
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
Разновидности флюсовых составов
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 — 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
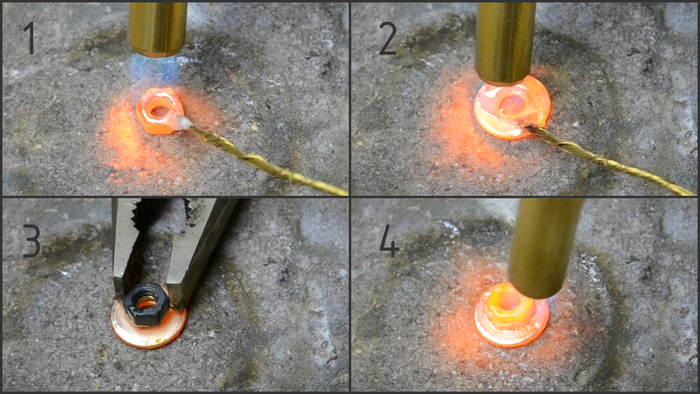
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза — это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Пайка латуни имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.










Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.

В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
Реакционно-флюсовой
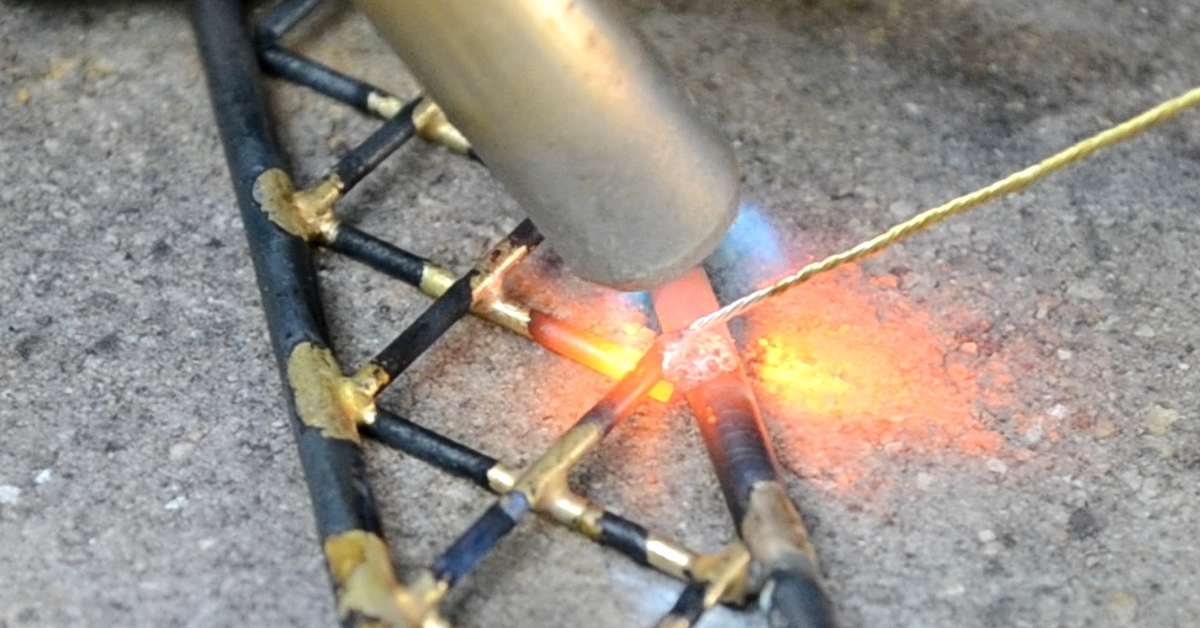
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Советуем изучить — Осмотр трасс кабельных линий
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением
При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка
Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.
 Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Коротко говоря, без флюса невозможно ни одно качественное паяное соединение
Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства
Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
![Пайка латуни в домашних условиях[особенности, видео, советы]](https://takorest.ru/wp-content/uploads/6/6/8/66881d2cd732f1a17fae4552ec99c116.jpeg)






После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
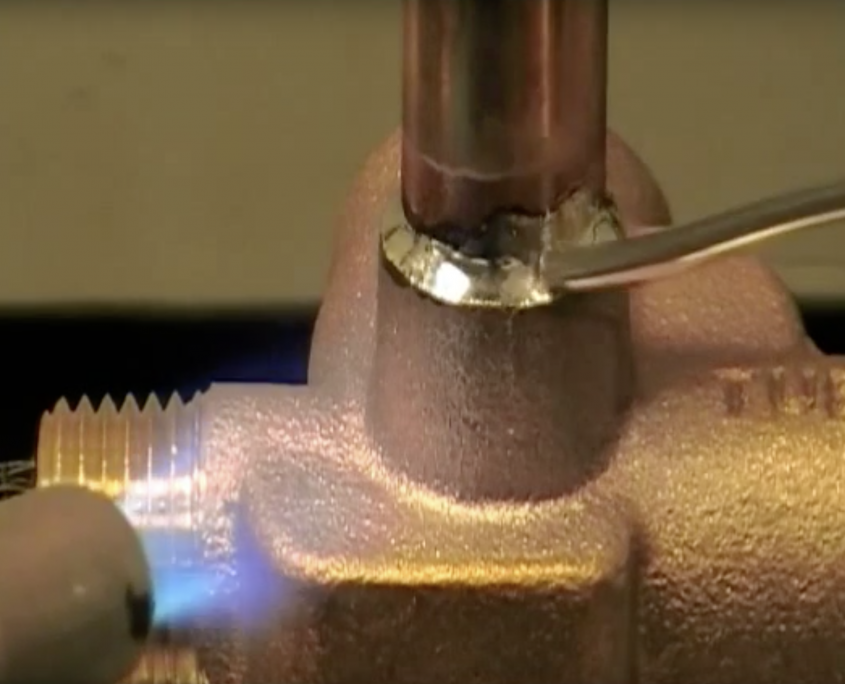
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Особенности применения пайки
Технологические особенности соединения деталей пайкой вполне совместимы с требованиями поточного производства определённых видов металлических изделий. К тому же они позволяют объединять в целое разнородные металлы и образовывать их сочетания с такими материалами, как:
- стекло;
- керамические и графитовые разновидности заготовок;
- целый ряд других материалов неметаллического происхождения, трудно сплавляемых сварочными методами.
Поскольку в процессе пайки кромки обрабатываемых деталей не расплавляются – при данном способе их соединения удаётся сохранить начальную форму и размеры. Помимо этого, в условиях низких температур без труда удается сберечь структуру и характеристики соединяемых металлов.
Ещё одним бесспорным преимуществом пайки является возможность образования монтажных разъёмных соединений, благодаря чему этот метод широко востребован в радио- и приборостроении.
В ряде случаев паяные соединения получаются более надежными, чем при сварке в тех же рабочих условиях.
При грамотном сочетании обрабатываемых материалов и припоев качественные характеристики паяных соединений в разы превышают те же параметры для сварных сочленений.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.
Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние










Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения
В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.

Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.