
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
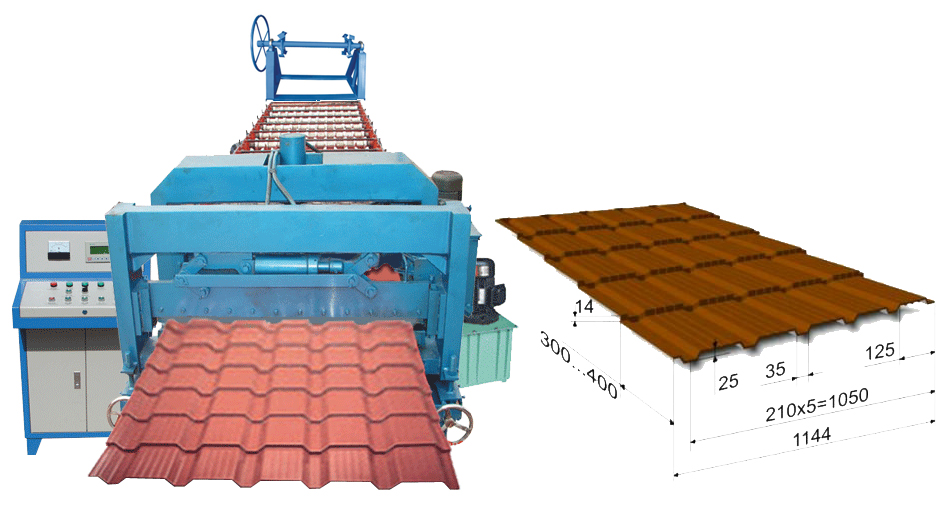
Полуавтоматическая и автоматическая линия для производства профнастила
Линии по производству профнастила могут быть полуавтоматическими и полностью автоматизированными.
Производительность полностью автоматических линий для производства профнастила значительно выше. Они оборудуются совершенными системами автоматизированного управления на базе современных промышленных контроллеров. Программное обеспечение таких систем позволяет поддерживать оптимальную рабочую скорость, по заданной графической модели профиля листа автоматически выбирать конфигурацию матрицы и пуансона. Системе управления задается и целый ряд других параметров, таких как длина профилированных листов и их количество.
Предусматривается два режима работы системы автоматизированного управления — автоматический и ручной. Ручной режим используется при наладке линии и заправке края рулона металла в листогиб прокатного стана. На пульт управления системы автоматизации выводятся индикаторы всех основных параметров технологического процесса и оповещения о неисправности или аварии.
Для обслуживания автоматической линии для производства профнастила необходим высококвалифицированный персонал, как минимум, один оператор, следящий за линией, и один рабочий, занимающийся транспортировкой рулонов металла и упаковкой готовой продукции. Также необходим специалист по ремонту и настройке подобных линий, однако эта должность может быть совмещена с работой оператора.
Производят такое оборудование многие европейские компании, большой популярностью пользуются и аналогичные станки, изготовленные машиностроительными предприятиями Китайской Народной Республики. При этом китайская линия по производству профнастила, купить которую можно за 600-700 тыс. рублей, по своим техническим характеристикам и эксплуатационным качествам ненамного уступает оборудованию признанных мировых брендов, стоящим значительно дороже.
Поэтому, если вы хотите купить линию по производству профнастила, то внимательно изучите все доступные на рынке предложения, а не сразу делайте заказ представителям известных брендов. Конечно, европейские станки, как правило, надежнее и с лучшими техническими характеристиками, однако китайские значительно, часто в разы, дешевле в обслуживании и ремонте. Кроме того, китайские производители значительно чаще своих коллег идут навстречу своим покупателям и могут доработать линию, исходя из ваших потребностей.
Ниже в таблице приведены цены на производственные линии по выпуску нескольких марок профилированного листа, изготавливаемых российскими предприятиями.
| Наименование оборудования |
Линия для производства профнастила, цена базовой комплектации в руб. с НДС |
Срок изготовления под заказ, мес. |
| Линия кассетного типа для производства профнастила С-8 (производительность 20 м/мин) |
1 540 000 | 2,5 |
| Сменная касета для производства профнастила С-10(С-12) |
1 100 000 | 2,5 |
| Линия кассетного типа для производства профнастила С-10 (С-12), (производительность 20 м/мин) |
1 600 000 | 3,0 |
| Сменная касета для производства профнастила С-21 |
1 300 000 | 3,0 |
| Линия кассетного типа для производства профнастила НС-35 (производительность16 м/мин.) |
2 720 000 | 3,5 |
| Сменная капсета для производства профнастила С-44 |
2 400 000 | 3,5 |
Сменная кассета позволяет быстро перестраивать прокатный стан производственной линии на выпуск другой марки профнастила.
Вне всякого сомнения, основой для производства высококачественного профилированного листа является надежное и качественное оборудование. Но понятно и то, что для установки его необходимы соотвествующие производственные площади, то есть необходим цех.
Достоинства и недостатки
Важно иметь в виду, что плюсы и минусы имеет любой материал. Также к положительным качествам профлиста относят:
- высокая несущая способность. Более того крыша выдержит любое количество осадков;
- малый вес. Поэтому снижается нагрузка на несущие конструкции здания от фундамента до кровли, уменьшается стоимость транспортировки;
- легкость монтажа — работы можно вести самостоятельно;
- долговечность и надежность . Бесспорно, благодаря защитным слоям срок эксплуатации крыши из качественного материала составляет до 50 лет;
- широкая цветовая палитра включает более 300 вариантов, в том числе фактурных и металлик;
- экономичность. Наконец — соотношение цена/качество выше, чем у любого другого материала для скатных крыш.
Несомненно, среди недостатков можно выделить следующие параметры:
- Во-первых при резке металла необходимо дополнительно обрабатывать срезы порошковой краской;
- Во-вторых — в случае сильных осадков материал резонирует;
- В-третьих: во время монтажа кровли требуется выполнение вентиляционных каналов. Также нужна укладка пароизоляции, предотвращая скопление конденсата на внутренней стороне покрытия.
Кровля из профнастила
Важно понимать, что стоит внимательно и грамотно оценивать все перечисленные достоинства и недостатки. Несомненно профлист является одним из самых востребованных материалов для кровли
Организация бизнеса
Для организации бизнеса необходимо зарегистрировать деятельность в налоговой инспекции. Производство можно организовать в качестве
индивидуального предпринимателя, либо как общество с ограниченной ответственностью. Если вы планируете работать с крупными поставщиками, лучше не рисковать и сразу регистрировать ООО. Иногда крупные компании предпочитать иметь дело только с юридическими лицами.
Также надо выбрать подходящую систему налогообложения. Это может порекомендовать юрист или бухгалтер. Чаще всего предприниматели останавливаются на упрощенной системе, особенно если речь идет о старте бизнеса. При желании в новом отчетном году у вас будет возможность перейти на более удобную систему налогообложения.
При регистрации необходимо указать ОКВЭД 27.33 производство гнутых стальных профилей.
Оборудование
Оборудование для производства профнастила – станки.
Видео: как производят профнастил на линии
https://youtube.com/watch?v=wTyBNY3MHK4
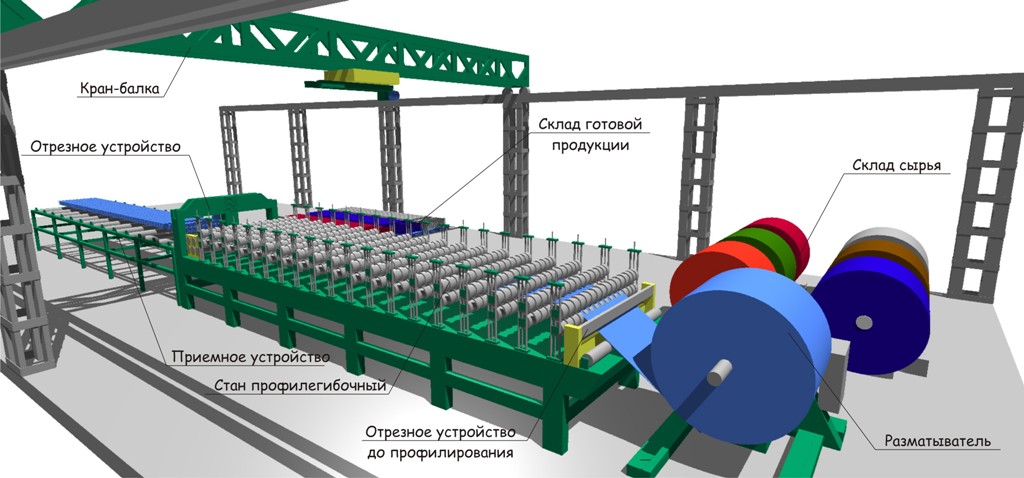
Стандартная линия производство профнастила состоит из:
Разматывающего механизма. Специальное устройство, которое отвечает за размотку и установку профильного листа на прокатный стол. Скорость и количество размотанных метров контролируются при помощи специальной программы (станок ЧПУ) или вручную. Грузоподъемность такого механизма до нескольких тонн, в зависимости от характеристик, работает как с уже готовым профнастилом, так и с рулонами стали без гофры.
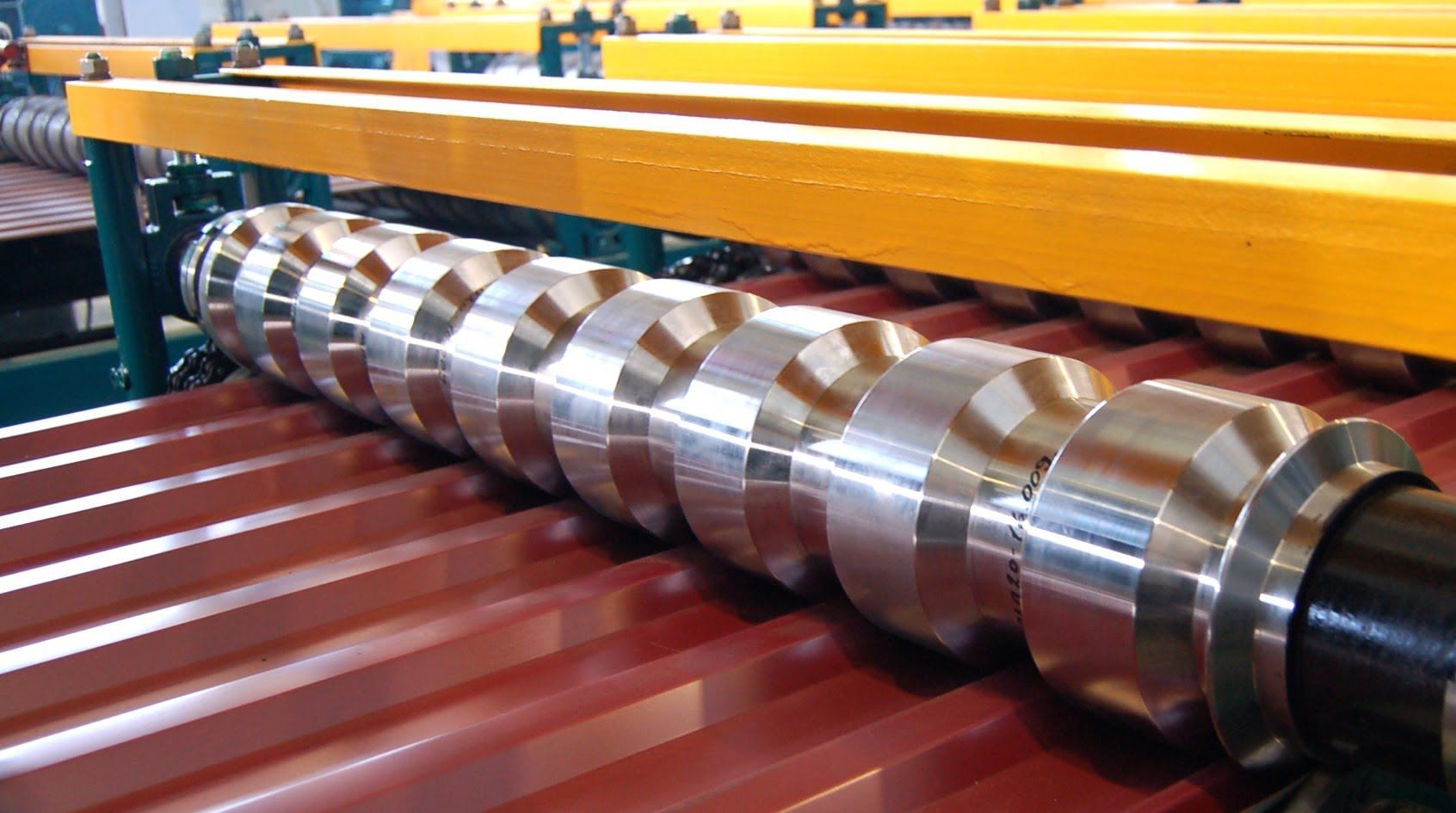
Прокатный стол или стан
Стол проката или как его называют, стан – это часть автоматической линии, которая предназначена для формирования определенной последовательности производственной ленты. У него достаточно сложная конструкция: станина, каркас, профилегибочные клетки, кожухи. У бее современных моделей есть также специальные валы, на которые устанавливаются формы для будущей гофры. Станина или рама представляет собой литую деталь, состоящую из нескольких секционных отделений, соединенных между собой. Работа осуществляется при помощи редукционного электрического мотора и цепи проводников. После прохождения стола профлисты режутся на определенные куски.
 Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10
Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10
Гильотинная установка
Гильотинные электромеханические ножницы предназначены для замерения и отреза части профнастила определенной длины. Это очень ответственный процесс, который должен контролироваться. Обрезать профильные листы после прокатного стола можно только при помощи ножниц, профиль который подходит к профилю форм гофры, иначе могут появиться трещины, зазубрены или сколы. Управление производится при помощи специального датчика длины и силы нажима, работают благодаря энергии электрического мотора. Гильотина монтируется на конце прокатного стола.
 Гильотинные электромеханические ножницы
Гильотинные электромеханические ножницы
Блок управления
Блок управления предназначается для полного контроля и автоматизации производства. Перед началом работы на это устройство вписываются необходимые параметры, по которым в дальнейшем производится работа. Уточняется абсолютно все, вплоть до размера трапеции и гофры для создания профиля у листа. В систему управления входит: корпус. Блок управления контроллер с особенной программой (по типу ЧПУ прокатных станков), преобразователь энергии и измерительные приборы.
Рольгант или приемный стол
Профлист используется для установки заборов, кровель, ангаров, и ворот, поэтому огромную роль играет его размер гофры. При помощи этого показателя задается жесткость материала и его марка (к примеру, нс 44 – это универсальный несущий профнастил, размер гофры которого до 40 мм, его используют как при установке на фасады, так и при строительстве небольших зданий подсобного характера, с тем как с 44 применяется только для установки на заборах или стенах, им кровля не покрывается).
На роликовом столе проверяется заданный первоначально размер гофры и при необходимости осуществляется его коррекция. Для предварительно оцинкованного профнастила может производиться температурная обработка, для чистого стального рулона – нет (воздействие на незащищенный материал при помощи температуры может повлиять на его структуру и свойства – гибкость, плотность, прочность).










Окрашивающий станок
Это устройство может устанавливаться в отдельном помещении, по принципу блоков покраски, так и в качестве дополнения к прокатному столу. В первом случае монтаж осуществляется в отдельном помещении, создается подобие окрашивающего блока. Во втором варианте, устанавливается небольшое устройство после гильотинных ножниц, которое под высоким давлением производит окраску листов.
Изготовление крашенного профнастила может осуществляться либо при помощи электролиза, либо с высоким давлением. Электролиз считается более эффективным и долговечным, т.к. молекулы краски проникают в самую структуру металла, укрепляя его и повышая антикоррозионные показатели. Двойная окраска под давлением – дешевый вариант, такая окраска осуществляется при помощи специального пульверизатора. Вначале наносится первый слой – база, после основание. При необходимости поверхность обрабатывается специальными полиэстровыми соединениями, которые помогут придать нужный оттенок и повысить антикоррозионные свойства.
Помимо этого нужно будет купить упаковочный станок для производства профнастила, потому что для автоматизированной линии производство профнастила за смену более 1000 листов не проблема, но снимать их вручную будет просто невозможно.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: » «). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
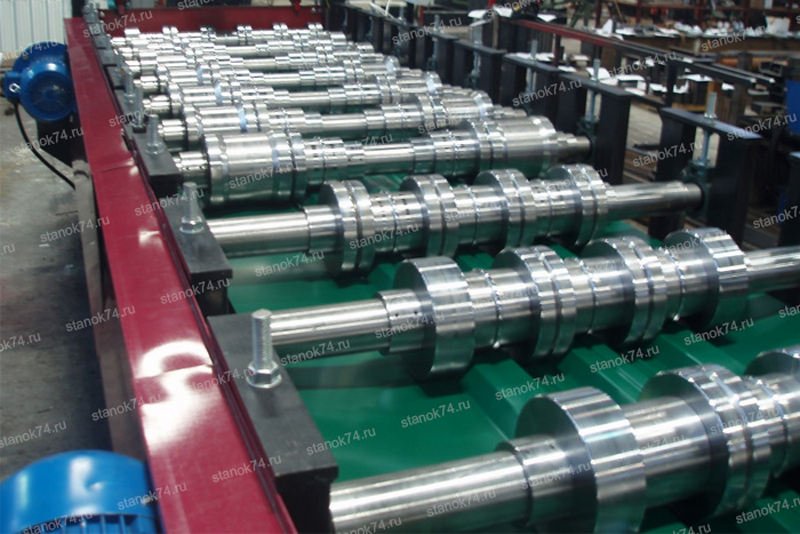
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.

Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.

Станок для профнастила
Кадры
Для обеспечения работы производственной линии в одну смену достаточно 5-и рабочих. Высокой квалификацией и знанием технологии должен обладать один человек – мастер смены. Этот бизнес серьезно зависит от сезона, и большую часть времени предприятие будет работать в одну смену. В летний период или при получении крупного заказа, который необходимо выполнить в сжатые сроки, можно нанять дополнительных сотрудников.
Для работы в складских помещениях достаточно одного человека. При наличии автомобилей нужны водители.
Поиск новых рынков сбыта и обеспечение своевременных поставок уже имеющимся клиентам – одно из самых важных направлений. За работу с клиентами должен отвечать опытный менеджер.
Контакты с поставщиками сырья на первоначальном этапе может взять на себя владелец предприятия, но в дальнейшем этот участок работы также следует поручить отдельному сотруднику.
С ведением финансовой отчетности небольшого предприятия может справиться один бухгалтер.

Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина. Таким образом, собственноручно собранный станок для профнастила готов
Принцип его действия очень простой:
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.








Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Как изготавливают профнастил «частники»?
Исследователи рынка металлоконструкций справедливо полагают, что рынок профнастила имеет чёткое разделение на два больших сегмента. Если один из них формируется корпоративными клиентами – компаниями, использующими весь диапазон металлопрофиля (от 8 до 114 мм), то другой сегмент представлен частными лицами, эксплуатирующими в основном «низкие» профили (8-21 мм).
Кроме того, на рынке фигурируют и небольшие компании, специализирующиеся на какой-то определённой марке профлиста или, в ещё более редких случаях, на узком диапазоне таких марок (скажем, могут изготавливать только профлист для заборов).
Первое, чем привлекают конечного потребителя «частники» — это экономичность, ведь при профилировании невысокой гофры происходит меньшее сжатие листа, и ширина конечного продукта (при условии идентичной ширины заготовки) остаётся больше, отсюда и более низкая цена за квадратный метр.

В производстве профнастила индивидуальные предприниматели чаще всего используют простые ручные листогибы, обслуживаемые двумя-тремя работниками, что не даёт возможности полностью свести влияние человеческого фактора к минимуму. В качестве исходного сырья зачастую выступает некачественная и дешёвая китайская сталь, что может негативно сказаться на сроке службы конструкций из профлиста.
Кстати, изготовить кустарный ручной листогиб можно и самому. Один из таких листогибов hand made представлен в следующем видеоролике:
И всё же, нельзя сказать, что у «частников» профнастил покупать категорически невыгодно. Если вы хорошо разбираетесь в профлисте и умеете отличать качественную продукцию от некачественной, то, выбирая профлист от индивидуального предпринимателя, можете существенно сэкономить, ведь «частник», в попытке удержаться на плаву, заинтересован в каждом клиенте, в то время как на заводе цена стройматериала фиксирована.
Кроме того, многие заводы, изготавливающие профнастил, ставят ограничение по размеру партии, поэтому если у вас есть необходимость покупки небольшой партии листов, вам всё равно придётся обращаться к «частникам». Что касается срока изготовления заказа, то в ряде случаев индивидуальный предприниматель, несмотря на не самое совершенное оборудование, может справиться быстрей завода, если последний, скажем, перегружен заказами.

Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
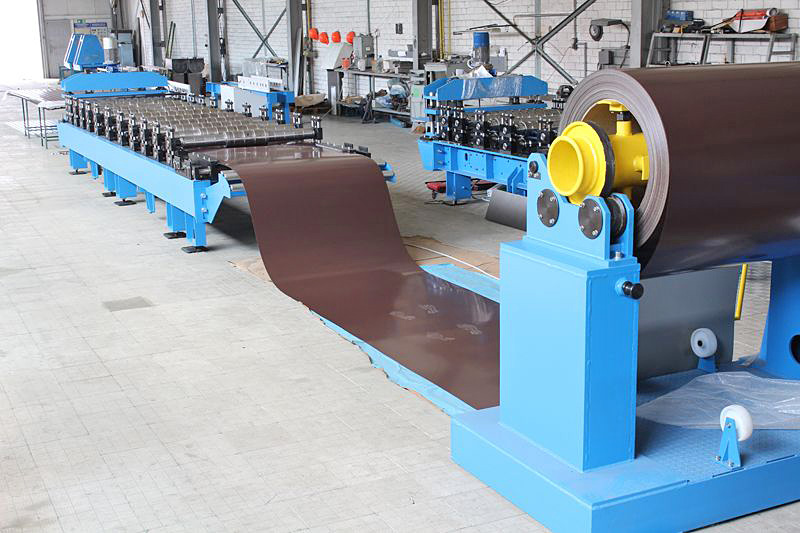
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
https://youtube.com/watch?v=ibXGSWwS7os
Виды
Для изготовления профлиста используют разные агрегаты – от ручных до полностью автоматизированных. Стоит подробнее рассмотреть особенности и характеристики популярных моделей станков.


Механические
Такие станки считают наиболее простыми и востребованными. Оборудование подходит для оснащения небольших мастерских и частных хозяйств. Плюсы механического агрегата – компактные размеры и удобство управления.
Правильно настроенный ручной аппарат способен работать как с отдельными листами-заготовками, так и с рулонами. Толщина материала, с которой справится станок, должна быть не меньше 0,4 мм и не больше 0,6 мм, максимальная ширина составляет 2 метра.
Преимущества ручного листогиба:
- отсутствие потребности в электроэнергии;
- компактные размеры;
- простота обслуживания и эксплуатации;
- возможность изготовления элементов кровли.
Оборудование запускает человек вручную. Минус станка – низкая производительность.


Автоматизированные
Крупные линии, которые используют в промышленности. Автоматизированные станки отличаются высокими показателями производительности. Для установки подобного оборудования потребуется учесть ряд условий.
- Помещение, где будет стоять станок, должно быть просторным. Площадь комнаты не должна быть меньше 100 м2.
- Пол должен иметь ровную бетонную поверхность. Дополнительно нужно предусмотреть большие ворота, чтобы занести оборудование внутрь.
- Станок предусмотрен для обработки большого количества материала, что требует наличия кран-балки.
- Автоматизированный агрегат работает от электричества. Поэтому необходимо обеспечить аппаратуру электроэнергией в 380 Вольт. Максимально допустимая мощность не должна быть выше 23 кВт.


Автоматизированная линия – это целый комплекс оборудования, в составе которого присутствуют следующие элементы.
- Разматыватель рулона. Установлен в начале агрегата. Предназначен для разматывания оцинкованной стали с последующей подачей материала из рулона на станок. Также регулирует уровень провисания материала, скорость подачи профлиста.
- Станок, на котором происходит прокатка профлиста. Бывает двух типов – пневматический и гидравлический. Представляет собой основной элемент механизма линии. После разматывателя сырье идет на станок, где с помощью вальцов происходит превращение плоского листа в профильный.
- Ножницы. Острые и большие, предназначены для нарезки листов нужных размеров. Для повышения жесткости гильотину устанавливают на станину.
- Устройство приема материала. В конструкции элемента предусмотрен автоматический штабелер, который регулирует скорость приема готовой продукции и формирование пачек.
- Система управления. Обеспечивает связь между элементами автоматизированной линии и контролирует работу отдельных механизмов.
Регулировать работу габаритного станка должен опытный оператор, у которого есть определенные навыки работы. Также в помощь к оператору стоит поставить подсобных рабочих.


Технология производства металлических профилей
Для изготовления подобной продукции обычно используется оцинкованная сталь, поставляемая на заводы в виде длинных лент. Металлическая полоска должна иметь толщину не менее 0,3 мм. Требуемая ширина заготовки зависит от типа и назначения выпускаемых изделий. Потолочные профили изготавливаются из лент шириной 12 см. Для выпуска направляющих закупают штрипсы шириной 8 см. Для того чтобы снизить затраты на закупку сырья, металлические заготовки следует заказывать у поставщиков, находящихся вблизи вашего предприятия. Цены на материал будут ниже, если закупать его оптовыми партиями.
Что касается технологии производства изделий, то она достаточно проста, понять специфику производственных процессов может каждый. На первом этапе стальная лента заправляется в станок. Затем из нее формируется изделие требуемой формы и размеров. Готовые изделия упаковывают и отправляют на хранение.
Все производственные процессы проходят в автоматическом режиме, ручной труд сведен к минимуму. Это является еще одним преимуществом данной сферы деятельности, позволяющим снизить себестоимость производимой продукции. Высококвалифицированных специалистов для организации производственных процессов не требуется, достаточно нанять сотрудников рабочих специальностей.
Так как все процессы осуществляются в автоматическом режиме, особое внимание следует уделить выбору производственного оборудования. На этом этапе у начинающего предпринимателя не должно возникнуть каких-либо проблем — поставщики предоставляют широкий ассортимент оборудования
При оснащении цеха следует обращать внимание на мощность, производительность, комплектацию и стоимость аппаратуры. Автоматизированное оборудование для производства металлического профиля включает разматыватель, отрезной и профилегибочный станки и рабочий стол. Это основные станки, участвующие в непосредственном изготовлении изделий. Для полной автоматизации производственных процессов потребуется погрузчик и кран-балка.






Собственное домашнее производство
 Схема производственного станка
Схема производственного станка
Небольшие объекты требуют соответственного количества кровельного материала. Изготовить необходимый минимум возможно с помощью ручного станка для профнастила. Установка оборудования не требует больших площадей. Небольшие размеры установки позволяют расположение под навесом или в небольшом помещении. Подготовка занимает короткий отрезок времени. Устанавливают станок для профнастила на ровный пол с твердым покрытием, предпочтительно бетонным.
Перед изгибочным аппаратом устанавливается стол для подачи металла, направления на валики для формирования гофры. Станкам с механическим приводом не требуется подключения электричества. Устройство пружинного механизма приводится в действие усилиями человека, достаточными, чтобы изготовить не только металлопрофиль.
 Ручной станок
Ручной станок
Производство труб, отливов на ручных станках значительно облегчает работу и экономит время. С помощью станков для металлопрофильного проката можно завальцевать кромку и раскатать швы металлической конструкции. Функций изгиба и проката, устроенных в станке, достаточно. Ручными станками для профнастила успешно пользуются при необходимости изготовления доборных деталей и небольших элементов конструкции. Минусом станка с ручным приводом выступает возможность изготовления полос небольшой длины.
Ручной верстат для изгиба профнастила возможно изготовить самостоятельно. Чертежи просты в исполнении, механизм не содержит сложных деталей. Недостатком такого станка является жесткий ход, замедляющий продвижение листа. Станки для профнастила с ручным приводом не рекомендуется использовать для профилизации стали с полимерным покрытием во избежание повреждения поверхности.
Станок для производства профнастила: бизнес с минимальными вложениями
Их используют для установки рулонов тонколистовой стали на разматыватель и перевозки готовой продукции от приемного устройства на склад. Остаток суммы оплачивается при готовности оборудования к отправке потребителю. Приемка может осуществляться как на заводе изготовителе, так и непосредственно у заказчика. Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Устройство и основные характеристики стана для производства профнастила.
От чего зависит его производительность? Сколько стоит оборудование для проката профнастила в зависимости от марки профлиста? Читайте в статье. Технология производства профнастила — подробно об этапах изготовления профлиста. Узлы производственной линии, их описание и функции. Читайте статью.
Оборудование для производства профнастила из Китая — почему выгодно? Преимущества станков для производства профнастила из Китая и правила их приобретения. Обо всем этом — читайте в статье.
Сайт oprofnastile.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал.
Автоматизированное оборудование для производства профнастила
На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта. Навигация Главная.
Станок придает металлу стабильную рельефную форму. Основные функции — резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей.
Ручные станки листогибы, профилегибы работают благодаря физическому усилию человека. Вся линия состоит из станины с симметричной парой валов. Выпускается листы: длиной — до 2-х метров, высотой гофры — 15 мм, используется оцинкованная сталь толщиной не больше 1 мм. Помимо ручных станков используются полуавтоматы и автоматизированные агрегаты. Такие установки позволяют организовать выпуск металлопрофиля в промышленных масштабах.
Для получения металлопрофиля используют стальные листы толщиной от 0,45 до 1,2 мм, которые в результате обработки приобретают гофрированный или волнистый вид.