
Порядок проведения

Порядок проведения аттестации устанавливается в соответствии с действующими нормативными документами НАКС, которая координирует деятельность региональных центров.
Этапы проведения аттестации сварщиков:
- Специалист предоставляет в ближайший региональный центр пакет документов, включающий с себя заявление, справку с места работы или выписку с трудовой книжки, документы, подтверждающие квалификацию, а также медицинскую справку установленного образца.
- Время рассмотрения заявления составляет 3 суток. О решении комиссии кандидат уведомляется посредством письменного уведомления. Согласно действующему законодательству, в случае отказа центр обязан указать его причину.
- Проверка начинается с практического экзамена. Кандидат получает задания, сложность которого соответствует заявленной категории. Соединение должно быть выполнено с учетом всех требований соответствующих государственных стандартов.
- Следующий этап – теоретический экзамен. Как и при проверке практических навыков, сложность и количество вопросов зависит от заявленного уровня. Например, для получения сертификата первого уровня, необходимо ответить на 15 вопросов, а для аттестации технологов количество заданий в билете вырастает до 20.
В случае негативного результата, кандидат имеет право повторить попытку в течение 3 месяцев. Повторная аттестация проводится в том же центре.
Срок проверки знаний сварщика, как правило, не превышает 2 недель. Стоимость зависит от конкретного регионального центра и географического расположения. Она варьируется в пределах 28000-33000 рублей.
РД 03-495-02 стр.15 Таблица 8.
Таблица 8.
Область распространения аттестации в зависимости от способа
формирования корня шва контрольного сварного соединения
| Вид контрольного сварного соединения | Область распространения | ||||
| Односторонняя сварка (ос) | Двусторонняя сварка (дс) | ||||
| на подкладке (сп) | без подкладки (бп) | с зачисткой корня шва (зк) | без зачистки корня шва (бз) | ||
| Односторонняя сварка (ос) | на подкладке (сп) | * | – | x | – |
| без подкладки (бп) | x | * | x | x | |
| Двусторонняя сварка (дс) | с зачисткой корня шва (зк) | x | – | * | – |
| без зачистки корня шва (бз) | x | – | x | * |
Обозначения:
* — вид контрольного сварного соединения;
х — вид контрольного сварного соединения, на которое распространяются результаты аттестации;
– — вид контрольного сварного соединения, на которое не распространяются результаты аттестации.
Таблица 9.
Область распространения аттестации в зависимости
от группы основных материалов контрольных сварных соединений
| Группа основного
материала |
Область распространения | |||||
| М01 | М02 | М03 | М04 | М05 | М07 | |
| М01 | * | – | – | – | – | – |
| М02 | x | * | – | – | – | – |
| М03 | x | – | * | – | – | х |
| М04 | x | x | – | * | – | – |
| М05 | x | х | x | – | * | – |
| М07 | х | – | – | – | – | * |
| Алюминий и его сплавы | М21 | М22 | М23 | |||
| М21 | * | x | – | |||
| М22 | x | * | – | |||
| М23 | x | x | * | |||
| Медь и ее сплавы | М31 | М32 | М33 | М34 | ||
| М31 | * | – | х | х | ||
| М32 | – | * | – | – | ||
| М33 | – | – | * | х | ||
| М34 | – | – | х | * |
Обозначения:
* — группа материала контрольного сварного соединения;
x — группа материала, на которую распространяется результат аттестации;
– — группа материала, на которую не распространяется результат аттестации.
Примечания к табл. 9:
1. Марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного сварного соединения.
2. Аттестация на сварку сталей группы М07 по ГОСТ 5781 и 10884 более высокого класса прочности распространяется на сварку сталей низшего класса прочности в пределах группы М07 для типов сварных соединений и способов сварки по ГОСТ 14098.
Таблица 10.
Область распространения аттестации для контрольных сварных
соединений из различных материалов
текст целиком
stroyka-ip.ru
Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 5.9 | 9-10 | |||
| Слой 3 Слой 4 | 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.
2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Карта технологического процесса сварки сварного соединения Т6
| № п/п | Наименование | Обозначения (показатели) |
| Нормативный документ | ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» | |
| Способ сварки | Механизированная сварка в среде защитных газов (МП) | |
| Основной материал (марки) | Сталь 09Г2С ГОСТ 19281-89 | |
| Основной материал (группа) | группа 1 (М01) | |
| Толщина свариваемых деталей | 14 мм | |
| Диаметр деталей в зоне сварки | ||
| Тип шва | угловой (УШ) | |
| Тип соединения | тавровое (Т6) | |
| Вид шва соединения | одностороннее | |
| Форма подготовки кромок | ||
| Положение при сварке | Н | |
| Вид покрытия электродов (для РД) | ||
| Режимы подогрева | Не применяется | |
| Режимы термообработки | Не применяется |
| Конструкция соединения | Конструктивные элементы шва |
Метод подготовки и очистки:
Все местные неровности кромок до сборки удалить с помощью абразивного круга или напильника
Требования к прихватке:
4 штуки по 15 мм через 100, выполненные МП
Защита сварочной ванны/защита корня шва:
Углекислый газ
Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 9-10 | ||||
| Слой 3 Слой 4 | |||||||
| 5.9 | 10-12 | ||||||
| Слой 5 Слой 6 | |||||||
| 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.




2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Список использованной литературы
1. Китаев А.М. Справочная книга сварщика .1985. — 256с.
2. Сварка и резка в промышленном строительстве /Под ред. Б.Д.Малышева. М.: Стройиздат. 1977. — 780 с
3. Марочник сталей // под ред. . В.Г. Сорокина М.: Машиностроение 1989. — 640с.
4. Технология металлов и сварка. /Под ред. П.И. Полухина М.: Высш. Шк. 1977. – 464 с.
5. Типовые нормативы времени на станочные, слесарные, сварочные работы. — М.: Всесоюзный НИИ экономики. 1977.
6. Б.В. Прыкин. Технология металлов и сварка. Киев: Вища школа», Головное изд-во, 1978, 240 с.
7. Конструкционные материалы. /Под ред. Б.Н. Арзамасова. М. Машиностроение, 1990. – 688 с.
8. Технология конструкционных материалов /Под ред. А.М. Дальского. М. Машиностроение, 1977. – 448 с.
9. Сварка в машиностроении: Справочник в 4-х томах/ Под редакцией Н.А. Ольшанского М. – Машиностроение, 1978. – 504с.
10. Методическое руководство к курсовому проекту по дисциплине «Технологические основы сварки плавлением и давлением», Саратов, 2007.
infopedia.su
ПРОБЛЕМА 1. НЕДОРАБОТАННАЯ АКТУАЛИЗАЦИЯ НОРМАТИВНОЙ БАЗЫ
Приказом Ростехнадзора от 01.09.2020 № 326 в перечень законодательных, нормативных правовых и правовых актов, устанавливающих общие и специальные требования к руководителям и специалистам организаций, указанный в Приказе от 06.04.2012 № 233 «Об утверждении областей аттестации (проверки знаний) руководителей и специалистов организаций, поднадзорных Ростехнадзору», внесены два документа:
- область аттестации Б.7.1 дополнена Постановлением Правительства РФ от 20.11.2000 № 878 «Об утверждении Правил охраны газораспределительных сетей»;
- область аттестации Б.7.8 дополнена СП 42-102-2004 «Проектирование и строительство газопроводов из металлических труб».
Новшества вступили в силу 7 сентября 2020 г
И все бы хорошо, но по непонятным причинам разработчики не обратили внимание на то, что к моменту подписания приказа, то есть к 1 сентября 2020 г., два документа уже не действовали:
- в области аттестации Б.7.6 и Б.7.8 — Постановление Правительства РФ от 26.12.2014 № 1521 «Об утверждении Перечня национальных стандартов и сводов правил (частей таких стандартов и сводов правил), в результате применения которых на обязательной основе обеспечивается соблюдение требований Федерального закона “Технический регламент о безопасности зданий и сооружений”» утратило силу 1 августа 2020 г.;
- в области аттестации Б.7.8 — СП 18.13330.2011 «Свод правил. Генеральные планы промышленных предприятий» полностью утратил силу 31 июля 2020 г.
Взамен СП 18.13330.2011 разработан и введен в действие с 18 марта 2020 г. СП 18.13330.2019 «Производственные объекты. Планировочная организация земельного участка (Генеральные планы промышленных предприятий). СНиП II-89-80* (с Изменением № 1)». Одновременно частично отменен СП 18.13330.2011. Полностью он отменен 1 августа 2020 г., когда введен в действие новый Перечень национальных стандартов и сводов правил (частей таких стандартов и сводов правил), в результате применения которых на обязательной основе обеспечивается соблюдение требований Федерального закона «Технический регламент о безопасности зданий и сооружений». СП 18.13330.2019 как раз включен в указанный Перечень.
Поэтому непонятно, почему в новой редакции фигурируют два документа, утратившие силу.
Приведем актуальную редакцию разд. Б.7 с отметками упомянутых моментов (см. табл.).

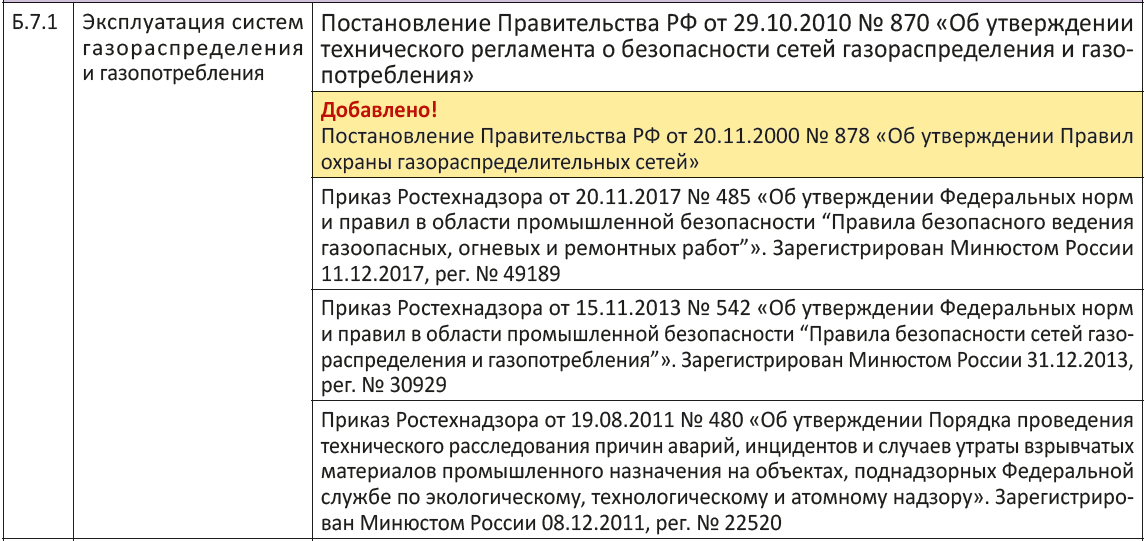
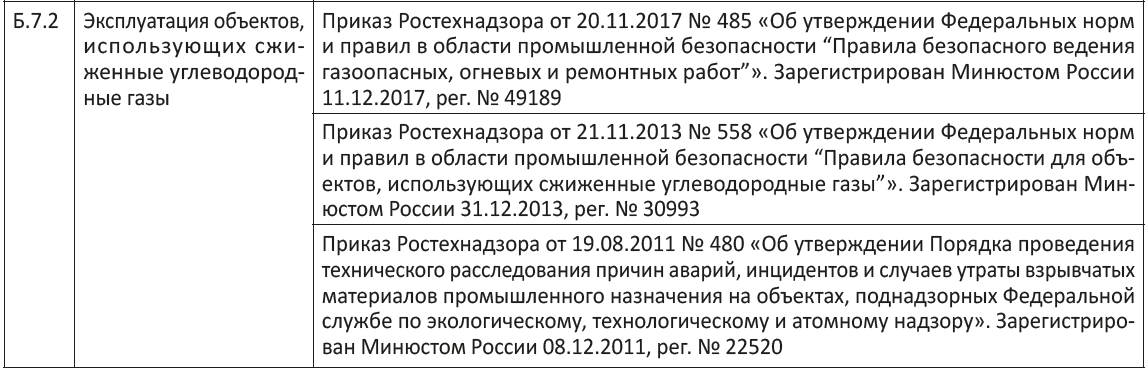
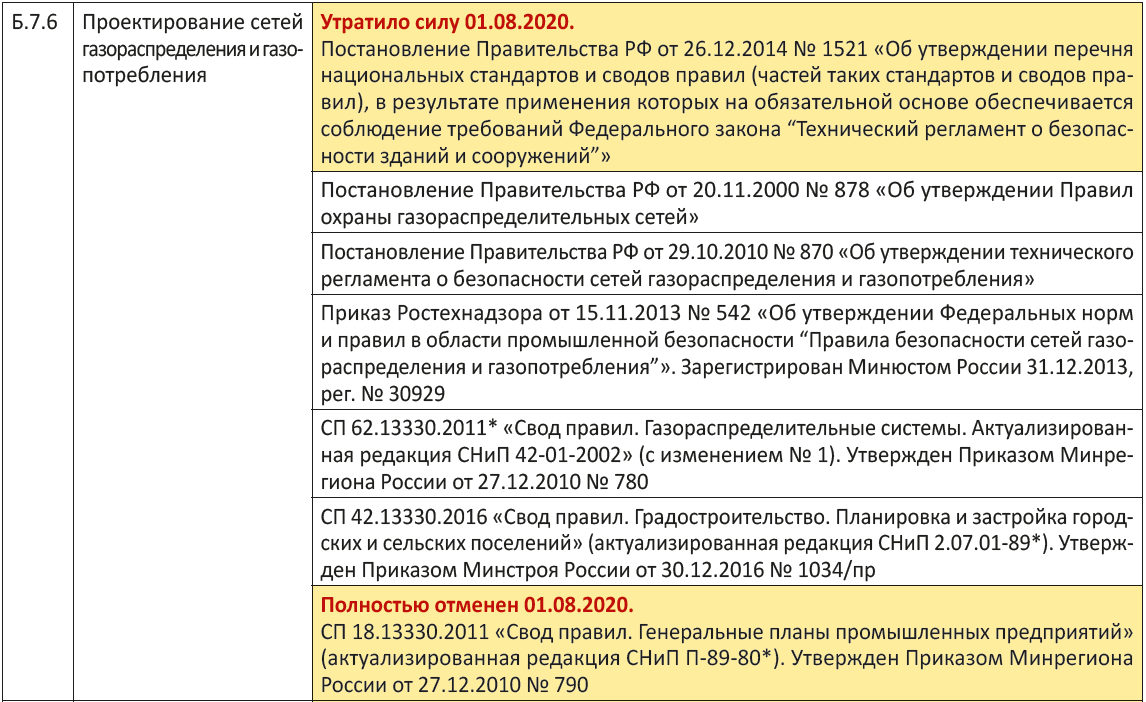
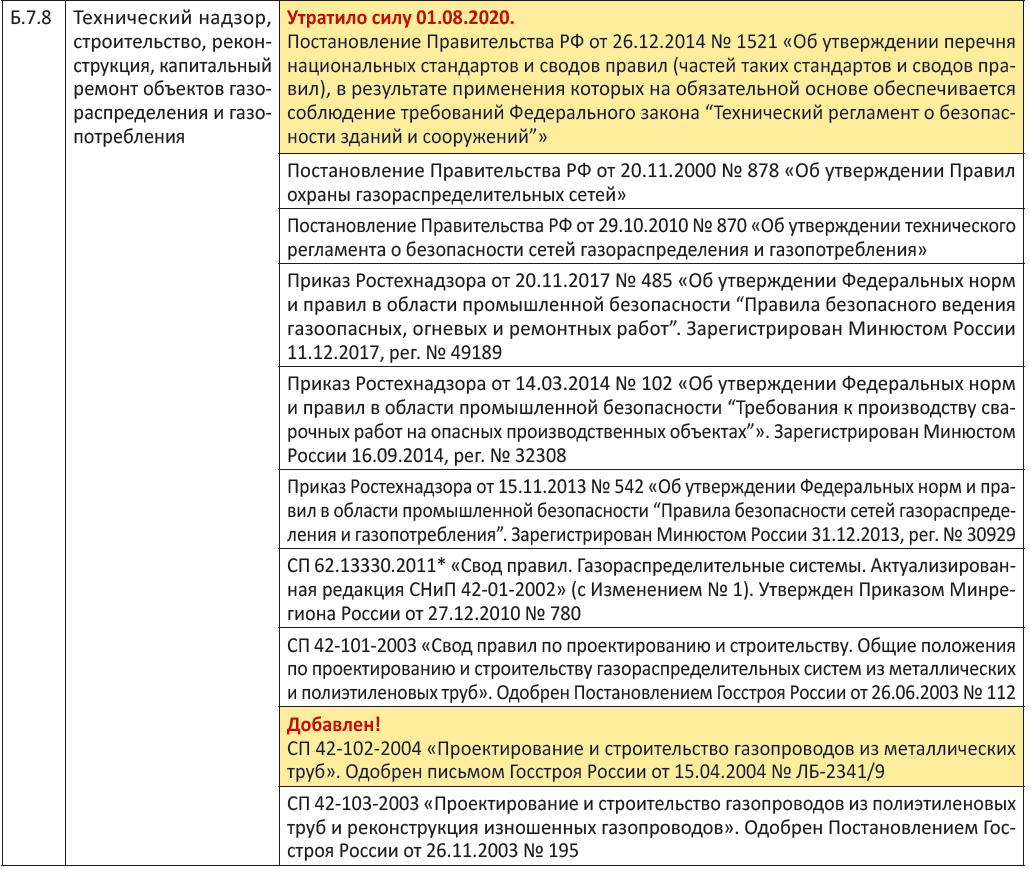
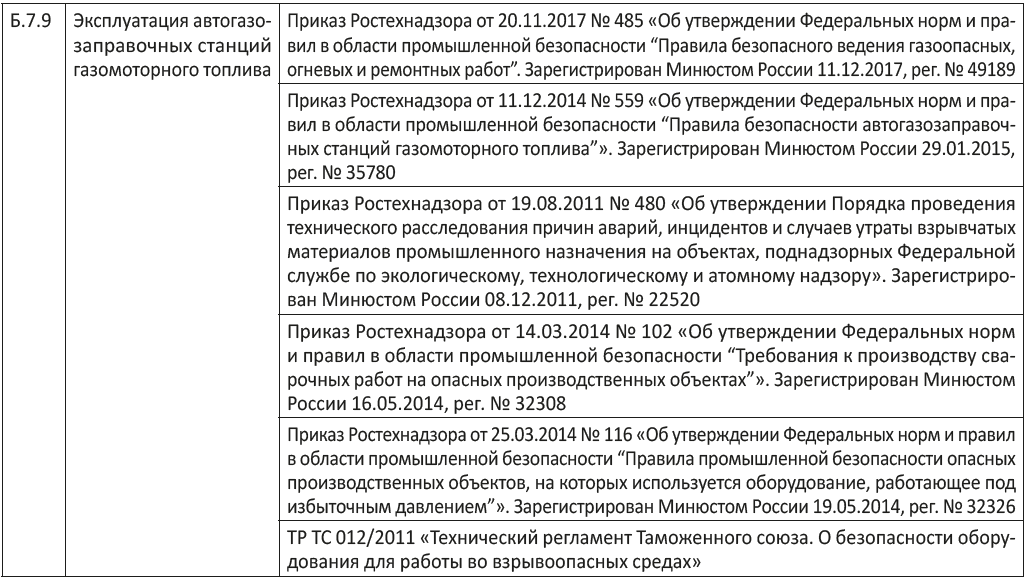
Как видим, области Б.7.2 и Б.7.9 никаких изменений не претерпели, а самыми «проблемными» на сегодняшний день являются области для технадзора и проектировщиков — Б.7.8 и Б.7.6 соответственно.
Но с этим еще как-то можно разобраться, имея доступ к правовому навигатору, время и желание. А что делать, когда вы уже в процессе аттестации понимаете, что ЕПТ предлагает вам вопросы, отличные от тех, по которым вы готовились?
Документы по результатам проверки
В случае успешной сдачи теоретического и практического экзаменов, специалист получает на руки следующие документы:
- Удостоверение об аттестации установленного образца, действующее на всей территории Российской Федерации.
- Копию протокола, свидетельствующую об успешном прохождении соответствующей аттестации.
- Документ о прохождении проверки.

Следует помнить, что полученный документ не является универсальным. Он допускает сварщика к выполнению лишь тех работ, перечень которых указан в удостоверении. Для получения других разрешений необходимо пройти дополнительную аттестацию.
Профессиональные навыки требуют периодической проверки, интервал которой зависит от типа аттестации. Например, для первого уровня этот период составляет 2 года, а для четвертого – 5 лет. Во время периодической проверки можно подать заявление на повышение уровня квалификации.
Группы Материалы Марки материалов
| Похожие работы | Группы Материалы Марки материалов — страница №1/1
Группы свариваемых материалов
|
davaiknam.ru
Виды удостоверений НАКС, уровни аттестации
- I уровень — аттестованный сварщик;
- II уровень — аттестованный мастер-сварщик. Специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы и т.п. );
- III уровень — аттестованный технолог-сварщик; Специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнения сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов, технических бюро, руководители рабочих групп и т.п. );
- IV уровень — аттестованный инженер-сварщик. Специалисты, являющиеся руководителями службы сварки предприятия(организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ (главные сварщики, их заместители и т.п.)
Группы опасных технических устройств:
- ПТО— Подъёмно-транспортное оборудование;
- КО— Котельное оборудование;
- ГО— Газовое оборудование;
- НГДО— Нефтегазодобывающее оборудование;
- ОХНВП— Оборудование химических, нефтехимических,нефтеперерабатывающих и взрывопожароопасных производств;
- МО— Металлургическое оборудование;
- ОТОГ— Оборудование для транспортировки опасных грузов;
- ГДО— Горнодобывающее оборудование;
- СК— Строительные конструкции;
 Образец удостоверения НАКС
Образец удостоверения НАКС
Виды аттестации НАКС
Чтобы получить удостоверение НАКС нужно пройти процедуру аттестации которую проводят путем проверки практических навыков и теоретических знаний в соответствии со способом сварки и группой технических устройств, сварку которых выполняет сварщик на производстве.
Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную.
Первичную аттестацию проходят сварщики, не имевшие ранее удостоверения НАКС. При первичной аттестации сварщики сдают общий, специальный и практический экзамены.
Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, для расширения области аттестации. При дополнительной аттестации сварщики сдают специальный и практический экзамены.
Периодическую аттестацию проходят сварщики у которых заканчивается или истек срок удостоверения НАКС. При периодической аттестации сварщики сдают специальный и практический экзамены.
Внеочередную аттестацию проходят сварщики после их временного отстранения от работы за нарушение технологии сварки или повторяющееся некачественным выполненных сварных соединений. При внеочередной аттестации сварщики сдают общий,специальный и практический экзамены.
Для хороших специалистов работающих в сфере сварки не составит труда сдать экзамены чтобы получить аттестационное удостоверение НАКС. Чтобы это с успехом сделать нужно знать процедура аттестации, в ней очень много всяких нюансов. Нужно определится какие выбрать объекты для аттестации, способы сварки, материалы основные и сварочные, диаметры и толщины. Этот этап наиболее важен поскольку от этого зависит область аттестации и соответственно какие конкретные работы сможет выполнять прошедший аттестацию человек.
Начать подготовку к аттестации необходимо с нормативных документов в соответствии с которыми проходит аттестация сварщиков (I уровень) и специалистов сварочного производства II, III, IV уровней профессиональной подготовки а именно «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Следующим шагом нужно подготовить необходимые документы и заявку без которых к аттестации не допустят
Требования, предъявляемые к подготовке специалистов
Независимо от уровня, на который претендует кандидат, обязательным условием является наличие базового образования и подготовки в области сварочных технологий.
Перед аттестацией, работники проходят специальный обучающий курс, сложность которого зависит от уровня подготовки. Программа разрабатывается в соответствие с современными требованиями к сварочному производству. Она включает в себя ознакомления с новейшим оборудованием для выполнения работ в различных режимах и особенности их эксплуатации, применяемые расходные материалы, а также приемы безопасного и качественного создания неразъемных соединений.
Рассмотрим заявку на аттестацию сварщика – специалиста сварочного производства I – уровня.
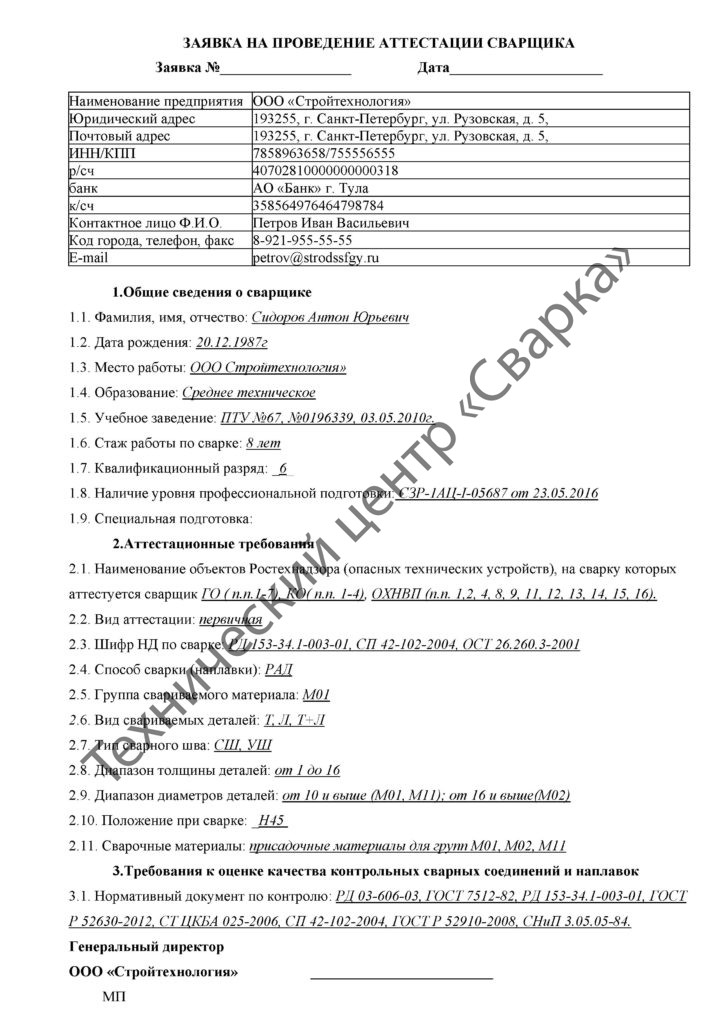
Раздел 1 – Общие сведения о сварщике.
Номер заявки устанавливает аттестационный центр.
Заполняем реквизиты организации, от которой Вы идете на аттестацию, в случае если Вы самостоятельно подали документы на аттестацию, то ничего заполнять не нужно.
п. 1.1 и 1.2 Фамилию Имя Отчество, а также дату рождения берем из паспорта.
п. 1.3 Место работы – указываем название организации, которая Вас направляет на аттестацию.
п. 1.4 Образование – указываем как написано в дипломе, аттестате и т.п.
п. 1.5 Учебное заведение – вписываем наименование учебного заведения из диплома, аттестата и т.п., номер документа об образовании и дату выдачи.
п. 1.6 Стаж работы по сварке берем из трудовой книжки.
п. 1.7 Квалификационный разряд – заполняется на основании подтверждающего документа о повышении разряда (трудовая книжка, свидетельство из учебного центра и т.п.).
п. 1.8 Наличие уровня профессиональной подготовки – в этом пункте указываем предыдущую аттестацию, если она была. Если аттестации не было ставим прочерк.
п. 1.9 Специальная подготовка – тут указываются специальные курсы по сварке в учебных комбинатах.
Раздел 2 – Аттестационные требования.
п. 2.1 – тут из приложения 2 Приказа от 9 июня 2008 г. N 398а вписываем группу опасных технических устройств (КО, ГО, ОХНВП, СК, НГДО и т.д) и конкретный перечень входящих группу (п.п. 1, 2, 3, и т.д.). Можно указать не более трех групп опасных технических устройств за одну аттестацию (н-р. СК, КО и НГДО). Если необходима аттестация более трех групп опасных технических устройств, то нужно оформить дополнительную заявку с указанием этих групп.
п. 2.2 – тут все просто – если аттестацию проходите впервые – то пишите первичная, если имели уже аттестацию, то – периодическая, дополнительная – если Вам необходимо расширить область аттестации действующего удостоверения. Есть еще и внеочередная аттестация – это когда сварщик был отстранен за нарушение технологии сварки или за неудовлетворительное качество выполняемых работ.
п.2.3 Здесь пишем номер или наименование нормативных документов, по которым Вы работаете, в соответствии с выбранными группами опасных технических устройств.
п.2.4 Заполняется на основании требуемого вида сварки. На каждый вид сварки заполняется отдельная заявка. Например, РД (ручная дуговая сварка или Г (газовая сварка) или МП (механизированная сварка плавящимся электродом в среде активных газов и смесях) и т.п.
п.2.5 Пишите ту группу материалов, которая необходима. Перечень можно посмотреть в РД 03-495-02 таблица 1 и таблица 2.





п.2.6 Вид свариваемых материалов – если Вам нужна сварка труб, то пишите «Т» если листов, то «Л», а если трубы будете соединять с листами, то «Т+Л», можно написать всё.
п.2.7 Заполняется на основании требуемого типа сварного шва. Если стыковой шов, то пишется «СШ», если угловой, то «УШ», если оба требуется, то перечисление идет через запятую.
п.2.8 Заполняется на основании требуемой толщины детали. Например, диапазон толщин то пишется «от» и «до». Но не забывайте Вы не можете написать величины, которые не соответствуют ГОСТам на сварку. Например, Вы не можете написать толщину 1 мм для ручной дуговой сварки покрытым электродом так как в госте разрешено сваривать только от 3 мм сварочный узел С17.
п.2.9 заполняется на основании требуемого диаметра деталей. Если у Вас сварка листовых конструкций, то ставьте прочерк.
п.2.10 заполняется на основании требуемых положений при сварке. Например В1, Г, Н1, Н45 и т.д. (полный перечень можно посмотреть в РД 03-495-02 п.1.11.8). Так же можно указать положение Н45 – выполнив сварку образца в положении Н45 – у Вас будет распространение на все положения сварки. Одно плохо, что не каждый сварщик может в этом положении качественно выполнить сварку образцов!
п.2.11 здесь можно просто схитрить и написать – сварочные материалы для группы материалов которую Вы выбрали в п.2.5.
Раздел 3 Требования к оценке качества контрольных сварных соединений и наплавок.
п.3.1 заполняется на основании нормативной документации на контроль качества сварных соединений, т.е. на основании документа в котором отражены требования к контролю качества сварных соединений.
Заявка подписывается руководителем предприятия, либо другим ответственным лицом, имеющим на то полномочия, ставится печать.
Заявка составляется в 2-х экземплярах. Один экземпляр остается в организации, другой передается в аттестационный центр.
Кто может и должен проходить?
Если деятельность сварщика носит случайный характер, а местами выполнения работ являются преимущественно частные объекты, смысл в оформлении каких-либо документов отсутствует. Получение удостоверения – главный шаг на пути к профессиональной деятельности.
Потенциальные кандидаты должны в обязательном порядке представить медицинскую справку, подтверждающую уровень здоровья и отсутствие противопоказаний. Кроме того, необходим документ о базовом и профессиональном образовании, при наличии такового.
Все работники, задействованные в проведении сварочных работ, обязаны пройти аттестацию специалиста НАКС, по результатам которого выдается удостоверение. Срок действия и тип допуска зависит от уровня сертификации.
Существует четыре уровня НАКС, по подготовке специалистов:
- Уровень 1. Предназначен для рядовых сотрудников, непосредственно участвующих в сварочном процессе.
- Уровень 2. Мастер. Данная степень подготовки необходимо для младших руководителей, контролирующих ход выполнения работ и выполнение нарядных заданий. Подразумевает более глубокие знания технологии сварочного производства. Основным условиям для получения сертификата этого уровня является требование рабочего стажа по профилю.
- Уровень 3. Технолог. Для сотрудников, задействованных на подготовке технической документации, например, проектов проведения работ, в которых дают указания по выбору необходимых методов сварки.
- Уровень 4. Инженер. Высшая степень подготовки. Для обучения необходимо высшее профильное образование. Наличие данной степени аттестации позволяет утверждать проектную документацию промышленных и строительных объектов.
Все работники, начиная с мастера, проходят аттестацию в обязательном порядке. Ее наличие – основное требование при оформлении разрешения на выполнение ответственных работ, перечень которых утвержден на законодательном уровне.