
Подготовка емкости для анодирования
Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
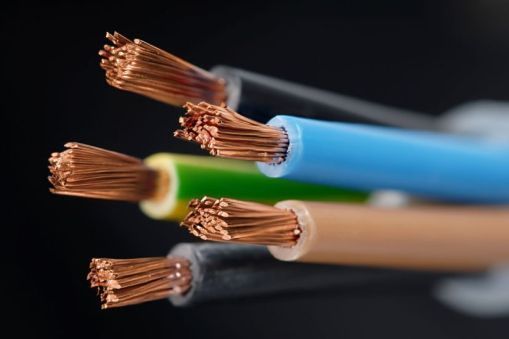
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Альтернативные методы
В данном случае был рассмотрен простейший метод оксидирования сернокислотным электролитом. Но если требуется получить более качественное покрытие, то можно воспользоваться и технологией анодирования алюминия в сульфосалициловой кислоте, которая образует тонкие, но плотные слои покрытия. Это обусловлено тем, что электролит оказывает минимальное воздействие на металл с точки зрения его растворимости. Но и данный эффект при необходимости можно восполнить, добавив в активную смесь ту же серную или щавелевую кислоту. Распространена и обработка в двухкомпонентных сульфосалицилатных средах. Она, напротив, благодаря медленному повышению температуры анода позволяет при сохранении небольшой силы тока наращивать толстые и прочные покрытия.
В качестве альтернативы можно предложить и так называемый метод холодного оксидирования. В этом случае процесс происходит в условиях температуры ниже нуля. Уже отмечались риски при использовании пограничных температурных значений, но этот вариант себя оправдывает, когда нужно получить не декоративное, а защитное основание на поверхности. Иными словами, холодное анодирование алюминия при температурном режиме порядка -10 °C не позволит обеспечить детали выраженный декоративный оттенок, но зато сделает прочнее ее наружную структуру. Но, опять же, этот метод потребует использования электротехнического оборудования, которое сможет стабильно поддерживать ток под напряжением более 12В.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
На видео: как работает анодирование.
Статья по теме: Реставрируем ванну с помощью жидкого акрила: практические советы
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Это интересно: Что такое анаэробный герметик
Ход работы
Если раствор приготовлен, а алюминиевая поверхность очищена, можно приступать непосредственно к воронению. Работать придется палочкой с намотанной на одном конце ватой.
Этой палочкой зачерпывают смесь и наносят на нужный участок. При этом нужно следить, чтобы она не растекалась, а оставалась на месте. После изделие на некоторое время следует оставить, не мешать химической реакции. Чтобы она протекала быстрее, хлористое железо специалисты рекомендуют разводить теплой водой. Как утверждают домашние умельцы, алюминий почернеет уже через 10 минут. Дюралевые изделия придется воронить дольше – химическая реакция займет полчаса.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.







Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Это интересно: Технологии литья металлов — под давлением, по выплавляемым моделям и другие
Материалы для анодирования

Сегодня для анодирования используются различные металлические материалы.В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Описание процесса
Судя по отзывам, процедура пройдет без проблем, если придерживаться следующей очередности действий. Первым делом деталь очищается и обезжиривается. Затем изделие нужно опустить в пустую емкость. Теперь к алюминию можно подключить отрицательную клемму. В отдельной емкости готовится раствор электролита. Далее с одного конца многожильного медного провода снимается изоляция. Должно получиться нечто наподобие кисточки.
Вторым концом провод соединяют с положительной клеммой. Процедура чернения состоит в том, что кисточку смачивают в приготовленном растворе, и не касаясь обрабатываемой детали, проводят по ее поверхности. В конце изделие из алюминия моют и сушат.
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города – нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса
Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
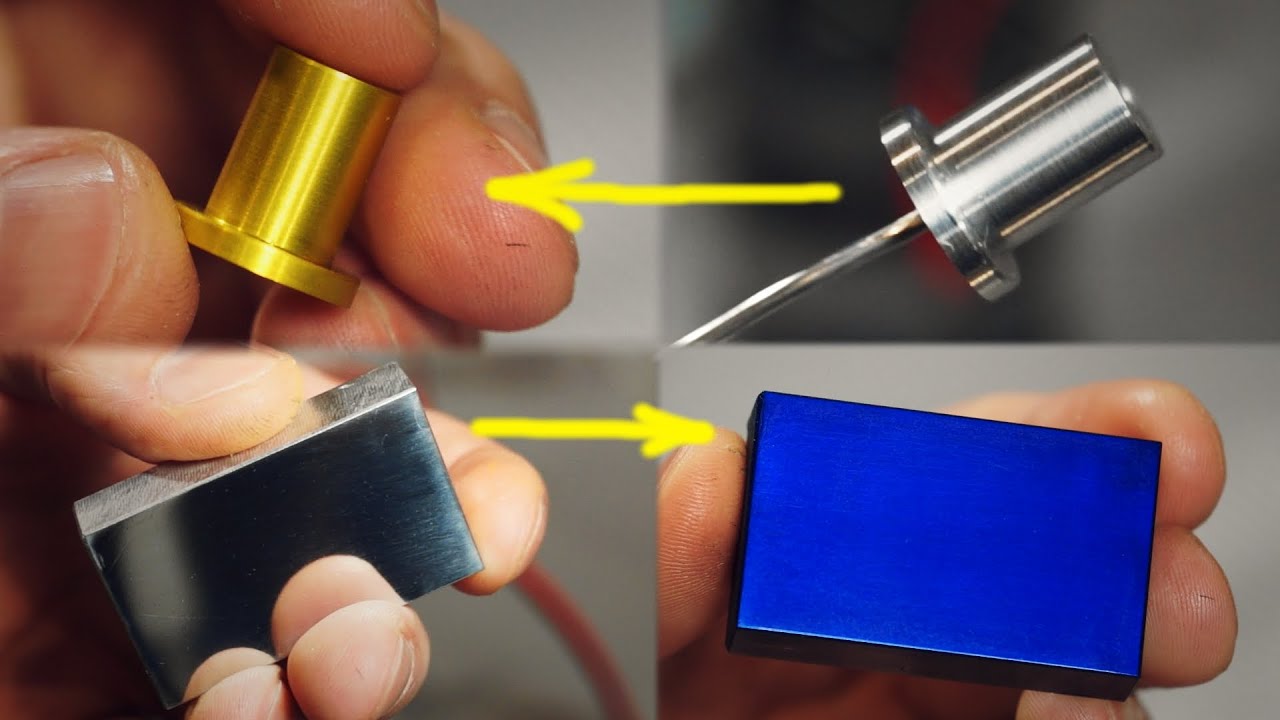
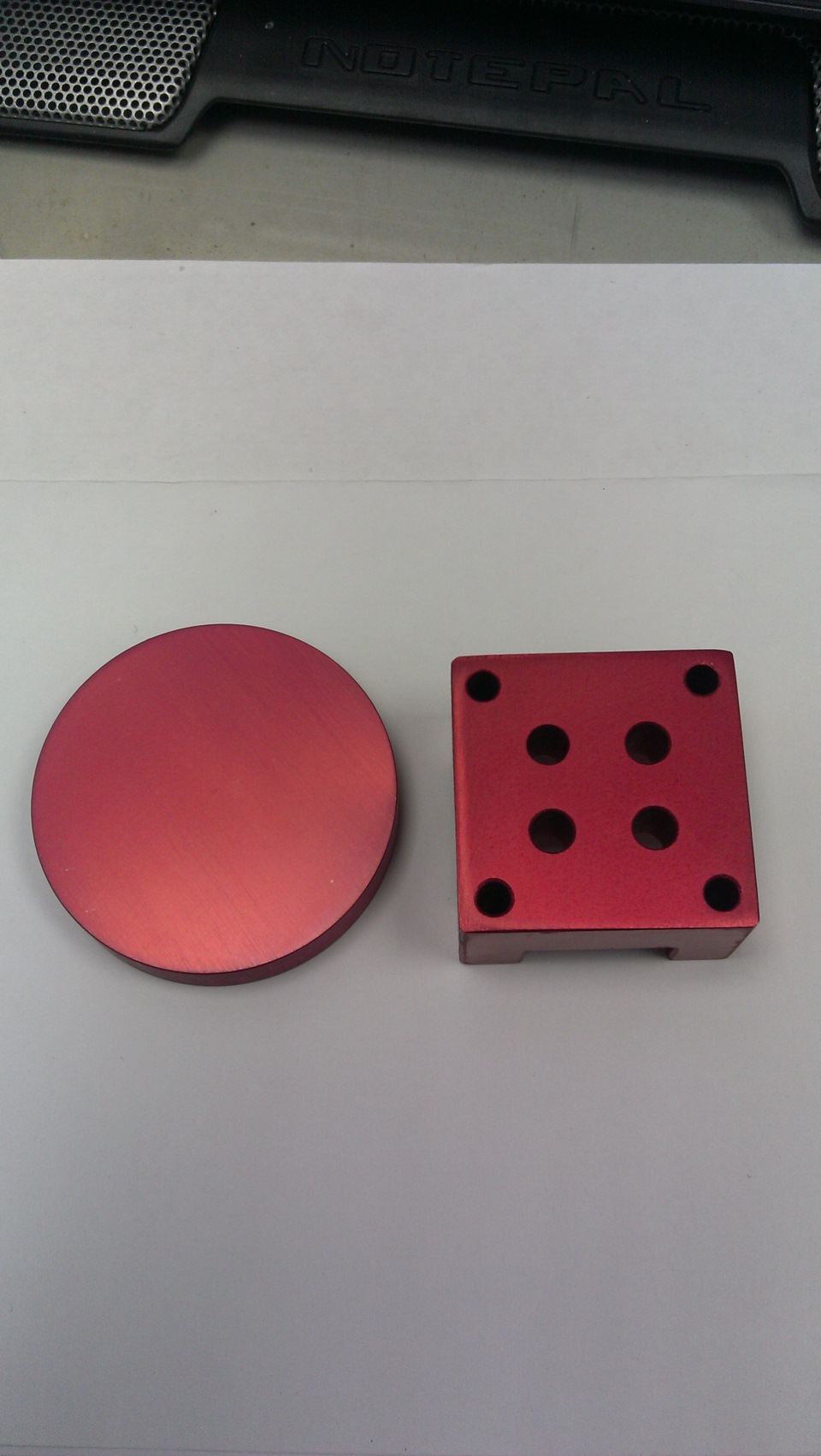
Результат анодирования алюминия
Черное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.







Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Статья по теме: Особенности термообработки сварных соединений и методы ее проведения
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Что такое анодирование
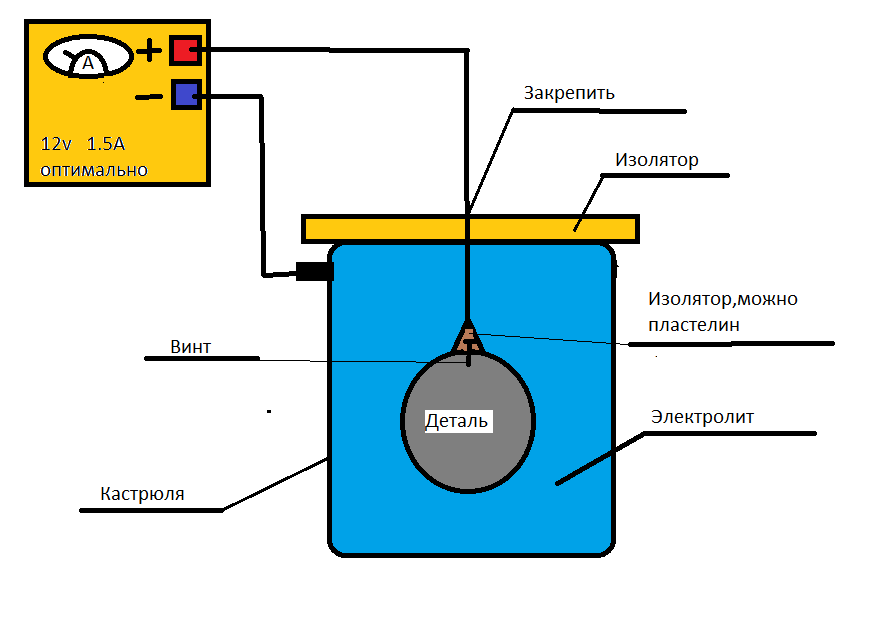
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
В чем заключается процесс анодирования алюминия?
Анодирование – специальная технология, которая обеспечивает защиту алюминия от внешнего воздействия, укрепляя защитную пленку на его поверхности и придавая ему декоративный вид. Следует знать, что анодирование может использоваться при подготовке материалов и для наружных, и для внутренних работ.
Процесс обработки заключается в том, что алюминий погружается в электролит и подвергается воздействию тока. После этой процедуры алюминий покрывается пленкой, толщина которой составляет от 5 до 25 микрон. Данная пленка может стать основой под покрытие алюминия лаком или краской.
Производственное анодирование алюминия
Анодирование используется на производстве. Данный процесс довольно трудоемкий и дорогостоящий, он состоит из нескольких этапов.
Вначале алюминиевый профиль очищается, затем шлифуется, чтобы удалить неровности и старую оксидную пленку, и в конце обезжиривается. После этого материал погружается в большую ванну со щелочным раствором для травления. За этим следует обработка кислотным раствором и промывка. Этап очистки алюминия является неотъемлемой составляющей процесса анодирования.
На втором этапе материал между двумя катодами погружается в специальные ванны, которые наполнены электролитом. Данное вещество (обычно серная или щавелевая кислота) играет роль анода. Затем включается электрический ток. Таким образом, методом электролиза, происходит образование слоя оксида.
Существуют специальные технологии, посредством которых можно декорировать алюминиевый профиль. К ним относится добавление сульфата олова или перманганата калия в раствор серы. При прохождении процесса электролиза красящие вещества оказываются внутри оксидной пленки, в ее порах.
Время пребывания алюминия в растворе влияет на интенсивность окрашивания. Вариации со временем и концентрацией раствора помогают достичь разных результатов окрашивания. Профиль может быть исполнен в различной цветовой гамме, а у заказчика появляется возможность получить нужный ему оттенок для того или иного стилистического решения.
Заключительным этапом процесса анодирования алюминия является закрепление, уплотнение материала. Это имеет большое значение для защиты профиля от внешнего воздействия. Во время данного этапа закрываются поры металла, что обеспечивает сохранение окраски и делает поверхность прочной, однородной.





Новые технологии позволяют внедрять в производство разнообразные материалы для отделки помещений или проведения наружных работ. Так, процесс анодирования позволяет окрасить алюминиевый профиль в различные цвета. Это значительно расширяет область его применения в строительстве. Следует знать, что профиль может быть матовым или глянцевым. Существует возможность придания разной фактуры.
Современные стили интерьера предполагают активное использование профиля не только для проведения внутренних работ, но также для наружного и декораторского применения. Это очень функциональный и простой в использовании материал. Посредством него можно сделать ниши для освещения, либо использовать профиль при создании каркасов для уровней потолка и прочего. Любые дизайнерские задумки можно воплотить в реальность.
Что такое анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
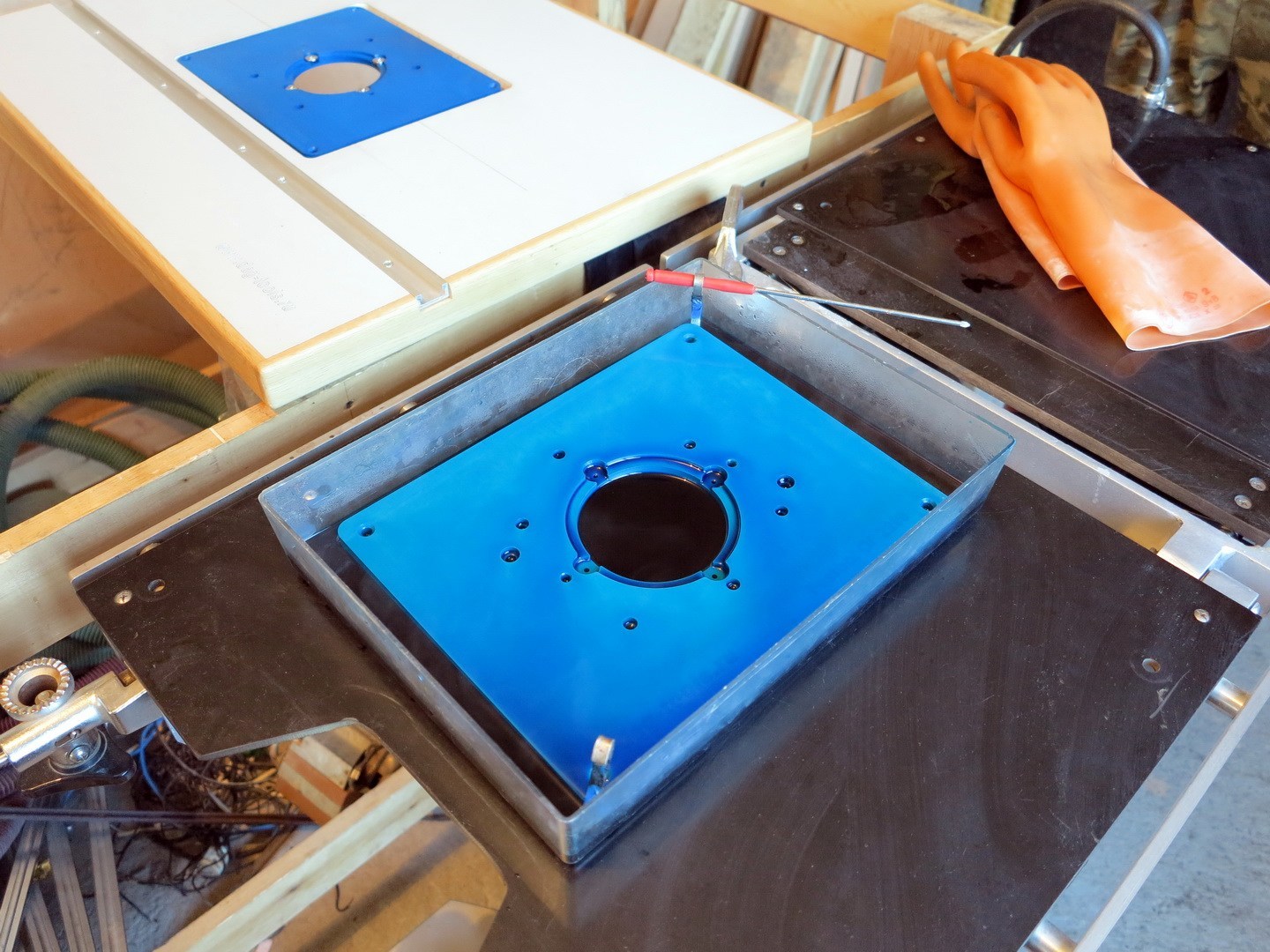
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.
Алюминий листовой
Помимо посуды и других деталей, выпускается также листовой анодированный алюминий. Кроме того, что такой слой помогает избавиться от коррозии, он также защищает металл от выцветания. Еще одно свойство – это повышение износоустойчивости. Благодаря этому удалось улучшить качество всех дюралевых деталей
Это очень важно при изготовлении, к примеру, приборных панелей. Параметры выпускаемых листов следующие:
- толщина листа составляет 0,5 – 2 мм;
- габариты листа – 500 × 600 мм;
- минимальное количество листов в партии – 1.
Что касается использования анодированного алюминия, то сразу после его изобретения он широко применялся для производства алюминиевых (дюралевых) деталей для самолетов. Еще одно применение такого типа алюминия – в качестве защитного слоя для других элементов, а также основы для нанесения краски. Стоит также добавить, что такой защитный слой гораздо тверже, чем сам алюминий. Благодаря этому значительно повышается устойчивость к износу у всех элементов. Защитная оболочка помогает сделать из алюминия неплохой электроизоляционный материал, однако возможность локального небольшого пробоя все же присутствует, а потому это несколько ограничивает его использование как изолятора.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.