий под определенные потребности
Виды клея
Современные производители выпускают клей в нескольких вариациях. Поэтому в продаже можно встретить как синтетический, так и натуральный клей. Что характерно, первый вариант включает в себя помимо цемента, песка, ещё и химические пластификаторы, наделяющие клей влагостойкими, морозостойкими и термостойкими качествами. Первый и второй вариант уместно использоваться для работы с плиткой, печами, каминами стеклом и металлами. Единственное, чем эти два варианта отличаются друг от друга – это стоимость и качества консистенции. Клей может иметь форму раствора или смеси.
Жидкий раствор подвержен быстрому высыханию, вследствие чего, усложняется процесс укладки. Сухая смесь готовится легко и быстро и к тому же стоит меньше, нежели, готовая смесь.
Основа для работы с металлами
Термостойкий клей для металла широко используется для всех основ, имеющие дело с температурными перепадами. Подобного рода основа позволяет уменьшить негативное влияние внешней среды. Ярким современным представителем этой группы является клей Геркулес. Что касается методики приклеивания, то она напрямую зависит от самого состава. Одни составы необходимо наносить точечным способом, другие предполагают обработку всей поверхности.
Качественный термостойкий клей для металла должен выдерживать порядка 370 градусов. За счёт этих особенностей, термостойкий клей широко применяется для монтажа тёплого пола. Помимо монтажных работ, высокотемпературный клей применяется для отделочных работ, в частности, камина, печей и саун.
Основа для стекла
В современном мире человек хочет чтобы всё выглядело не только практично, но и эстетично. В связи с этим современная бытовая техника содержит в себе различные стеклянные элементы. Безусловно, рано или поздно, эти элементы нуждаются в корректировке. Сюда же можно отнести и приборы, имеющие высокую степень нагрева.
Под действием высоких температур и других факторов происходит нарушение целостности той или иной структуры. Сегодня решить возникшую проблему можно быстро и качественно. Термостойкий клей для стекла содержит в себе органические соединения. Именно они наделяют основу надёжностью и прозрачностью.
Клей для печей
Ещё совсем недавно глина являлась первым облицовочным материалом для горячих поверхностей. Однако, глина имеет один существенный недостаток, заключающийся в грязной и трудоёмкой работе. Для печи применяют два вида адгезивов. Это термоклей для печи и термостойкий герметик – это два идеальных варианта, позволяющий крепко сцепиться с кирпич с кирпичом для первого варианта и кирпич и другие материалы — для второго варианта. Помимо этого, термостойкий герметик характеризуется пластичностью и предупреждает процесс деформации при температурных расширениях.
Выполнение работ
Сухую смесь затворить чистой водой (температура воды от 15 до 20°С) из расчёта 0,29—0,31 л воды на 1 кг сухой смеси и перемешать до получения однородной массы без комков с помощью низкооборотной дрели с насадкой или с помощью мешалки. Затем растворная смесь выдерживается в течение 5 минут, после чего снова перемешивается.
Использование растворной смеси возможно на протяжении 2 часов. Приготовленная растворная смесь наноситься на облицовываемую поверхность тонким слоем при помощи лопатки, шпателя или терки и выравнивается зубчатой теркой или шпателем. Плитки укладываются на слой растворной смеси и прижимаются. Плитки предварительно не увлажнять!
Зубцы должны иметь квадратную форму и соответствовать размеру плиток . При нормальных климатических условиях (температура 20°С и относительная влажность воздуха 60%) плитку необходимо уложить не позднее 20 минут после нанесения растворной смеси на основание. В летний период и ветреную погоду при выполнении работ снаружи зданий время укладки сокращается до 10 минут.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Компоненты клея для облицовки
Во всех видах печных и каминных температуростойких клеевых растворов основу составляют следующие компоненты:
- Цемент (М 400, 500).
- Мелкий песок.
- Минеральные гранулы.
- Шамотные порошкообразные волокна.
- Синтетические пластификаторы и жидкое стекло.

Связующие компоненты – цемент и песок – обеспечивают необходимую прочность состава, минеральные гранулы – эластичность, шамотные волокна – стойкость к высоким температурам, синтетические пластификаторы и стекло – влагонепроницаемость, температурное расширение материалов и тепловую отдачу.
Грамотное соотношение различных компонентов в составе обеспечивает высокие эксплуатационные характеристики готового высокотемпературного клея.

Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.

По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере — MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
Где применяются термостойкие клеи

Термостойкие клеящие средства используются на нагревающихся поверхностях, а также на пластмассовых, керамических, металлических, графитовых, резиновых и прочих основаниях.
Свою популярность они заслужили отчасти благодаря технологической стабильности.
Даже новичку под силу выполнить работы с применением таких продуктов, не владея профессиональной техникой их нанесения.
Сегодняшние термостойкие клеи не потребуется мешать, как глину, добиваясь отсутствия комков. Огнеупорные термостойкие составы могут использоваться для кладки конструкции полностью.






Термостойкие клеи можно брать для облицовки и декорирования каминов, муфельных и жаровых печей, кузнечных горнов. Одинаково хорошо термостойкие составы работают на горизонтальных и отвесных основаниях.
Термостойкая холодная сварка для металла
Высокотемпературные клеевые составы широко используются в промышленной сфере и для ремонта в быту. Главное отличие термостойкого клея – способность образовывать шов, выдерживающий температуру свыше 1000°C. Компоненты, входящие в смесь, улучшают эксплуатационные характеристики материала. Под воздействием экстремально высоких температур, прочность сварного соединения увеличивается.
Композит поступает в продажу в готовом виде. Перед его применением не требуется специальной подготовки и перемешивания. Затвердевшая поверхность не поддается коррозии и воздействию агрессивных сред. Места склеивания легко шлифуются песком.
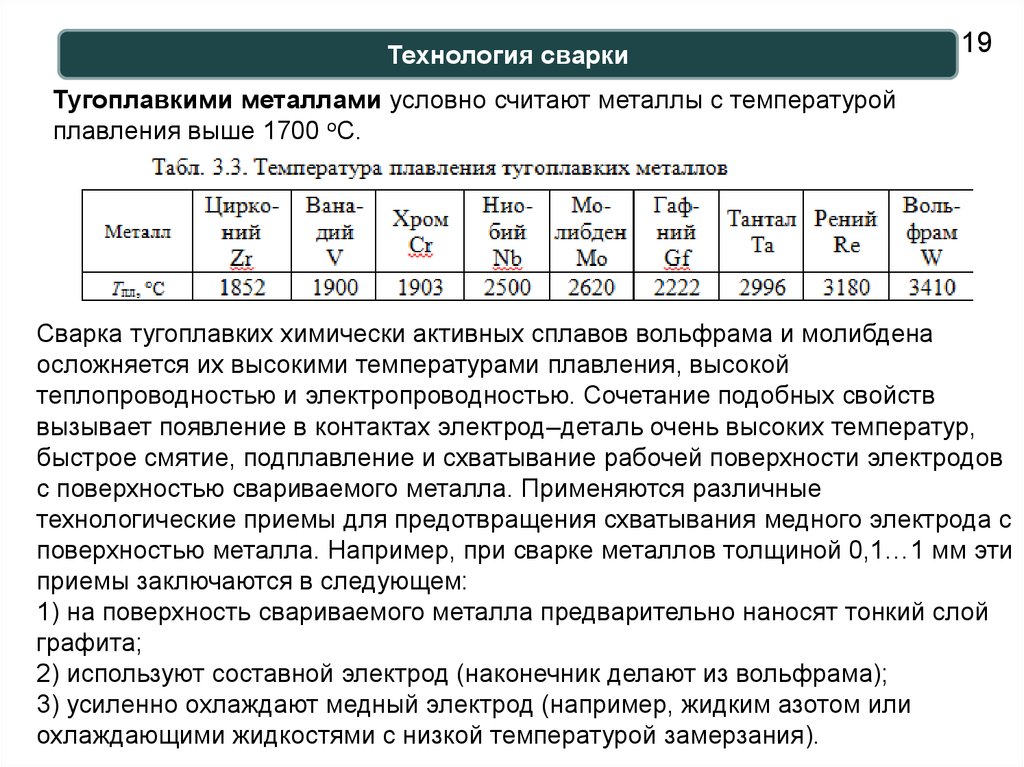
При выборе клеевого состава, необходимо учитывать температуру плавления самого металла. Не имеет смысла покупать клей с термостойкостью, превышающей этот показатель у обрабатываемых деталей.

Обзор популярных марок
Выбирая такой клей, нужно учитывать цели работы, материалы. Иногда лучше выбрать один из специальных видов. Многое зависит и от производителя, и от качества изделия.
Российский Титан
 В свое время журнал «Потребитель. АвтоДела» провел собственные испытания. Для исследования были взяты восемь известных марок. Половина из них — производства США, две российских, и по одной из Германии и Уругвая. Изделия оценивались по нескольким параметрам. Проверялась устойчивость к сдвигу, разрыву, подсчитывались итоговые показатели.
В свое время журнал «Потребитель. АвтоДела» провел собственные испытания. Для исследования были взяты восемь известных марок. Половина из них — производства США, две российских, и по одной из Германии и Уругвая. Изделия оценивались по нескольким параметрам. Проверялась устойчивость к сдвигу, разрыву, подсчитывались итоговые показатели.
В результате первое место занял отечественный «Титан», причем не только в общем зачете. Он, по версии журнала, оказался лучшим по всем показателям. Образец выдержал:
- силу, равную 1686 Н;
- напряжение на срез — в среднем, 4,04 мПа;
- 438 Н при испытании на сдвиг;
- 9,5 мПа при проверке на разрыв.
Этот клей предназначен для металлов (черных, цветных), керамики, дерева и многих видов пластика. То есть по своим свойствам это, скорее, универсальный тип. При этом состав устойчив к агрессивным средам и способен «держать» температуру до + 130 °C.
Другие марки
В магазинах можно найти множество разных марок. К распространенным относятся, например:
https://youtube.com/watch?v=Sj5uJcbv5Ak
Разновидностей клеевых составов, устойчивых к высоким температурам
Разновидности печных клеев выделяются по двум главным критериям: по назначению, на каком этапе применяется состав; по форме выпуска, выбор определяется условиями и объемами работы, опытом мастера.
По назначению
В продаже всегда можно встретить универсальные средства, но получить более надежный и качественный эффект, можно выбирая состав под конкретную цель и условия.
Важным является ориентир на вид материала, который будет приклеиваться.
По форме выпуска
Когда работать собирается неопытный печник, то ему лучше выбирать готовые виды клеев, с ними ему будет легче работать. Ведь не придётся проводить разведения состава с водой, конечно производители прилагают инструкцию по приготовлению, но все же процесс может вызвать сложности.
При этом важно учитывать, что готовые смеси не могут храниться долго, они могут застыть во время кладки, поэтому работать с ними нужно быстрее. Не стоит покупать любой вид клеев в больших количествах, срок годности у составов не превышает 1 года
Сухие смесь обычно применяют, когда работа ведется с неровной поверхностью. При производстве смесь подвергают термической обработки, меняя ее структуру.
Готовые клеи на рынке представлены в большом количестве, они отличаются друг от друга по предназначению. Поэтому для каждой цели можно подобрать подходящий раствор. Работать с ними удобнее, часто выпускаются в тюбиках.
Сухие смеси обычно применяют, когда работа ведется с неровной поверхностью.
Область применения
Клей термостойкий применятся в основном для скрепления поверхностей, которые в будущем станут поддаваться нагреву высоких температур. В основном, к таким объектам можно отнести печи и камины, которые могут быть как производственные, так и домашние.
Эпоксиды
Эпоксидный клей может скрепить большое количества материалов. Перед тем как использовать средство, его компоненты следует смешать между собой.
Силиконы
Называются по-другому – герметики. Может выдержать высокую температуру – более 300 градусов. Применяются для отделки систем отопления. Не сказываются на здоровье негативным образом и не имеют запаха.
Каучуки
Аналогично эпоксидному варианту, используется для многих поверхностей, однако максимальная выдерживаемая температура без рисков для разрушения, составляет 100 градусов.
Выбор клея для основания
Когда человек подбирает вариант для основания камина, то важно помнить, что материал может включать в состав цемент, песок и глину. Этот вариант обусловлен тем, что такие изделия не отличаются сильной пластичностью, чем похожие, поэтому для облицовки стен их использование запрещено
Для основания камина лучше всего подходит кладка из огнестойкого кирпича (также его называют шамотный). Этот материал обладает практически таким же составом, что и клей, поэтому они отлично сочетаются друг с другом.
Также положительный момент в том, что изделие не боится воздействия высоких температур, а форма без проблем меняется, так от сильного воздействия она становится широкой и, наоборот, охлаждается при остывании.
Если элементы будут обладать схожим составом, соответственно расширение и сужение будет происходить одинаково. Поэтому шанс того, что конструкция испортится минимальный, так как никакие трещины не возникнут.
Разновидности
Всего существует две категории, на которые можно разделить практически всю продукцию. Первая предназначена для обустройства системы теплый пол. Отличие этого элемента в том, что он способен выдерживать температуру до 50 градусов. Поэтому использовать его для применения в печах и каминах запрещено, так как он просто не выдержит перепада температур. Вторая модель подойдет для облицовки стен печных сооружений. Благодаря качественному составу изделие способно выдерживать температуру до 1200 градусов.
Также конструкции различают по форме производства. Так выпускают жидкие продукты и порошковые. Первый вариант отличается тем, что готов к применению сразу. Достаточно купить его и открыть. Структура напоминает желе. Порошковый состав подразумевает собой длительный процесс приготовления качественного раствора. Чтобы его сделать, достаточно следовать инструкции, которая размещается на этикетке.
Достоинства и недостатки термоклея
Из-за большого количества плюсов термостойких клеев, данный продукт пользуется высокой востребованностью среди покупателей. Достоинства отражаются в следующих моментах:
- Доступность покупки, ввиду средней стоимости и широким наличием в строительном маркете.
- Легкость при выполнении работы без необходимости подготовки специального оборудования.
- Осуществление ремонта без разборки конструкции.
- Небольшой срок быстрого застывания клея от получаса.
- Отсутствие температурного влияния при контакте с различными поверхностями, особенно состоящими из металла и чугуна. Ввиду чего устройства и механизмы не подвергаются рискам.
- Высокие адгезионные свойства. Конструкция выдерживает большие усилия в физическом плане, а также при воздействии химическими веществами.
- Отсутствие дополнительных действий по обработке клеевого шва.
- Скрепление материалов, состоящих из множества веществ.
Из недостатков можно выделить, невозможность по ремонту крупных участков повреждений, используя клеевой состав. В некоторых случаях придется прибегнуть к комплексным процедурам при помощи сварочного аппарата.






Продукты, имеющие высокое качество стоят высоко, ввиду чего стоимость ремонта повышается. Перед тем как соединить изделия, потребуется правильно подготовить основание в противном случае адгезия понизится. При работе с большими по размеру покрытиями, данный процесс доставит неудобства.
Быстрая схватываемость, из-за чего корректировать положения становится трудно. Неподготовленный человек может неправильно поставить плитку за короткий промежуток времени.
Инструкция по применению
В зависимости от типа и назначения клея меняются особенности использования и нанесения. В целом процесс предполагает следующие шаги:
- Подготовка рабочего основания. Склеиваемые детали надо очистить и просушить. Если металл покрыт ржавчиной, ее следует счистить до металлического блеска. Пористые поверхности нуждаются в предварительной грунтовке, а наоборот, слишком гладкие — обрабатываются наждачкой.
- Если клеевой состав двухкомпонентный или трехкомпонентный, то его части предварительно соединяются и тщательно перемешиваются.
- Клей наносится как правило на обе детали слоем около 1–2 мм.
- Далее, в зависимости от рекомендаций производителя, склеиваемые поверхности либо сразу соединяются, либо предварительно выдерживаются в течение указанного времени.
- Некоторые составы необходимо нагреть или поместить в термошкаф. Минимально требуемая температура обычно составляет 50 ℃, максимальная — 200 ℃. Время нагрева так же указывается в инструкции.
Высокотемпературный клей различается по своим свойствам и видам. Выбирать его следует в зависимости от условий использования и характера склеиваемых поверхностей. Например, нельзя использовать состав для стекла для кладки камина.
Перед применением надо ознакомиться с инструкцией, так как некоторые смеси после нанесения необходимо нагреть до определенной температуры, а некоторые выдержать на воздухе.
голоса
Рейтинг статьи
Правила работы с клеем
Для правильного применения желательно прочитать инструкцию к конкретному изделию. Однако есть несколько общих советов:
- Нужно удалить грязь на склеиваемых поверхностях.
- Следует позаботиться о грубых неровностях. Легкие шероховатости даже желательны: сцепление будет лучше. Поверхности обрабатываются, например, наждаком и очищаются.
- Перед склейкой их нужно обезжирить. Сделать это можно, например, при помощи ацетона.
- Лучше, чтобы склеиваемые детали были сухими. Хотя есть и водостойкие клеи.
- Двухкомпонентные составы смешиваются, однокомпонентные просто разминаются пальцами. В руках состав немного нагреется.
- Использовать пресс или сильно давить не нужно.
https://youtube.com/watch?v=eE0735WzPiM
Особенности могут касаться, например, времени готовности: сколько сохнет, зависит от марки. Как правило, первичное застывание происходит уже через 10−20 минут. У некоторых марок — до 5 минут, у других — до часа.
Первичное застывание не означает, что можно начинать пользоваться вещью. Происходит только затвердение, и масса уже не годится для работы. Необходимо учитывать это время, чтобы весь размятый материал оставался в нужном состоянии.
Заключение
Применение холодной сварки не способно полностью заменить традиционные способы. Благодаря неоспоримым достоинствам композитных материалов, они подходят для восстановления и ремонта металлических конструкций и элементов.
- Статья на Википедии
- Сварка металлов. Термины и определения основных понятий. — М.: ИПК Издательство стандартов, 1984.
- Гладков Э. А., Бродягин В. Н., Перковский Р. А. . Автоматизация сварочных процессов. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2014.
- Howard B Cary; Scott C. Helzer Modern Welding Technology. Upper Saddle River, New Jersey: Pearson Education. (2005).