
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой. С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием. Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Технология горячей гибки деталей из металла
Гибка деталей из листовых черных и цветных металлов может выполняться в холодном состоянии. Исключением являются дюралюминий и качественная сталь. Они с трудом подвергаются деформации «на холодную», в связи с этим детали из таких металлов рекомендуется предварительно нагревать.
Чтобы повысить пластичность стали до требуемого уровня, ее нагревают до красного каления (при отсутствии ударных нагрузок). Если же предполагается ковка металла, то его необходимо нагреть до белого каления, после чего приступить к обработке. Красное и желтое каление увеличивают хрупкость деталей из металла, поэтому ударные воздействия молотком могут стать причиной их разрушения. Цветные металлы и их сплавы подвергаются гибке в несколько приемов. После окончания одного этапа и до начала следующего, металл подвергается отпуску.
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
| V | Ri | B | S | ||||||||||||||||
| 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 12 | 15 | 18 | 20 |
| 6 | 1 | 4,5 | |||||||||||||||||
| 8 | 1,3 | 6 | 8 | 12 | 17 | ||||||||||||||
| 10 | 1,7 | 7 | 7 | 9 | 14 | 20 | |||||||||||||
| 12 | 2 | 8,5 | 6 | 9 | 12 | 18 | 21 | ||||||||||||
| 16 | 2,7 | 11 | 6 | 9 | 13 | 16 | 25 | ||||||||||||
| 20 | 3,3 | 14 | 7 | 10 | 13 | 20 | 29 | 39 | |||||||||||
| 25 | 4,2 | 18 | 8 | 10 | 16 | 23 | 31 | ||||||||||||
| 30 | 5 | 22 | 9 | 13 | 19 | 25 | 34 | ||||||||||||
| 32 | 5,5 | 23 | 8 | 12 | 18 | 24 | 32 | 40 | |||||||||||
| 35 | 5,7 | 25 | 11 | 16 | 22 | 29 | 37 | 45 | 65 | ||||||||||
| 40 | 6,7 | 29 | 14 | 20 | 25 | 32 | 40 | 57 | |||||||||||
| 45 | 7,5 | 32 | 17 | 23 | 29 | 35 | 50 | 69 | 90 | ||||||||||
| 50 | 8,4 | 36 | 26 | 32 | 46 | 62 | 81 | ||||||||||||
| 60 | 10 | 43 | 21 | 26 | 38 | 52 | 68 | 85 | 105 | ||||||||||
| 70 | 12 | 50 | 22 | 33 | 44 | 58 | 73 | 90 | 130 | ||||||||||
| 80 | 13 | 57 | 29 | 39 | 50 | 64 | 79 | 113 | |||||||||||
| 90 | 15 | 64 | 35 | 45 | 57 | 70 | 101 | 158 | |||||||||||
| 100 | 17 | 71 | 41 | 51 | 63 | 91 | 142 | 205 | |||||||||||
| 120 | 20 | 91 | 42 | 53 | 76 | 120 | 170 | 210 | |||||||||||
| 160 | 27 | 112 | 40 | 57 | 89 | 127 | 158 | ||||||||||||
| 180 | 30 | 126 | 79 | 114 | 140 | ||||||||||||||
| 200 | 33 | 140 | 102 | 127 |
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
- ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
- ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места. Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.




2 Коротко о профессиональном оборудовании для гибки
Сейчас создано немало станков и сравнительно простых приспособлений для ГЛМ. Самые элементарные из них дают возможность получать в домашних условиях П-образные (швеллеры) и Г-образные (уголки) изделия. О них речь пойдет ниже. А вот промышленные предприятия обычно эксплуатируют разное по конструкции гибочное оборудование, называемое прессами. Они могут быть:
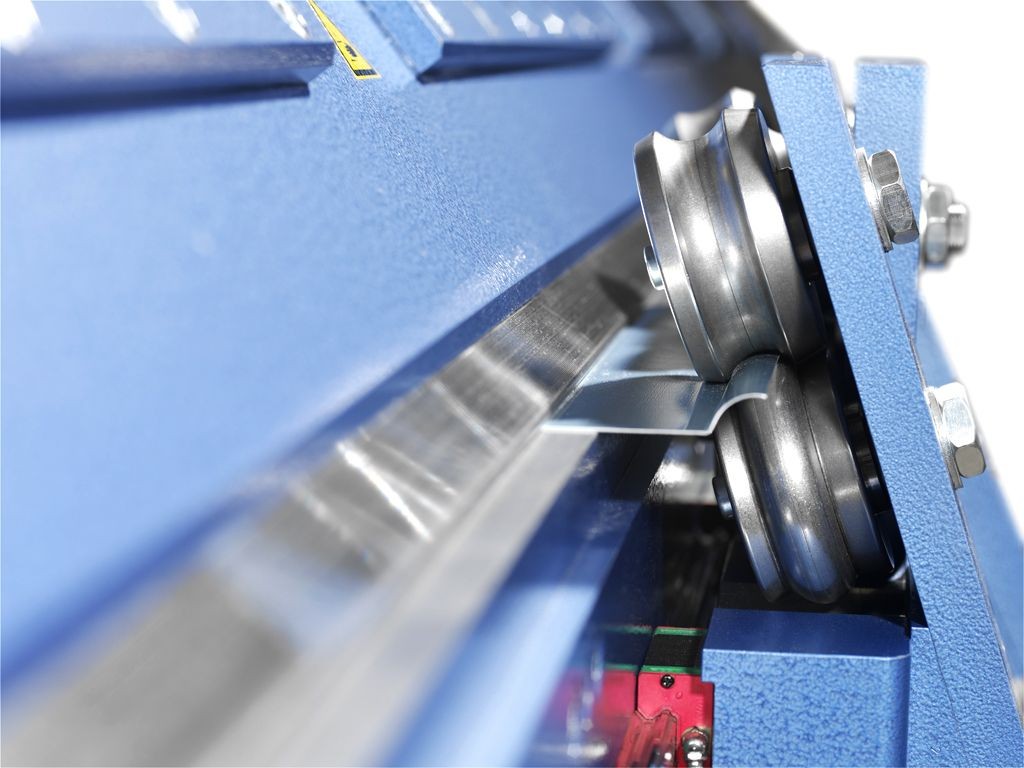
- Ротационными. Такие вальцовые агрегаты гнут листы в процессе их передвижения между специальными валками. Ротационные станки бывают стационарными и переносными. Их применяют для изготовления малых количеств больших по длине и габаритам заготовок.
- Поворотными. Листовой металл в этих прессах гнется за счет наличия в их конструкции гибочных балок и двух плит – неподвижной снизу и поворотной сверху. Такое оборудование идеально годится для обработки изделий с не очень сложным рельефом и с небольшими геометрическими размерами.
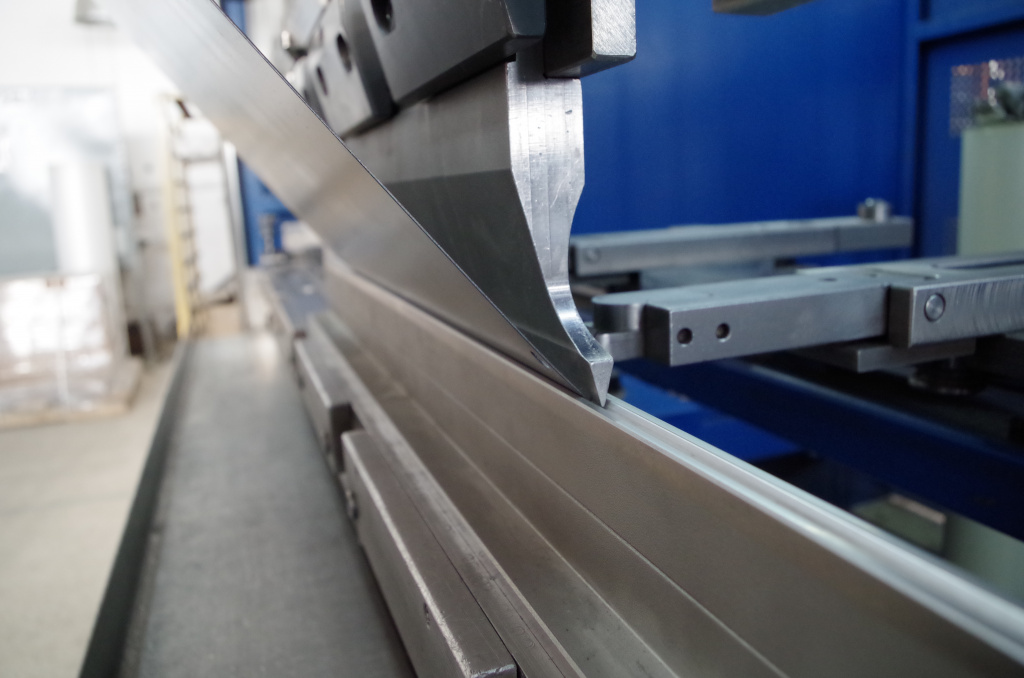
- Обычные прессы с пневматическим либо гидравлическим приводом. Они подходят для производства массовых и мелкосерийных партий изделий. Изгиб листов в них выполняется между пуансоном и матрицей, что дает возможность работать даже с толстыми металлическими заготовками. Гидравлические листогибы эксплуатируются чаще, чем их пневматические «собратья».
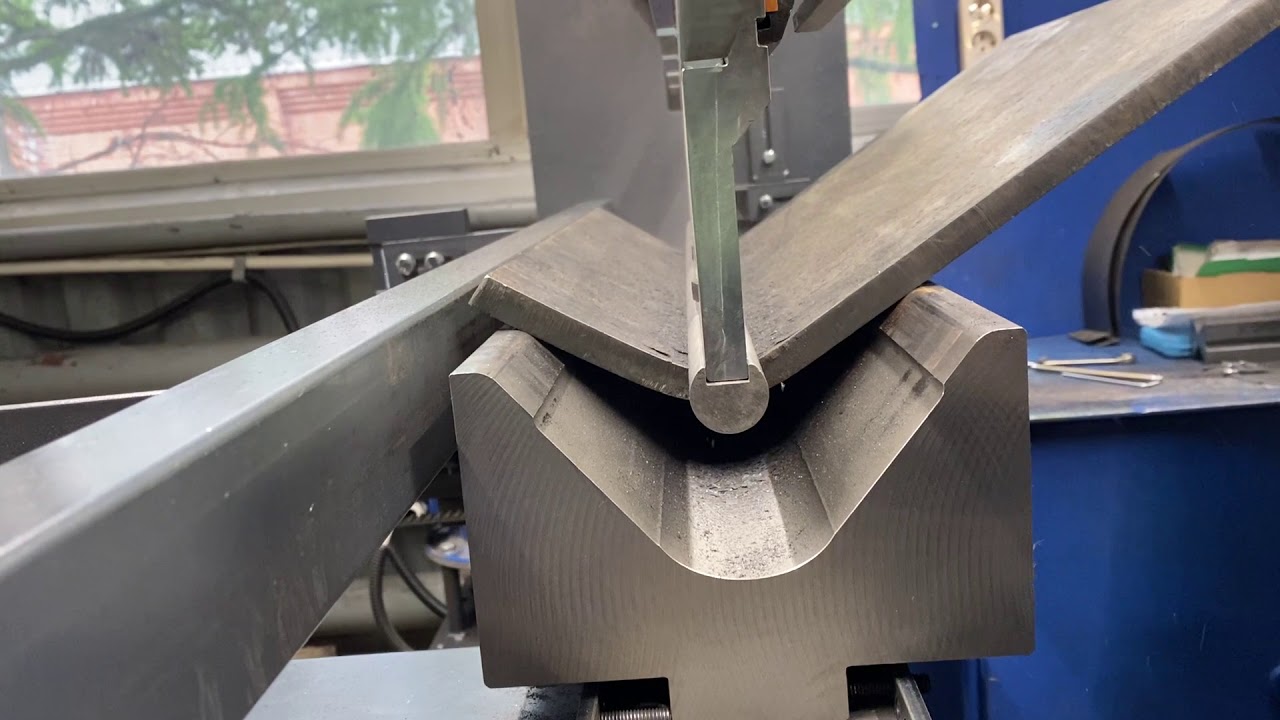
Стационарный ротационный станок
Ротационное оборудование считается самым современным. Оно работает автоматически (смотрите видео). Для его использования оператору не нужно выполнять расчет требуемого для операции усилия. Станки с поворотной балкой также являются высокоавтоматизированными. Обычные же прессы требуют активного участия человека в работе. Оператор должен подавать листы по одному на станок, контролировать положение заготовки на матрице в строго определенном положении. Такое оборудование часто используется на небольших предприятиях, работающих с металлическими изделиями.
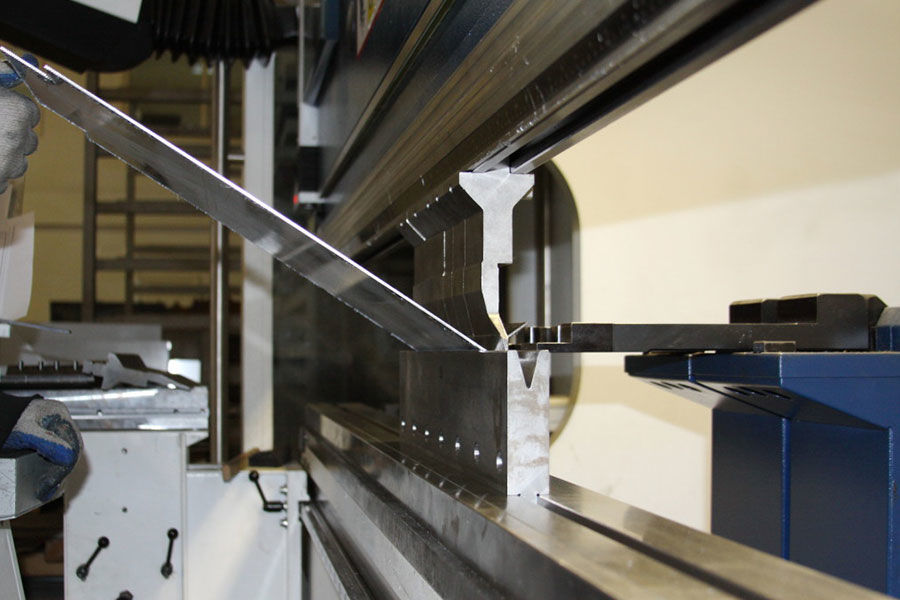
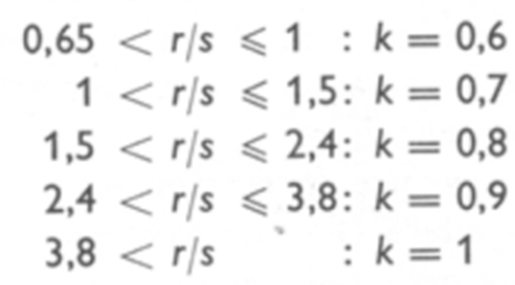
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
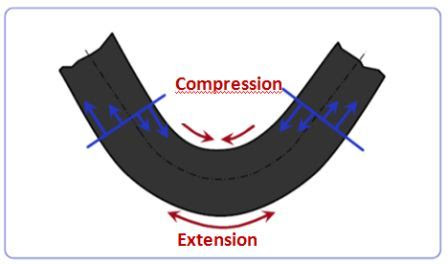
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Разновидности способов обработки листовой стали
Так как с листами работают чаще всего, остановимся на них подробнее. Основа классификации – в зависимости от привода. Он может быть:
- Ручной – это занимает достаточно много времени, поэтому чаще используется на небольших производствах и в частных целях. Основные инструменты – молоток и плоскогубцы или киянка, если слой очень тонкий. О высокой точности говорить не приходится, все делается практически на глаз, но для маленьких деталей этого часто оказывается достаточно.
- Автоматический – применяется оборудование, оснащенное пультом управления и электроприводом. Отлично подходит для серийного производства. Оператор только устанавливает заготовку и следит за правильностью выполнения процесса.
Разнообразие технологий
В зависимости от ориентированности заготовки гибка делится на продольную и поперечную.
При продольной выполняется одна только гибка, а при поперечной металл дополнительно вытягивают и осаживают. Такие процедуры выполняются, например, при отгибании бортов, высаживании заготовок.

- Продольная выполняется на станках, предназначенных для обработки металла холодным способом.
- Поперечная используется, если необходимо обработать толстую заготовку, или в том случае, когда радиус искривления не слишком большой, а холодная обработка приведёт к появлению значительных напряжений в структуре.
Если возникает необходимость нагревания заготовки, имеющей большую площадь, нужно учитывать вероятность появления на ней кривизны: она возникает по винтовой и сферической поверхности.
Если нагревание не применяется, кривизна не образуется: её образованию препятствует способность металла пружинить. При поперечной гибке металл нагревается практически всегда.
огда обрабатываются заготовки, представляющие собой плоские листы металла, например, при изготовлении судовых корпусов, их изгибают в холодном состоянии без нагревания и без осаживания, используя для того специализированные прессы.
Когда обрабатываются кромки и проделываются отверстия, гибку производят в горячем виде: тогда при повышении температуры изменяется расстояние между отверстиями, а кромки при вытягивании и осаживание изменяют очертания.
Когда используют холодную гибку, сначала обрабатывают кромки, на следующем этапе проделывают отверстия, и лишь после этого заготовку сгибают.
Классификация и особенности процесса
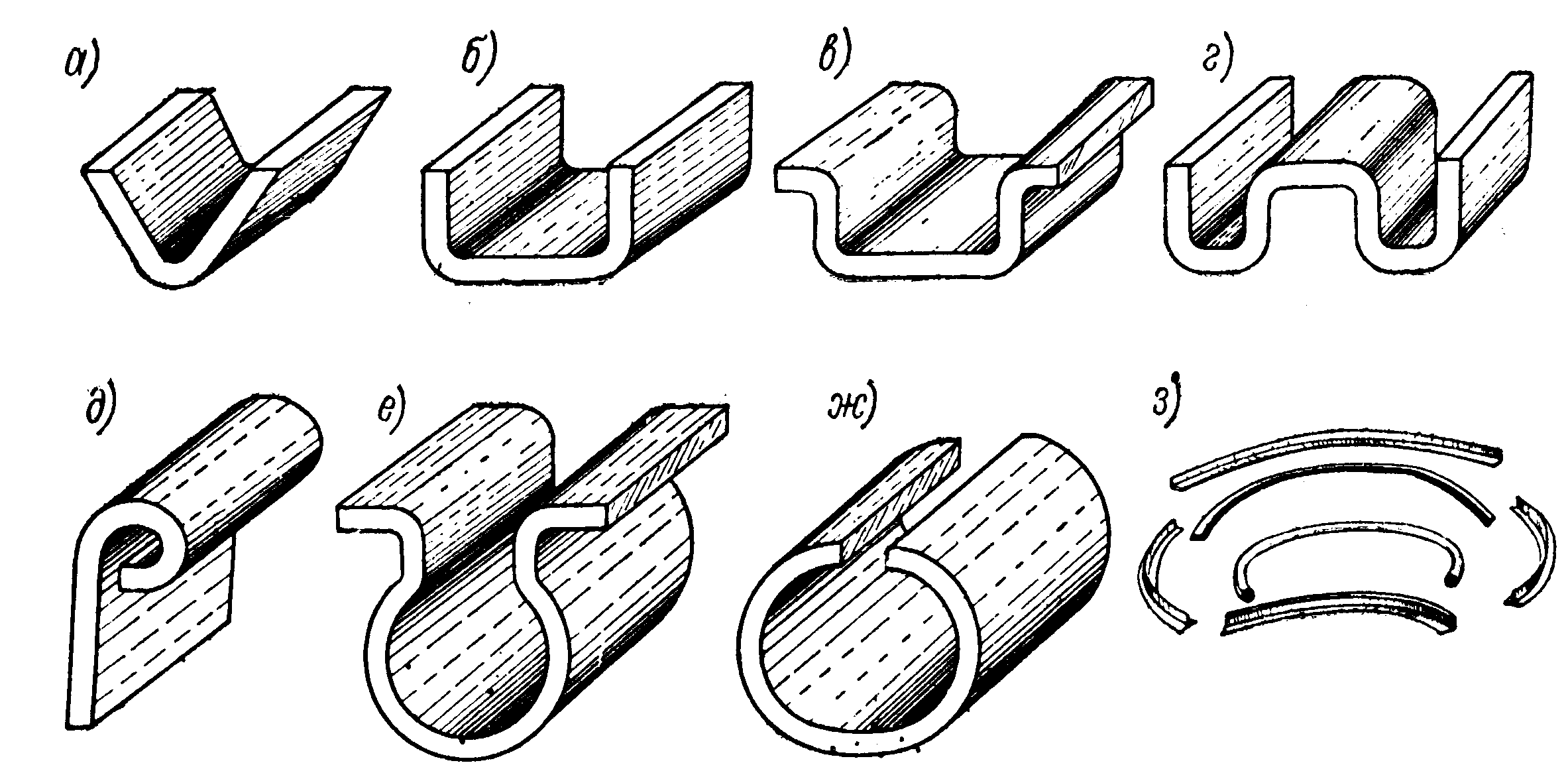
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
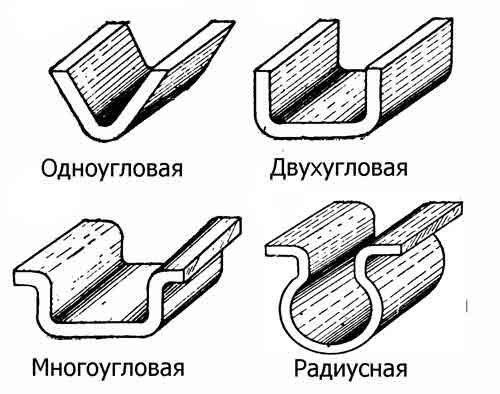
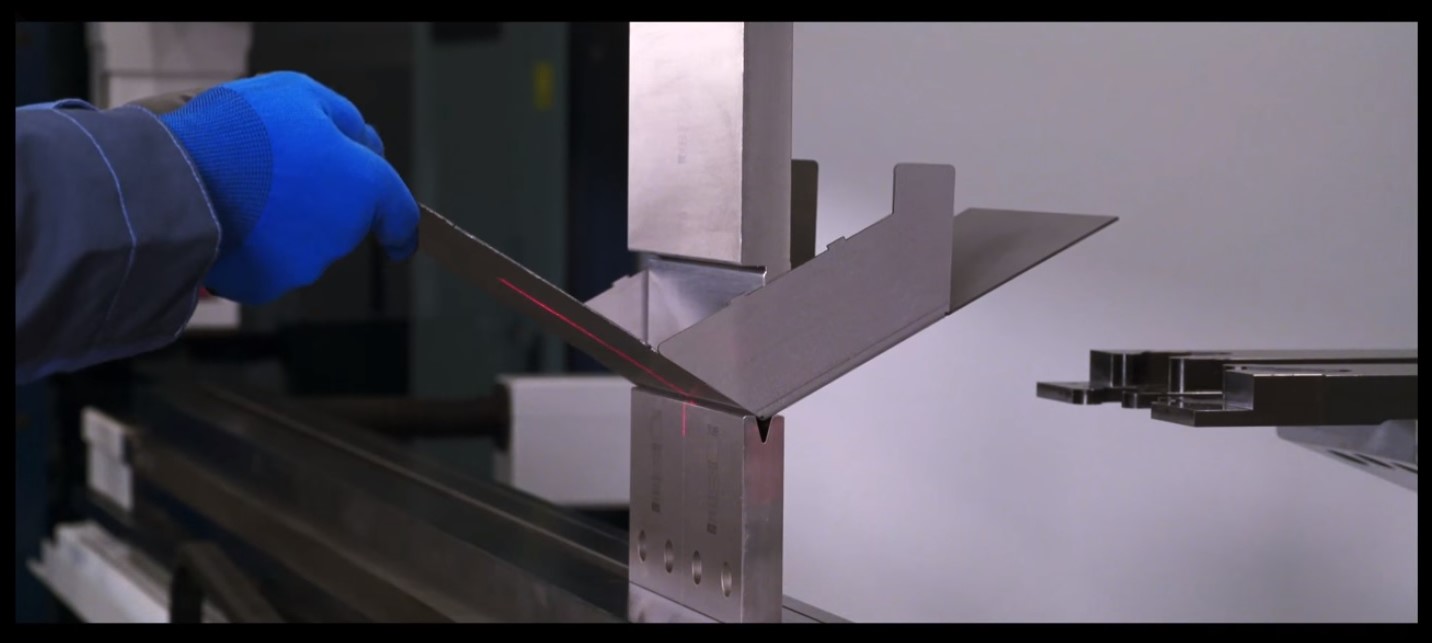
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
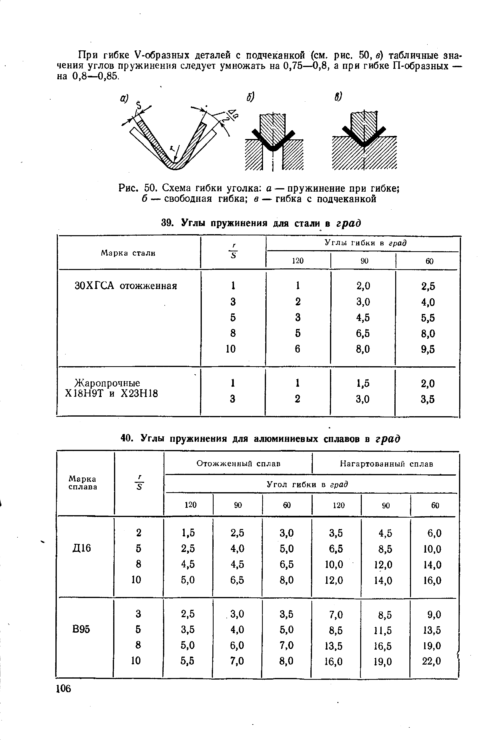
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:

- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Приспособления, применяемые при гибке.
Приспособления для нагрева труб перед гибкой обеспечивают нагрев трубы в месте изгиба или изгибаемой заготовки в целом. Для этих целей служат установки токов высокой частоты (ТВЧ), пламенные печи, горны и паяльные лампы.
Специальные приспособления для гибки предназначены для выполнения определенного вида работ с определенными изделиями.
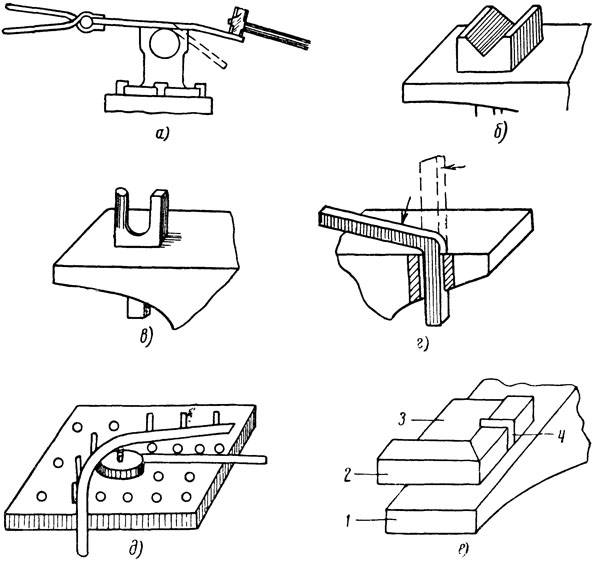
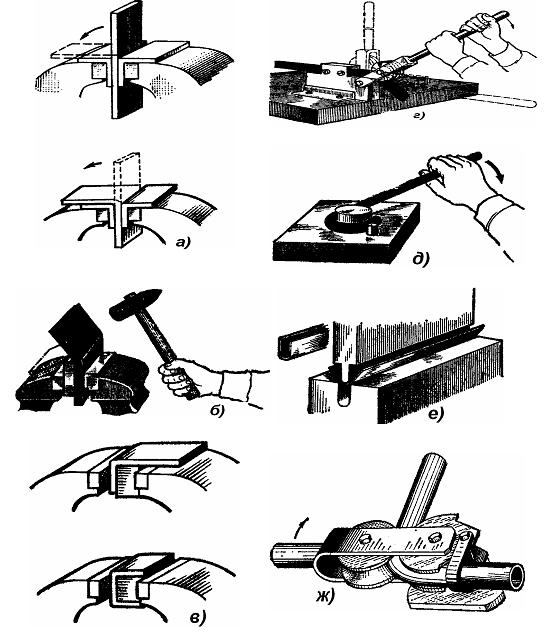
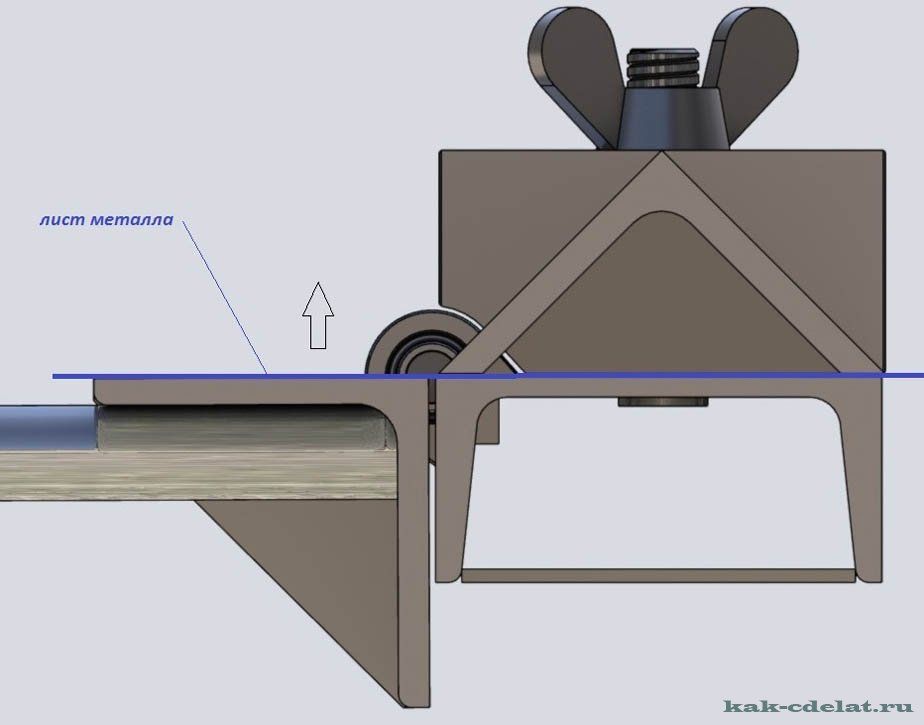
При гибке следует придерживаться следующих правил:
- при изгибании листового и полосового материала в тисках разметочную риску следует располагать точно по уровню губок тисков. Полосовой материал толщиной свыше 3 мм следует изгибать только в сторону неподвижных губок тисков;
- при гибке из полос и круглого проката деталей типа уголков, скоб, крючков, колец необходимо предварительно рассчитать длину элементов и общую длину заготовки, размечая при этом места изгиба;
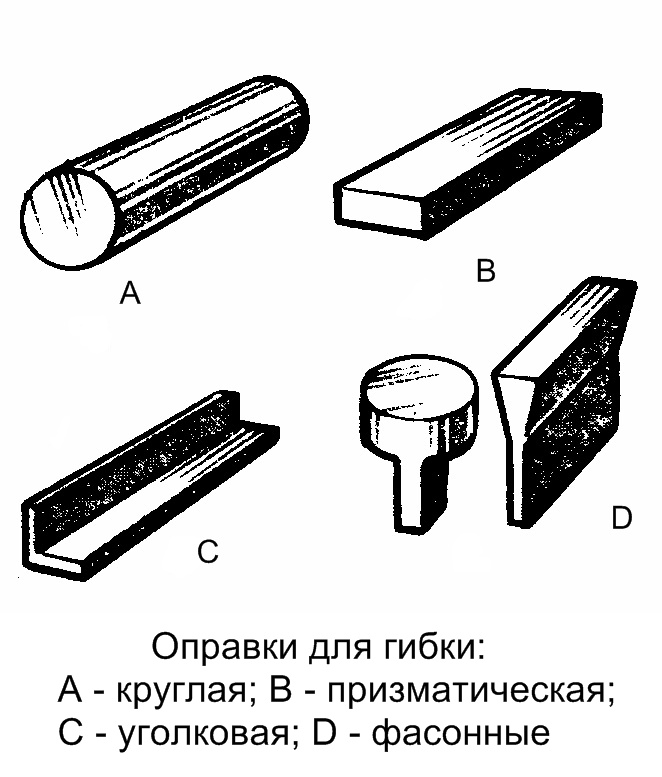
- при массовом изготовлении деталей типа скоб следует применять оправки, размеры которых соответствуют размерам элементов детали;
- при гибке труб любым методом шов должен располагаться внутри изгиба.
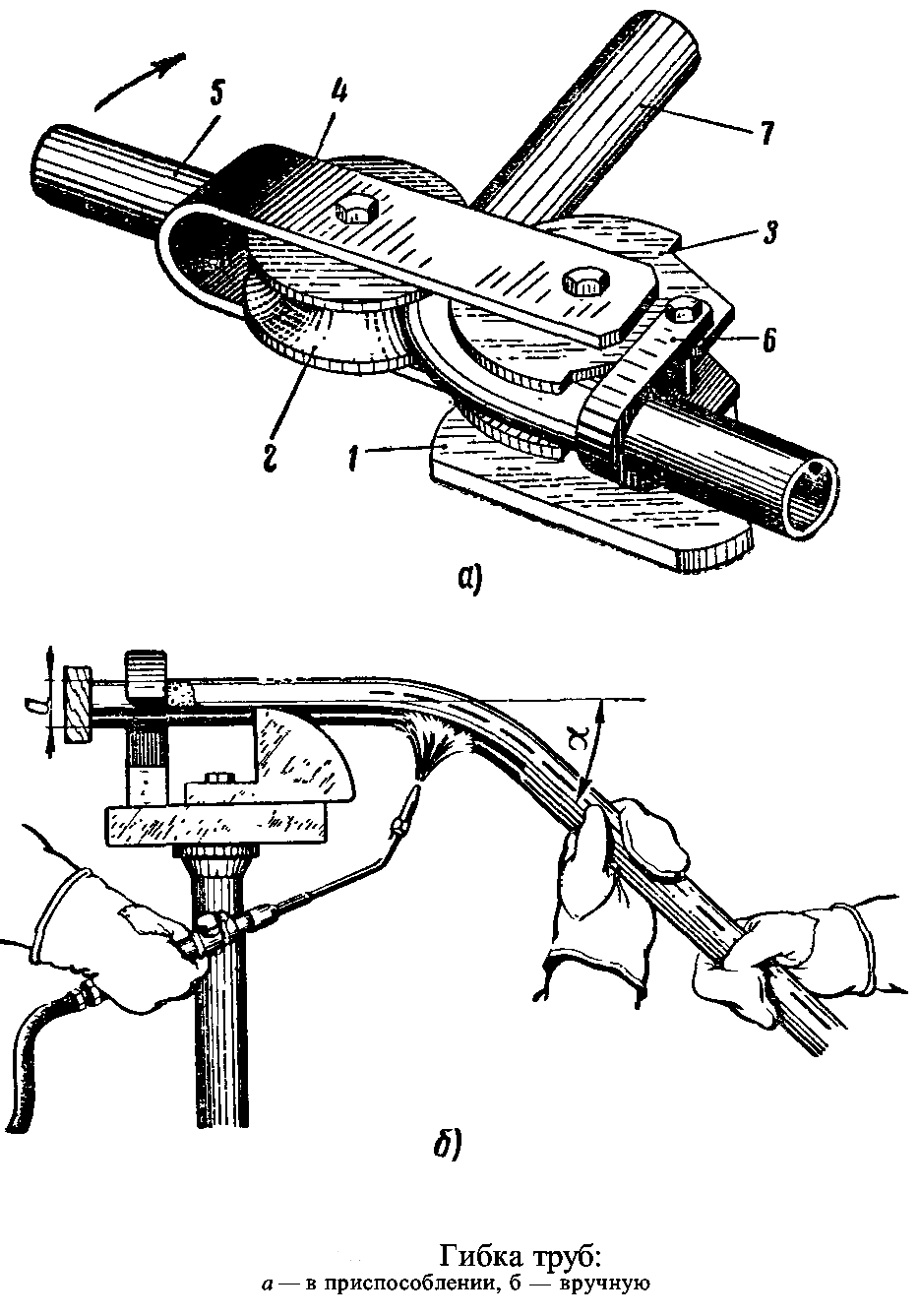
Последовательность выполнения работ при гибке зависит от типа заготовки. Особое место при выполнении гибочных работ занимают гибка труб и навивка пружин.





Гибка труб может производиться как в холодном, так и в горячем состоянии.
Гибка труб в холодном состоянии выполняется в следующей последовательности:
- нагревают трубу до температуры 600…700 °C и охлаждают на воздухе до температуры окружающей среды;
- один конец трубы закрывают пробкой и заполняют ее наполнителем (сухой просеянный песок), нанося легкие удары молотком по стенкам трубы для обеспечения ее полного и плотного заполнения, после чего второй конец трубы также закрывают пробкой;
- изгибают трубу на оправке необходимого диаметра;
- извлекают из трубы пробки и удаляют наполнитель.
Гибка труб в горячем состоянии выполняется так же, как и в холодном. Отличие состоит в том, что после заполнения трубы песком ее нагревают в месте изгиба паяльной лампой.
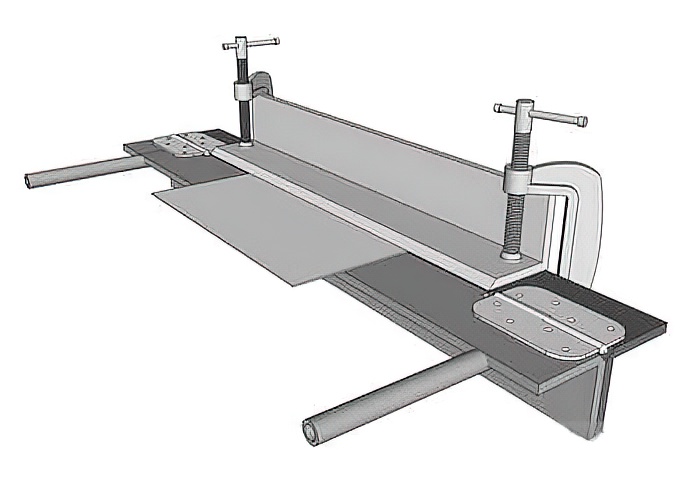
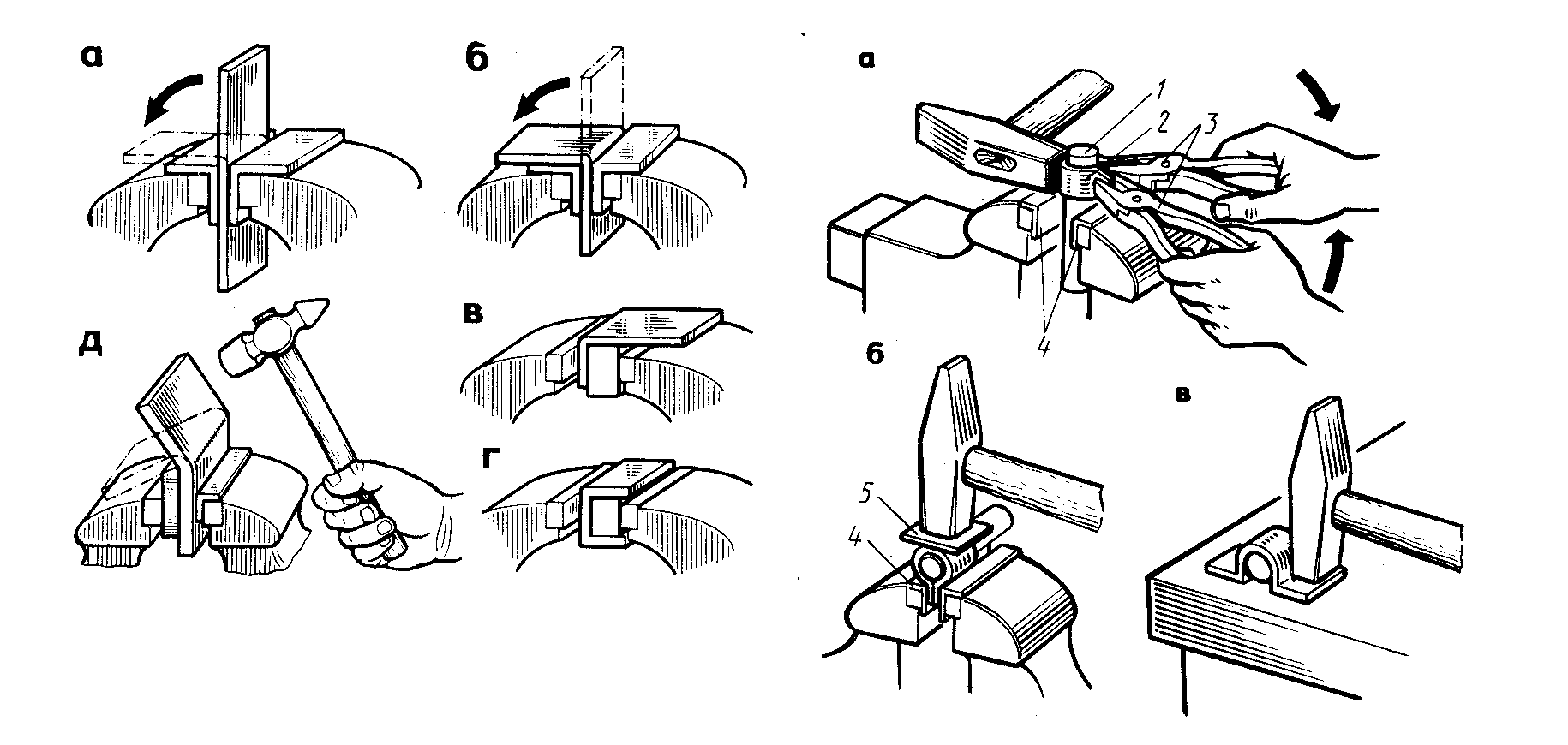
Навивка пружин вручную (рис. 1) осуществляется на оправке в слесарных тисках следующим образом:
- выбирают по размеру стальную цилиндрическую оправку 2 и изгибают ее;
- сверлят отверстие диаметром на 1…1.5 мм больше диаметра проволоки 1, используемой для навивки пружины;
- проволоку, необходимую для навивки пружины, рихтуют и отрезают кусок необходимой длины;
- один конец проволоки вводят в отверстие оправки;
- оправку с проволокой закрепляют в тисках между двумя деревянными прокладками 3 из твердых пород дерева (дуб, бук);
- навивку пружин производят, вращая оправку за рукоятку и наблюдая при этом за тем, чтобы витки проволоки ложились на оправку плотно, один к другому;
- оправку с навитой на нее пружиной извлекают из тисков и снимают пружину;
- на концах готовой пружины изгибают петли-крючки.
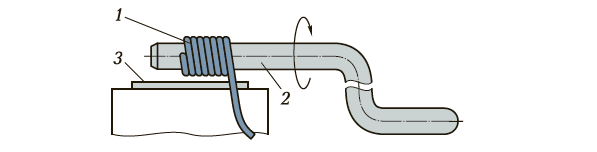 Рис. 1. Схема навивки пружины вручную: 1 — проволока; 2 — оправка; 3 — прокладка
Рис. 1. Схема навивки пружины вручную: 1 — проволока; 2 — оправка; 3 — прокладка
Типы гибки металла в зависимости от инструментов, применяемых при процессе
Для ручной процедуры применяются любые тиски. Это могут быть пассатижи. Второе приспособление – молоток или киянка. Первый более крепкий, работа с ним идет быстро, но если образец имеет хрупкую структуру или очень тонкие стенки, то следует использовать деревянный мягкий молот.
Более сложные операции возможно производить на специализированном оборудовании – листогибах или вальцах. Они бережнее относятся к материалу, а также позволяют добиться точности процесса. Очень удобно, если одна станина подходит для ряда методов металлообработки и может быстро подстраиваться под необходимость, например, совмещать и резку, и изгиб.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 120, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…6000С, а для низкоуглеродистых 180…2000С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс
Важно, чтобы материал был в необходимой мере пластичным
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
На нашем сайте вы найдете еще много информации о гибке листового металла! Читайте статью “Оцифровка работы гибочного станка”!
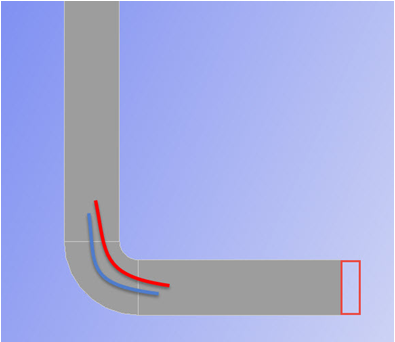
K-фактор (коэффициент положения нейтральной линии)
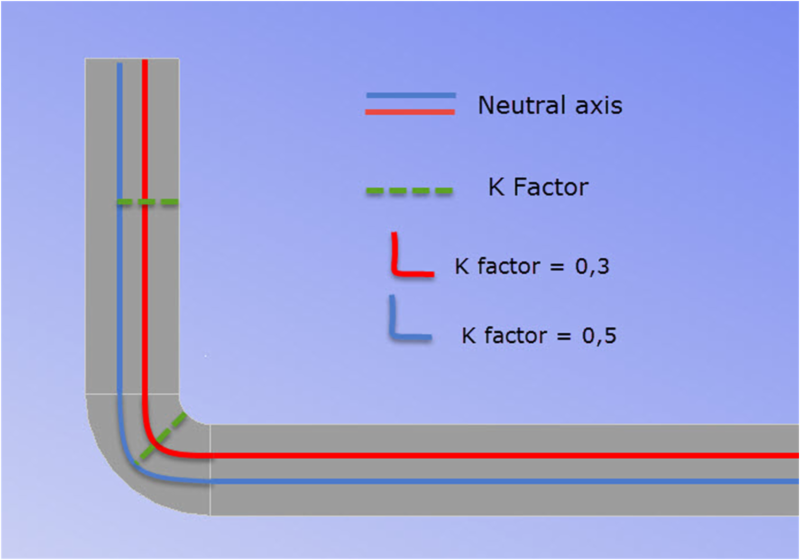
При гибке на листогибочном станке, внутренняя сторона металлического листа сжимается, а внешняя, наоборот, растягивается. Это означает, что есть место на листе, в котором волокна не сжимаются и не растягиваются. Это место называется “нейтральной линией”. Расстояние от внутренней части сгиба до нейтральной линии называется К-фактором, коэффициентом положения нейтральной линии.
Изменить этот коэффициент невозможно, так как он является постоянным для каждого типа материала. Он выражается в виде дробей, и чем меньше К-фактор, тем ближе нейтральная линия будет расположена к внутреннему радиусу листа.
K-фактор = тонкая настройка
Значение К-фактора влияет на плоскую заготовку, возможно, не настолько, как влияет радиус детали, но следует учитывать его при тонкой настройке расчетов для заготовок. Чем меньше К-фактор, тем больше материал растягивается и “выталкивается”, заставляя заготовку быть “больше”.
Прогнозирование К-фактора
В большинстве случаев мы можем прогнозировать и настраивать К-фактор при выполнении расчетов плоской заготовки.
Необходимо провести несколько испытаний выбранной V-образной выемки и измерить радиус детали. Если необходимо более точно рассчитать К-фактор, можно воспользоваться формулой расчета К-фактора для гибки, приведенной ниже:
Решение примера:
B = 150 + 100 + 60 +BA1 + BA2
Прогноз К-фактора
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Оба сгиба меньше или равны 90°:

что означает:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10








B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
Итого:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8мм
Автор методики: Хулио Алькасер, менеджер международных продаж Rolleri Press Brake Tools
Комментарий Dreambird
Обработка листового металла на современных производствах часто используется для изготовления деталей, точное соблюдение размеров которых критично. Более того, в условиях, когда скорость изготовления ценится превыше всего и от нее зависит, получит ли субподрядчик заказ на изготовление деталей, производители стараются избегать траты времени на выполнение калькуляции вручную, выполнение различных тестов и исправление допущенных ошибок. Использованный в статье метод, несомненно, может считаться точным и изложенные в нем формулы полезны, но постоянное использование их при расчетах ведет к дополнительным временным затратам на производстве.
Сегодняшние листогибочные прессы зачастую оснащены стойками ЧПУ и последовательность гибки конкретного изделия может быть задана на компьютере непосредственно после проектирования изделия. При наличии готового файла с геометрией плоской развертки последовательность гибки, требующаяся для ее выполнения, также рассчитывается на компьютере после непосредственного импорта этого файла в специализированное CAD/CAM-решение для гибки.
Современное автономное программное решение Radbend, часть CAD/CAM-комплекса Radan для обработки листового металла, является мировым лидером среди приложений аналогичного характера. Все изложенные в статье расчеты заложены в Radbend в виде алгоритмов и не требуют расчетов вручную. Гибка детали выполняется в среде Radbend так, как она будет выполнена на самом деле, затем “слишком длинные” стороны подгоняются для абсолютной точности. Далее уже согнутое изделие отправляется в модуль Radan3D, где на его основе создается заготовка, при расчете длины которой учитывается ранее выполненная в Radbend подгонка. Таким образом при производстве изделия будут соблюдены все требуемые параметры и обработка будет выполнена корректно уже с первого подхода.
Radbend позволяет заранее определить технологичность изготовления детали, генерируя и показывая графически полную симуляцию обработки и последовательность гибки, помогая подобрать инструмент и расположить упоры. С помощью этого модуля можно избежать проблем, часто возникающих на производстве – предотвратить столкновения инструмента, изделия и частей станка.