
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
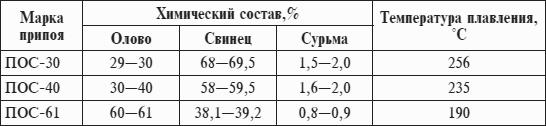
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
Вред хлорида олова
Пищевая добавка Е512, созданная на основе хлористого олова, на сегодняшний день еще не прошла всех исследований. При употреблении в пищу он способен вызвать серьезную интоксикацию. Возможно, после более глубоких изучений, направленных на снижение негативных свойств вещества, оно станет разрешенным для территории стран СНГ. Сейчас же есть более другие добавки, которые прошли все испытания и являются абсолютно безопасными для человека. Их свойства такие же, как и у хлорида олова. Например, обычная поваренная соль является хлоридом натрия, без определенных доз которого, в человеческом организме произойдет сбой, и он не сможет полноценно развиваться. Особенно это касается маленьких детей. В свою очередь олово является ненужным элементом в организме, т.к. содержит много токсичных примесей. Человек без него сможет обходиться, не испытывая при этом какого-либо дискомфорта.
Кузовной ремонт с помощью лужения
Еще в прошлом веке многие из отечественных и импортных легковых автомобилей прямо на конвейере покрывали слоем олова. И делалось это более не для того чтобы противостоять коррозии, а дабы вывести формы задуманные конструктором и дизайнером. Все дело в том, что заводские штампы имели большие погрешности, производство было несовершенным. В итоге формы кузова просто выводились вручную мастерами из олова. На машину могли нанести более десятка килограмм олова, причем на новую машину и это было в норме вещей. Именно отсюда и пошла легенда о не гниющих Волгах и Победах, но времена совсем уже другие, а машины тоже не все и не всегда чинят с помощью лужения оловом. Так вот, не смотря на все старое, все новое является им же, но хорошо забытым. Те кто помнят об этой истине могут познакомиться с материалом настоящей статьи. В ней мы расскажем об альтернативе шпаклевки, которая вроде как заменила все в кузовном ремонте, но не всегда удовлетворяет на все сто.
Особенно это актуально тогда, когда металл очень тонкий и «лепить» шпаклевку просто не к чему…
Первым делом как всегда разборка лишнего: бампер, усилители, фары.
Теперь спотером вытягиваем крыло насколько это возможно. Само собой все делается в несколько заходов.
Самый низ туда же.
После рихтовки видны следы от спота. такие как отверстия от гвоздей и не дотянутое ребро. конечно можно все закидать это шпатлевкой, но рано или поздно все это вылезет. Как показывает практика на ребрах и арках, особенно в нижней части соприкосновения с бампером, где есть трение и удары, такое дольше года не держится. Поэтому будем лудить.
Здесь надо сказать, что кислота и обычное олово в кузовных работах не идут, ибо сгниет это все быстрее чем шпатлевка. Для этого есть специальная паста, типо такой или аналоги. Удовольствие не из дешевых. Это не одно и тоже что паста для сварки трубопроводов из меди…
Наносим пасту. При всей дороговизне, хватает ее очень на долго. Если постоянно заниматься таким видом ремонта, то не на один год хватает банки всего в 1 кг.
Нагревать пасту можно 3 способами:
— феном с регулировкой температуры, что более безопасно; — автогеном, но это лишние проблемы с баллонами кислорода и пропана и кучей шлангов; — самый простой способ портативная горелка.
любым из этих трех способов обжигается эта паста и получается такая залуженная подложка готовая для нанесения основного массива олова
Фактически в пасте уже содержится немного олова, которое создает основу и флюсов способствующих лучшей адгезии с металлом. Теперь подключаем «тяжелую артиллерию». Олово идет кузовное, ПОС-30. Однако нынешнее, которое продается якобы под этой маркировкой — не подойдет. Нужно совдеповское, старое. Если такого нет, то маркировка такая Pb74 Sn25 Sb1, что соответствует свинца 74% олово 25% и сурьма 1%. В данном соотношении коридор плавки достаточно широкий, что позволяет сформовать плоскость в комфортных условиях. т.е. оно не успеет стечь у вас с вертикальной поверхности, пока вы с ним работаете.
Наносим олово снизу, дабы нижние ряды удерживали верхние. Здесь как с укладкой плитки на стену. Никак ни с верху вниз!
Продолжаем в том же духе.
Теперь, когда поверхность которую нам предстоит формировать покрыта оловом, берем вот такие несложные приспособления. По сути это деревянная гладилка и пчелиный воск. Гладилку можно изготовить другой формы, но такой «свисток» самый востребованный. Пчелиный воск нужен для того, что бы олово не прилипало к дереву. Теперь нагреваем и ровняем так же снизу вверх. Сформованные секторы должны держать верхние, которые предстоит нагревать и еще ровнять.
Получилось примерно вот так. До идеала далеко, но все же.
На помощь приходит кузовной рубанок. Это вот такое изогнутый напильник. Снимать мягкий металл им легко. Главное не переусердствовать.
Вот так получилось.
Теперь в помощь шлифовальная машинка. В некоторых местах металл не столько снимается, сколько деформируется и разравнивается.
В итоге получается вот так. Теперь надо убрать щелочную среду насколько это возможно. Промываем все водой с содой или чем-то таким.
Обезжириваем. Все на этом восстановление форм закончено. Вот такой способ лужения кузова, который может вполне составить конкуренцию для шпатлевки кузова.
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.






В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
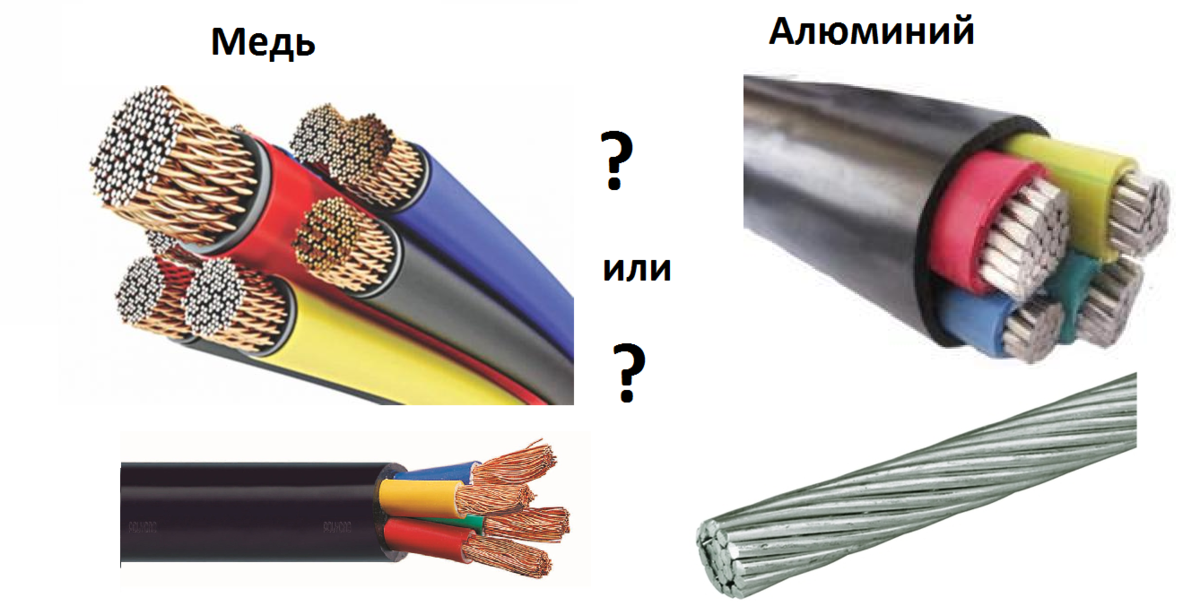
Отличительные параметры
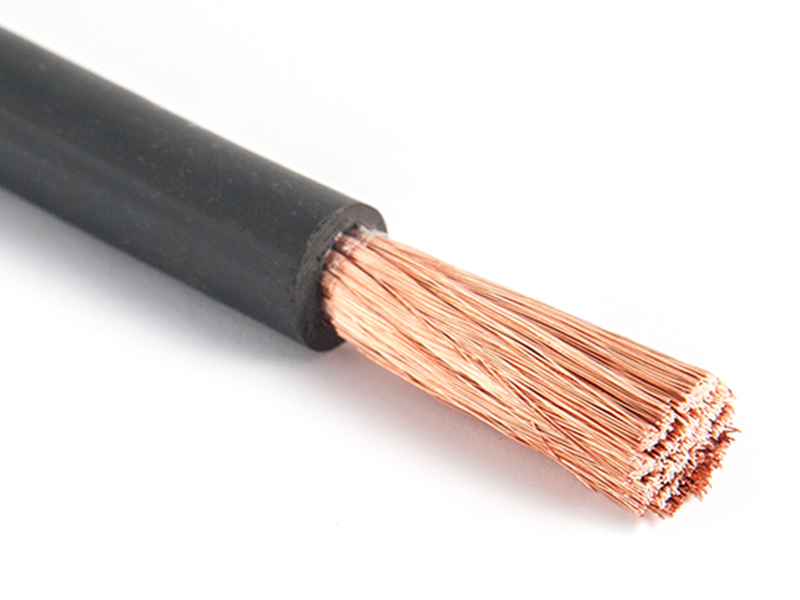
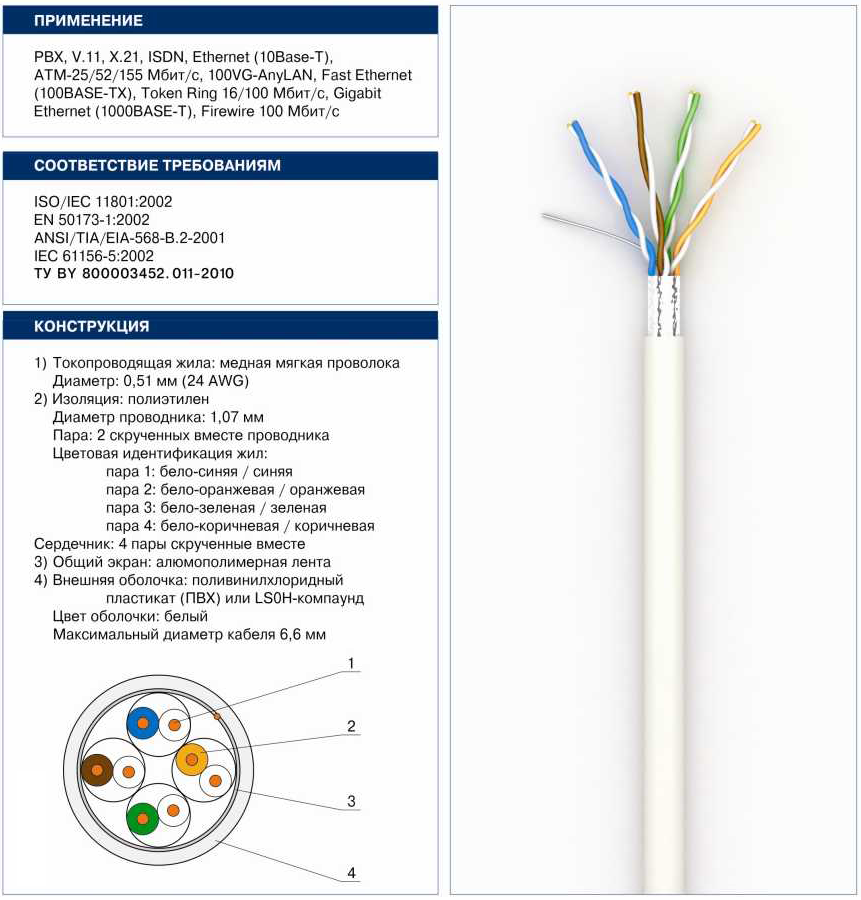
Луженая медь имеет высокую пластичность, отлично поддается механической обработке. Именно этот материал применяется в электротехнике для изготовления токопроводящих жил медных кабелей, оплетки для продукции военного и гражданского предназначения.
Попробуем выяснить, чем отличается луженая и нелуженая медь. Первый вариант в большей степени защищен от внешних воздействий, так как проволока покрыта слоем олова. Этот металл предохраняет металлическую нить от любых проявлений коррозии, давая материалу повышенную прочность на разрыв. Луженая медь не ломается при перегибах.
Лужение проводов: технология, назначение, инструменты, варианты и инструкция
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод. Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д
Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:





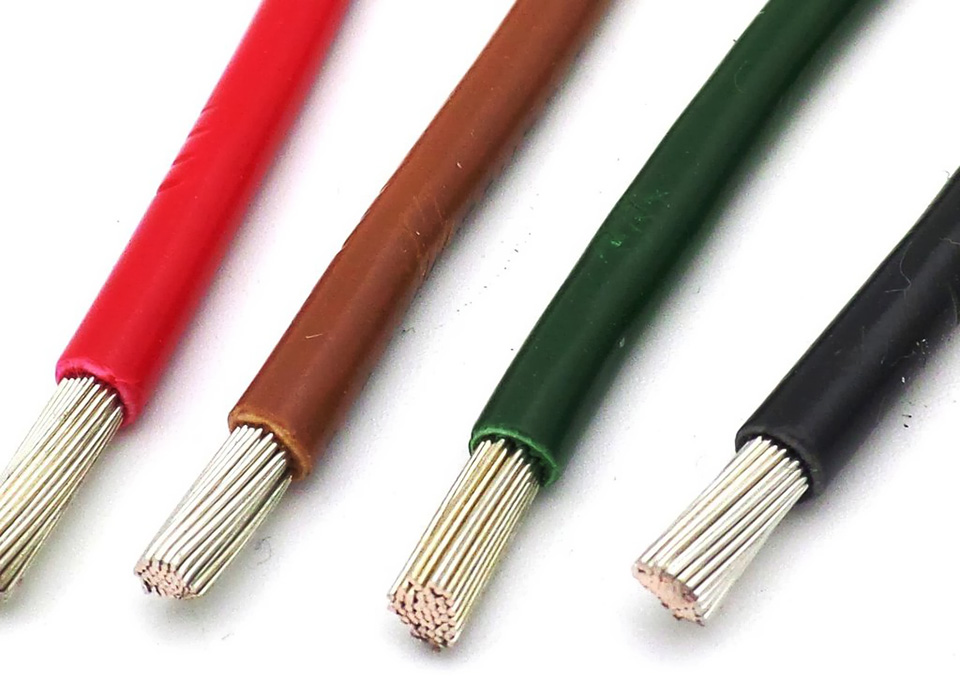
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
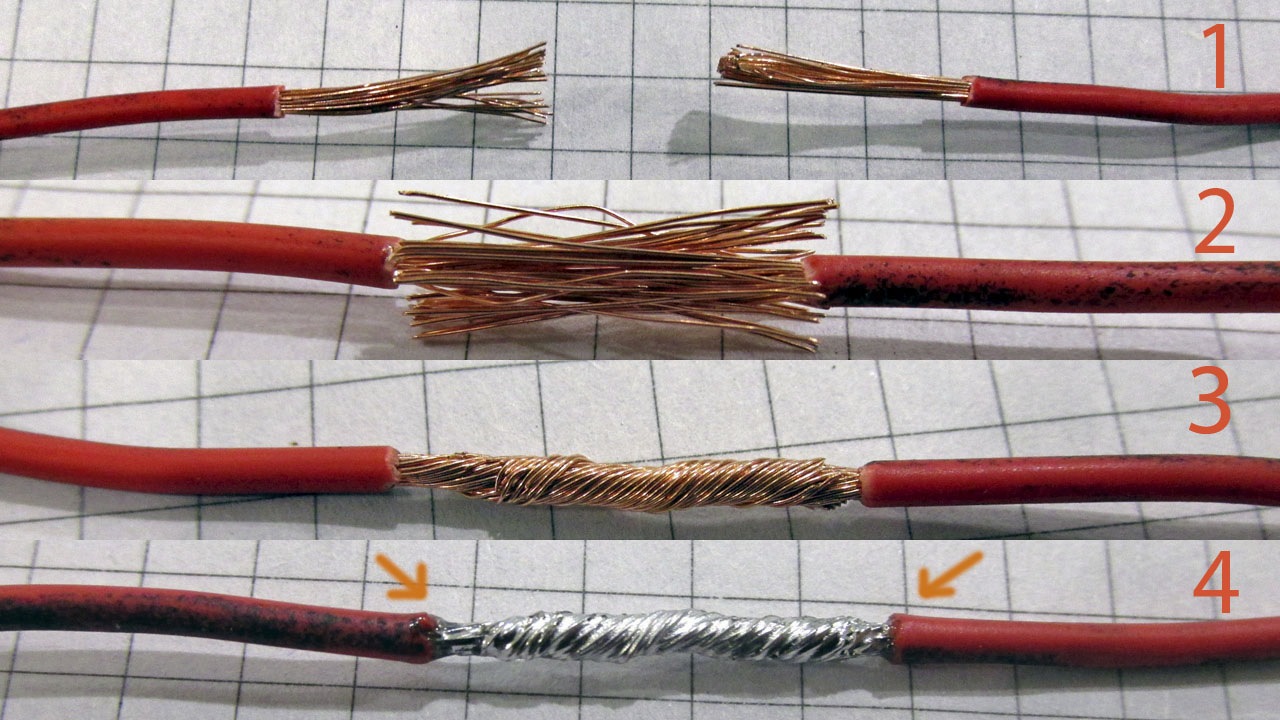
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
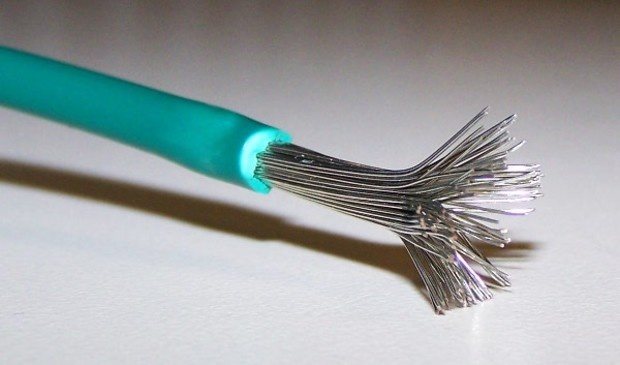
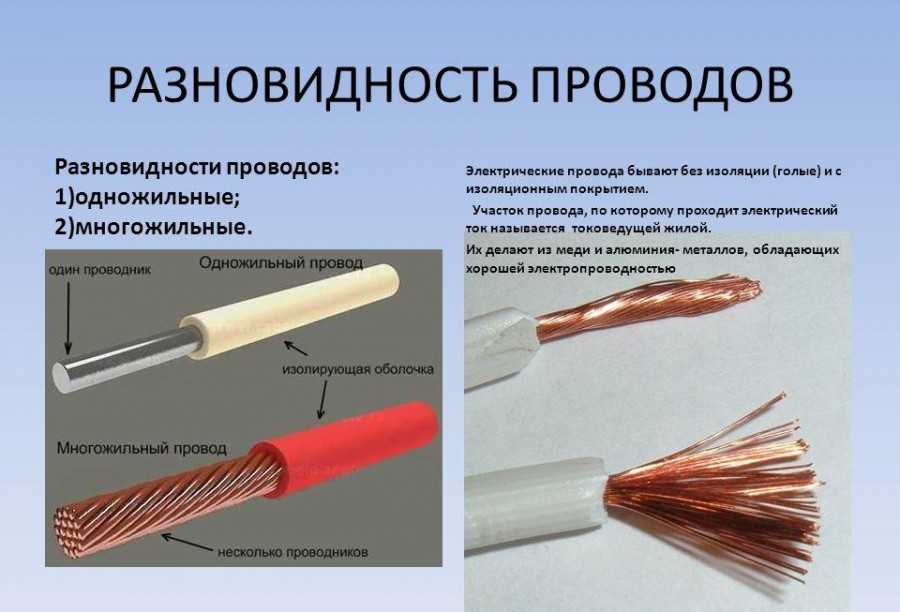
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Луженая медь – цена за кг лом

Лужение – процесс, представляющий собой нанесение тонкого слоя расплавленного олова, другого металла или его сплава на поверхность изделий из металла. В первую очередь это относится к стальным и железным изделиям. Лужение необходимо для того, чтобы защитить металл от коррозии и подготовить его к пайке, так как луженая поверхность лучше поддается смачиванию припоем.
Наши цены на прием меди
Вид медиЦена за кг, руб
| Лом меди блеск | 370-405 |
| Кусок меди | 365-395 |
| Медный микс | 355-385 |
| Лом меди жженка | 355-380 |
| Лом луженой меди, пережженные отходы | 335-350 |
Что такое луженая медь?
Луженой медь становится после ее обработки оловом, иным металлом или его сплавом. В большинстве случаев медь покрывается именно оловом, так как этот элемент отличается небольшой стоимостью и при этом придает изделию из меди новые свойства: прочность, устойчивость к повреждениям и другие.
В итоге материал становится более прочным, срок его службы увеличивается, также он не поддается внешним негативным явлениям по типу коррозии. Покрытие из олова предохраняет материал от химической агрессии и механических повреждений в результате ударов или падений.
Луженая медь широко используется в строительно-ремонтной сфере, при производстве водосточных систем и в производстве электротехники. Наша компания занимается приемом луженой меди. Также нам можно сдать медь дорого.
Область использования луженой меди и ее маркировки
За счет таких полезных свойств как прочность и долговечность, луженая медь обладает широким кругом применения и используется в следующих сферах:
- электротехника;
- промышленность;
- строительство.
Оловянное напыление наделяет изделие из меди прочностью и высоким уровнем защиты от отрицательного влияния окружающей среды, что в совокупности позволяет повышать нагрузку натяжения до максимума.
В строительной сфере луженая медь зачастую применяется в процессе отделки парадных стен сооружений и крыш, когда устанавливаются водосточные системы. Подобный сплав цветмета за счет устойчивости к осадкам и резким изменениям температур может быть использован на улице без риска, что он прослужит недолго. Если говорить про эстетическую составляющую, то луженая медь обладает спокойным серебристым оттенком, который привлекает и не напрягает взгляд.
Использование определенного количества добавок и легирующих элементов во время производства меди прямо влияет на наличие определенных свойств у сплавов. Одни из них могут обладать антифрикционными и высокопрочными свойствами, а другие могут обладать высоким уровнем устойчивости к химическим изменениям. Наиболее распространены сплавы, в которые при производстве были добавлены следующие элементы: цинк, марганец, алюминий и магний.
Несмотря на это, в промышленной сфере эксплуатации поддаются варианты со многими другими химическими элементами. Для того чтобы определить конкретный состав сплава, в соответствии с ГОСТ 859-2001 была разработана специальная таблица со свойствами и соответствующими маркировками.
Инструменты и посуда для лужения металла
Измерительные инструменты. Изделия при лужении измеряют при помощи металлического складного метра, стальной масштабной линейки, штангенциркуля и др.
Лудильные клещи (рис. 97,а) применяют для поддержания изделий. Они весьма удобны для работы и благодаря изогнутым дугообразным щекам обеспечивают беспрепятственный доступ олова к поверхности облуживаемых изделий.
Шаберы применяют для очистки поверхности изделий от посторонних веществ соскабливанием.
Плоские поверхности обрабатывают плоским шабером (см. рис. 85), снимая слои металла при движении вперед, а вогнутые поверхности — изогнутым шабером (рис. 97,6), перемещая шабер вбок слева направо. Кроме этих, используют шаберы с загнутым концом (рис. 97, в) для снятия тонкого слоя металла в углах, где трудно работать плоским шабером.
Кисти. Волосяные кисти (рис. 97, г) применяют для смазки изделий кислотой и удаления с них посторонних веществ. Кисти оберегают от загрязнений и промывают в керосине, так как при пользовании загрязненной кистью нельзя получить чистую поверхность изделия.
Паяльные лампы (рис. 98) применяют для нагревания изделий и припоев. Наиболее распространенными паяльными лампами являются керосиновые. Они характеризуются емкостью резервуара, длиной пламени и давлением, которое создается в резервуаре при подготовке паяльной лампы к работе. Применяют керосиновые паяльные лампы емкостью 0,5; 1; 1,5; 2; 3; 4 л. Длина пламени ламп указанных емкостей соответственно 190, 270, 270, 440, 440, 560 мм. Керосиновые паяльные лампы работают с давлением до 3 ат.
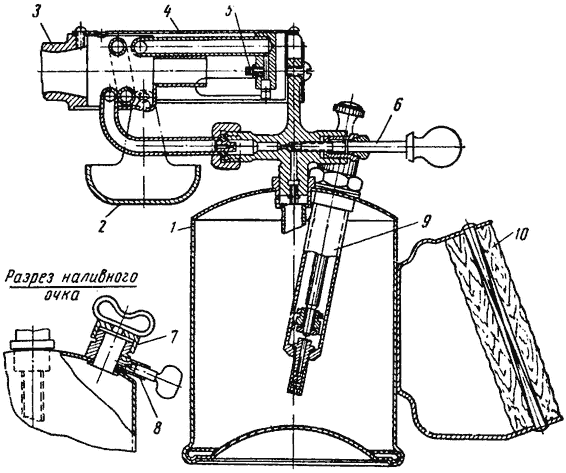
Основной частью паяльной лампы является горелка 4. Она состоит из трубки красной меди или латуни, согнутой кольцеобразно; один конец трубки имеет форсунку 5 с ниппелем, а другой — соединительную гайку. Вся горелка закрыта металлическим кожухом с несколькими прорезами для прохода воздуха. На конце кожуха крепится направляющее сопло 3. Кожух имеет двойное назначение: он служит для концентрации тепла около змеевика и является камерой для образования горючей смеси. К кожуху прикрепляется подогреватель 2 для разжигания лампы.
Резервуар 1 лампы наполняют керосином на 3/4 емкости через очко 7. Затем в подогреватель наливают денатурат или бензин и зажигают: запорный кран 6 при этом закрыт, а воздушный винт 8 открыт. Горящий денатурат или бензин нагревают змеевик горелки. Когда денатурат или бензин начнет догорать, закрывают воздушный винт и постепенно открывают запорный кран. После этого насосом 9 создают небольшое давление в резервуаре, в силу которого горючее по трубке, соединенной с ниппелем корпуса запорного крана, поступит в змеевик горелки, где начнет испаряться и выходить в газообразном состоянии из форсунки. Создавать сразу большое давление нельзя, так как горючее не успеет испариться и будет выбрасываться из форсунки в жидком виде, одновременно охлаждая змеевик. После того как змеевик нагреется, давление в резервуаре повышают, но не более чем до 3 ат. Регулировать силу пламени необходимо запорным краном. Нормальное пламя имеет светло-синий цвет с температурой в рабочей зоне до 1000° С.
При разжигании паяльной лампы перед ней ставят металлический экран, так как керосин, не успевший испариться, может быть выброшен длинной горящей струей.
Для тушения паяльной лампы закрывают запорный кран, а после спада пламени отвертывают воздушный винт.
Паяльная лампа может не давать высококачественного пламени по разным причинам: неплотно закрыто наливное очко, недовернут воздушный винт, не прочищена форсунка, неисправен насос, в керосине имеется примесь воды, образование налета внутри змеевика и др.
Исправление насоса может потребовать или смены кожаного поршневого манжета или чистки возвратного клапана. При смене кожаного манжета необходимо помнить, что он должен быть свободно закреплен на конце штока, т. е. при движении штока вниз поршень должен плотно закрывать отверстие, через которое пропущен шток, а при обратном движении между штоком и отверстием в поршне должен быть зазор для прохода воздуха в камеру сжатия. Для исправления змеевика его снимают, нагревают, после чего продувают воздухом. Ручку 10 изготовляют из дерева твердых пород.
Посуда для хранения кислот. Так как при лужении приходится пользоваться различными кислотами, то на рабочем месте необходима стеклянная или фарфоровая посуда. Для хранения кислот пользуются стеклянной посудой. При употреблении кислот во время лужения их наливают в стеклянную или фарфоровую посуду. Чтобы флюсы не испортились от влаги воздуха, их хранят в стеклянных банках с притертыми пробками.
Характеристики
Главной отличительной чертой между ними является способность к изгибам. По диаметру луженая медь с алюминием может существенно отличаться. Максимальное распространение получила проволока, у которой диаметр находится в пределах 0,02-9,42 мм.
Чтобы ее изготовить, используют обычную медную проволоку на катушке, подвергая ее гальваническому лужению. Материал пропускают через лудильную ванну, где находится расплавленное олово. Чтобы оно не вступало с кислородом воздуха в окисление, поверхность ванны закрывают веществами, не способными пропускать воздух. В частности, таким веществом может являться древесный уголь.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
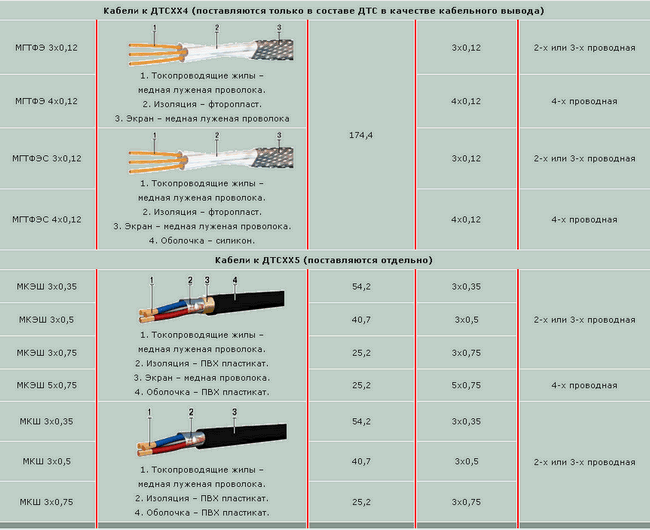
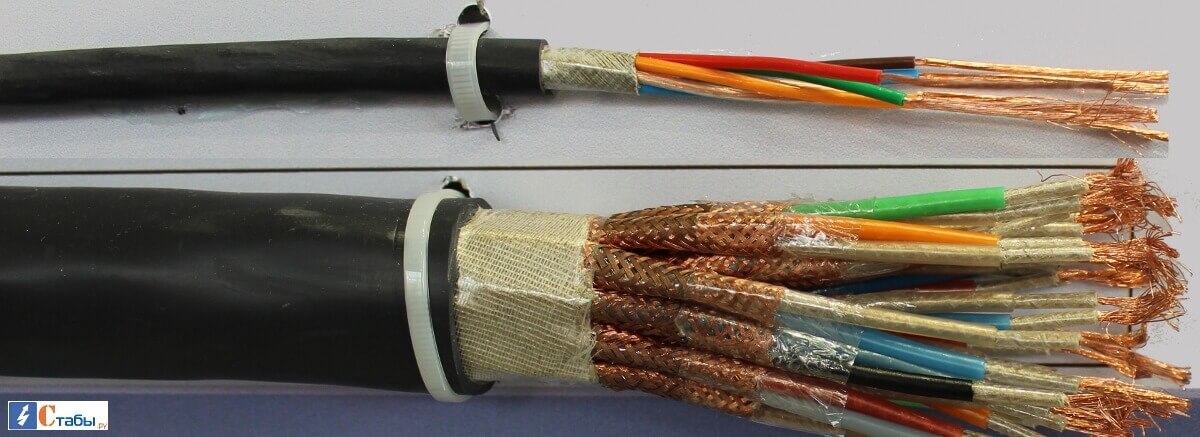
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Это интересно: Соединение ласточкин хвост — типы, применение, проектирование
Почему лужение проводов так важно

Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.




Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.

Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах.
- Флюсы.Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.
В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:
- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда.
- Верстаки для лужения и выполнения вспомогательных работ. Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
После подготовки можно проводить лужение деталей.
Заключение
С изделиями, обработанными методом лужения, люди встречаются повседневно. Это предметы кухонной утвари: столовые приборы, кухонная посуда, консервные банки и другие изделия, связанные с длительным хранением и транспортировкой пищевых продуктов. Не меньшее применение лужение находит в сферах народного хозяйства. Олово предохраняет контакты деталей радиоаппаратуры от окисления, используется для защиты кабелей и проводов, изготовления жести. Кроме этого, покрытие оловом обеспечивает пластичность материалу, он легко обрабатывается штамповкой, вальцовкой вытяжкой и пайкой.