
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
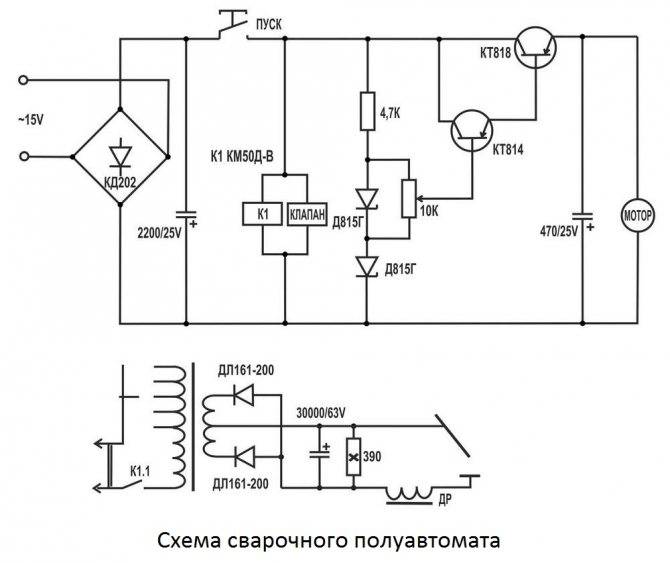
Сварочный аппарат из электродвигателя
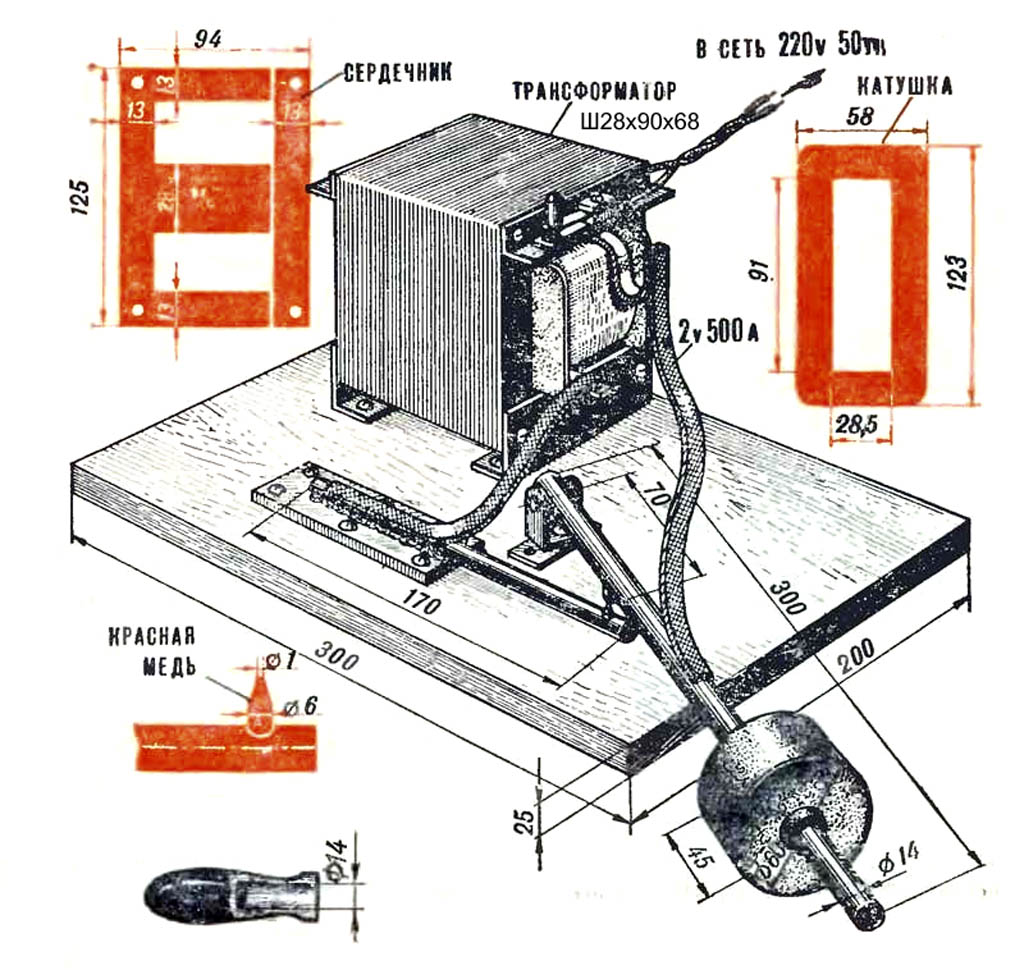
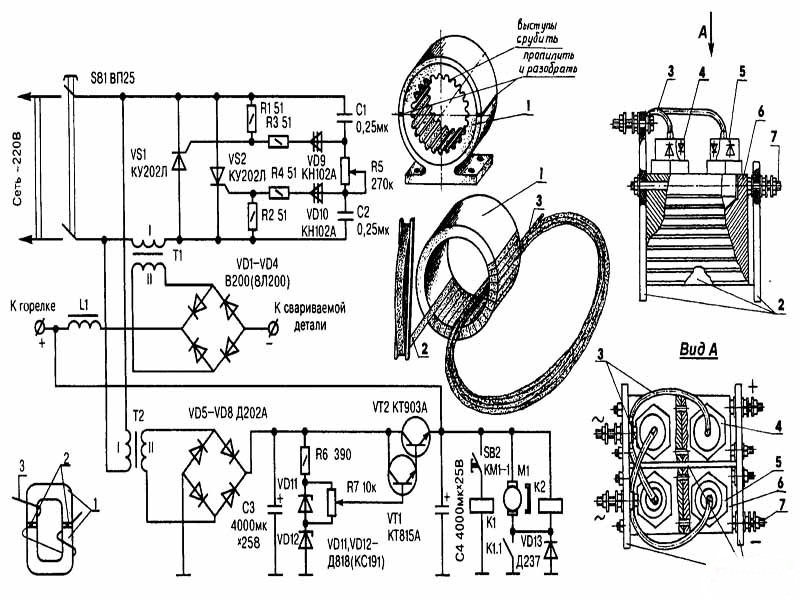
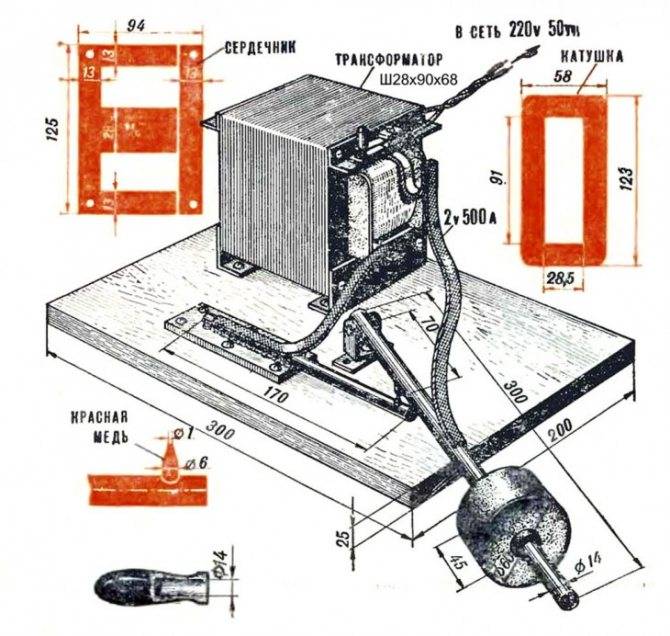
Сварочный аппарат в домашней мастерской — мечта многих радиолюбителей. Но вот проблема: где взять железо для изготовления его главной детали — мощного трансформатора? Я предлагаю простой выход из положения.
Для трансформатора подойдет неисправный электродвигатель мощностью не менее 7,5 кВт, с числом оборотов в минуту 740-960 (в этих электродвигателях диаметр ротора больше, чем в электродвигателях с числом оборотов 1500 — 3000 в минуту). Электродвигатель разбирается, из него вынимается статорная обмотка.
Затем корпус статора разбивается и из него вынимается пакет железа, в котором была уложена обмотка. После этого на железо наматывается необходимая обмотка — точно так, как на 0-образный сердечник, т.е. с помощью челнока.
Если он меньше, количество витков уменьшают, а если больше — увеличивают. Наконец, полученное количество витков делят на 12 и получают результат: количество витков на 1 вольт. В авторском варианте использован электродвигатель мощностью 7,5 кВт, 960 об/мин.
Немалая сложность состояла в выполнении вторичной обмотки. Я отказался от применения провода в стеклянной изоляции и для вторичной обмотки использовал провод ПЭТВ-2 диаметром 2,36 мм, который был сложен семь раз, то есть каждый виток выполнялся в семь проводов.
Первичная обмотка изготовлена из провода сечением 2,36 мм, сложенного вдвое. Можно использовать для обмоток любой провод диаметром от 1,5 мм до 2,5 мм, предварительно перерасчитав по его сечению количество проводников в витке.
Провод вторичной обмотки необходимо изолировать по всей длине, для чего можно использовать обычную изоленту. Вначале наматывается обмотка на 220 вольт, затем — все остальные.
Особое внимание надо обратить на качество изоляции между обмотками. Сделав отвод во вторичной обмотке для получения напряжения 13 вольт и поставив диоды, трансформатор можно использовать для запуска автомобиля без аккумулятора. Напряжение вторичной обмотки должно составлять 60…70 вольт
При этих данных сварочный аппарат варит электродами от 3 до 5 мм
Напряжение вторичной обмотки должно составлять 60…70 вольт. При этих данных сварочный аппарат варит электродами от 3 до 5 мм.
После укладки обеих обмоток, если осталось достаточно места, можно сделать обмотку для точечной сварки. Эта обмотка представляет собой 4 витка медной полосы размером 40 х 5 мм. Толщина скрепляемого точечной сваркой железа при этих данных составляет 1,5 мм. Изготовленный таким способом сварочный трансформатор надежно действует вот уже в течение 10 лет.
РЛ 6, 1993
Воробьев С. Опубликована: 2005 г. 1 Вознаградить Я собрал 0 0
x
- Техническая грамотность
- Актуальность материала
- Изложение материала
- Полезность устройства
- Повторяемость устройства
- Орфография
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Пример компоновки передней панели инвертора
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
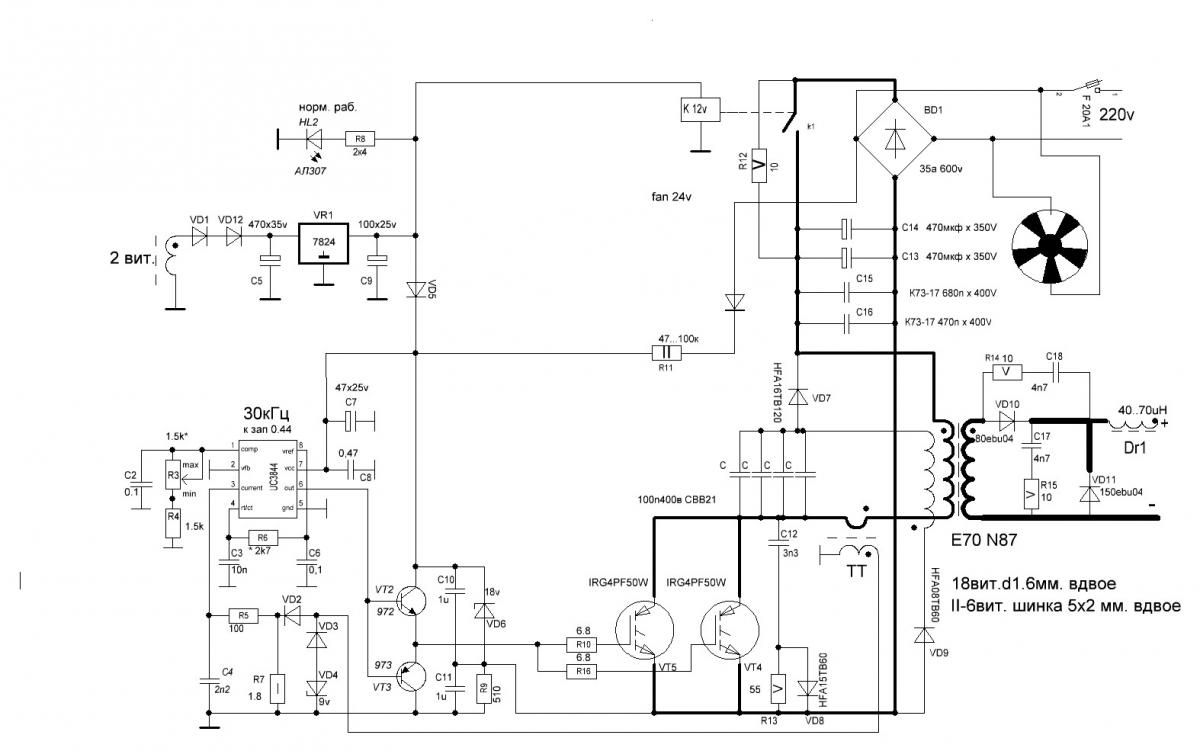
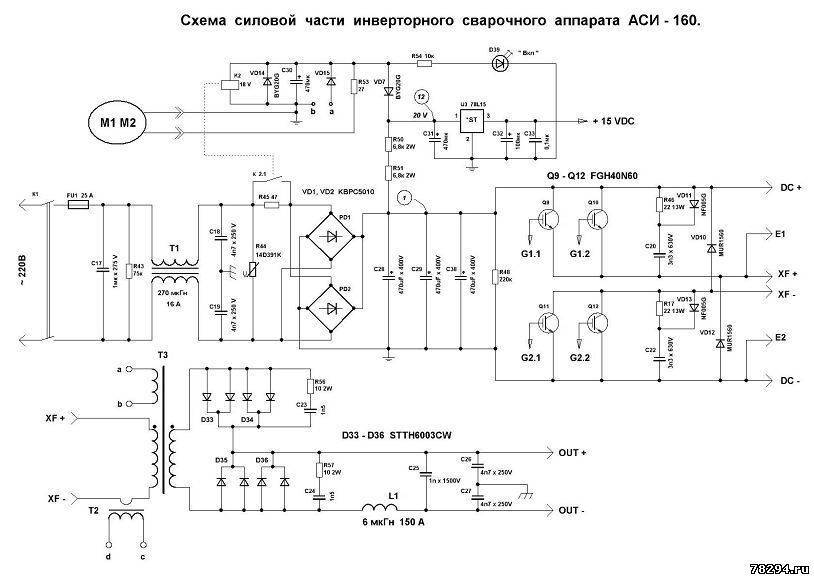
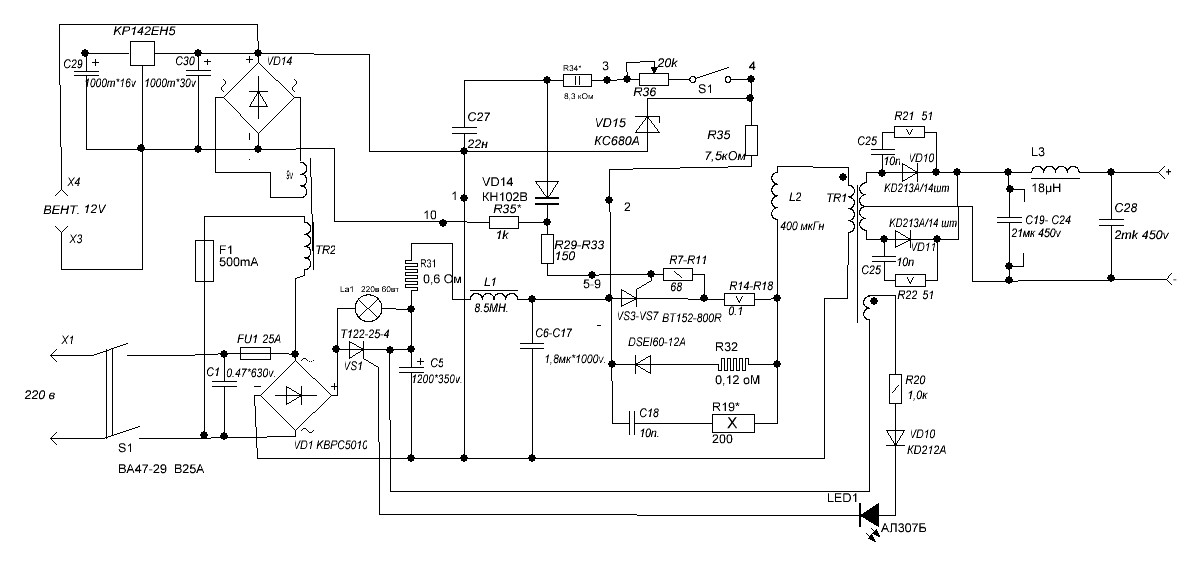
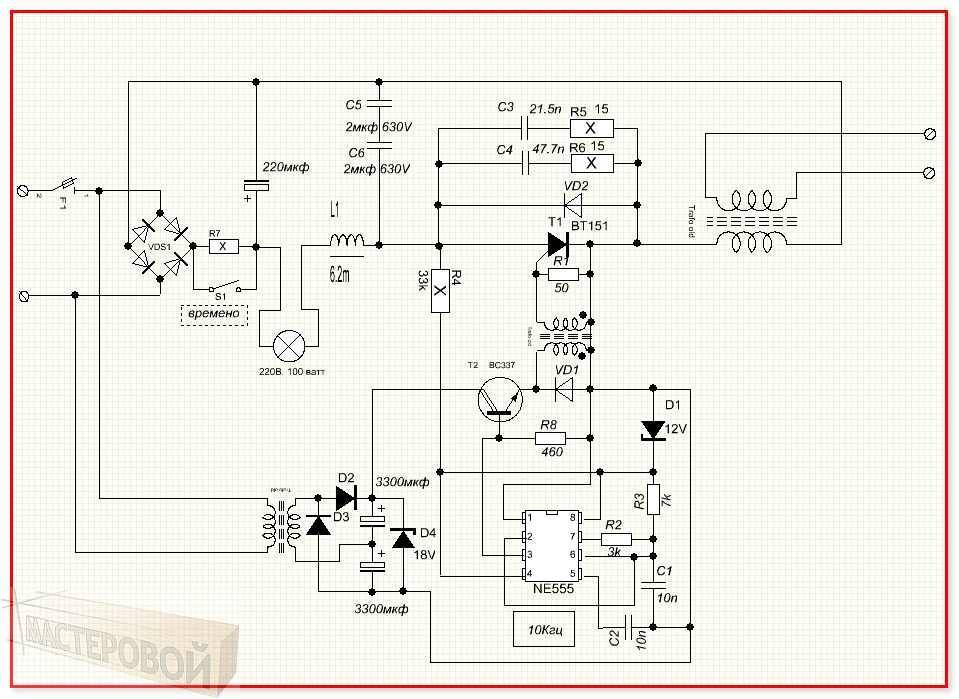
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Собранная электронная часть инвертора
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.


Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
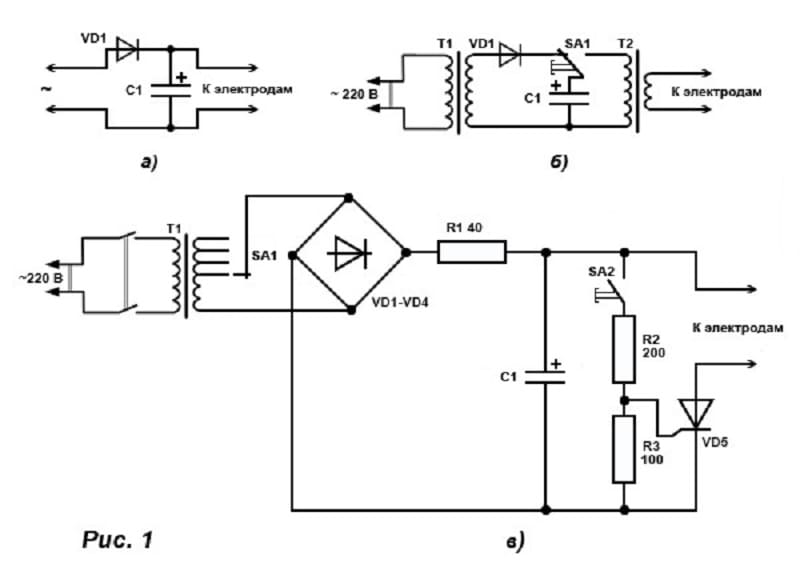
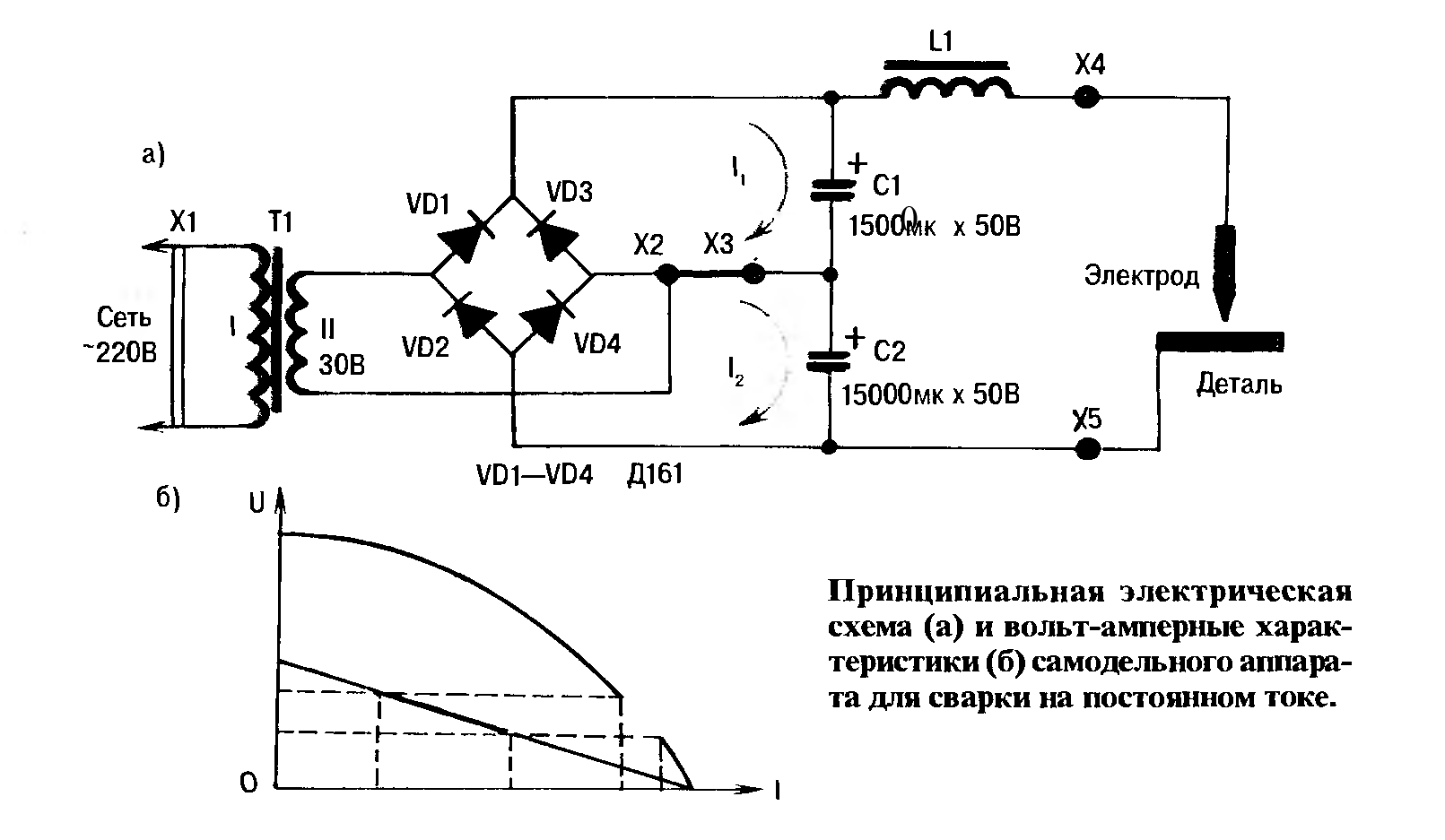
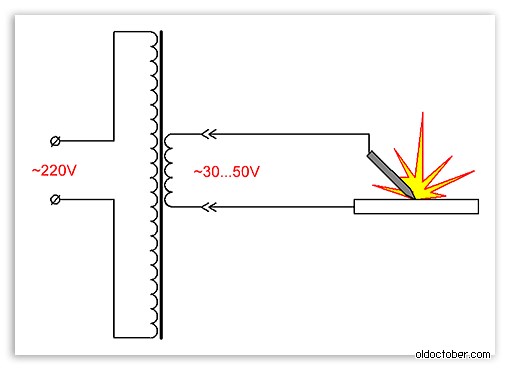
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
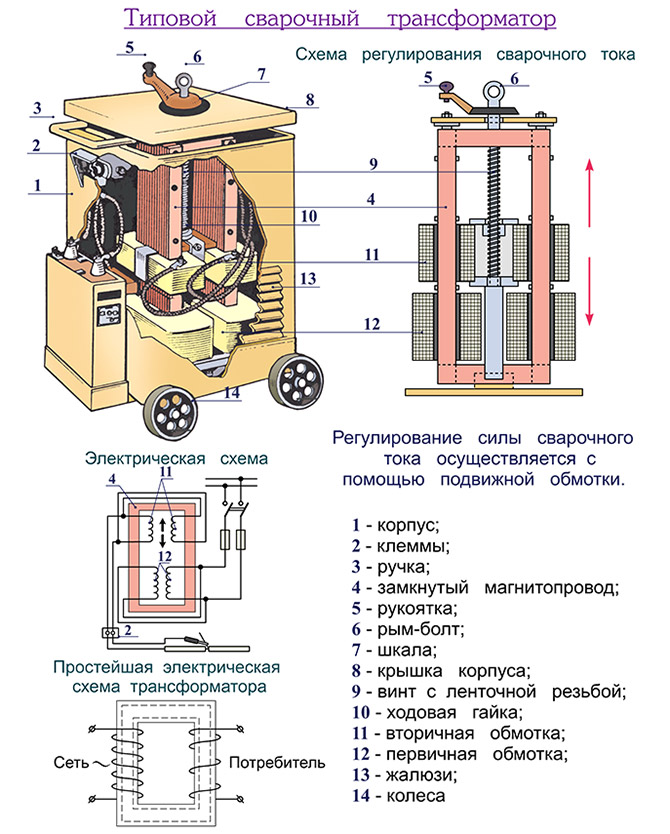 Сварочный трансформатор
Сварочный трансформатор
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Основы работы сварочным инвертором
На стадии подготовки уточняют особенности технологического процесса. Электрод 2,5 мм применяют при силе тока 90±10А для сварки заготовок следующей толщины (мм):
- чугун — 3 и более;
- нержавеющая сталь — 1,5;
- «мягкие» сорта стали — от 2 до 5.
Чтобы выяснить, как подключить сварочный инвертор в других исходных условиях, пользуются справочными данными. По результатам пробного шва корректируют рабочие параметры.
При увеличении силы тока:
- шов получается глубже;
- можно быстрее перемещать электрод без ухудшения надежности соединения.
Перед сваркой тщательно очищают поверхности. Удаляют ржавчину, жир, краску. Для создания качественного шва с одинаковой интенсивностью прогревают обе заготовки.
Тренировкой улучшают рабочие навыки. Новички для улучшения видимости разметкой выделяют линию соединения. Электрод перемещают под углом 30-60°. Сохраняют постоянную длину дуги 2-3 мм.
Материалы для его сборки
Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8. Блок питания инвертора
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка
Стоит обратить внимание на одинаковость диаметров двух видов обмоток
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
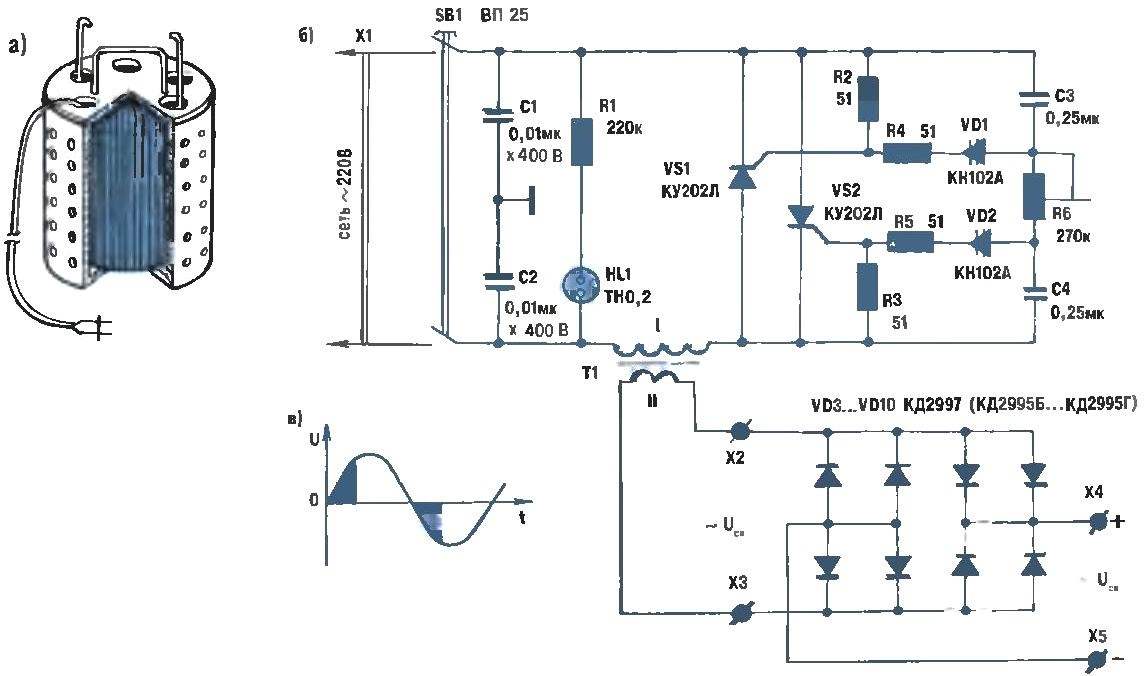
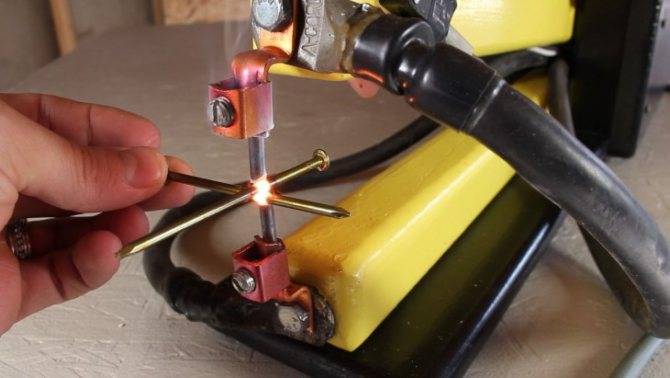
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
 Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Инвертор или трансформатор- отличия, преимущества и недостатки
Можно сказать, что в недалеком прошлом веке, одним из самых заветных желаний любого мастера, вплотную связанного с ремонтом машин или любой другой металлообработкой, было иметь под рукой сварочный аппарат. Пусть это будет самодельная трансформаторная модель, но это оборудование помимо несказанной пользы, всегда вселяло гордость его владельцу. Сейчас же, при высоком темпе развития технологий, полки магазинов электрооборудования забиты различными моделями сварочных аппаратов, отличающихся назначением, функциями, ну и, конечно же, ценой. И тому, кто сталкивается с выбором сварочного аппарата РДС для бытовых нужд или на производство, наперво встает вопрос «Что выбрать сварочник инвертор или трансформатор?».



Поэтому в этой статье мы представим некоторые плюсы и минусы этих устройств, для того, что бы Вы смогли четко определить, какой из типов устройств Вам необходим- инвертор или трансформатор. Предупреждаем, что в этом материале будет идти разговор исключительно об аппаратах для ручной дуговой сварки.
Отличия процесса сварки инвертора от трансформатора
Давай те рассмотрим сам процесс сварки и отличие в этом вопросе инвертора от трансформатора. И здесь, главный недостаток привычных трансформаторов это недостаточная устойчивость дуги вместе с низкой стабильностью режима, которая полностью зависит от колебаний электро-сети. У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
Помимо всего выше перечисленного, сварочный инвертор потребляет гораздо меньше электроэнергии и может работать от автономных источников питания- бензиновых и дизельных электрогенераторов (на нашем сайте Вы можете ознакомиться с актуальными моделями генераторов ). Для примера, электропотребление инвертора при работе электродом диаметром в 3мм равносильно потреблению двух электрочайников, что вполне укладывается в бытовые нормы. Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Вес и габариты
Немаловажное преимущество сварочного инвертора перед трансформатором – это его малый вес и достаточно небольшие габариты. Все это становится возможным благодаря повышению частоты напряжения: ведь при повышении частоты в 1000 раз, размер трансформатора уменьшается в десять раз
У некоторых моделей инверторов сам трансформатор имеет размеры меньше сигаретной пачки; основную же массу занимает радиатор. Неудивительно, что такой инвертор можно легко повесить на плечо и варить в труднодоступных местах: при массе меньше 4-х килограмм некоторые модели инверторов позволяют легко работать электродами диаметром даже до 3-4 мм (к примеру, инвертор отечественного бренда Сварог ARC 200 Easy). И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь.
Денежный вопрос
Не скроем, зачастую трансформаторы по-прежнему в два и более раза дешевле инверторов. Да и ремонт трансформаторов на пост-советском пространстве обычно обходится дешевле. Тем, не менее, из опыта Европейских коллег, можно вынести интересные данные: каждые 1000 Евро стоимости сварочных работ при ручной дуговой сварке могут быть разделены на следующие категории затрат:
- 35% оплата труда сварщиков
- 35% стоимость электродов
- 28% стоимость электроэнергии
- И всего 2% оборудование и принадлежности (стоимость св. аппарата, кабелей и пр.)
Как видно, стоимость оборудования для сварки лишь незначительно влияет на общую стоимость сварочных работ. В связи с этим становится выгодно покупать оборудование, использующее новейшие разработки: даже при большей стоимости инвертора уменьшение расходов на электроэнергию в перспективе дает суммарную экономию общей стоимости сварочных работ на 5-8% процентов!
Подведем итоги
Судя по всему, современные сварочные инверторы действительно более практичны, экономичней, а главное более выгодны в использовании в отличие от классических трансформаторов
Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него. Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
-
Лампа для дезинфекции коронавируса (COVID-19) — обзор лучших вариантов, а также инструкция по применению
-
Как сделать медицинскую маску: инструкция по изготовлению простых и сложных масок для защиты от коронавируса (COVID-19)
-
Как связать тапочки крючком? ТОП-8 лучших идей от мастериц. Пошаговая инструкция, как связать красивые и теплые тапочки своими руками

В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Сварочный трансформатор — простейших тип оборудования
Для выполнения большинства сварочных работ в домашних условиях хватит понижающего сварочного трансформатора без дополнительных схем или устройств. Последовательность сборки такого агрегата следующая:
- Делят общее количество витков каждой обмотки на две равные половины, чтобы разместить их на обоих стержнях сердечника.
- Если собираете сердечник из отдельных пластин, потребуется их фиксация стяжками или в простейшей обойме. Изолировать пластины друг от друга не следует.
- Для катушек делают каркас из толстого электротехнического картона. Внутренний размер должен соответствовать сечению сердечника и должен позволять смещать катушку вверх или вниз.
- Обмотки наматывают, укладывая витки вплотную друг к другу. При необходимости делают несколько рядов из уложенного провода.
- Если первичная обмотка рассчитана с отводами, то на необходимом количестве витков делают петлю и выводят её, не разрезая.
- На нижнюю часть сердечника надевают первичную обмотку, вторичная крепится сверху.
- Чтобы менять силу тока для сваривания металлов или при работе с деталями, отличающимися по толщине, предусматривают обустройство простейшего регулятора. Он будет перемещать катушки со вторичной обмоткой вверх-вниз.
- Принцип действия такого регулятора основан на изменении воздушного зазора между обмотками. В результате меняются параметры магнитного поля, что и приводит к увеличению или уменьшению силы тока во вторичной обмотке.
- Регулятор представляет собой винт с резьбой, при закручивании которого и происходит подъём катушек. Для этого эти элементы соединяют между собой.
Практически во всех случаях самодельные сварочные аппаратуры делают без корпуса. Это делают с целью предотвращения перегрева катушек, который может стать причиной выхода устройства из строя. Если сделать схему с принудительным охлаждением при помощи вентилятора, то сварочный трансформатор можно установить и в корпус. Для его изготовления выбирают устойчивые к температуре пожаробезопасные материалы, например, текстолит толщиной 1,5 – 2 см.
На поверхность корпуса выводят шпильки для подключения сварочных кабелей и сетевого провода. Возможность подключения к отводам первичной обмотки обеспечивают обустройством отдельных контактов или установкой мощного пакетного переключателя на требуемое число положений.




Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
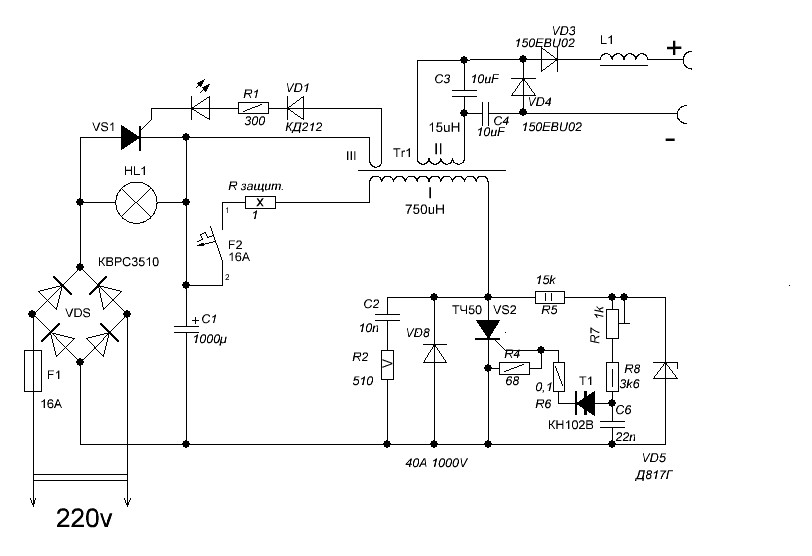
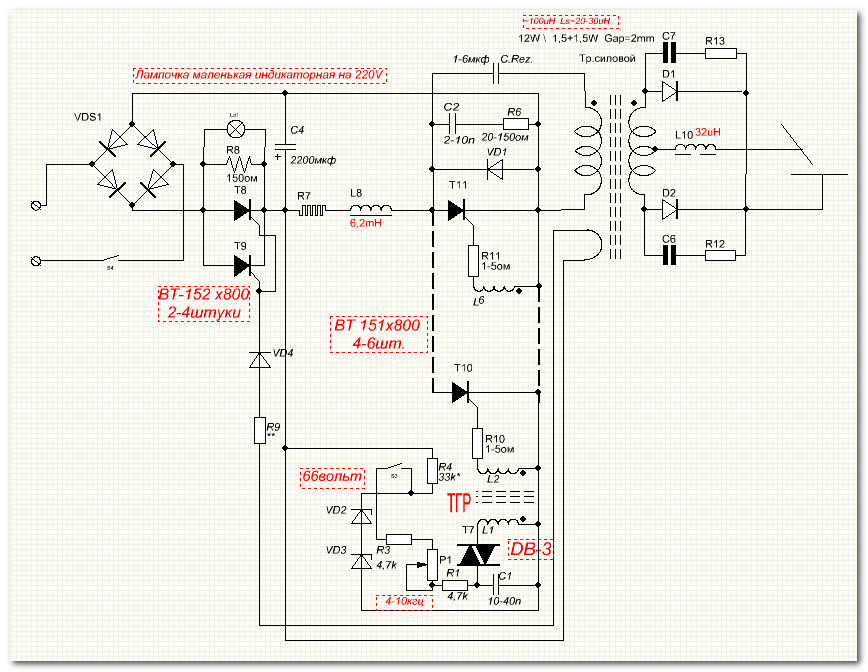
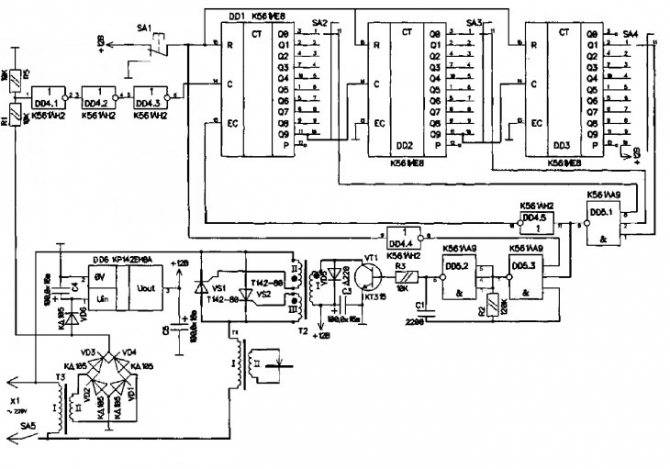
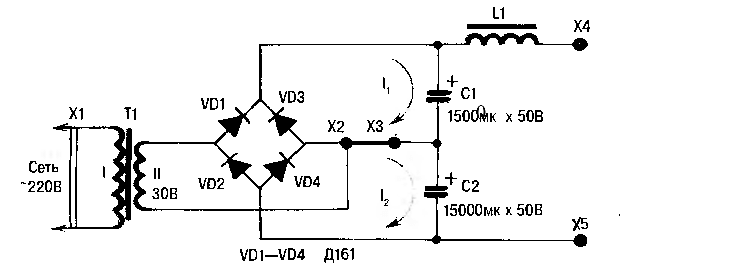
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
Подключение 15 В к ШИМ.
Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
При холостом ходе сила тока моста должна быть менее 100мА.
Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения)
Это и есть рабочее колебание частот трансформатора.
Потребление моста 150мА.
Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В
Оптимальным является 340 В.
Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Как пользоваться аппаратом
 После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.