
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
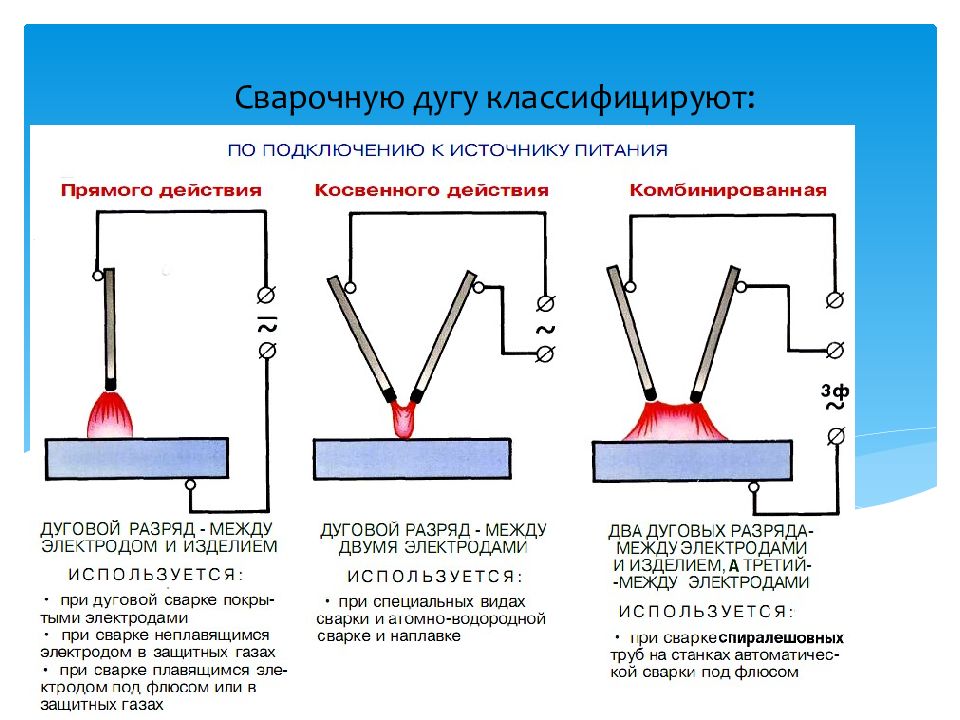
Прямое действие сварочной дуги характеризуется особым направлением тока. Электрод располагается почти параллельно свариваемой поверхности и при этом дуга формируется под углом в 90 градусов. Электрическая сварочная дуга и ее характеристики могут быть и косвенного действия. Она может формироваться лишь с использованием двух электродов, расположенным под углом над поверхностью свариваемой детали. Здесь так же возникает сварочная дуга и металл плавится. Как мы писали выше, сварочные дуги также делятся по атмосфере, в которой формируются. Вот их краткая классификация:
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Дополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
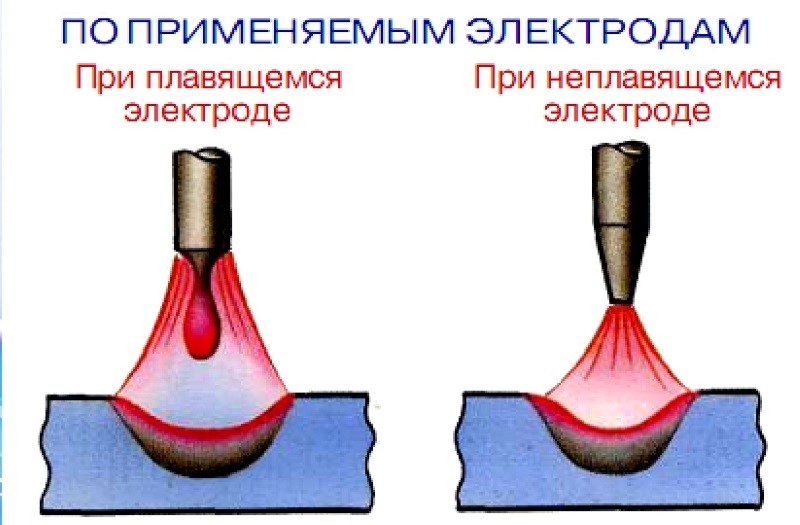
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
Как долго длится вспышка электрической дуги
Вспышка дуги может длиться где-то от доли секунды до нескольких секунд, в зависимости от ряда факторов. Большинство вспышек дуги не длятся очень долго, потому что источник электричества быстро отключается автоматическими выключателями или другим защитным оборудованием.
Самые современные системы в настоящее время используют устройства, известные как элиминаторы дуги, которые обнаруживают и гасят дугу всего за несколько миллисекунд.
Однако, если система не имеет какого-либо типа защиты, вспышка дуги будет продолжаться до тех пор, пока поток электричества не прекратится физически. Это может произойти, когда работник физически отключает электричество от зоны или когда повреждение, вызванное вспышкой дуги, становится достаточно серьезным, чтобы каким-то образом остановить поток электричества.
Посмотрите на реальный пример дуговой вспышки, которая продолжается в течение длительного периода времени, в следующем видео. К счастью, люди на видео были одеты в свои средства индивидуальной защиты и остались без травм. Мощный взрыв, громкий шум, яркий свет и огромная температура — все это чрезвычайно опасно.
https://youtube.com/watch?v=tRXftM5LdyI
Виды сварочной дуги
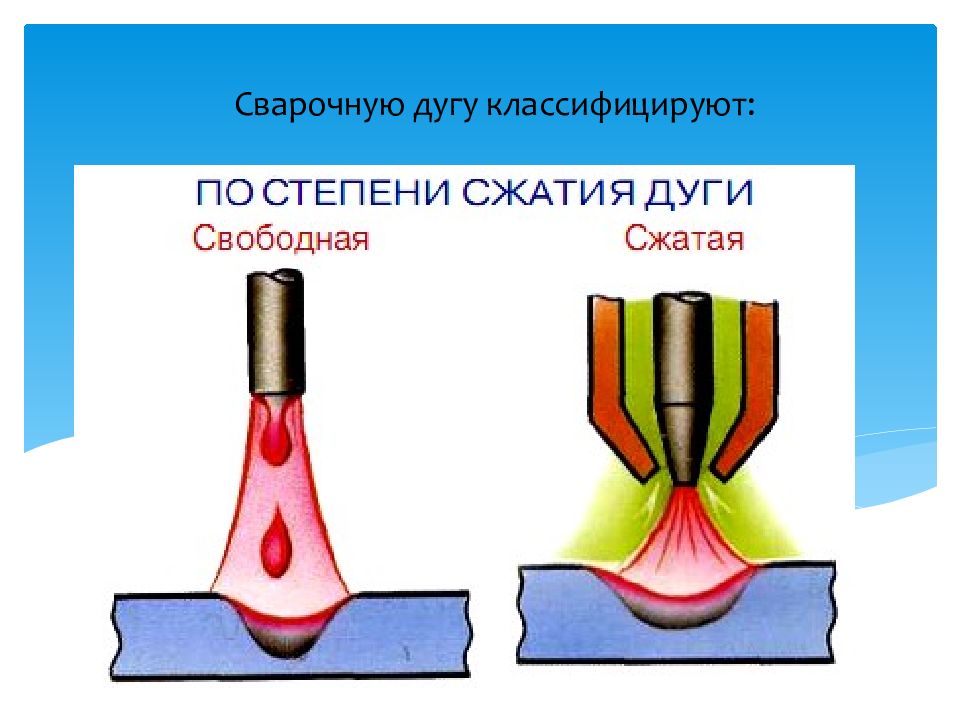
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Защита от электрической дуги
Какие бывают меры защиты от электрической дуги, что могло меня защитить? Проанализировав интернет, увидел, что самым популярным средством защиты людей в электроустановках от электрической дуги является термостойкий костюм. В северной Америке большой популярностью пользуются специальные автоматы фирмы Siemens, которые защищают как от электрической дуги, так и от максимального тока. В России, на данный момент, подобные автоматы используются только на высоковольтных подстанциях. В моем случае мне бы хватило диэлектрической перчатки, но сами подумайте, как в них подключать светильники? Это очень неудобно. Также рекомендую использовать защитные очки, чтобы защитить глаза.
В электроустановках борьба с электрической дугой осуществляется с помощью вакуумных и масляных выключателей, а также при помощи электромагнитных катушек совместно с дугогасительными камерами.
Это все? Нет! Самым надежным способом обезопасить себя от электрической дуги, на мой взгляд, являются работы со снятием напряжения. Не знаю как вы, а я под напряжением работать больше не буду…
На этом моя статья электрическая дуга и защита от электрической дуги заканчивается. Есть что дополнить? Оставь комментарий.
Полезное применение
Как это ни странно, но физики нашли применение этому электрическому явлению ещё на этапе развития науки об электричестве. Пример тому – лампочка Яблочкова. Она состояла из двух угольных электродов, между которыми зажигалась электрическая дуга.
У этой лампы были два недостатка. Электроды быстро изнашивались (выгорали), а спектр света смещался в ультрафиолетовую зону, что негативно влияло на зрение. По этим причинам дуговые лампы не нашли широкого применения и их быстро вытеснили лампы накаливания, существующие до сегодняшнего дня.
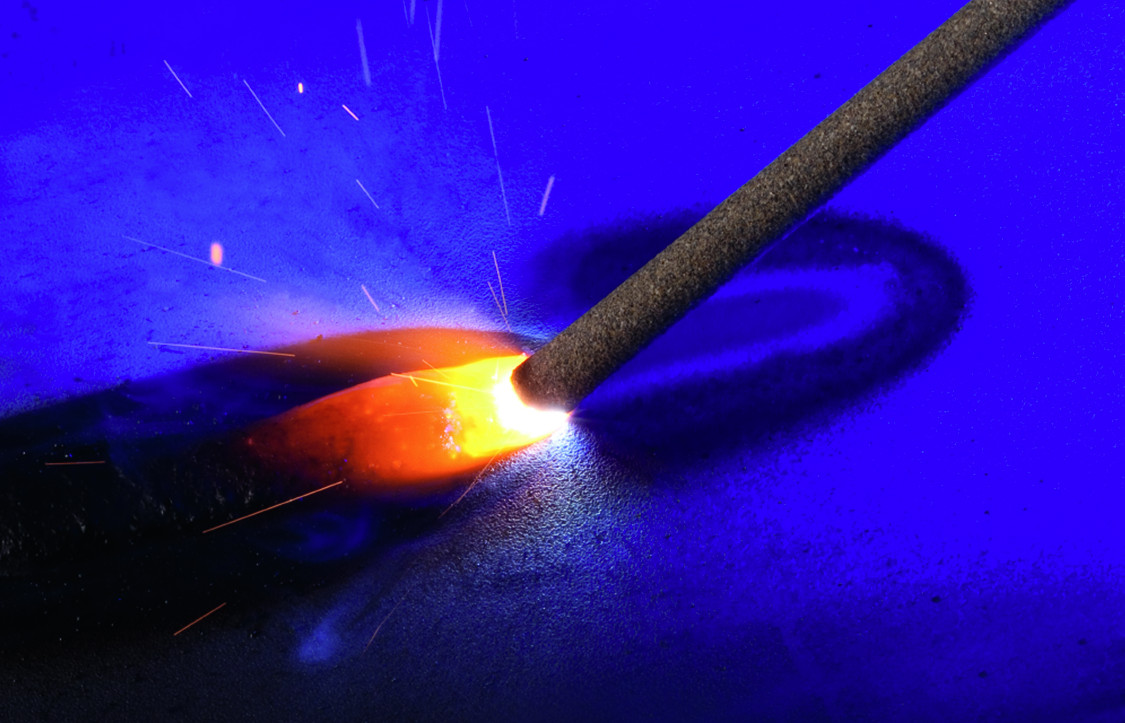
Исключение составляют дугоразрядные лампы, а также мощные прожектора, используемые преимущественно в военных целях. Дуговой разряд стал массово применяться на практике с момента изобретения сварочного аппарата. Дуговую сварку применяют для сварки металлов. (см. рис. 5)
Рис. 5. Дуговая сварка
Используя проводимость плазмы, включая в сварочную цепь специальные сварочные электроды, достигают высокой температуры в сосредоточенном пятне. Регулируя сварочный ток, сварщик имеет возможность настроить аппарат на нужную температуру дугового разряда. Для защиты ствола от тепловых потерь, металлические электроды покрыты специальной смесью, обеспечивающей стабильность горения.





Электрическую дугу применяют в доменных печах для плавки металлов. Дуговая плавка удобна тем, что можно регулировать её температуру путём изменения параметров тока.
Наряду с полезным применением, в электротехнике часто приходится бороться с дуговыми разрядами. Не контролированный дуговой разряд может нанести существенный вред на линиях электропередач, в промышленных и бытовых сетях.
Рис. 6. Дуговой разряд на ЛЭП
Это интересно: Терморезистор — устройство, принцип работы, назначение, виды
Общая информация по сварочной дуге
С научной точки зрения, сварочная дуга характеризуется 2 свойствами – выделение огромного количества теплоты и мощное лучеиспускание. Первое я отношу к положительной стороне, а второе, — к отрицательной.
В качестве проводников электрического разряда обычно используются материалы с электромагнитными свойствами. На собственном опыте убедился, что лучше всего себя проявляют графитные стрежни круглого сечения, которые в научной литературе иногда именуют дуговыми фонарями.
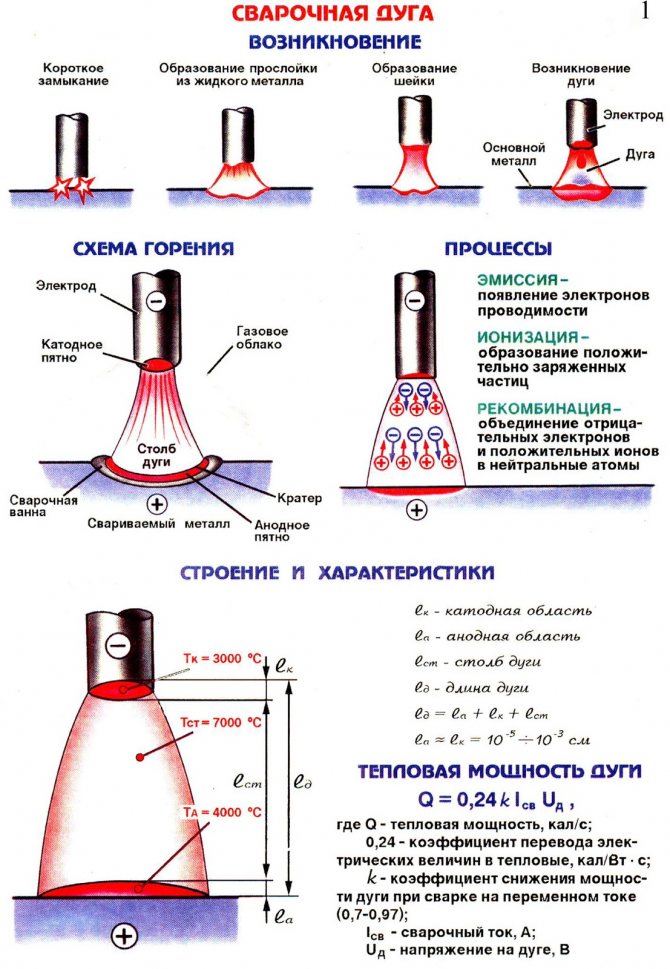
1) Возникновение, температура и воздействие
Дабы понимать, как осуществляется процесс сварки, всегда советую изучать теоретическую базу физических явлений. При образовании вольтовой дуги во всей красе проявляет себя закон Джоуля.
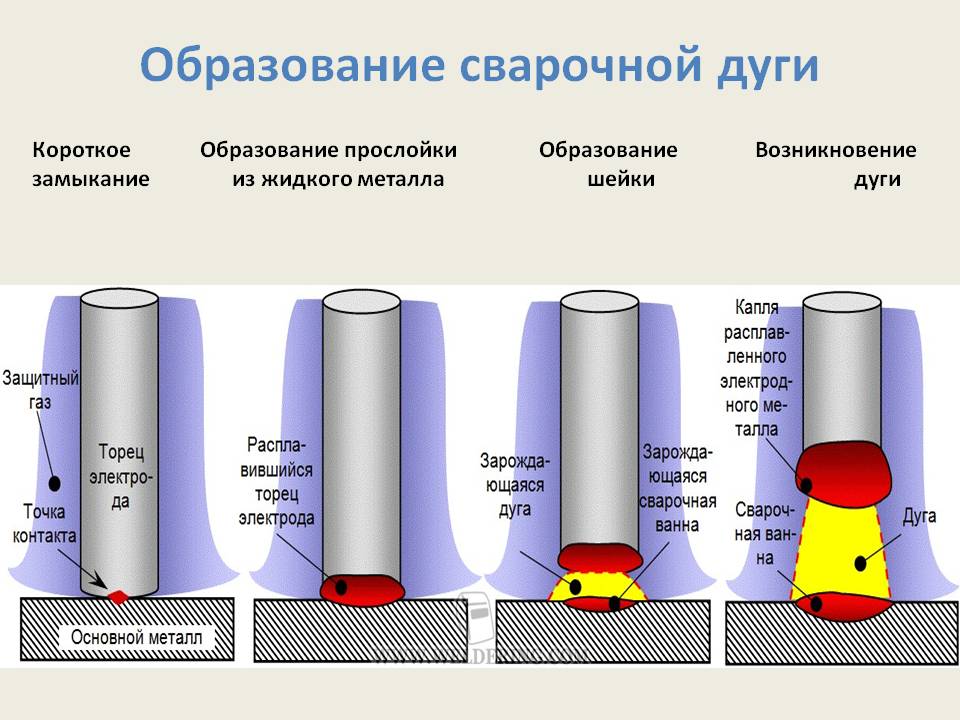
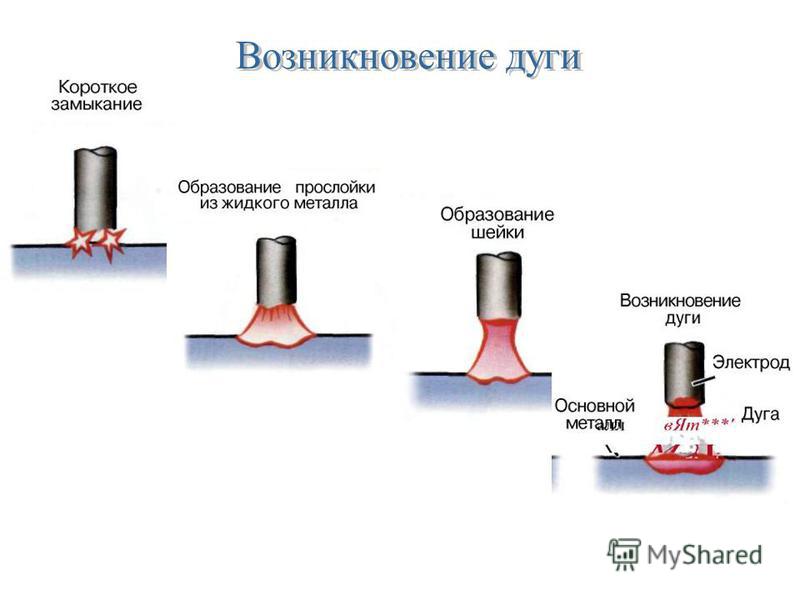
Алгоритм возникновения электрической дуги:
- Соприкосновение электродов.
- Выделение громадного количеств тепла в месте стыка.
- Концы проводников раскаляются.
- Разъединение электродов.
- Выделение катодом электронов.
- Электроны пронизывают поток воздуха между электродами, производя расщепление молекул на «+» и «-».
- Возникновение электрической дуги.
- Стабилизационный процесс за счет роста числа заряженных частиц.
- Образование с варочной ванны.
Как показывает практика, наибольшее распространение для возникновения разрядов приобрели металлические стержни с покрытием и непосредственно деталь, которую сварщик планирует обрабатывать.
Тестируя профитность угольных и металлических электродов, легко заметить, что электрическое сопротивление во втором случае значительно ниже, нежели при использовании угольных материалов. Данное явление обуславливается наличием металлических паров.
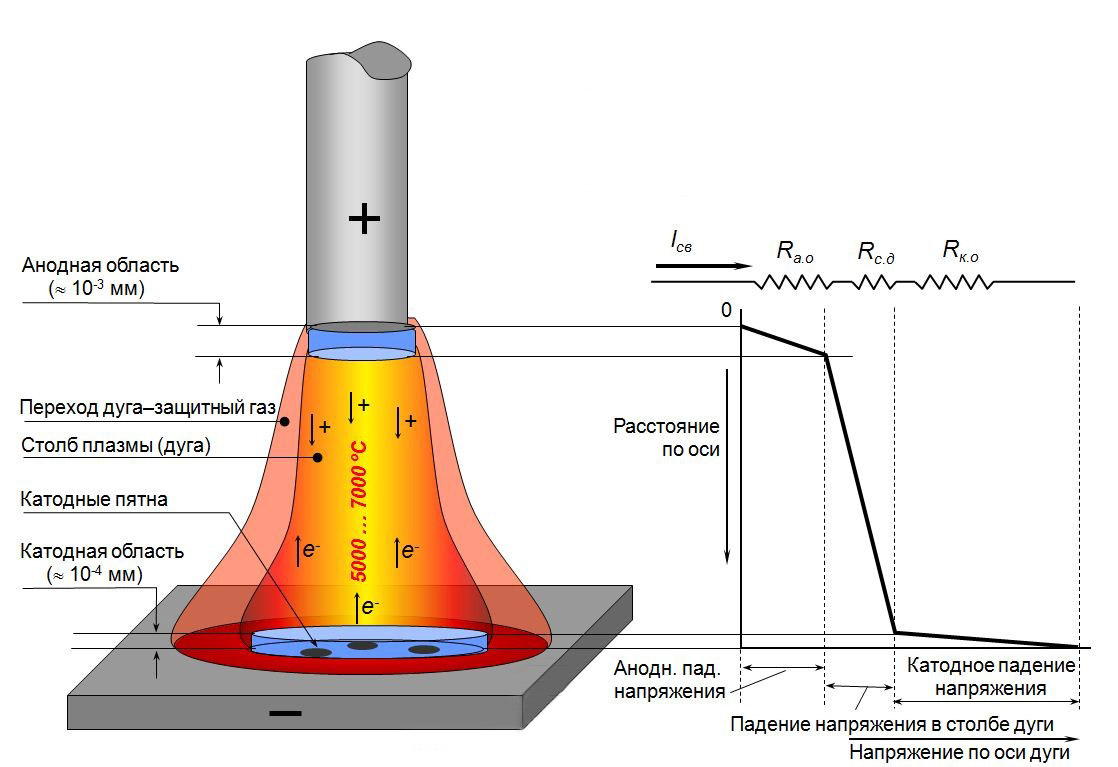
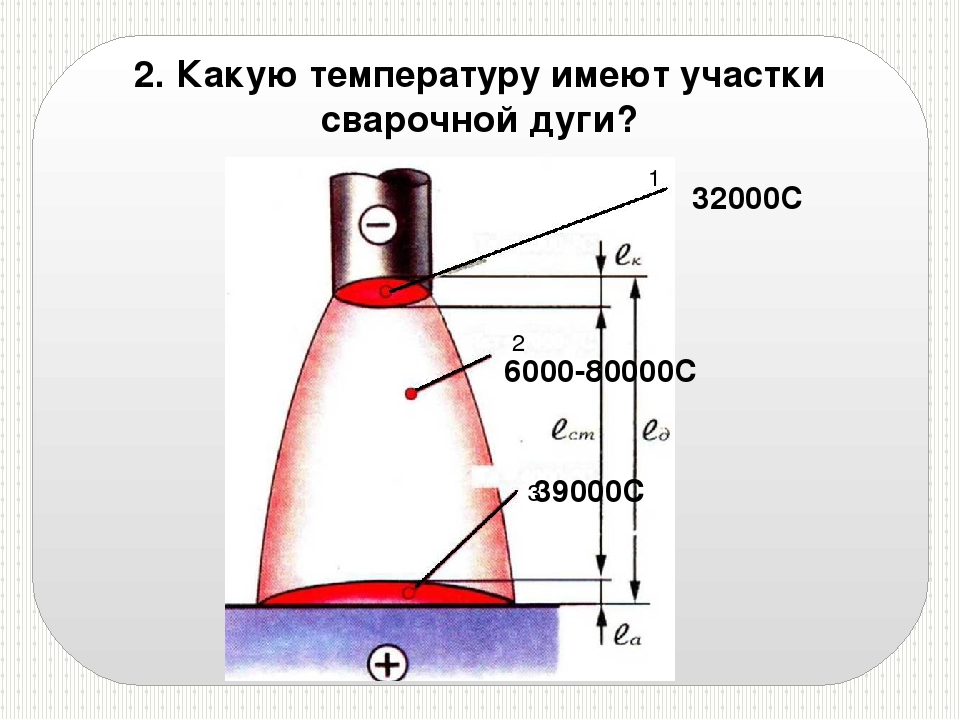
Для лучшего понимания принципов выделения теплоты, я решил добавить небольшую схему из справочной литературы выше. По рисунку заметно, что температурный режим на различных областях электродов отличается друг от друга. Здесь прослеживается зависимость между количеством выделяемого тепла и уровня нагрева. Так на «+» выдается 40%, на «-» 35%, а остальные 25% тепла приходится на непосредственно саму дугу. Чтобы компенсировать температурную разницу, приходится брать угольные проводники разной толщины. На положительной стороне – больше диаметр, а на отрицательной – меньше.
2) Рассказываю, что такое длина сварочной дуги
Длиной дуги называется фактическое расстояния от торцовой части электрода до основы кратера сварного шва. Между диаметром прутка и длиной электрической дуги имеется прямая зависимость.
Выразить ее можно через формулу:
L (дуги) = 1/2*d — 1.2*d, где
L – длина дуги;
d – значение диаметра электродного прутка.
Чтобы легче было освоить просчет потенциальной дуги на различных электродах, я приведу небольшой пример.
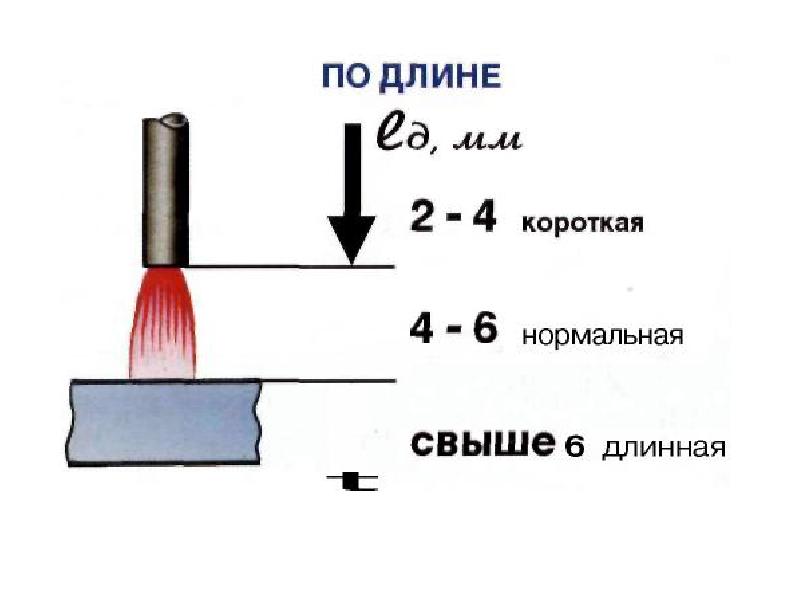
Выделяют 3 типа сварочной дуги по толщине, но скажу честно, что в 95% случаев сварщики пользуются исключительно короткой. Средняя и длинная применяется в исключительных ситуациях. Детальнее о каждом типе я рассказал в таблице ниже.
| Тип | Вид | Описание |
|---|---|---|
| Короткая | Оптимальный вариант, за счет которого сварщик может достигнуть эталонного по качеству сварного шва. Короткую дугу отличают не только по виду, но и на слух – будет слышно сухое потрескивание, схожее с разогревом масла на сковороде. | |
| Средняя | Усреднённое значение проще всего поддерживать новичкам сварки. Результатом станет шов среднего качества. Если человек только начал пользоваться сварочным аппаратом, начинать практику стоит именно со средней длины электрической дуги. | |
| Длинная | В результате работы на большом расстоянии от поверхности шва, его качество будет ниже среднего. Негативные проявления – окисление металла и формирование неровной поверхности накапливаемого металла с электрода. Горит неустойчиво с характерным шипением. |
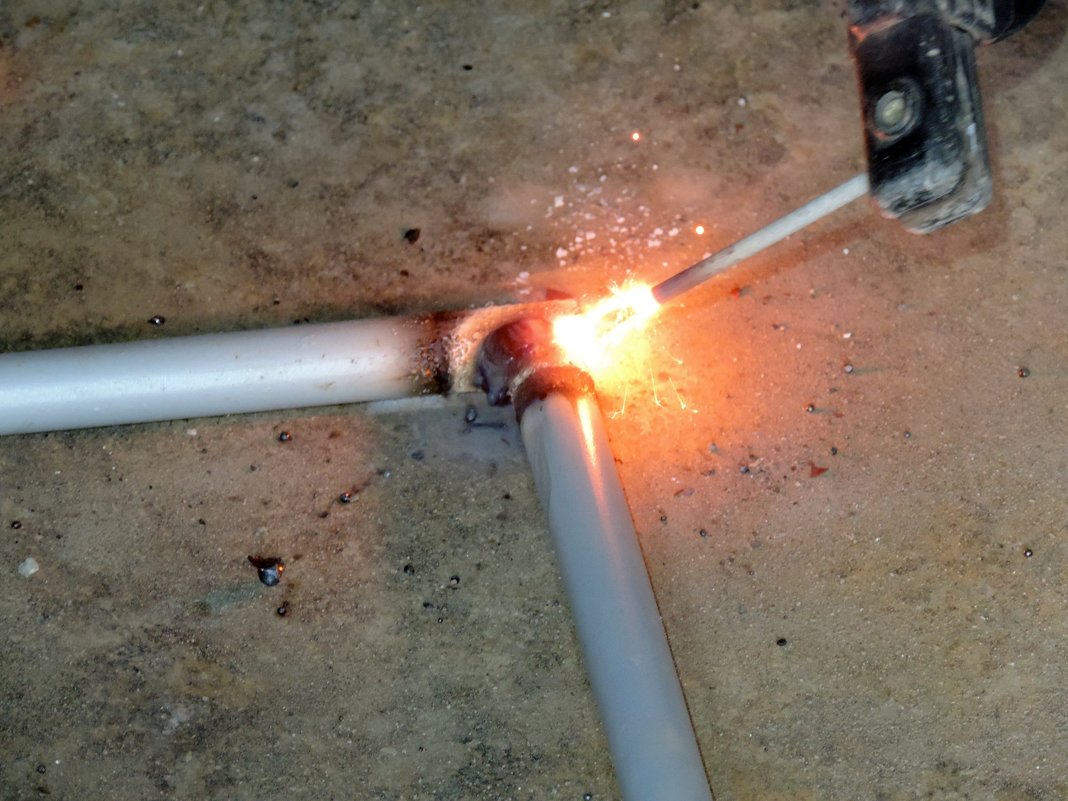
Ключевой недостаток длинной дуги – разбрызгивание капель электрода по области шва из-за недостаточного прогрева области. По внешним проявлениям даже малоопытный сварщик сможет сказать, где использовалась короткая, а где длинная электрическая дуга.
Сделанная мной фотография выше четко дает понять, где какой тип дуги применялся. Как говориться, качество на лицо. Даже при хорошем умении наложения, разница между верхними и нижними швами кардинальная, и заметна даже невооруженным глазом.
![§ 32. сварочные свойства дуги [1981 фоминых в.п., яковлев а.п. - ручная дуговая сварка]](https://takorest.ru/wp-content/uploads/f/5/4/f54cdd6f530e7ebb5c121adde00380c2.jpeg)



Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.
РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением.
Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды.
Вид сварки РД позволяет производить работы в любых условиях — на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях.
Ручная сварка отлично подходит для работы с разными видами металлов. Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди.
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра.
Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва.
8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла
От этого зависит прочность и качество сварного шва.
Явления ионизации и деионизации
В начале горения дуги преобладают процессы ионизации, когда дуга устойчива, то процессы ионизации и деионизации происходят одинаково часто, как-только процессы деионизации начинают преобладать над процессами ионизации — дуга гаснет.
ионизация:
- термоэлектронная эмиссия — электроны отрываются от раскаленной поверхности катодного пятна;
- автоэлектронная эмиссия — электроны вырываются с поверхности из-за высокой напряженности электрического поля.
- ионизация толчком — электрон вылетает с достаточной скоростью и в пути сталкивается с нейтральной частицей, в результате образуется электрон и ион.
- термическая ионизация — основной вид ионизации, поддерживает дугу после её зажигания. Температура дуги может достигать тысяч кельвинов, а в такой среде увеличивается число частиц и их скорости, что способствует активным процессам ионизации.
деионизация:
- рекомбинация — образование нейтральных частиц из противоположно заряженных при взаимодействии
- диффузия — положительно заряженные частицы отправляются “за борт”, из-за действия электрического поля дуги от середины к границе
Бывают ситуации, когда при размыкании контактов дуга не загорается, тогда говорят о безыскровом разрыве. Такое возможно при малых значениях тока и напряжения, или при отключении в момент, когда значение тока проходит через ноль.
Природа и строение
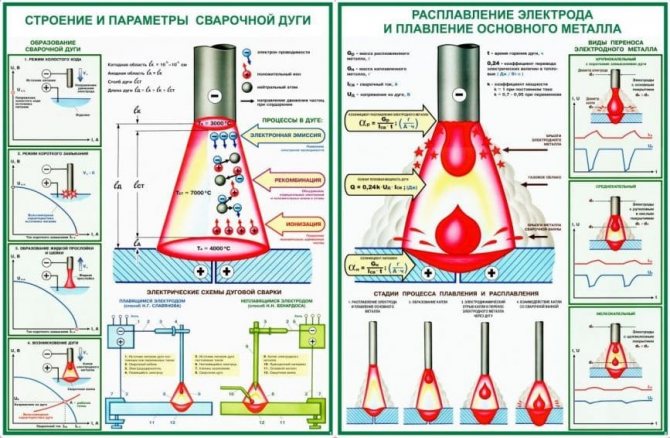
Строение и параметры сварочной дуги. По своим особенностям, характеристика сварочной дуги и её природа достаточно легкие в понимании. Максимальная температура в электрическом рассматриваемом элементе для сварки может быть до 10 тысяч градусов.
Это получается за счет прохождения электрического тока через катоды, куда он попадает в ионизированный газ, а затем, после разряда с яркой вспышкой, дает возможность разогреться до необходимой температуры.
После ток попадает на металл, который подвергается сварке и дальнейшей обработке.
Поскольку температура достаточно большая, то данный элемент для сварки излучает инфракрасные и ультрафиолетовые лучи, которые является опасными для организма человека. От этого может нарушиться зрение, либо возникнуть сильный ожог на кожном покрове.
Чтобы защитить себя от негативных последствий необходимо изучить ее свойства, характеристики, а также обеспечить себя или мастера надежной защитой.
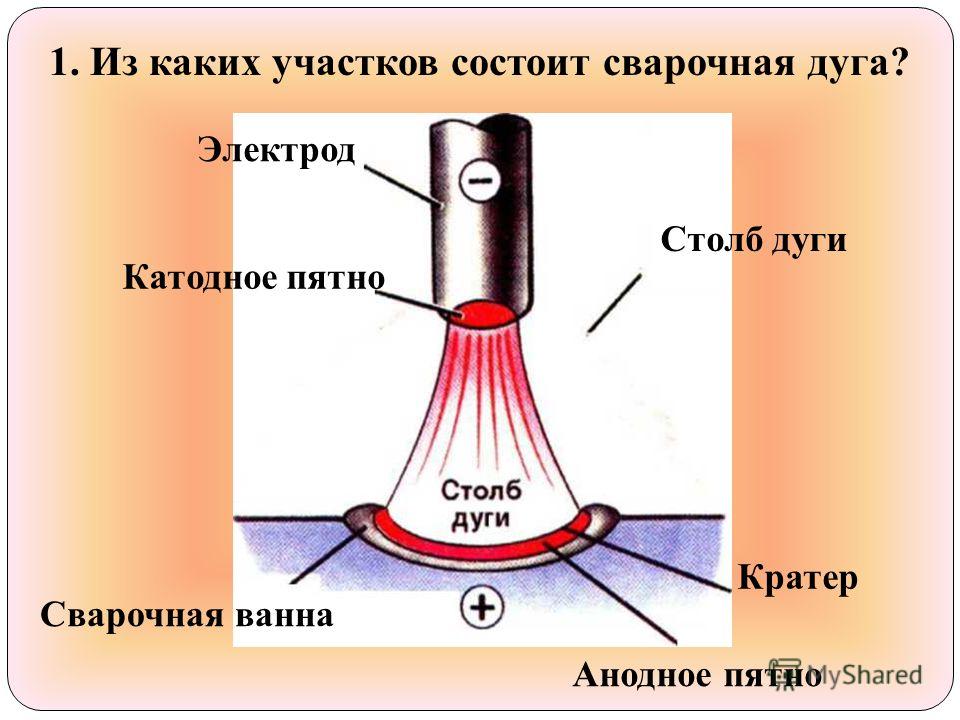
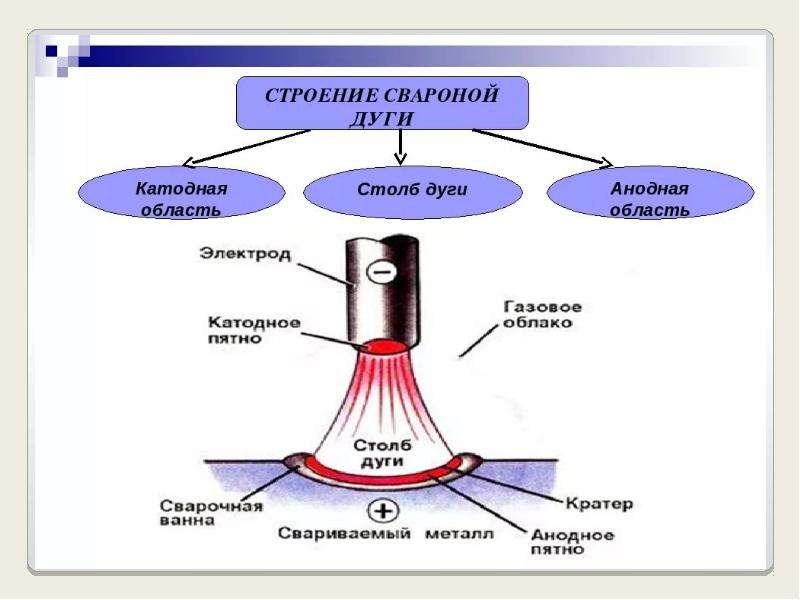
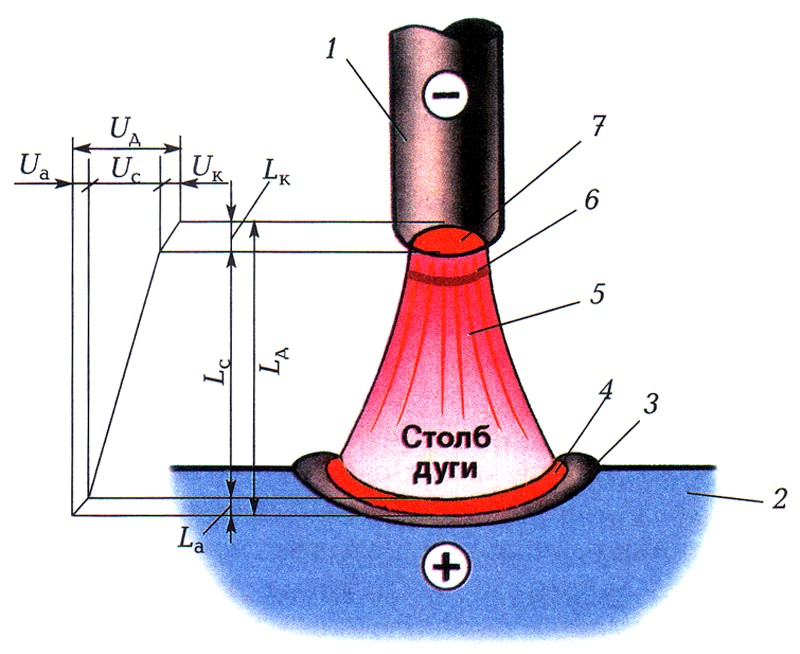
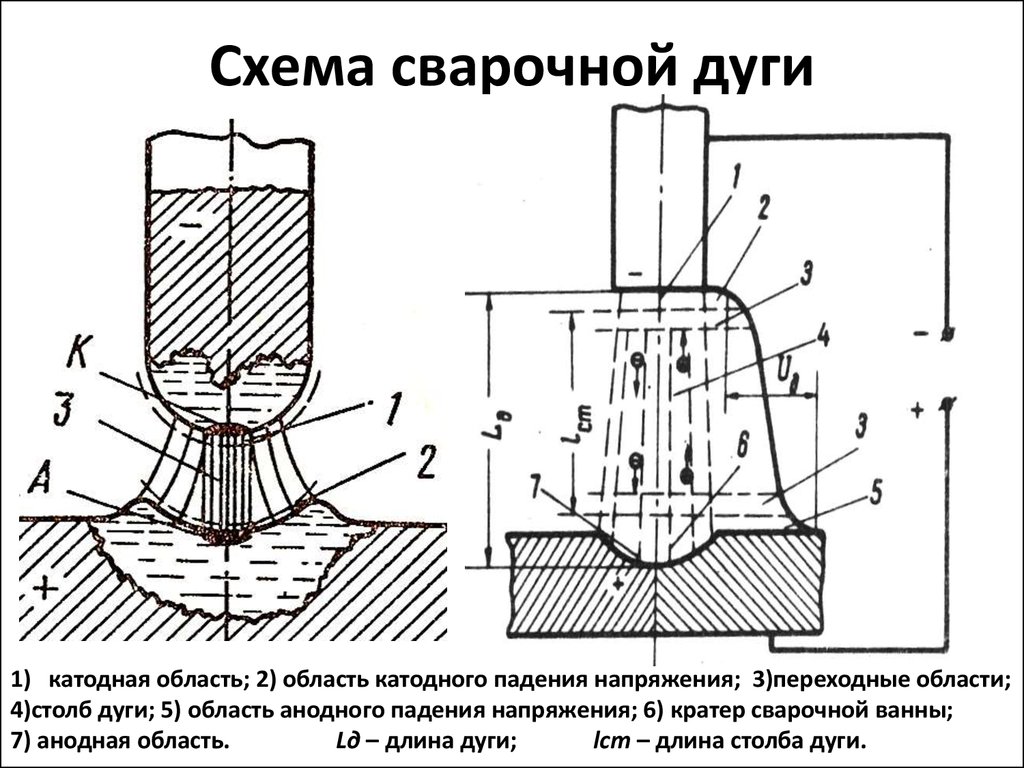
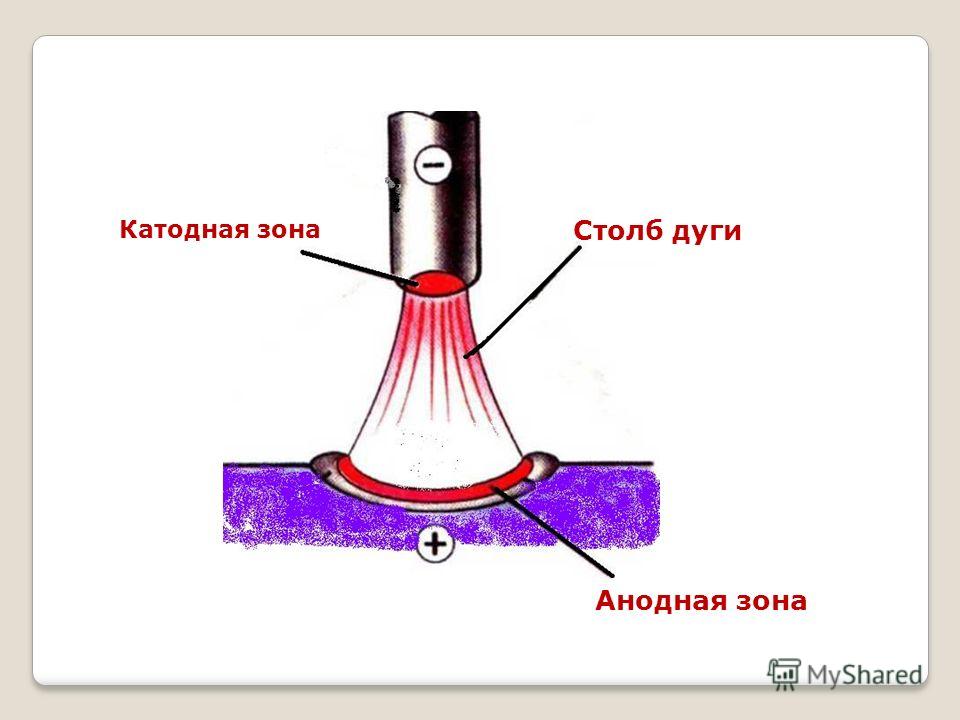
Ещё одним немаловажным аспектом является строение сварочной дуги. Вопрос о том, из скольких частей состоит сварочный элемент, достаточно интересный и познавательный. В первую очередь стоит отметить, что она обладает тремя главными зонами: анодной, катодной и столбом.
Когда горит механизм на катоде или аноде, появляются небольшого размера пятна – места, где температура имеет максимальное значение. Сквозь эти области и протекает электрический ток, а анодное и катодное места на поверхности подразумевают под собой пониженное действие напряжения.
Столб зачастую находится посреди этих локаций, и напряжение может незначительно спадать в нем. За счет этого сварочный элемент имеет длину, которая включает в себя все перечисленные области.
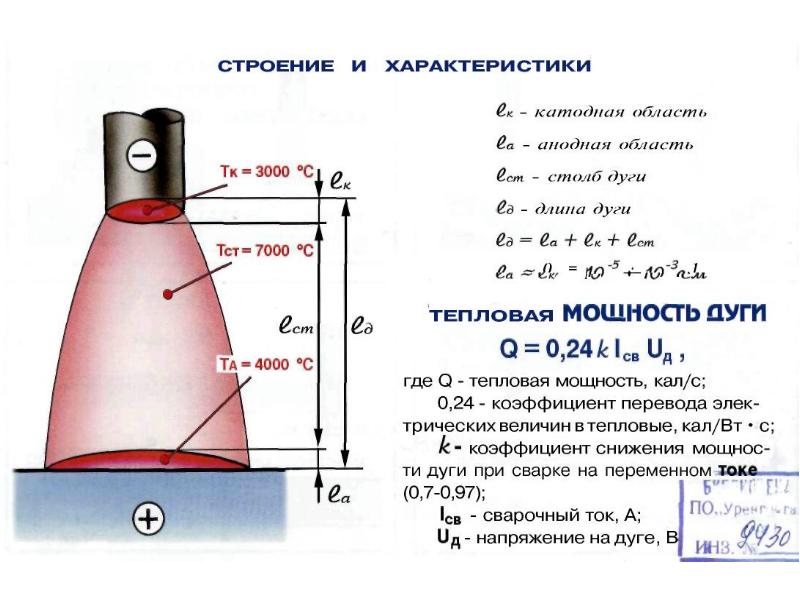


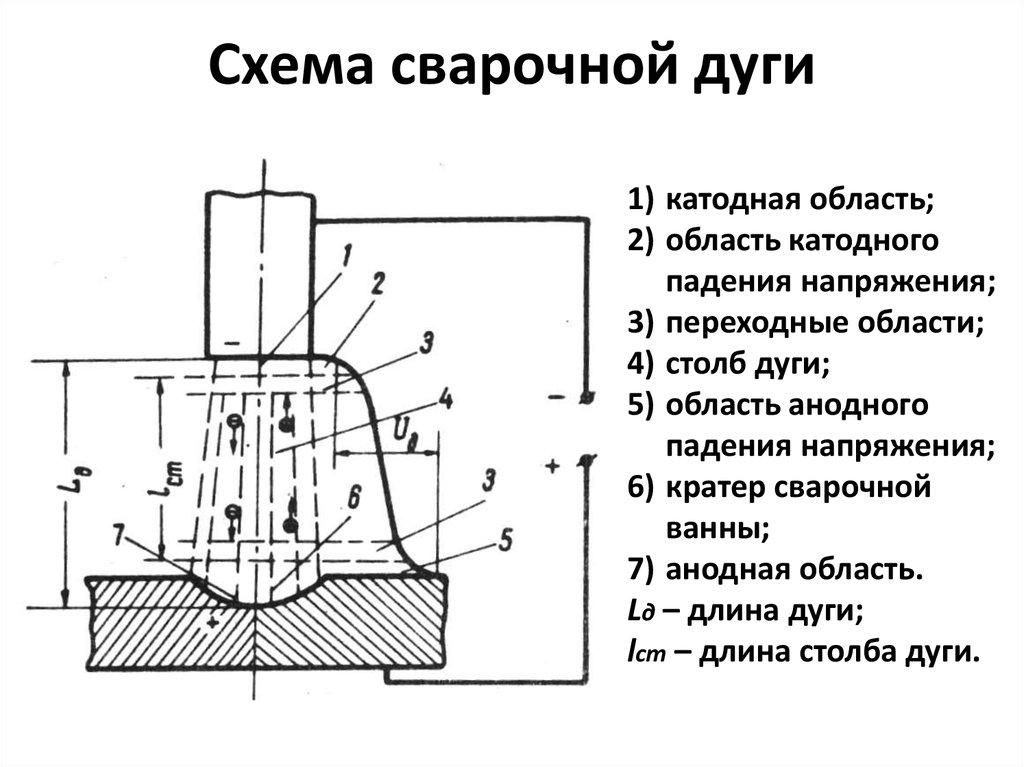
Самым оптимальным размером длины детали является 5 миллиметров, благодаря чему температура горения становиться постоянной, благоприятной и стабильной.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке.
Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей.
Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы — до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое.
Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.
Электроды-ролики для контактной сварки
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.