Как изготовить нож из стали 40Х13
Технология изготовления ножа из стали 40Х13 такая же, как для других марок сталей. Если делать свой первый клинок, то сталь 40Х13 нужна, чтобы освоить технологический процесс.
Заготовка должна быть откована, желательно заданной конфигурации. Процесс ковки упрочняет структуру, что хорошо скажется на свойствах режущей части.
На поковку наносится шаблон будущего лезвия, вырезается по контуру. Резка производится только в отпущенном состоянии заготовки, с одновременным охлаждением. Нельзя допускать перегрева при резании.
Предварительно обрабатываются и затачиваются кромки, плоскость до нужных размеров, сверлятся отверстия в рукоятке для установки крепления штифтов. Производится термообработка (закалка, отпуск) для придания твердости и пластичности.
Заготовка шлифуется с обязательным охлаждением. Перегрев отпустит сталь, уменьшит прочность. Полируется до блеска.
Изготовленная деревянная ручка устанавливается на штифтах. Ее клеят на эпоксидный клей, шлифуют до гладкости, чтобы хорошо сидела в руке, обрабатывают маслом. Масло защищает от влажности, придает деревянной ручке красивый вид. Окончательная шлифовка режущей кромки лезвия. Удобный и практичный нож готов.
Производство легированной стали
Технология производства легированной стали включает в себя несколько этапов, которые в основном выполняются в электродуговых печах:
- Очищение железной руды.
- Выплавка стали.
- Внедрение дополнительных добавок.
В первую очередь железную руду очищают: избавляют от чужеродных компонентов главным образом серы, фосфора. Этот процесс осуществляется в открытых плавильных печах с применением технологии внепечной обработки. Процесс рафинирования – удаление из состава мышьяка и примеси цветных металлов. Он осуществляется посредством вакуумной плавки.
 Следующий этап изготовления легированной марки стали состоит непосредственно в выплавке стального изделия. Для этого сырье в электродуговой печи разогревают до температуры от 400 до 600 градусов. Во время плавления железо превращается в чугун, который обладает неустойчивой кристаллической решеткой. Посредством ее стабилизации и получают сталь.
Следующий этап изготовления легированной марки стали состоит непосредственно в выплавке стального изделия. Для этого сырье в электродуговой печи разогревают до температуры от 400 до 600 градусов. Во время плавления железо превращается в чугун, который обладает неустойчивой кристаллической решеткой. Посредством ее стабилизации и получают сталь.
Для этого в камеру подается кислород, который, сгорая, выбрасывает в атмосферу печи углерод. Он, перемешиваясь с железом, преобразует чугун в сталь. После этого в сырье добавляют разнородные добавки (в нашем случае хром). В результате кристаллическая решетка металлопродукции уплотняется еще сильнее, и получается легированный продукт.
Термообработка стали
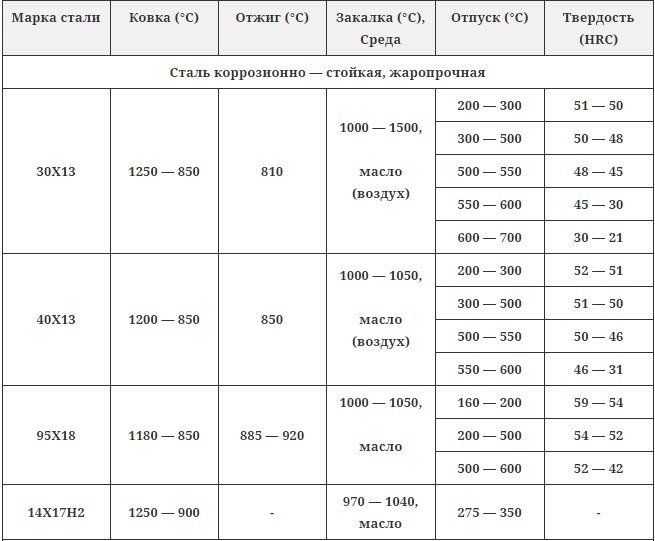
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
- карбиды;
- мартенситы;
- остатки аустенитов.
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
Марка 40Х13 – назначение
Коррозионно-стойкая жаропрочная сталь 40Х13 мартенситного класса используется для изготовления высокопрочных износостойких деталей, работающих в коррозионных средах или при температурах до 4500С – оси, втулки, пружины, корпусы, лопасти, цапфы, бандажи, турбин, рессоры, диски, иглы карбюраторов, крепеж, другие изделия. Стойкость к образованию окалины при длительном сроке эксплуатации до 6000С.
Технологические свойства стали 40Х13
Марка 40Х13 обладает хорошей технологичностью при проведении пластической деформации в горячем состоянии. Ее проводят при температуре от 850 до 1100 ºC. Но надо помнить что при резком нагреве, сталь может потерять ряд своих уникальных свойств, например, твердость. Именно поэтому процедуру нагрева необходимо проводить с небольшой скоростью. По достижении температуры 830 ºC можно выполнять прокат или ковку. Охлаждение стали необходимо также проводить медленно.
Ряд характеристик коррозионно-стойкой и углеродистой стали во многом схожи, в частности, в твёрдости. Но они имеют различную микроструктуру и это приводит к появлению определённых сложностей в процессе механической обработки.
Основные сложности, возникающие при точении и фрезеровании стали марки 40Х13 это:
- упрочнение, возникающие в процессе резания;
- удаление отходов обработки;
- ускоренный износ режущего инструмента.
Дело в том, что при обработке 40х13 резанием, стружка не ломается как у большинства углеродистых сталей, а завивается в виде длинной стружки. Для решения этой проблемы на режущий инструмент устанавливают специальные приспособления — стружколомы.
Низкая теплопроводность хороша при использовании 40Х13 на практике, но создаёт определённые сложности при точении. То есть в месте обработки резко поднимается температура, вследствие чего происходит образование наклёпа и неравномерное упрочнение поверхности. Такое свойство стали приводит к снижению ресурса режущего инструмента и увеличению обработки детали.
Еще одно свойство 40Х13 — это наличие в ее составе карбидных и других соединений, имеющих микроскопический размер. Их наличие делает сталь неким подобием абразива, который выводит режущий инструмент из строя и это приводит к замедлению обработки.
Для эффективной обработки нержавейки применяют режущий инструмент, на поверхность которого наносят карбид вольфрама и другие упрочняющие покрытия.
Сталь 40Х12, 40Х13, 45Х13 | SPICULO.ru
Сталь 40Х12, 40Х13, 45Х13 | SPICULO.ru
40Х12, 40Х13, 45Х13
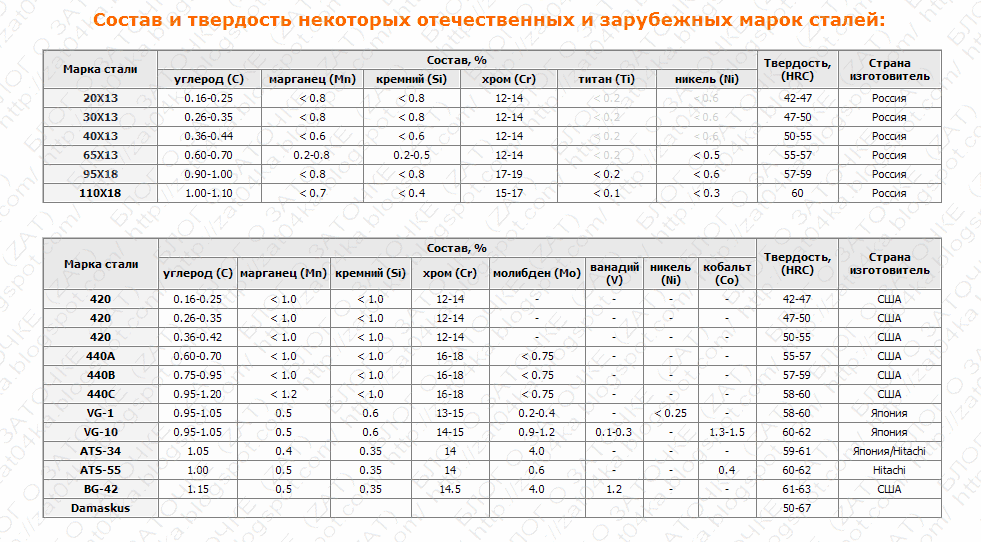
- 40Х12 — очень мягкая высоколегированная сталь. Из нее делают дешевые отечественные кухонные ножи и сувенирные клинки. Сталь плохо поддается закалке, поэтому изделия получаются легко гнущиеся, ножи очень быстро тупятся. Твердость 51-52HRC. Впрочем, на кухне такие ножи допустимы, так как не ржавеют ни при каких условиях, очень легко точатся и не требуют дополнительного ухода.
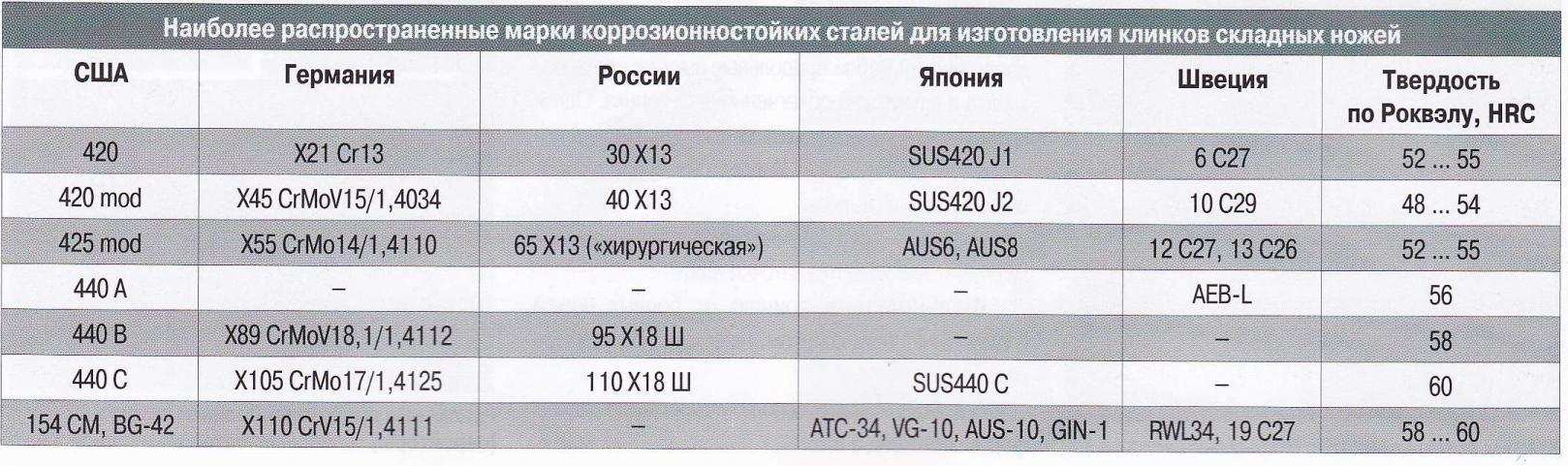
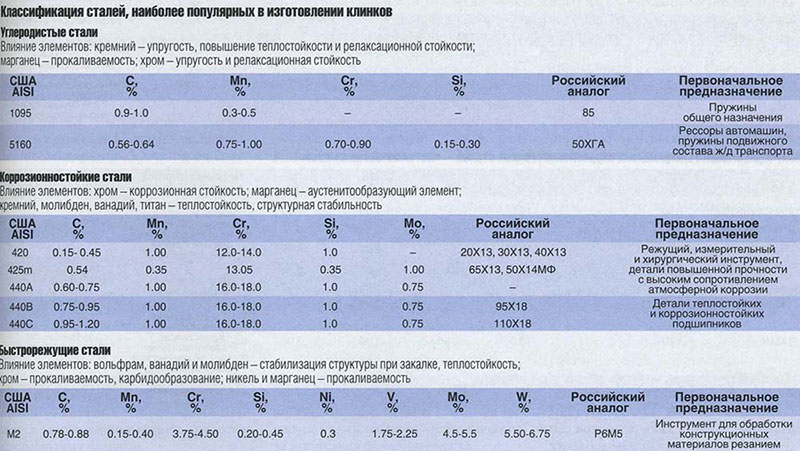
- 40Х13 — применяется для изготовления режущего, мерительного инструмента, пружин, предметов домашнего обихода и других изделий, работающих до температур 400-450°С и в слабоагрессивных средах. Сталь не сваривается. Крайне слабо держит заточку. О твердости умолчим. Содержание хрома 12-14,0% Аналог американская 420я сталь.
- 45Х13 – хороший выбор для простого ножа. Отличается в лучшую сторону от стали 40Х12. Сплав 45Х13 применяется для изготовления режущего, мерительного инструмента, пружин, предметов домашнего обихода, подшипников, деталей компрессоров и других изделий, работающих до температур 400-450°С и в слабоагрессивных средах. Сталь выплавляют в открытых электродуговых или индукционных печах. Содержание хрома в пределах 12-14,0%. Обладают наилучшей коррозионной стойкостью после закалки с температуры, обеспечивающей полное растворение карбидов. Повышение температуры отпуска сопровождается снижением их стойкости к общей коррозии. Причиной снижения коррозионной стойкости является обеднение твердого раствора по хрому вследствие выделения карбидов хрома. При этом коррозионная стойкость стали 45Х13 несколько ниже, чем стали 30Х13. Снижение коррозионной стойкости наблюдается при отпуске до 600°С, затем происходит некоторое ее увеличение. Более подробно особенности выплавки рассматривать не вижу смысла. Иностранным аналогом считается популярная 420 сталь.
Изменение структуры термохимической обработкой
Одна и та же марка может менять свои характеристики с помощью термической обработки. Марка стали 20 обладает хорошими пластическими характеристиками, поэтому изделия из нее получают несколькими методами: отливкой, холодным или горячим прокатом или волочением. После получения деталей методом отливок к ним может применяться химико-термическая обработка. Цель этой процедуры — получить твердый износостойкий слой, не поддающийся коррозии, и пластичную мягкую середину.
Для этого готовая деталь помещается в соответствующую среду (обкладывается сухим углеродосодержащим веществом, помещается в газообразную или жидкую среду), после чего выдерживается от нескольких часов до 1,5 суток при высокой температуре. деталей к этому моменту должна быть закончена, так как после термохимической обработки изделие будет иметь уже окончательную структуру. Элемент насыщает верхний слой изделия (от 0,3 до 3,0 мм), соответственно улучшая его структуру и свойства.
В зависимости от применяемого вещества обработка называется: цианированием (покрытие цинком), цементацией (углеродом), хромированием (хромом). Углерод придает прочность, цинк — коррозионную стойкость, хром, вдобавок ко всему перечисленному, делает поверхность зеркальной.
ГОСТы на прокат стали 40х13
- ГОСТ 19903-2015
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент»;
- ГОСТ 18143-72 «Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия.»;
- ГОСТ 18907-73 «Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали. Технические условия.»;
- ГОСТ 5582-75 «Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия»;
- ГОСТ 5632-72 «Высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная.
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 14955-77 «Качественная круглая со специальной отделкой поверхности. Технические условия.»;
- ГОСТ 2590-2006 «Прокат сортовой стальной горячекатаный круглый. Сортамент.»;
- ГОСТ 2591-2006 «Прокат сортовой стальной горячекатаный квадратный. Сортамент.»;
- ГОСТ 7417-75 «Калиброванная круглая. Сортамент.»;
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 8559-75 «Калиброванная квадратная. Сортамент.»;
- ГОСТ 8560-78 «Прокат калиброванный шестигранный. Сортамент.»;
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент.»;
- ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.»;
- ГОСТ 103-2006 «Прокат сортовой стальной горячекатаный полосовой. Сортамент.»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.»;
- ГОСТ 2879-2006 «Прокат сортовой стальной горячекатаный шестигранный. Сортамент.»;
- ТУ 14-11-245-88 «Профили стальные фасонные высокой точности. Технические условия.»;
- ОСТ 3-1686-90 «Заготовки из конструкционной стали для машиностроения. Общие технические условия.»;
Резка
|
Исходные данные |
Обрабатываемость резанием Ku |
|||
|
Состояние |
HB, МПа |
sB, МПа |
твердый сплав |
быстрорежущая сталь |
|
закаленное отпущенное |
340 |
≥735 |
0,6 |
0,4 |
Коррозионная стойкость
|
Вид коррозии |
t |
Длительность испытания |
Среда |
Балл или группа стойкости |
|
0С |
ч |
|||
|
Общая |
720 |
H2SO4 (концентрированная) |
||
|
H2SO4 (р-р 63,4%) |
||||
|
720 |
Аммиак (24%) |
Для увеличения стойкости к коррозии рекомендуется закалку и отпуск проводить при t=250–3000С.
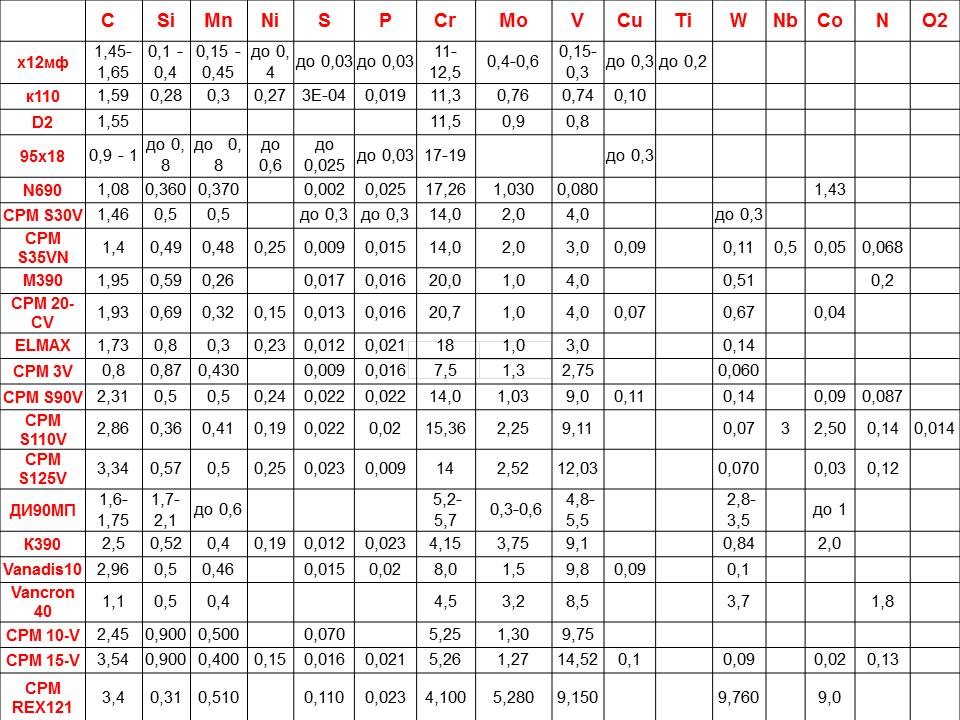
Сталь 40Х13 – химический состав
Массовая доля элементов не более, %:
|
Кремний |
Марганец |
Никель |
Сера |
Углерод |
Фосфор |
Хром |
|
0,6 |
0,6 |
0,6 |
0,025 |
0,35–0,44 |
0,035 |
12–14 |
Марка 40Х13 – физические свойства
|
t |
r |
R 109 |
E 10-5 |
l |
a 106 |
C |
|
0С |
кг/м3 |
Ом·м |
МПа |
Вт/(м·град) |
1/Град |
Дж/ (кг·град) |
|
7650 |
590 |
2.18 |
461 |
|||
|
100 |
7630 |
650 |
2.14 |
10.8 |
482 |
|
|
200 |
7600 |
710 |
2.06 |
27.2 |
11.9 |
523 |
|
300 |
7570 |
790 |
1.98 |
28.3 |
12.3 |
565 |
|
400 |
7540 |
860 |
1.88 |
29.1 |
607 |
|
|
500 |
7510 |
940 |
1.76 |
29.1 |
13.6 |
674 |
|
600 |
7480 |
1000 |
1.63 |
29.1 |
13.5 |
775 |
|
700 |
7450 |
1120 |
1.48 |
28.3 |
13.8 |
988 |
|
800 |
7420 |
1180 |
1.4 |
27.9 |
14.6 |
825 |
|
900 |
1160 |
28.5 |
691 |
Сталь 40Х13 – точные и ближайшие зарубежные аналоги
|
Англия |
Германия |
Евросоюз |
Испания |
Италия |
Китай |
||||||||||||||||||||
|
BS |
DIN, WNr |
EN |
UNE |
UNI |
GB |
||||||||||||||||||||
|
|
|
|
|
Польша |
США |
Франция |
Чехия |
Швеция |
Япония |
|||||||
|
PN |
— |
AFNOR |
CSN |
SS |
JIS |
|||||||
|
Материал 40Х13 – область применения
Сталь марки 40Х13 используют в машиностроении для изготовления деталей с высокой износостойкостью/ прочностью, работающих в коррозионных средах или при температурах до 4500С.
Условные обозначения
|
HRCэ |
HB |
KCU |
y |
d5 |
sT |
sв |
|
МПа |
кДж / м2 |
% |
% |
МПа |
МПа |
|
|
Твердость по Роквеллу |
Твердость по Бринеллю |
Ударная вязкость |
Относительное сужение |
Относительное удлинение при разрыве |
Предел текучести |
Предел кратковременной прочности |
|
Ku |
s0,2 |
t-1 |
s-1 |
|
Коэффициент относительной обрабатываемости |
Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации |
Предел выносливости при кручении (симметричный цикл) |
Предел выносливости при сжатии-растяжении (симметричный цикл) |
|
N |
число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
|
Без ограничений |
Ограниченная |
Трудно свариваемая |
|
|
Подогрев |
нет |
до 100–1200С |
200–3000С |
|
Термообработка |
нет |
есть |
отжиг |
|
R |
Ом·м |
Удельное сопротивление |
|
r |
кг/м3 |
Плотность |
|
C |
Дж/(кг·град) |
Удельная теплоемкость |
|
l |
Вт/(м·град) |
Коэффициент теплопроводности |
|
a |
1/Град |
Коэффициент линейного расширения |
|
E |
МПа |
Модуль упругости |
|
t |
0С |
Температура |
Технология обработки
В производстве стальных изделий получают различные разновидности проката.
Сортамент марки 20х13 описывается следующими позициями:
- Различный прокат, включая фасонный.
- Калиброванный и Шлифованный пруток.
- Стальной лист горячей и холодной прокатки
- Лента холоднокатаная.
- Полоса.
- Поковки и кованые заготовки.
- Трубы.
- Проволока.
Каждой позиции соответствуют свои нормативные документы и стандарты. В них прописываются такие показатели, как
Механические характеристики различных изделий
в разных температурных режимах отпуска; при высоких значениях терморежима (t° испытаний); при t° ниже нуля, исследование на длительную прочность; в условиях различной тепловой выдержки;
Коррозийная устойчивость стали 20х13 в разных типах сред, к которым относятся вода дистиллированная или пар, почвенная, морская вода.
Сталь 40Х13
Справочная информация Марочник сталей Сталь 40Х13
Общие сведения
| Заменитель | сталь 30Х13 |
| Вид поставки | сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист тонкий ГОСТ 5582-75. Проволока ГОСТ 18143-72. Полоса ГОСТ 4405-75, ГОСТ 103-76, ГОСТ 18968-73. Поковки и кованые заготовки ГОСТ 1133-71. |
| Назначение | режущий, мерительный инструмент, пружины, карбюраторные иглы, предметы домашнего обихода, клапанные пластины компрессоров и другие детали, работающие при температуре до 400-450 °С, а также детали, работающие в коррозионных средах. Сталь коррозионно-стойкая мартенситного класса. |
Химический состав
| Химический элемент | % |
| Кремний (Si), не более | 0.8 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn), не более | 0.8 |
| Никель (Ni), не более | 0.6 |
| Титан (Ti), не более | 0.2 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 12.0-14.0 |
| Сера (S), не более | 0.025 |
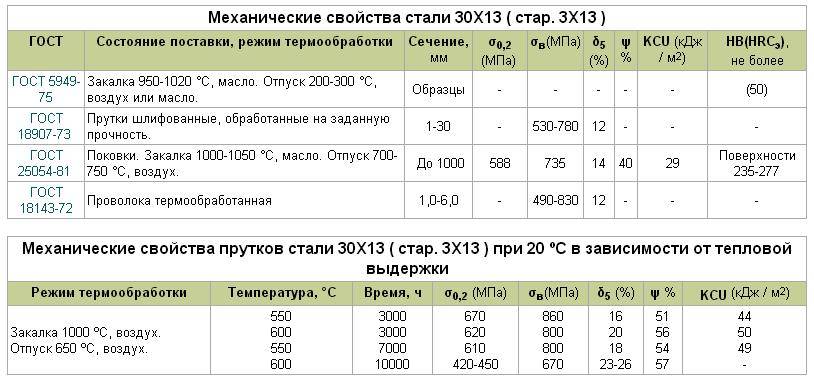
Механические свойства
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | sB, МПа | d5, % | HB | HRCэ |
| Прутки. Закалка 1000-1050 °С, масло. Отпуск 200-300 °С, охлаждение на воздухе или в масле. | образцы | >52 | |||
| Прутки шлифованные, обработанные на заданную прочность | 1-30 | 590-810 | 10 | ||
| Прутки отожженные | >5 | 143-229 | |||
| Листы горячекатанные или холоднокатанные. Отжиг или отпуск 740-800 °С (образцы поперечные) | <3,9 | 550 | 15 | ||
| Проволока термообработанная | 1-6 | 590-880 | 10 |
Механические свойства при повышенных температурах
| t испытания, °C | t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB |
| Закалка 1000 °С в масло. | |||||||
| 200 | 1620 | 1840 | 1 | 2 | 19 | ||
| 350 | 1450 | 1710 | 11 | 22 | 25 | ||
| 500 | 1390 | 1680 | 7 | 9 | 19 | ||
| 700 | 500 | 780 | 35 | 59 | 71 | 217 | |
| Закалка 1030-1050 °С, воздух. Отпуск 530 °С, выдержка 2 ч, охлаждение на воздухе. | |||||||
| 20 | 1420 | 1670 | 6 | 34 | 11 | ||
| 410 | 1310 | 1360 | 7 | 36 | |||
| 470 | 960 | 1130 | 12 | 45 | 6 | ||
| 510 | 980 | 1070 | 12 | 49 | |||
| Закалка 1050 °С, воздух. Отпуск 600 °С, выдержка 3 ч. | |||||||
| 20 | 890 | 1120 | 13 | 32 | 12 | ||
| 200 | 810 | 940 | 11 | 40 | 49 | ||
| 300 | 710 | 900 | 10 | 39 | 69 | ||
| 400 | 670 | 780 | 12 | 45 | 73 | ||
| 500 | 470 | 520 | 20 | 77 | 78 | ||
| 600 | 255 | 300 | 21 | 84 | 118 | ||
| Закалка 1050 °С, воздух. Отпуск 650 °С, выдержка 3 ч. При 20 °С НВ 277-286 | |||||||
| 20 | 710 | 930 | 14 | 42 | 24 | ||
| 400 | 93 | ||||||
| 450 | 540 | 640 | 15 | 44 | |||
| 500 | 540 | 18 | 67 | 132 | |||
| Образец деформированный диаметром 6 мм и длиной 30 мм. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. | |||||||
| 800 | 120 | 130 | 64 | 96 | |||
| 900 | 100 | 125 | 68 | 92 | |||
| 950 | 74 | 90 | 84 | 96 | |||
| 1000 | 51 | 75 | 70 | 98 | |||
| 1050 | 45 | 57 | 73 | 100 | |||
| 1100 | 43 | 53 | 60 | 98 | |||
| 1150 | 34 | 40 | 64 | 100 | |||
| 1200 | 27 | 35 | 60 | 100 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HRCэ |
| Закалка 1000 °С в масло. | ||||||
| 200 | 1620 | 1840 | 1 | 2 | 19 | 52 |
| 350 | 1450 | 1710 | 11 | 22 | 25 | 50 |
| 500 | 1390 | 1680 | 7 | 9 | 19 | 51 |
| 700 | 500 | 780 | 35 | 59 | 71 |
Механические свойства при 20 С в завис. от тепловой выдержки
| Термообработка, состояние поставки | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 |
| Закалка 1050 °С, масло. Отпуск 550 °С, выдержка 10 ч | |||||
| Без тепловой выдержки | 940 | 1140 | 13 | 48 | 21 |
| Тепловая выдержка 470 °С, 1000 ч | 870 | 1080 | 11 | 43 | |
| Тепловая выдержка 470 °С, 3000 ч | 900 | 1080 | 13 | 42 | 23 |
| Закалка 1050 °С, масло. Отпуск 600 °С, выдержка 3 ч | |||||
| Без тепловой выдержки | 890 | 1120 | 13 | 32 | 11 |
| Тепловая выдержка 450 °С, 5000 ч | 820 | 1080 | 12 | 28-31 | |
| Тепловая выдержка 450 °С, 10000 ч | 840 | 1000 | 13 | 25-33 | |
| Закалка 1050 °С, масло. Отпуск 530 °С, выдержка 6 ч | |||||
| Тепловая выдержка 470 °С, 500 ч | 930 | 1100 | 13 | 47 | 15 |
| Тепловая выдержка 470 °С, 1000 ч | 880 | 1060 | 14 | 46 | |
| Тепловая выдержка 470 °С, 5000 ч | 750 | 990 | 14 | 37 | 22 |
Технологические свойства
| Температура ковки | Начала 1200, конца 850. Сечения до 200 мм подвергаются низкотемпературному отжигу. |
| Свариваемость | не применяется для сварных конструкций. |
| Обрабатываемость резанием | В закаленном и отпущенном состоянии при НВ 340 и sB = 730 МПа Ku тв.спл. = 0,6, Ku б.ст. = 0,4. |
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -78 |
| Пруток диаметром 55 мм. | 54 | 7 |
Коррозионные свойства
| Среда | Температура испытания, °С | Длительность испытания, ч | Глубина, мм/год |
| H2SO4 концентрированная | 20 | 720 | 0,01 |
| H2SO4 63,4 % раствор | 40 | 24 | 5,27 |
| Аммиак, 24 % | 20 | 720 | 0,0032 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 214 | 208 | 202 | 194 | 185 | 173 | 160 | |||
| Плотность, pn, кг/см3 | 7650 | 7630 | 7600 | 7570 | 7540 | 7510 | 7480 | 7450 | 7420 | |
| Коэффициент теплопроводности Вт/(м ·°С) | 25 | 26 | 27 | 28 | 29 | 29 | 29 | 28 | 28 | 29 |
| Уд. электросопротивление (p, НОм · м) | 786 | 830 | 890 | 950 | 998 | 1046 | 1122 | |||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 10.7 | 11.5 | 11.9 | 12.2 | 12.5 | 12.8 | 13.0 | 13.2 | ||
| Удельная теплоемкость (С, Дж/(кг · °С)) | 452 | 477 | 502 | 528 | 553 | 578 | 620 | 666 | 691 |
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.

Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.
Сталь 40х13 в печи для закаливания
Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.
Температура закалки и отпуска стали 40х13
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
https://youtube.com/watch?v=u262HjEbaEY
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Область применения
Применение сплава довольно широкое. В настоящее время его используют для изготовления кухонных ножей с невысокой стоимостью. Они нравятся домохозяйкам, так как за ними просто ухаживать, при соблюдении элементарных правил они почти не ржавеют. Лезвия ножей острые, легко затачиваются. Можно резать любые продукты: рыбу, мясо, фрукты, овощи. Инструменты совершенно безопасны в использовании.
Помимо этого, из 40х13 изготавливают:
- медицинские скальпели;
- приспособления для измерений;
- подшипники;
- пружины;
- маникюрные инструменты;
- компрессорные детали и многие другие предметы бытового назначения.
Ножи из сплава используют рыбаки, дайверы, туристы, водолазы и простые кухарки. Кто-то предпочитает иметь у себя сувенирные клинки, имеющие прекрасный внешний вид.

Детали из стали 40Х13.
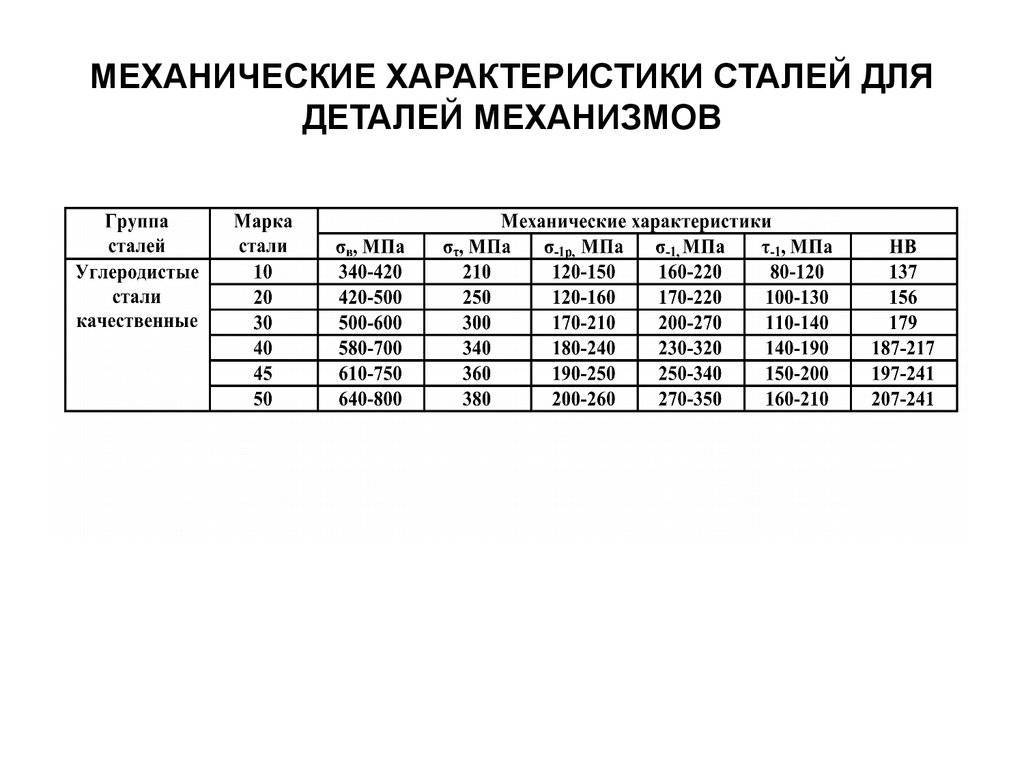
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа | HRC |
|---|---|---|---|---|---|---|---|
| Градация показателей свойств готовых термообработанных деталей по ОСТ 1 90005-91 | |||||||
| — | — | 980-1180 | — | — | — | 285-341 | 30-37 |
| — | — | 1130-1320 | — | — | — | 331-401 | 36-40 |
| Прутки горячекатаные и кованые из стали 30Х2Н2ВФМА и 30Х2Н2ВФМА-Ш в состоянии поставки по ТУ 14-1-2847-79. Закалка в масло с 900±10 °С + Отпуск при 550-600 °С | |||||||
| 25 | ≥1030 | ≥1230 | ≥9 | ≥40 | ≥590 | 341-415 | — |
| Прутки горячекатаные и кованые из стали 30Х2Н2ВФМА и 30Х2Н2ВФМА-Ш в состоянии поставки по ТУ 14-1-2847-79. Закалка в масло с 900±10 °С + Отпуск при 600-650 °С | |||||||
| 25 | ≥885 | ≥1080 | ≥11 | ≥50 | ≥883 | 302-341 | — |
Термообработка стали
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
- карбиды;
- мартенситы;
- остатки аустенитов.
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
Общие данные
Заменитель: Сталь 40ХФ, Сталь 40ХР, Сталь 45Х, Сталь 38ХА, Сталь 40ХН, Сталь 40ХС
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-81, ГОСТ 19903-74.
- Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81.
- Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Назначение:
Оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Нормативная документация
ГОСТ 82-70.Прокат стальной горячекатанный широкополосный универсальный.Сталь 40Х.
ГОСТ 103-76.Полоса стальная горячекатанная.Сортамент.Сталь 40Х.
ГОСТ 1051-73.Прокат калиброванный.Общие технические условия.Сталь 40Х.
ГОСТ 1133-71.Сталь кованая круглая и квадратная.Сортамент.Сталь 40Х.
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали.Технические условия. Сталь 40Х.
ГОСТ 2590-88.Прокат стальной горячекатанный круглый.Сортамент.Сталь 40Х.
ГОСТ 2591-88.Прокат стальной горячекатанный квадратный.Сортамент.Сталь 40Х.
ГОСТ 2879-88.Прокат стальной горячекатанный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 7417-75.Сталь калиброванная круглая.Сортамент.Сталь 40Х.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.Сталь 40Х.
ГОСТ 8559-57.Сталь калиброванная квадратная.Сортамент.Сталь 40Х.
ГОСТ 8560-78.Прокат калиброванный шестигранный.Сортамент.Сталь 40Х.
ГОСТ 10702-78. Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия. Сталь 40Х.
ГОСТ 13663-86 .Трубы стальные профильные.Технические требования.Сталь 40Х.
ГОСТ 19903-74. Прокат листовой горячекатаный. Сортамент. Сталь 40Х.