
Использование штампов
Матрицы могут использовать как в ручной ковке, так и при применении различных прессов и пневматических молотов.
Технология таких кузнечных работ следующая.
- На наковальню укладывают штамп нужно формы.
- Заготовку разогревают до ковкой температуры.
- Нагретую болванку укладывают на штамп и ударами молота проводят так называемую раскатку металла.
- Лишние элементы отрубаются зубилом или срезаются.
Когда изготавливают двухсторонний рисунок, разогретую заготовку укладывают между двух половинок матрицы и, нанося удары молота, формируют конфигурацию кованого изделия.
При использовании пневматических или других механизированных молотов матрица может устанавливаться на боек молота (обычно на нижний неподвижный).
Также штампы монтируют и на различные прессы.
Если при изготовлении требуется сделать дополнительные операции (например, отверстия), изделие прошивают, отдельно пользуясь соответствующими инструментами.
Технология использования матриц стала основоположницей такого вида производства, как штампование. Принцип изготовления похож, только вместо ручной работы применяют машины.
Памятка выбирающему заготовку
Грамотный выбор заготовки поможет свести к минимуму производственные издержки и получить вещь с нужными характеристиками при минимальных затратах на материалы и обеспечение производственного процесса.
Для создания детали подойдут разные виды получения заготовок. Рекомендуется выбирать вариант, максимально приближенный к конечному результату. Это поможет сократить потери материала и ускорить производственный цикл.
При выборе оборудования необходимо учитывать не только его производительность, но и рентабельность
Если нужно изготовить несколько десятков коленчатых валов для двигателя, то, делая выбор заготовки, стоит обратить внимание на изделия, кованные горячим методом, а если несколько тысяч – на штампованные
Также необходимо:
Учесть все особенности материала и выбрать производство с учетом выявленных характеристик. Раскрой латунных листов, проката из алюминия и некоторых видов цветных металлов хорошо проводить лазером, стальные сплавы менее требовательны к обработке и могут подвергаться разным типам резки. Сварка подходит для соединения однородных и разнородных по структуре элементов.
Оценить виды заготовок и способы их получения. Когда допускается несколько вариантов производства, выбирают более экономичный
Когда затраты примерно равны, выбор делают в пользу более производительного.
Обратить внимание на сложность конфигурации изделия. Штамповка позволяет получить простые формы, а создание полостей и отверстий при этом затруднено, поэтому потребуется дополнительная обработка
Нужно учесть, какую имеет металлообработка стоимость и включить дополнительные расходы в смету. Иногда более дорогостоящий метод, при котором заготовку почти не требуется обрабатывать, может оказаться выгоднее.
Рассчитать оптимальный размер припуска. Минимальный припуск должен позволять снять дефектный верхний слой (горка при литье, неровности при резке) без нарушения заданных параметров детали. Разные виды заготовок из металла имеют различную величину припуска. Иногда может потребоваться несколько операций, чтобы достичь требуемых размеров и формы.
Стоит также учитывать, что на стоимость производимого изделия влияет масса и сложность геометрии поверхности. Часто сильно повышает цену производства вес, ведь для тяжелой продукции требуется более мощное оборудование. При штамповке отмечается обратное: чем крупнее матрица, тем дешевле будет изделие. Это хорошо заметно при выпуске крупных партий.
В машиностроении чаще всего применяется литье. По сравнению с другими методами отливка позволяет получить продукцию любой конфигурации с точными формами. Вес отливаемого изделия может составлять от нескольких граммов до сотен килограммов. Отливки больших заготовок помогают удешевить производство за счет создания крупных форм и при этом получить продукт с точным соответствием заданным свойствам.
Использование штампов
Матрицы могут использовать как в ручной ковке, так и при применении различных прессов и пневматических молотов.
Технология таких кузнечных работ следующая.
- На наковальню укладывают штамп нужно формы.
- Заготовку разогревают до ковкой температуры.
- Нагретую болванку укладывают на штамп и ударами молота проводят так называемую раскатку металла.
- Лишние элементы отрубаются зубилом или срезаются.
Когда изготавливают двухсторонний рисунок, разогретую заготовку укладывают между двух половинок матрицы и, нанося удары молота, формируют конфигурацию кованого изделия.
При использовании пневматических или других механизированных молотов матрица может устанавливаться на боек молота (обычно на нижний неподвижный).
Также штампы монтируют и на различные прессы.
Если при изготовлении требуется сделать дополнительные операции (например, отверстия), изделие прошивают, отдельно пользуясь соответствующими инструментами.
Технология использования матриц стала основоположницей такого вида производства, как штампование. Принцип изготовления похож, только вместо ручной работы применяют машины.
Использование штампов
Матрицы могут использовать как в ручной ковке, так и при применении различных прессов и пневматических молотов.
Технология таких кузнечных работ следующая.
- На наковальню укладывают штамп нужно формы.
- Заготовку разогревают до ковкой температуры.
- Нагретую болванку укладывают на штамп и ударами молота проводят так называемую раскатку металла.
- Лишние элементы отрубаются зубилом или срезаются.
Когда изготавливают двухсторонний рисунок, разогретую заготовку укладывают между двух половинок матрицы и, нанося удары молота, формируют конфигурацию кованого изделия.
При использовании пневматических или других механизированных молотов матрица может устанавливаться на боек молота (обычно на нижний неподвижный).
Также штампы монтируют и на различные прессы.
Если при изготовлении требуется сделать дополнительные операции (например, отверстия), изделие прошивают, отдельно пользуясь соответствующими инструментами.
Технология использования матриц стала основоположницей такого вида производства, как штампование. Принцип изготовления похож, только вместо ручной работы применяют машины.
Изготовление матриц и пуансонов на 5 координатном станке с ЧПУ
Для изготовления матриц и пуансонов мы используем технологию пятиосевого фрезерования на 5 координатном станке с ЧПУ модели G-2030-5S. Это автоматизированное оборудование, предназначенное для обработки деталей с комплексом сложных конструктивных элементов. Главное отличие от обычного трехкоординатного станка с ЧПУ – наличие поворотной фрезерной головки и, как следствие, двух дополнительных степеней свободы. Фреза перемещается в декартовой системе координат (X, Y, Z) и поворачивается под различными углами к заготовке.

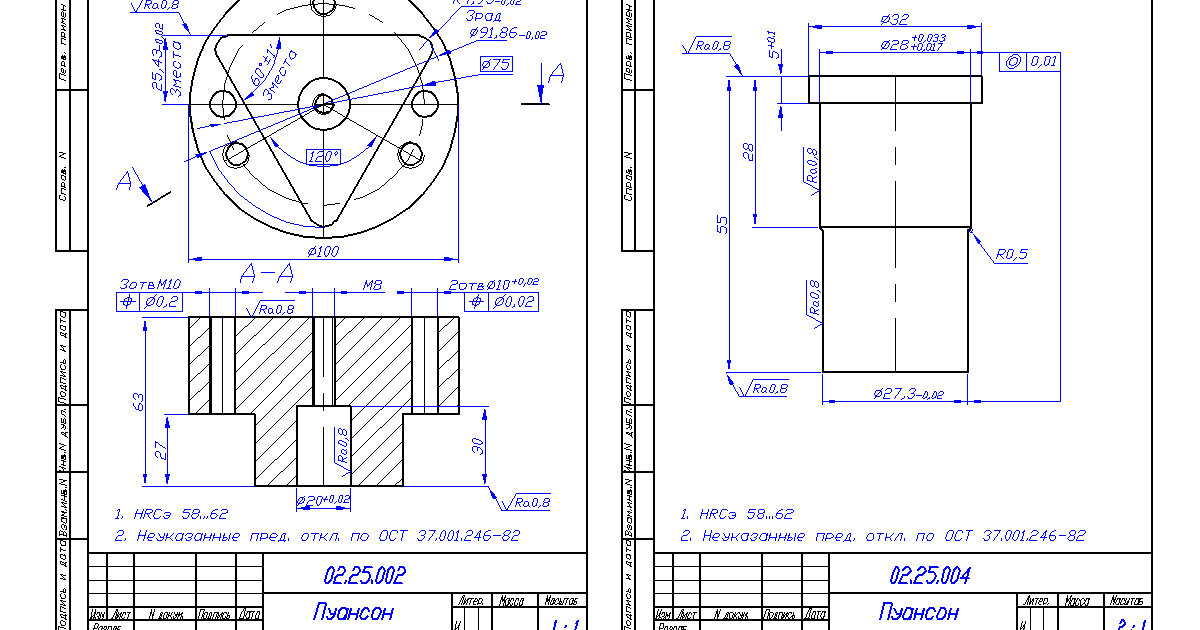
Точность ЧПУ обработки
Точность позиционирования инструмента достигает 0,01 мм, благодаря чему обеспечивается прецизионность ЧПУ обработки. Работоспособность пары матрицы и пуансона зависит не только от точности каждой из этих деталей в отдельности, но и от параметров технологического зазора, необходимого для выполнения качественной штамповки.
Если неправильно выдержать этот зазор, то дорогостоящий штамп становится непригодным к работе. Именно поэтому для изготовления матриц и пуансонов используется автоматизированное станочное оборудование с мощным программным комплексом. Фрезеровка на 5 координатном станке с ЧПУ позволяет выдержать эти и многие другие специфические требования к конструктиву матриц и пуансонов.
Высокая производительность
Для ЧПУ обработки наклонных отверстий и пазов, фасонных элементов и поднутрений на пятикоординатном станке не нужно переустанавливать деталь – фрезеровка выполняется с одной установки. Во-первых, это ускоряет производственный процесс, а во-вторых – обеспечивает более высокую точность фрезерной ЧПУ обработки, так как отсутствует погрешность перебазировки. Фрезеровка матриц и пуансонов в режиме непрерывного реза имеет еще одно преимущество – нет необходимости изготавливать дополнительную оснастку для установки детали на каждом этапе технологического процесса. Все это повышает производительность и снижает себестоимость изготовления деталей.

Изготовление матриц и пуансонов больших форматов
Пятикоординатный станок с ЧПУ G-2030-5S имеет увеличенное рабочее поле, максимальные габариты детали могут достигать 2000х3000х1000 мм (ДхШхВ). В конструктиве матриц и пуансонов присутствуют сложные элементы – фасонные поверхности, отверстия, пазы, уступы, бобышки, скругления, канавки. Для их обработки нужно поочередно использовать несколько фрез – учитывая такую необходимость, разработчики станка заложили важную функцию: систему автоматической смены инструмента. Станок G-2030-5S оснащен магазином на 10 фрез – этого более чем достаточно для обработки сложных элементов матриц и пуансонов.
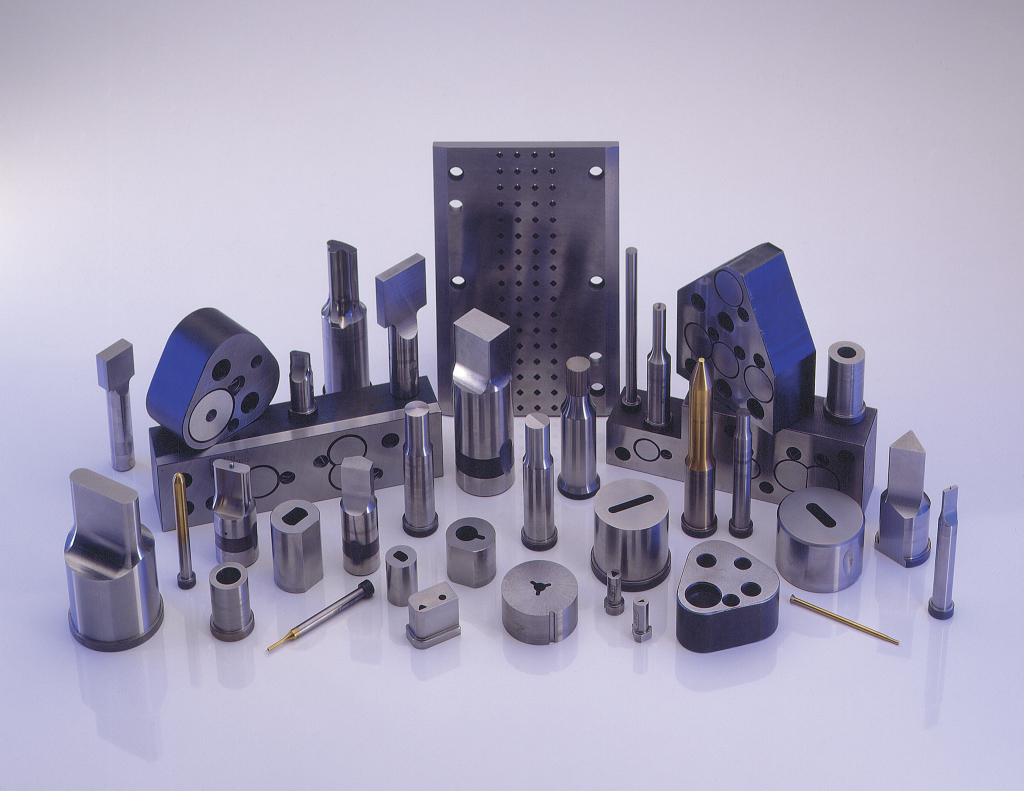
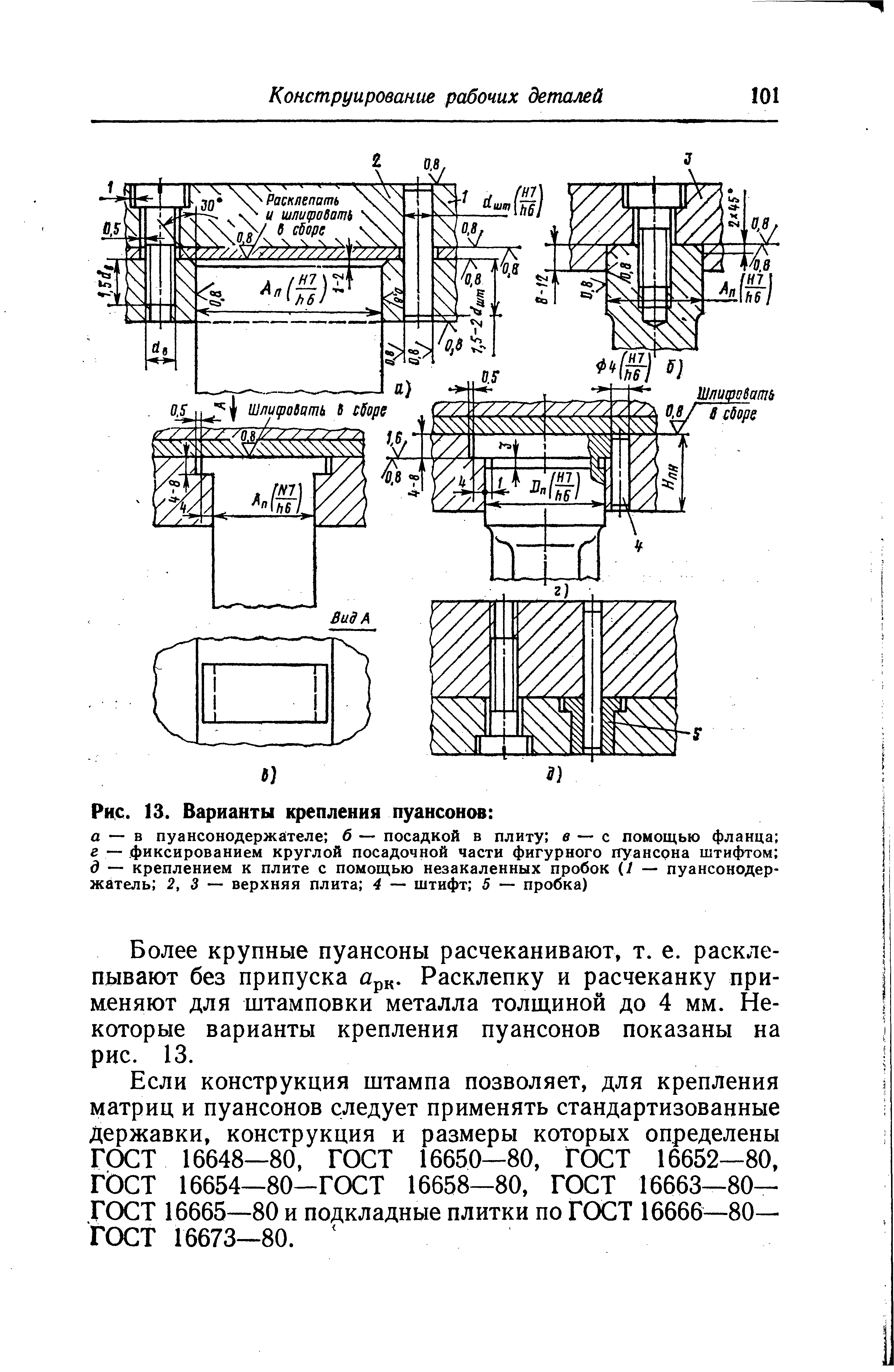
Характеристика пуансонов
Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Оснастка вибропрессов штамповочного оборудования имеет различную конфигурацию. Она применяется для самых разных технологических операций. Все зависит от нескольких параметров:
- формы;
- типа;
- размера;
- материала будущей детали. Она может быть стальной или бетонной.
К оснастке штамповочных прессов предъявляются конкретные требования. Не допускаются:
Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.

Для изготовления фасонных пуансонов применяется технологический оттиск. Деталь закаливают в термопечи в течение примерно восьми минут при температуре 780 градусов по Цельсию. Затем ее подвергают финишной обработке.
Для получения оснастки, имеющей сложный контур, используется целый парк специальных станков. В этом случае практически невозможно обойтись без строгального и фрезерного оборудования.
Такое же оборудование необходимо для изготовления матрицы, когда необходимо учесть соответствующие размеры.
Если пресс-формы изготовлены с высоким качеством, а пуансон имеет точную линию среза, то такой штамп будет отличаться минимальным износом и максимальным сроком эксплуатации.
В прихожей
В прихожей мебель с металлическим декорированием смотрится оригинально. В передней могут устанавливаться подставки для зонтов. Полезным дополнением станет зеркало в необычной металлической оправе. Для передней подойдут и следующие доступные модели:
скамейки;
Заменяют привычные банкетки, позволяют удобно переобуваться.
вешалки;
Подходят для компактного хранения верхней одежды, сумок, головных уборов, других вещей. Модели бывают настенными, напольными. Первые имеют вид стилизованной планки с крюками, полками. Вторые дополнительно могут оснащаться банкеткой, скамейкой.
ключницы;
Применяются для хранения домашних, автомобильных ключей.
обувницы;
Могут представлять собой цельную металлическую конструкцию, дополняться полками из дерева.
столики.
Обладают высотой около 1 метра. Применяются для мелочи, ключей, установки стационарных телефонов.
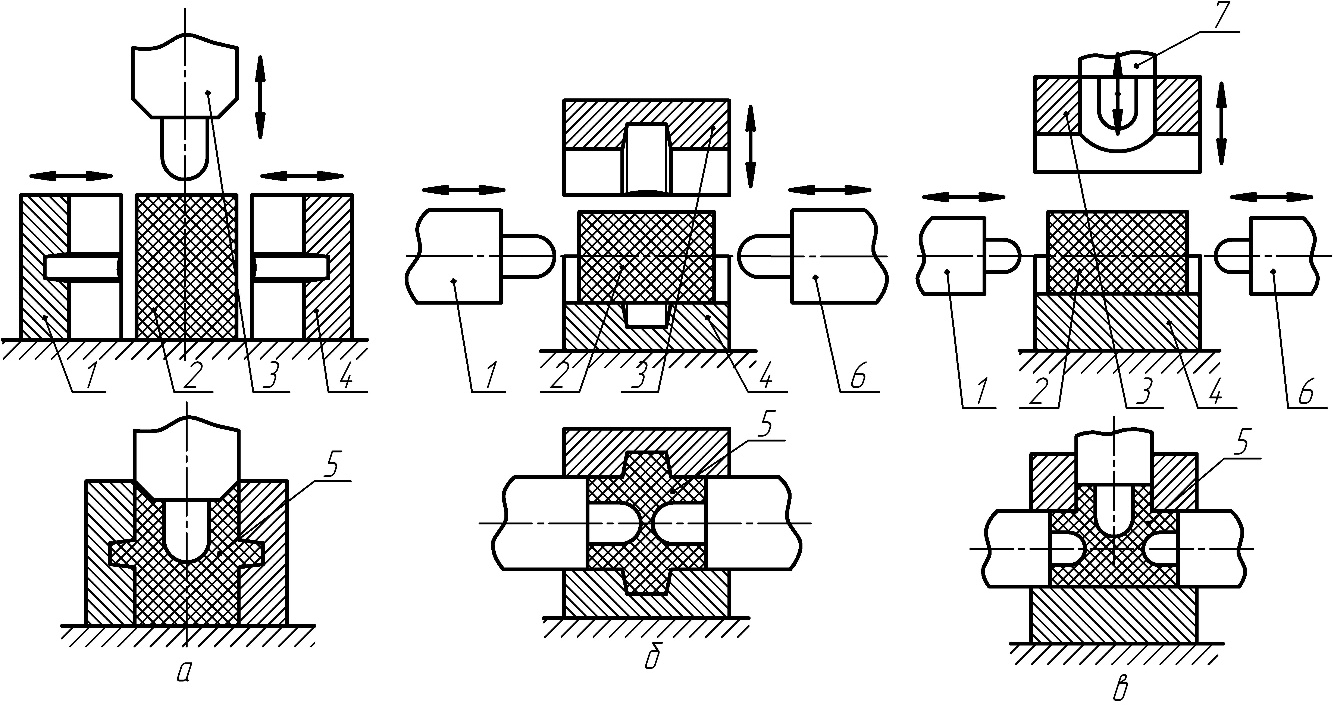
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.


Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Основы производства
Для изготовления пуансонов на заказ на первом этапе нужно подготовить заготовку. После этого выполняется шлифование объекта, его закалка. По необходимости профиль затачивается до подходящих значений. Проще всего изготовить пуансон цилиндрической формы. Лёгкость процесса заключается в том, что заготовка предварительно поддаётся обработке, что заметно ускоряет весь процесс.
С помощью металлорежущего оборудования обрабатывается контур запчасти, и уже на его основании выполняется оттиск, по которому мастер выполняет остальные работы: закалку, обработку. Если нужно сделать сложный контур, придётся использовать несколько видов оборудования. Например, для производства изделий с фланцем потребуется применение фрезерного станка, а для пуансона с буртиками – строгальное станочное оборудование.

Закалка осуществляется при температуре в 7800С
Важно придерживаться установленных норм и правил, иначе поверхность заготовки может быть подвержена деформации. Нанесение цифр или букв на изделие возможно в прямом или зеркальном отображении, в зависимости от требований заказчика
Изготовление пуансонов со сложными контурами выполняется на координатно-сверлильном станке. По окончании всех технологических процессов изделие шлифуется.
Виды пресс-форм
Пресс-формы для литья пластмасс бывают автоматическими и ручными, съемными и стационарными.
По технологии прессования подразделяются: 1. Прямого прессования, когда расплавленный полимер заливается непосредственно в матрицу, после чего опускается пуансон, придавая детали необходимую форму. Такой способ подходит для создания небольших партий изделий. 2. Литьевого прессования — при этом расплавленное сырье поступает через специальные каналы (литники) в сомкнутую форму. Такая технология позволяет создавать детали любых форм и размеров. Подходит для многосерийного производства.
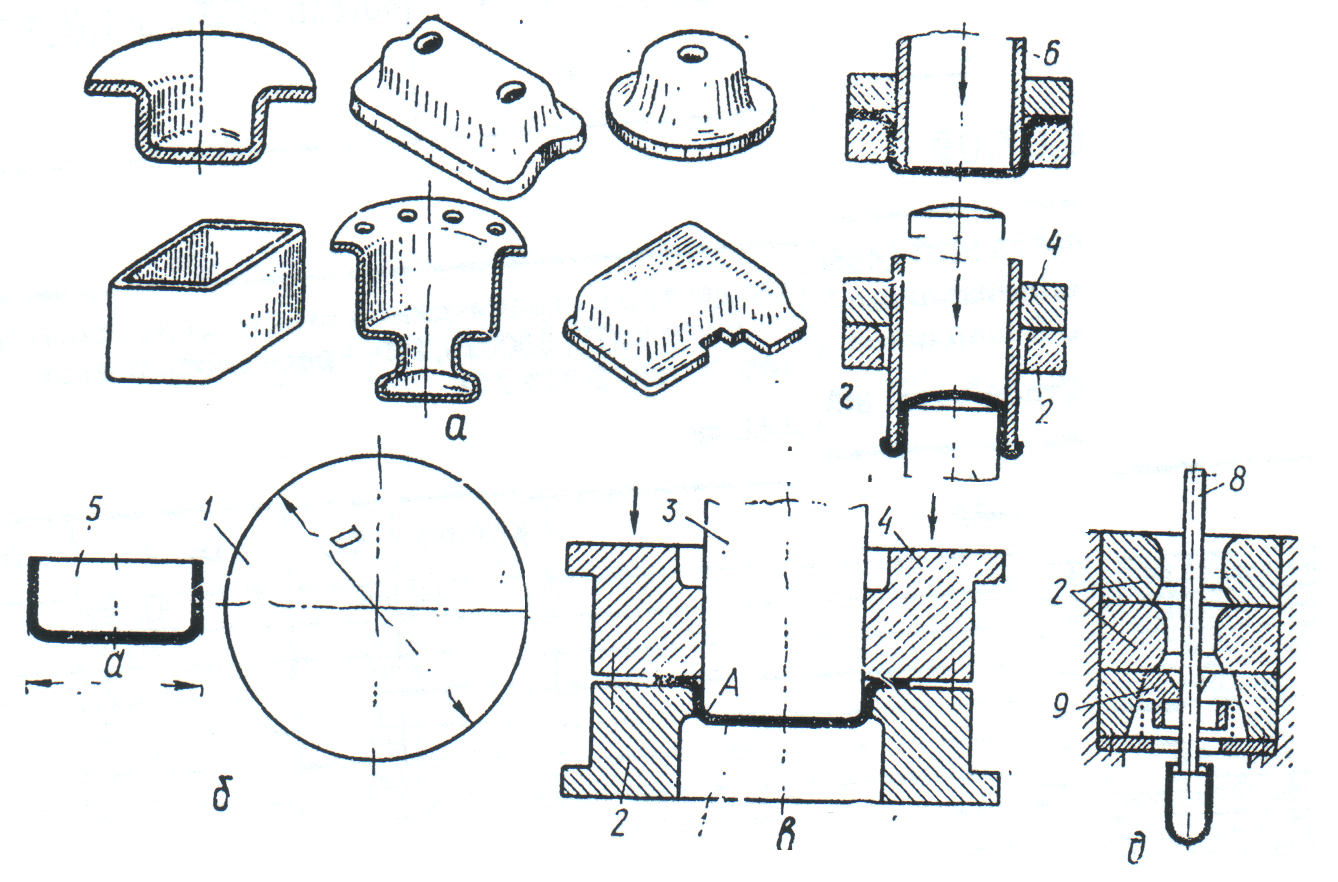
1. Двухплитные пресс-формы
Холодноканальные конструкции с одной плоскостью разъема являются самыми простыми и распространенными формами. Состоят из неподвижной матрицы, закрепленной на стальной плите и подвижного пуансона.
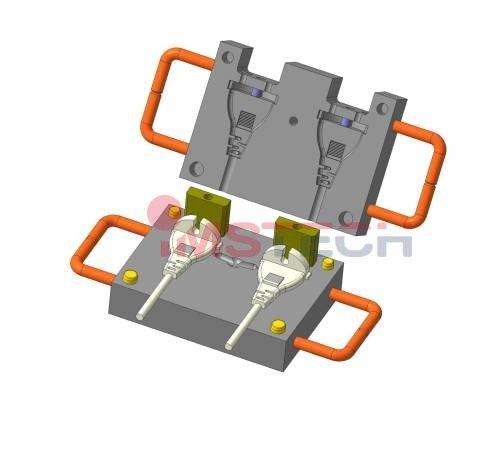
Рис. 2. Двухплитная форма для литья электрических вилок.
2. Трехплитные пресс формы
Состоят из неподвижной матрицы и двух подвижных пуатсонов.
Конструкция размыкается по двум плоскостям. Одна плоскость используется для извлечения готовой детали, вторая — для удаления центрального литника. При этом литник может размещаться в любом месте изделия
Важно, чтобы линии размыкания находились на невидимой части детали
Применяются для создания предметов сложных конфигураций.
3. Горячеканальные пресс-формы
Литниковые системы оборудованы нагревательными элементами. Состоят из комплекта сопел и разводящих коллекторов, расположенных в массиве матрицы. В горячеканальных устройствах полимерная масса длительное время остается горячей и медленно остывает. При этом уменьшается количество отходов.
Изготовление гусиной лапки.
Основа штампа представляет собой 2 болванки с нанесенной фактурой типа «папа» и «мама», между ними просовывается горячая заготовка и ударами молотка (кувалды) по одной из болванок фактура переносится на нашу заготовку.
Штамп гусиная лапка
Требованием к болванкам таковы что они должны быть из твердой стали, ибо штампа нам хватит на пару ударов и рисунок на штампе испортится.В нашем случае это сталь от полуоси автомобиля ЗИЛ которая показала себя с очень крепкой стороны (после 100 сделанных заготовок штамп был «как новый») .
Итак теперь отрезам от полуоси 2 части приблизительно 5-8 см. На болванке (мама) рисуем эскиз фактуры (гусиной лапки), после болгаркой вырезаем (как стамеской по дереву) оставляя продольные треугольные зубчики, глубина прорези на расхождении зубцов где то 3-5 мм в начале естественно получится меньше. Вторую болванку (папа) по зубцам подгоняем по первой, и спиливаем все лишнее что бы болванки при совмещении могли сходится плотно без большего зазора. На этом основные части готовы.
Вот так выглядит штамп
Теперь делаем ограничитель и ручку.
Ограничитель нужен для удобства и быстрой вставки заготовки в штамп.Он представляет собой отрезок трубы внутренним диаметром равной нашей болванки так же он будет и направляющей для верхней болванки штампа. Берем трубу отрезаем нужный размер (на 1-2 см меньше высоты обеих болванок) со стороны вставки заготовки (узкой стороны штампа), вырезаем окошко для заготовки учитываем то, что заготовка будет расплющена так что окошко широкое, ограничитель полностью привариваем к нижней болванке (мама), она будет не подвижна. Так же привариваем к нижней части болванки квадрат для установки в наковальню.
Единственное что приваривается к верхней болванки это ручка пружинного типа, которая соединяет верхнюю и нижнюю болванку, и не дает им прокручиваться относительно друг друга. Ручка сделана из полосы 20х4 мм
Вот такие штампы получаются в конечном итоге.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
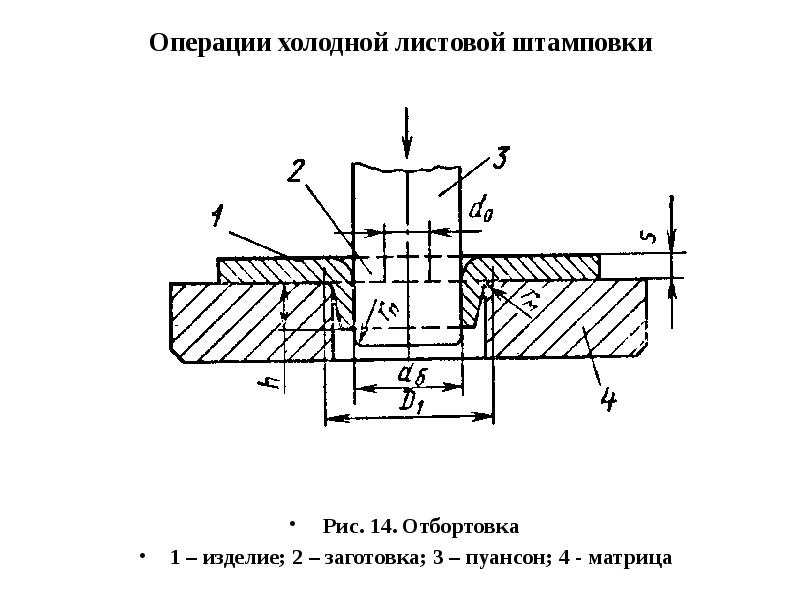
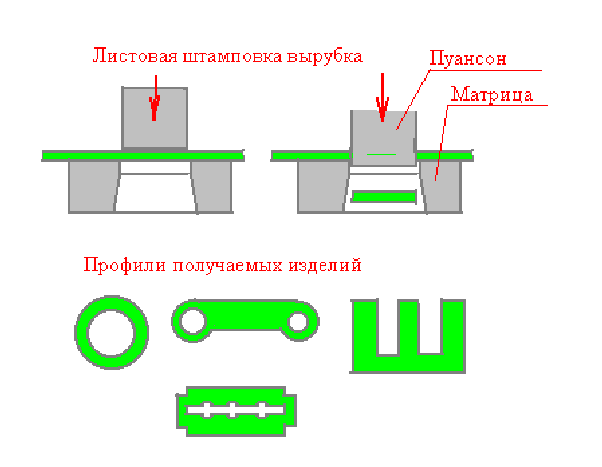
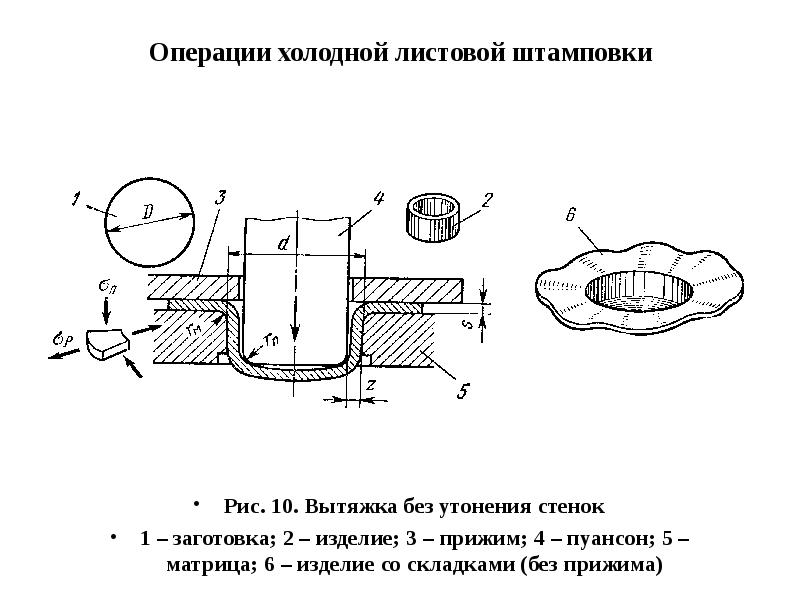
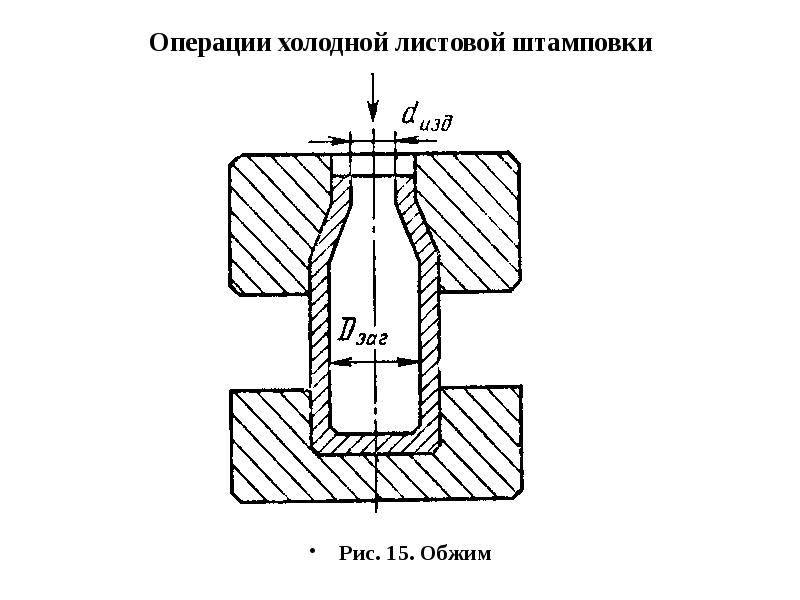
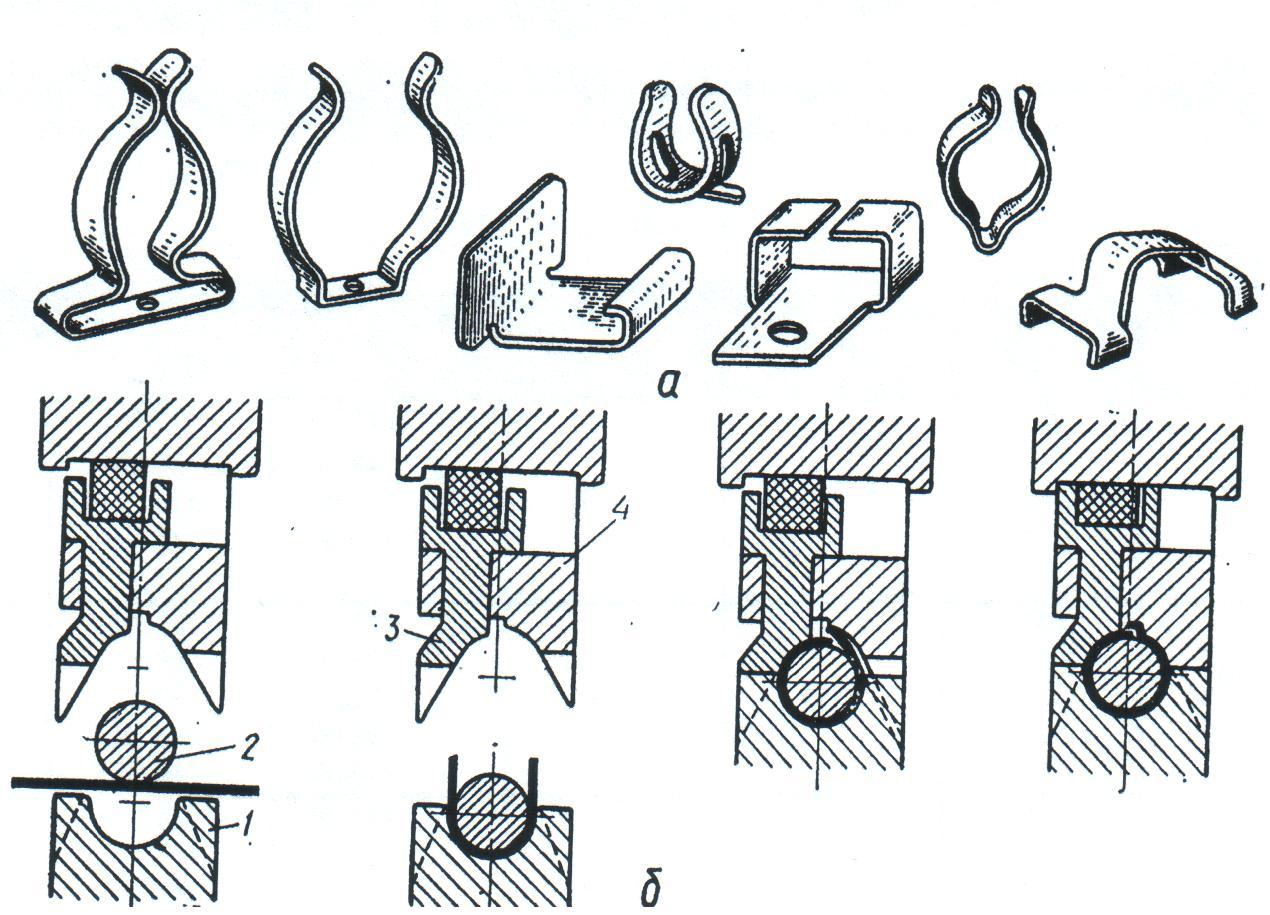
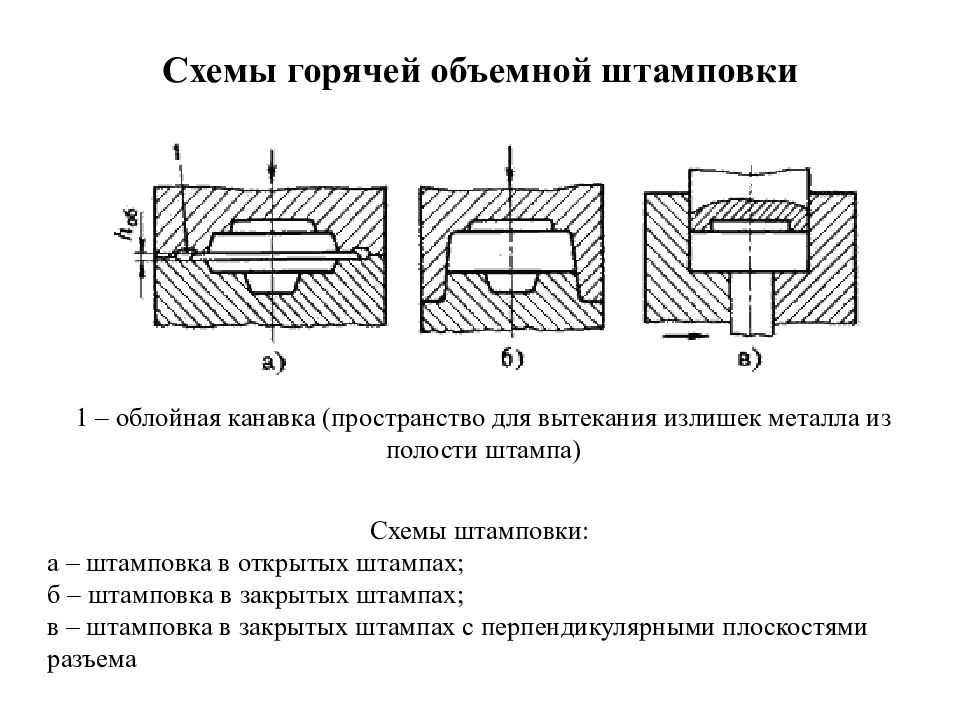
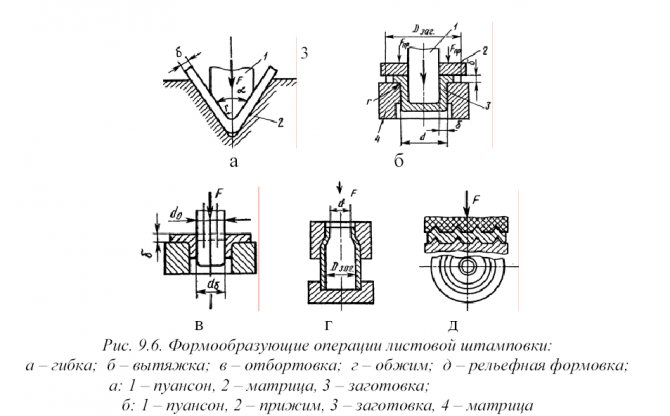
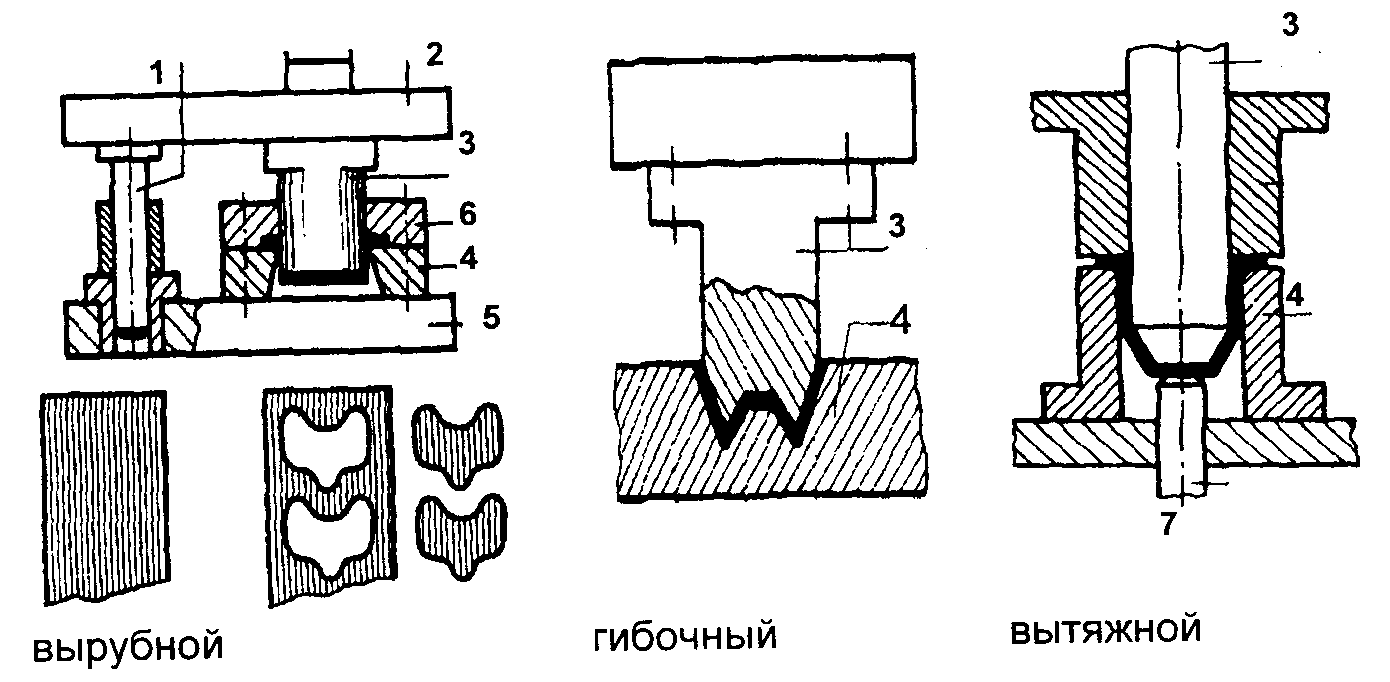
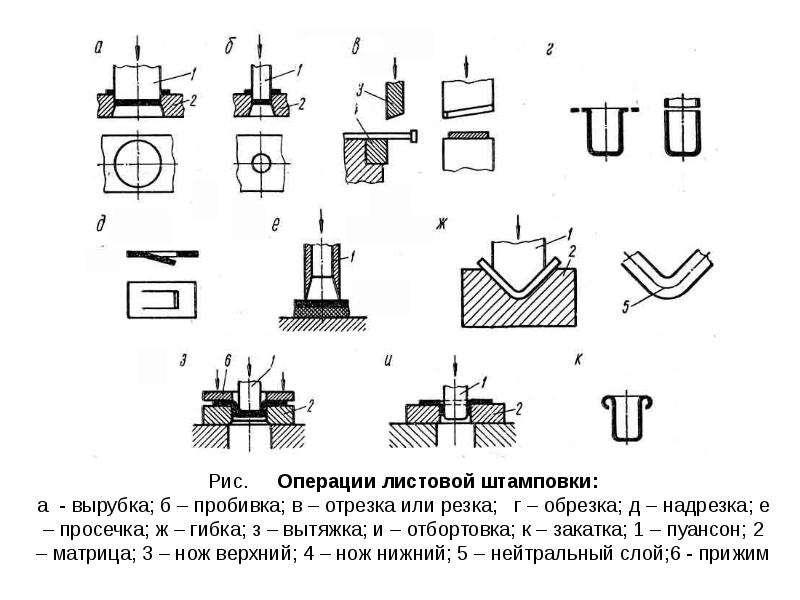
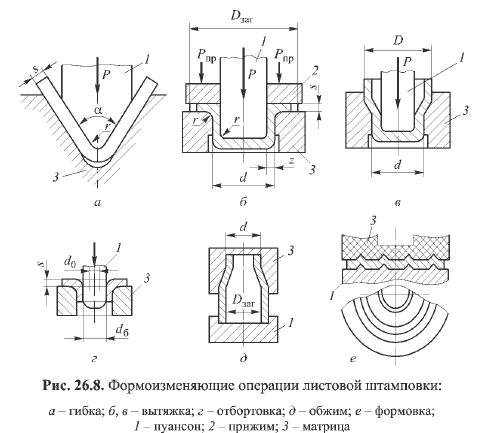
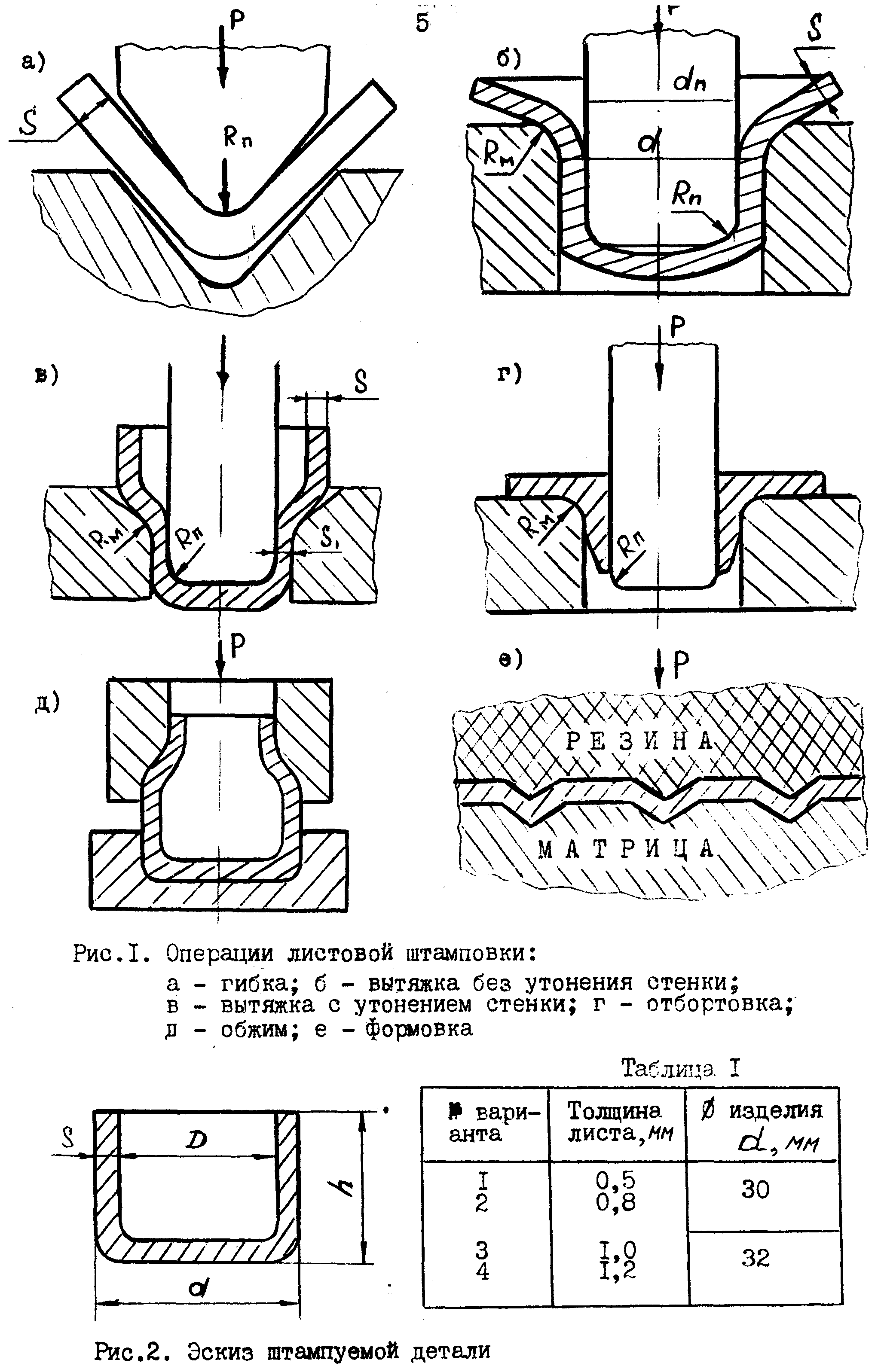
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
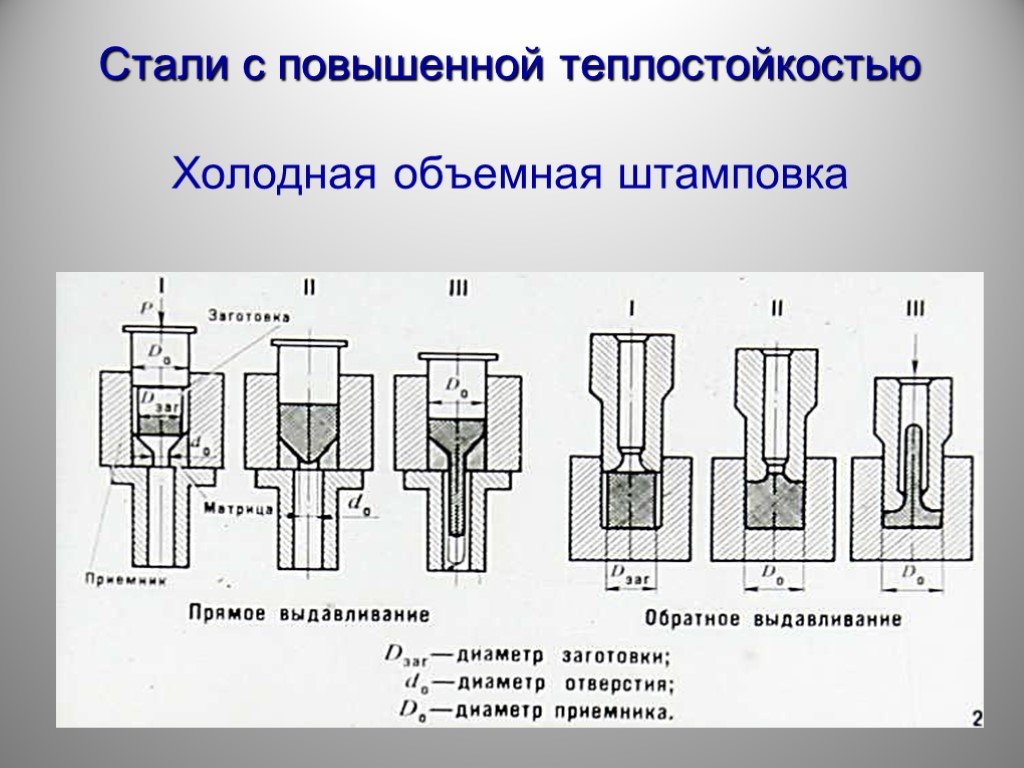
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Принцип работы пуансона
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Кованные перегородки
Простое зонирование любого помещения в жилище можно провести, используя металлические перегородки. Переплетающиеся узоры отдельных частей разделителя не «нагружают» пространство. Филигранный декор подходит для условного выделения зоны отдыха, работы. Применяются для разграничения площади столовой на две части: для готовки, приема пищи. Металл перегородок может окрашиваться. Самыми необычными считаются модели, покрытые золотистыми или серебристыми колерами. Эффект старины подчеркивает оригинальность их оформления. Формы перегородок бывают любыми: трапеция, прямоугольник, полумесяц. Они могут устанавливаться в рамки из дерева или монтироваться без дополнений. К отдельному виду относятся потолочные перегородки. Их крепят над порогами. Нестандартные разделители не занимают пространство помещений. Оптимально подходят для создания восточного оформления.
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.

Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Как собрать активную фрезу
Такой вид самодельного почвообрабатывающего оборудования наиболее распространен из-за более простой технологии изготовления. Режущий элемент и стойка при такой компоновке составляют одно целое и изготавливаются из цельного куска полосы высокопрочной стали.
Про реверс редуктор можете прочитать в этой статье.
До этапа «осевая труба с фланцем» процесс идентичен изготовлению фрезы «гусиные лапки» на мотоблок. По этой причине рассмотрим изготовление непосредственно режущих элементов.
Предварительно заточенная полоса при нагревании загибается на 90˚. Длина загнутой части обычно не превышает 80 мм. Охлаждение заготовки целесообразно совместить с ее отпуском для комфортного сверления крепежных отверстий. По окончании проводится закалка и установка на фланец осевой трубы.
При обработке почвы фрезерным культиватором любого типа получается некоторый разброс земли, который немного затрудняет определение границы между обработанным и необработанным грунтом. Во избежание этих проблем на края фрезы устанавливаются маркировочные диски.
Изготовление кованых листьев своими руками
С давних времен ковка считается одним из индивидуальных способов обработки металла, который позволяет создавать изделия, обладающие отличными характеристиками и долговечностью. Перед началом ковки листьев необходимо сделать один лист-заготовку, по которой будут выполняться остальные элементы ковки.
Мастера художественной ковки наполняют свои изделия жизненной силой, движением, а также внутренней энергией. Исполненные кованые виноградные листья и грозди, различные цветы, изящные фигуры зверей, птиц и даже людей превращают обычный металл в уникальные шедевры.
С тех пор как начали применять художественную ковку металла, практиковались излюбленные варианты, которые дошли и до наших времен.
Наглядным примером такого дизайнерского оформления коваными изделиями считается гроздь винограда, которой украшается большинство заборных ограждений и ворот, балконных и оконных решеток, скамеек и беседок в парках и скверах. Помимо того, они украшают фонари, перголы, светильники, а также козырьки и навесы подъездов, и многое другое.
В основном нет таких декоративных конструкций, где было бы невозможным применение кованного из железа винограда для дизайнерского интерьера.
Кованый виноград принадлежит к растительному стилю, вместе с ним используют дополнительные элементы, такие как лоза, усики, изготовленные в виде спирали, лианы, разнообразная конфигурация веточек и листьев.
Существуют различные каталоги, в которых можно найти разнообразные элементы дополнения ковки с виноградным мотивом исполнения.
Как смотрится растительный букет?
Шаблон для ковки листьев.
Набор декоративных изделий и различных выкованных деталей имеют гармоничное сочетание, их легко собрать в определенные рисунки, каждый по-своему уникален и индивидуален.
Раньше, используя художественную ковку, редко делали такие элементы, как цветы и виноградные листья, своими руками, хотя они считаются традиционным вариантом.
В современном оформлении и декорировании вьющийся виноград из металла нашел свое широкое применение и является неотъемлемой частью.
Выкованные элементы, как декоративное дополнение, которое имитирует растительные узоры, обладают художественной ценностью. При ковке лозы, чтобы имитировать живые побеги винограда, приходится закручивать перегибы в колечки, и тогда орнамент с применением большого количества листьев приобретает живой натуральный вид.
Технология изготовления кованых листьев
Выкованные листья своими руками по своей структуре так же разнообразны, как и натуральный материал. Природа наградила растения листьями разных размеров и форм, которые могут быть самыми удивительными. Так и при ковке изделию придают самые причудливые формы. Приведем несколько рекомендаций, как изготавливаются листья своими руками.
Поэтапная ковка листьев.
- Чтобы выковать листья своими руками, необходимо заготовить шаблон изделия, по которому будут выполняться элементы. Первым делом переносится эскиз листьев. Искривленные линии на рисунке нужно распрямить, прямые линии впоследствии будут использоваться как ось листа.
- Перед ковкой, чтобы у изделия был надлежащая форма и более натуральный вид, применяя иглу для рисования, на сам эскиз наносят разметки в виде точек.
- Тонкая проволока, которая используется при сварочных работах, изгибается так, чтобы в точности создать контур будущего листа, следом проволоку выравнивают, а разметки переносят на ось.
- Следующим действием является доскональная прорисовка контура, что в результате получается половина необходимого шаблона. Чтобы полностью изготовить макет, осталось согнуть эскиз в месте оси и дорисовать полностью вторую половину, чтобы в результате получился готовый образец для будущих металлических листьев. Такой образец в дальнейшем будет использоваться как шаблон, по краю которого иглой наносят на металл контуры, и вырубается заготовка изделия.
Этим же методом наносят на будущий лист линии прожилок и, используя чеканку или способ рифления, изготавливают изделие. Эстетичность листьев зависит от навыков и аккуратно выполненной работы мастера. Удачно выполненная работа будет произведена, если с точностью выполнить одностороннюю или двухстороннюю развертку.
Сделать кованые листья своими руками выгоднее, чем заказать, так как это изделия со сложными дизайнерскими характеристиками.
Ковать листья своими руками — очень занимательное занятие, которое требует постоянного внедрения новых усовершенствований. Это касается в первую очередь художественных и декоративных элементов. Новичкам в этом нелегком деле придется очень долго набираться навыков и умения, чтобы выполненные работы обладали высоким качеством и идеальной формой.