
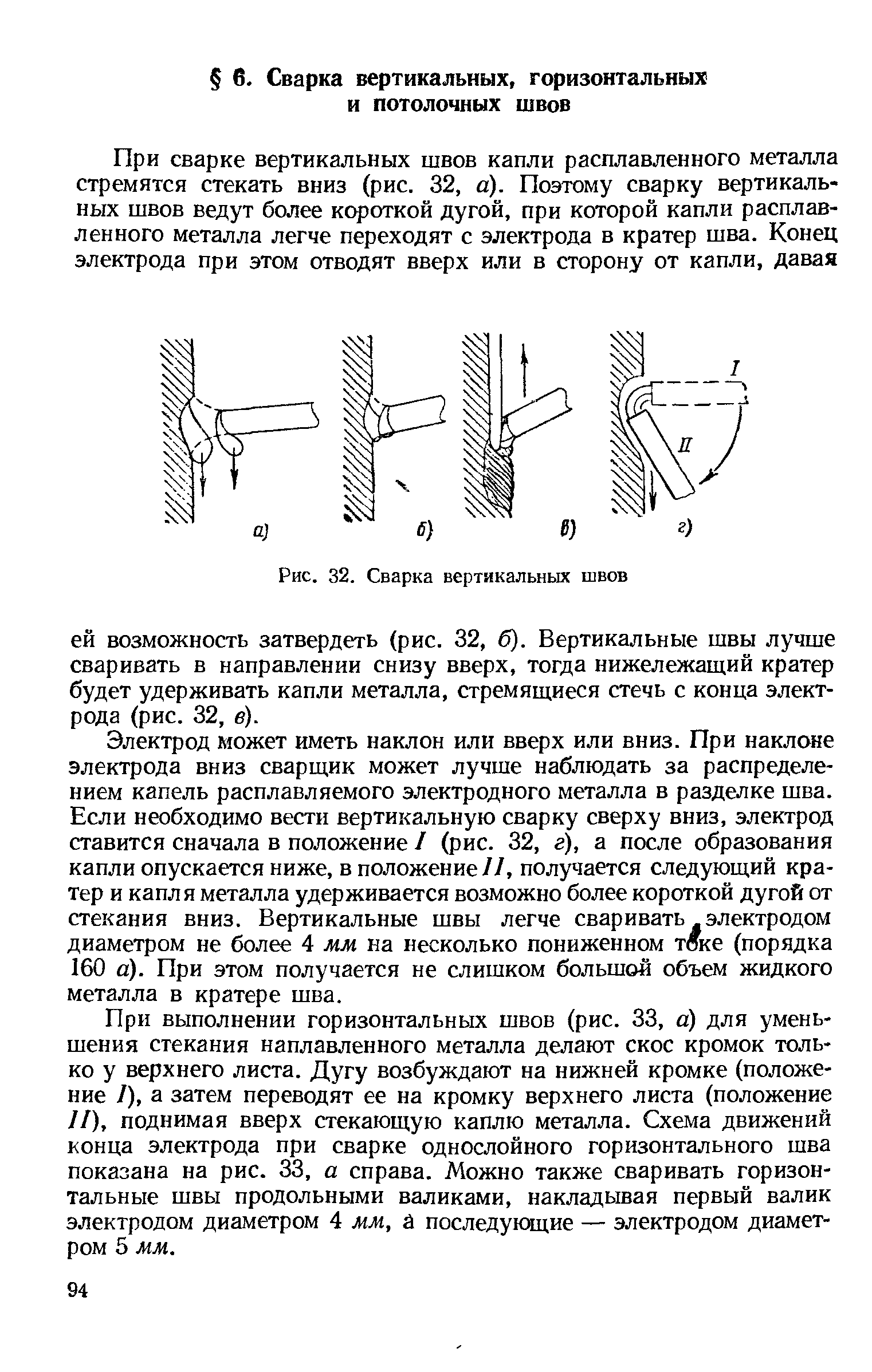
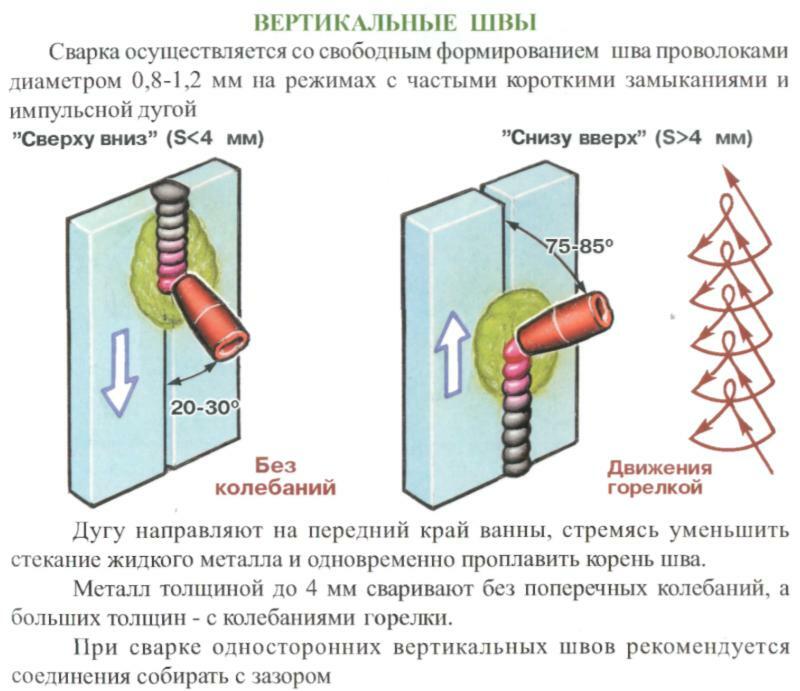
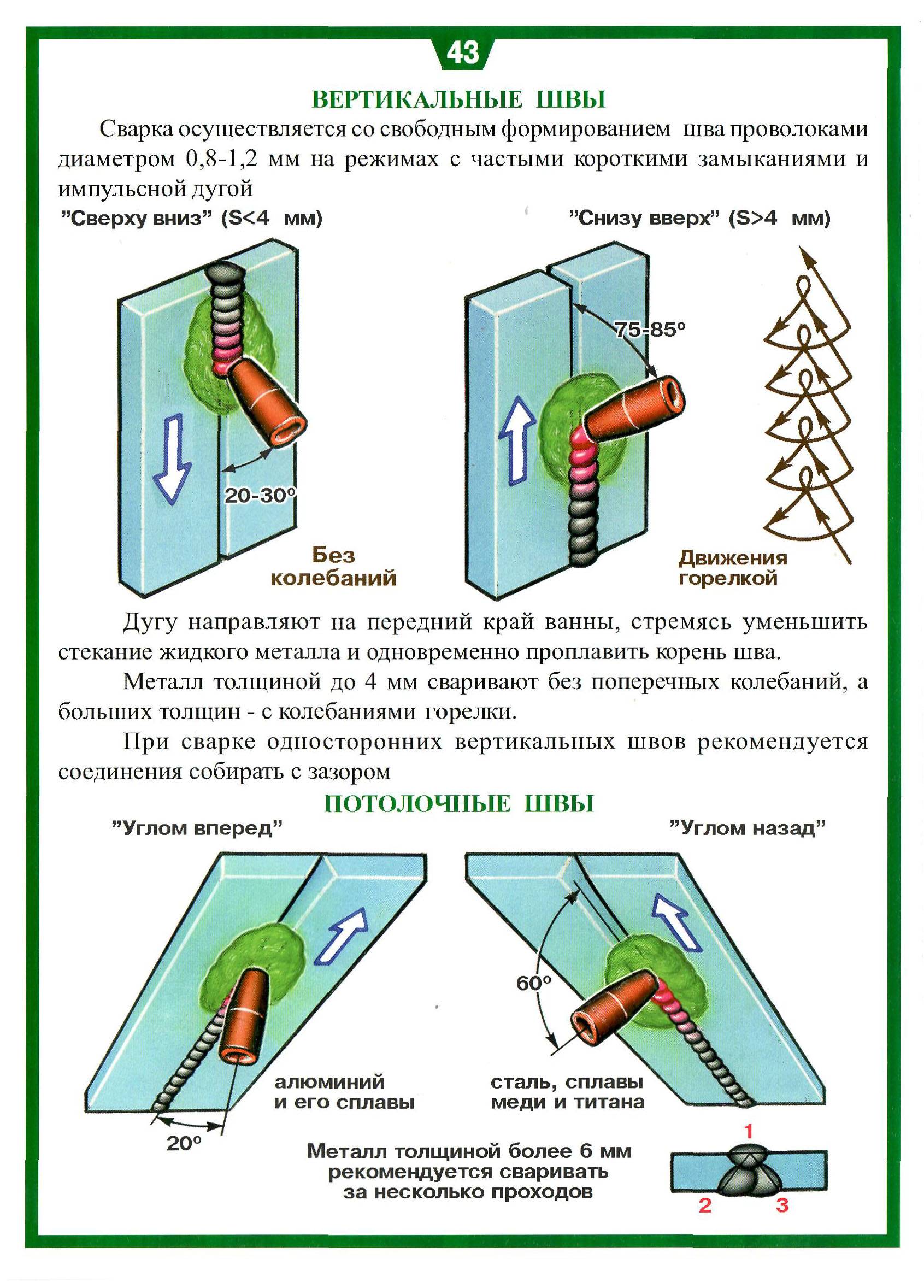
Особенности вертикальных швов
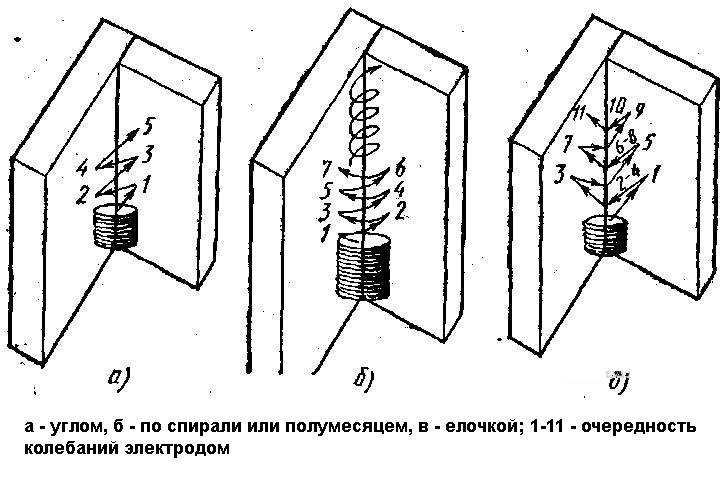
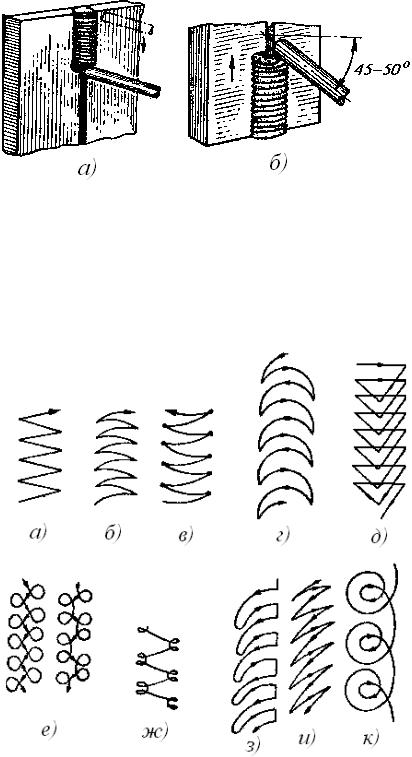
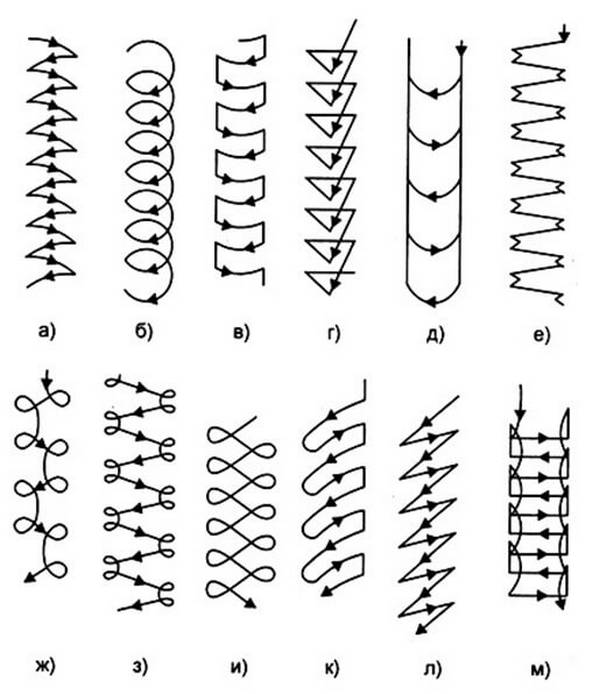
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
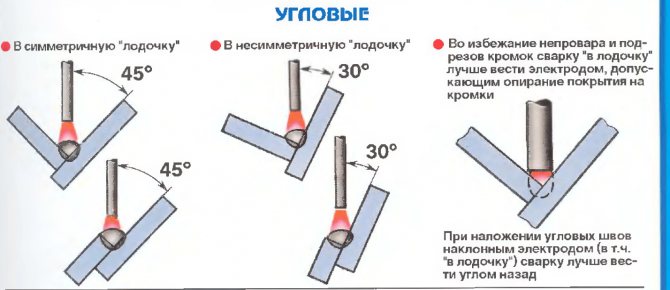
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
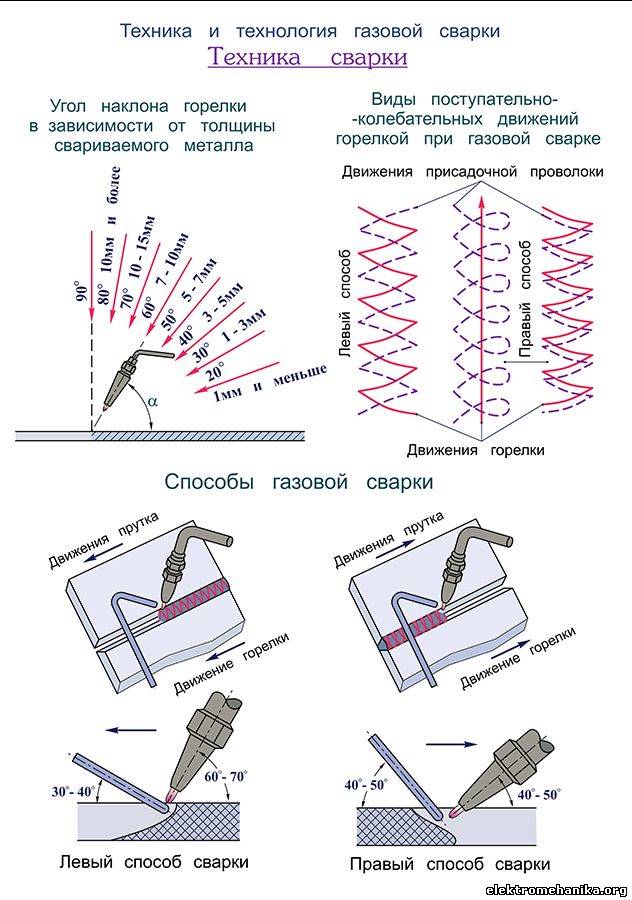
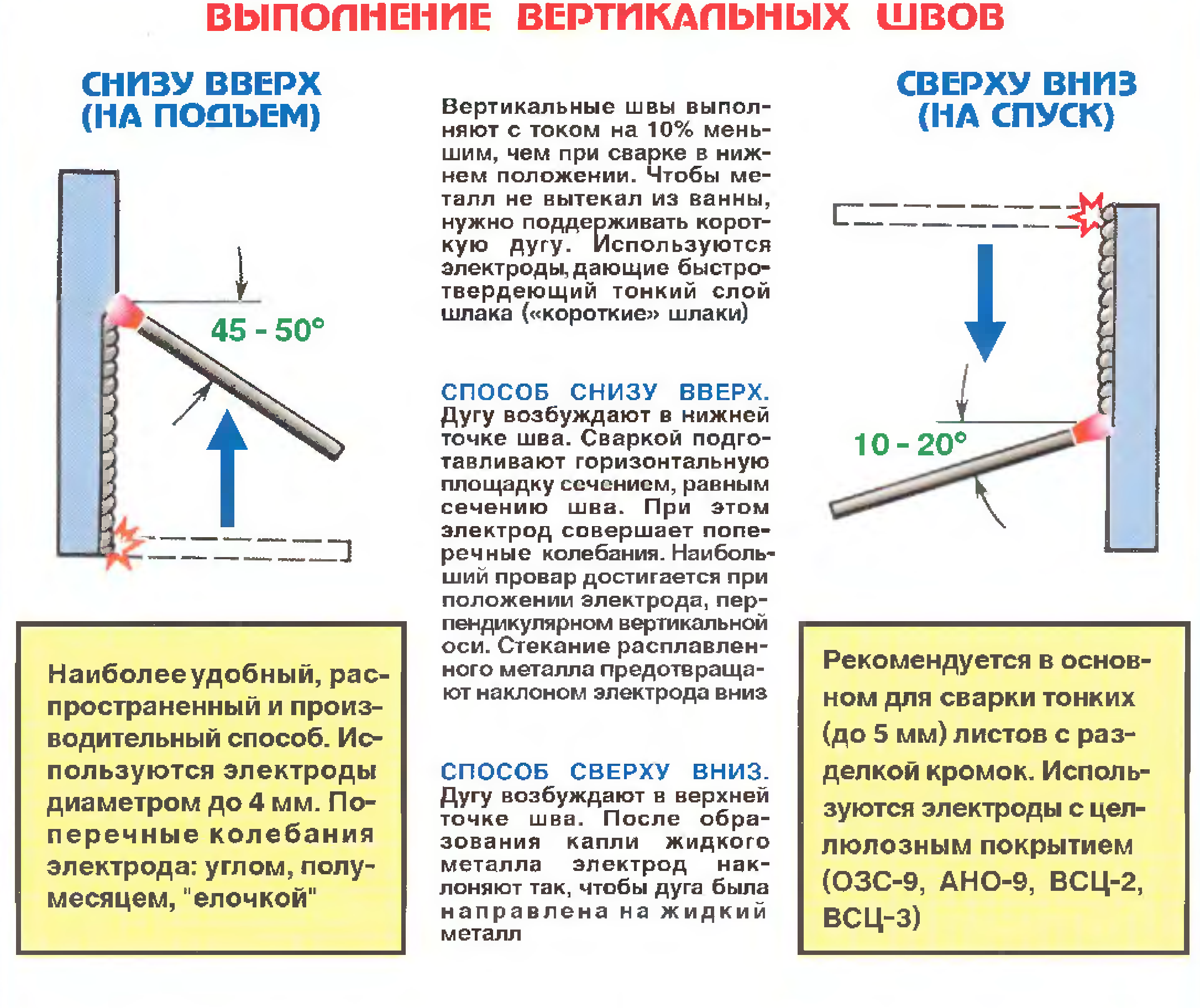
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.

Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.

Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области
Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом
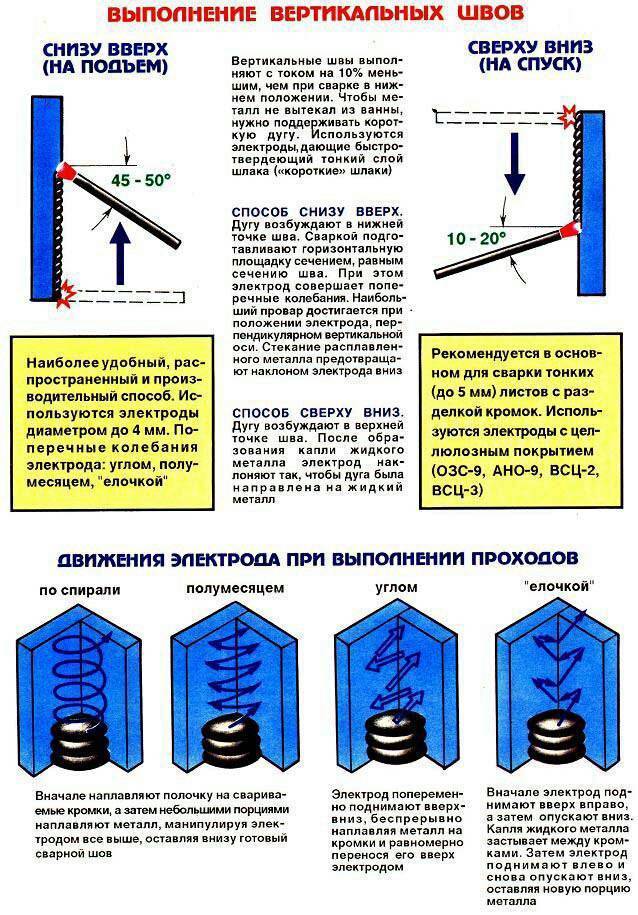
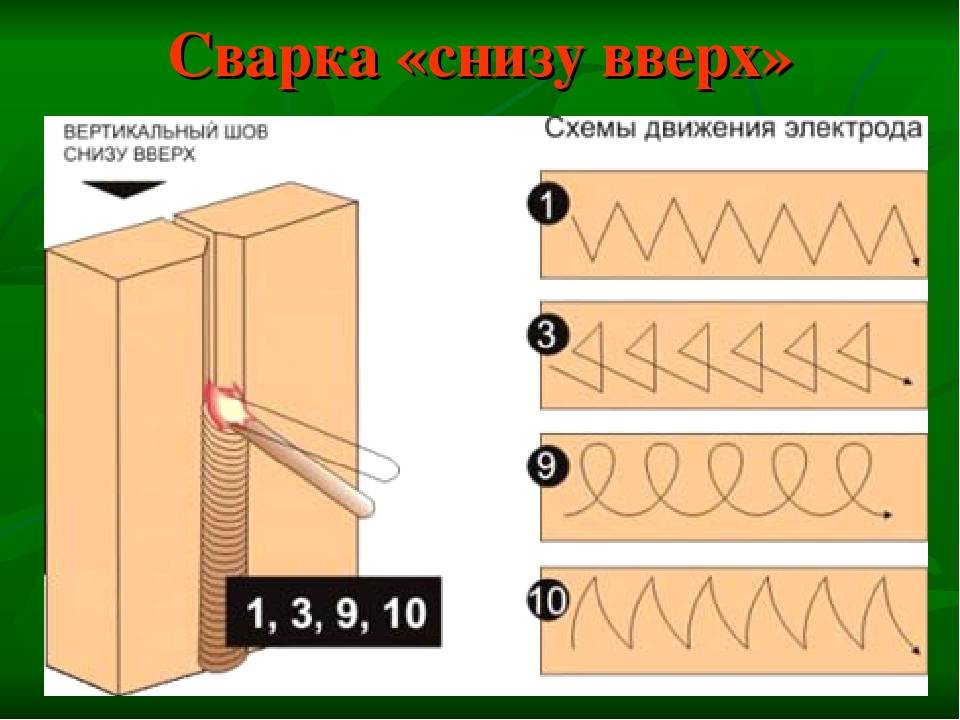
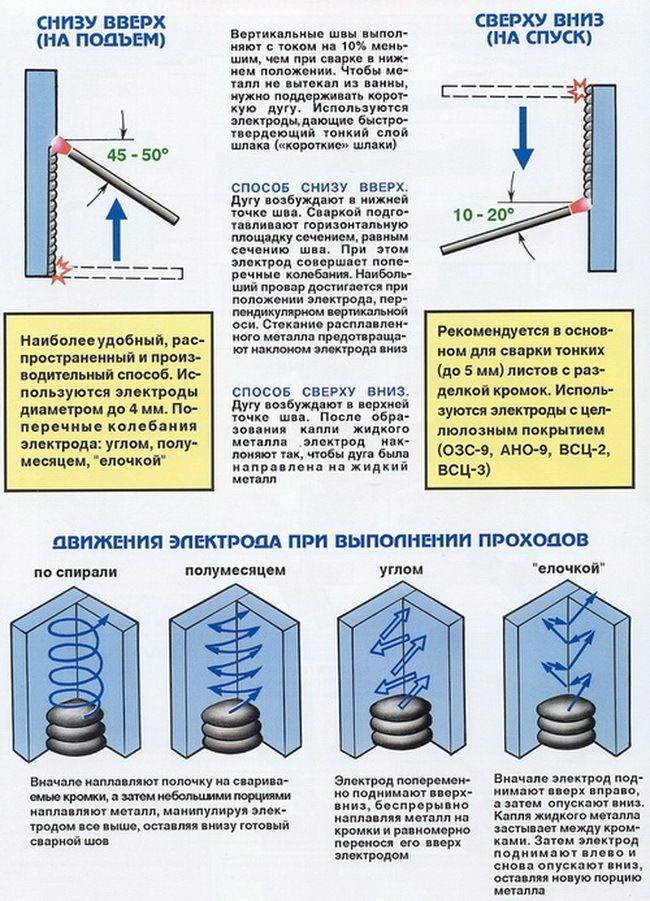
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод
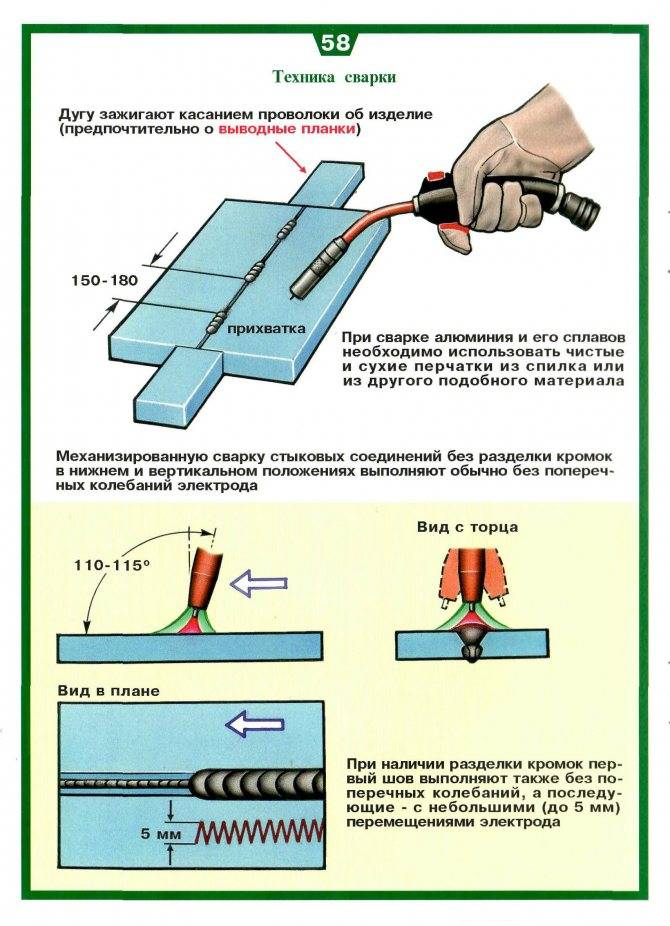
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры
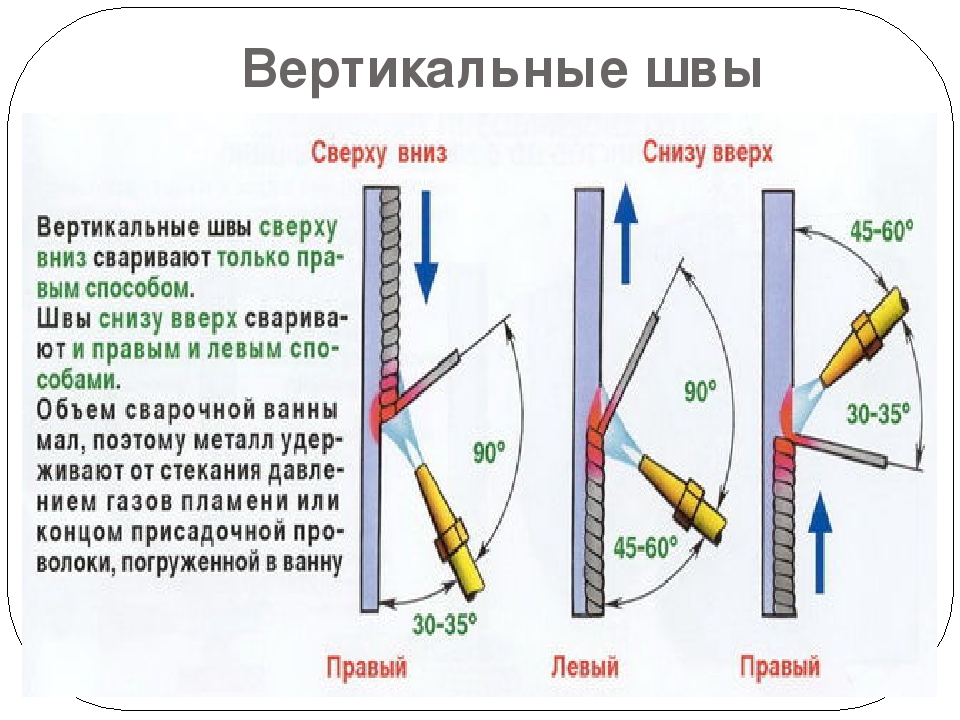
В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне
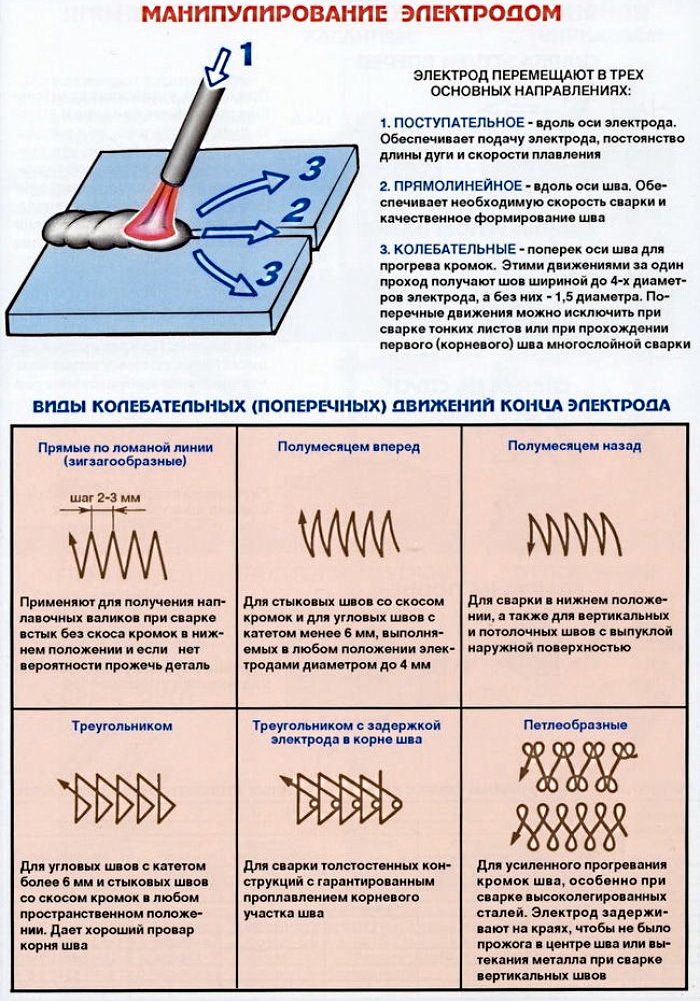
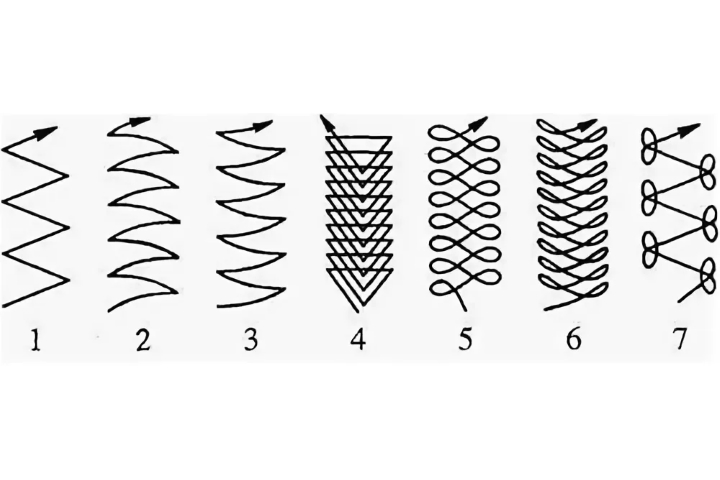
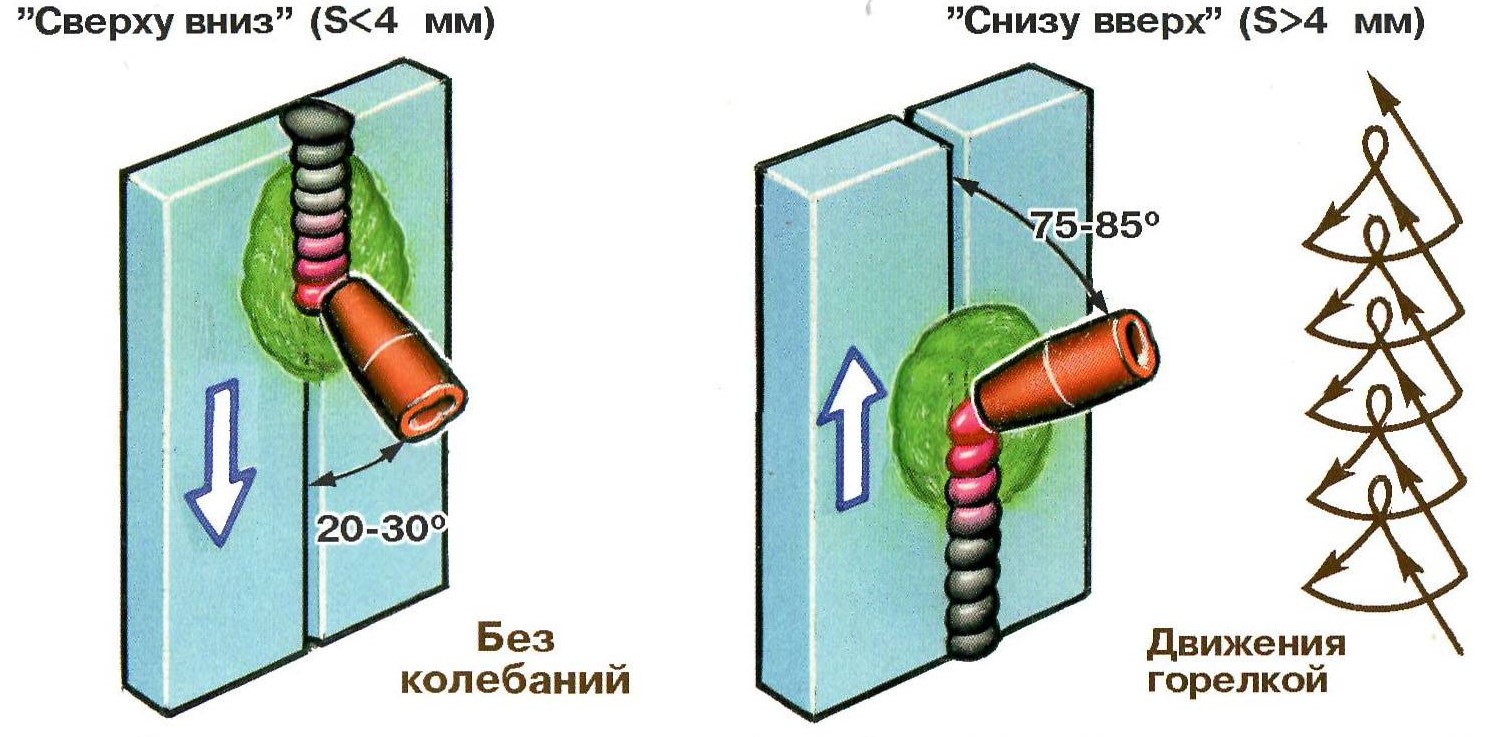
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.

Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов
Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
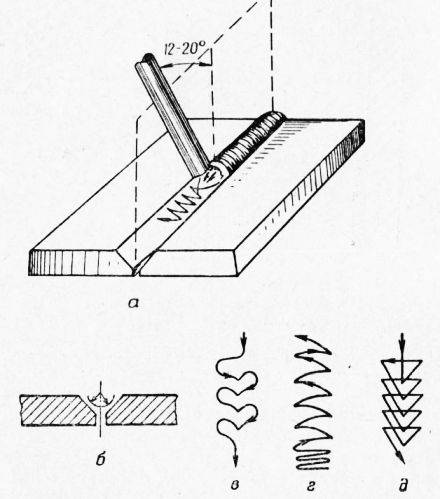
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Процесс расплавки электродами
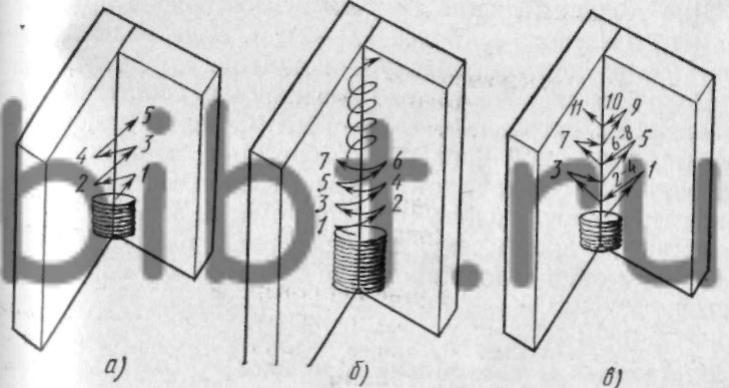
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
![]()
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.
Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.

Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
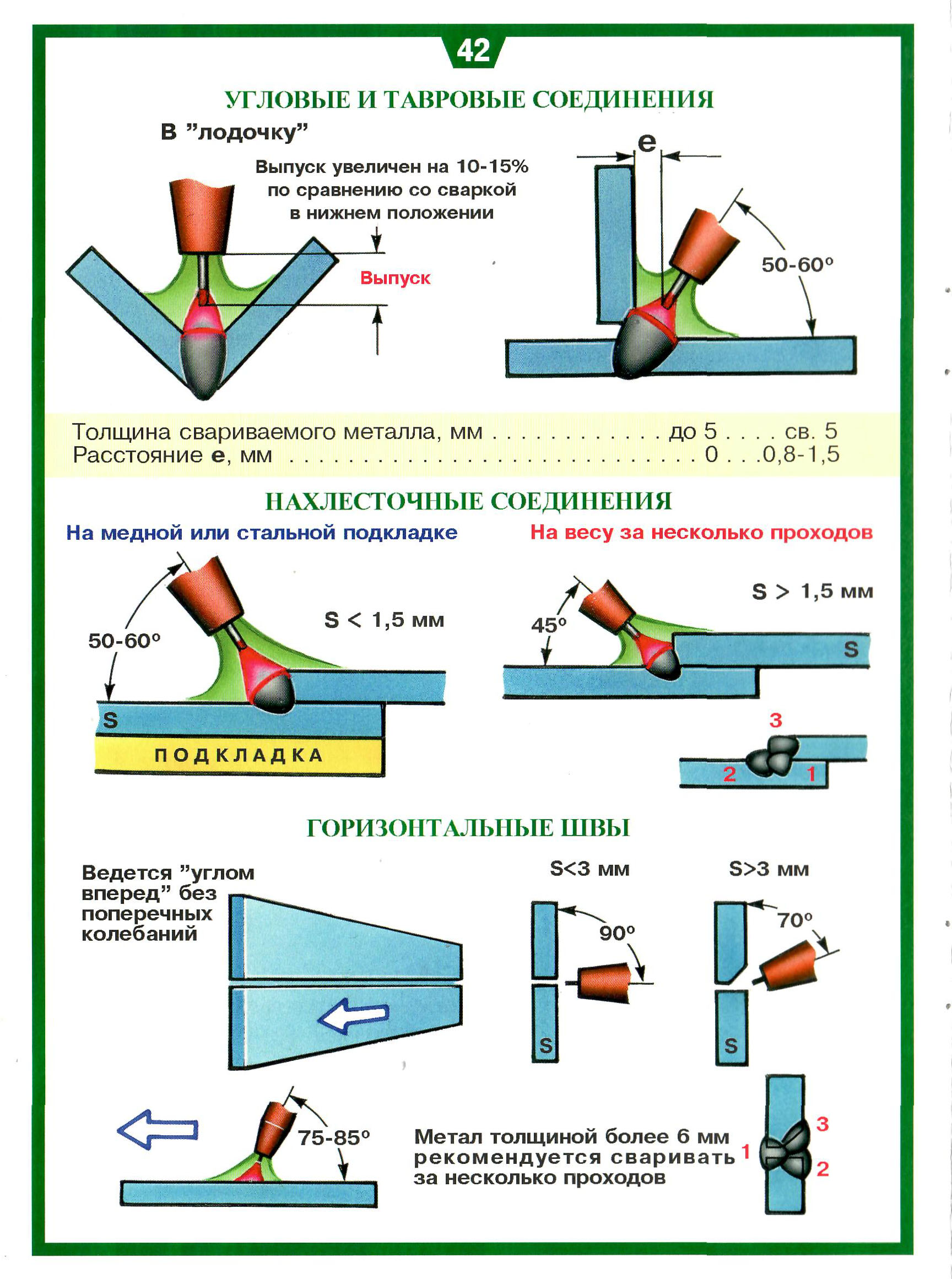
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
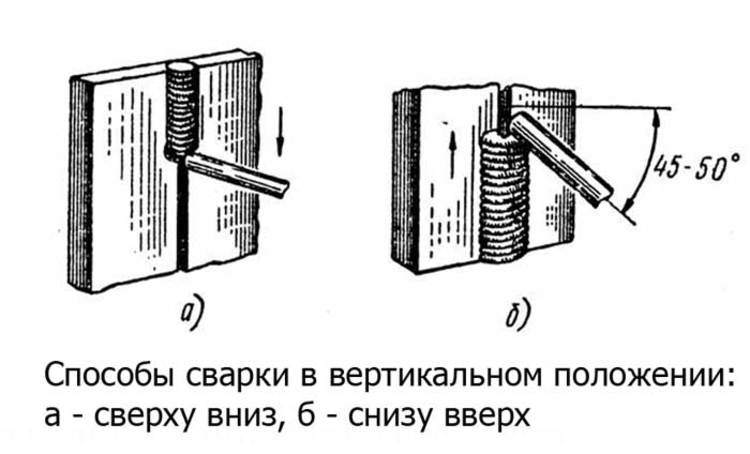
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
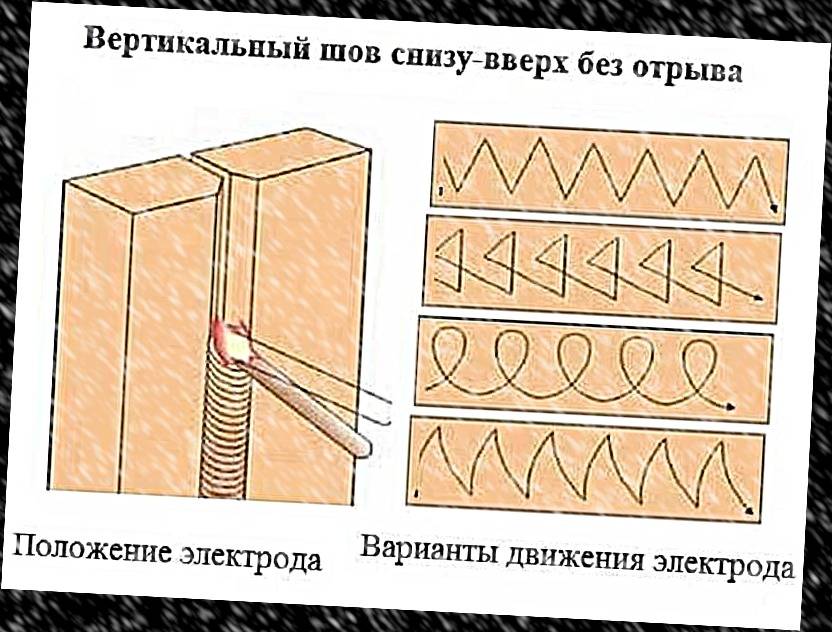
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
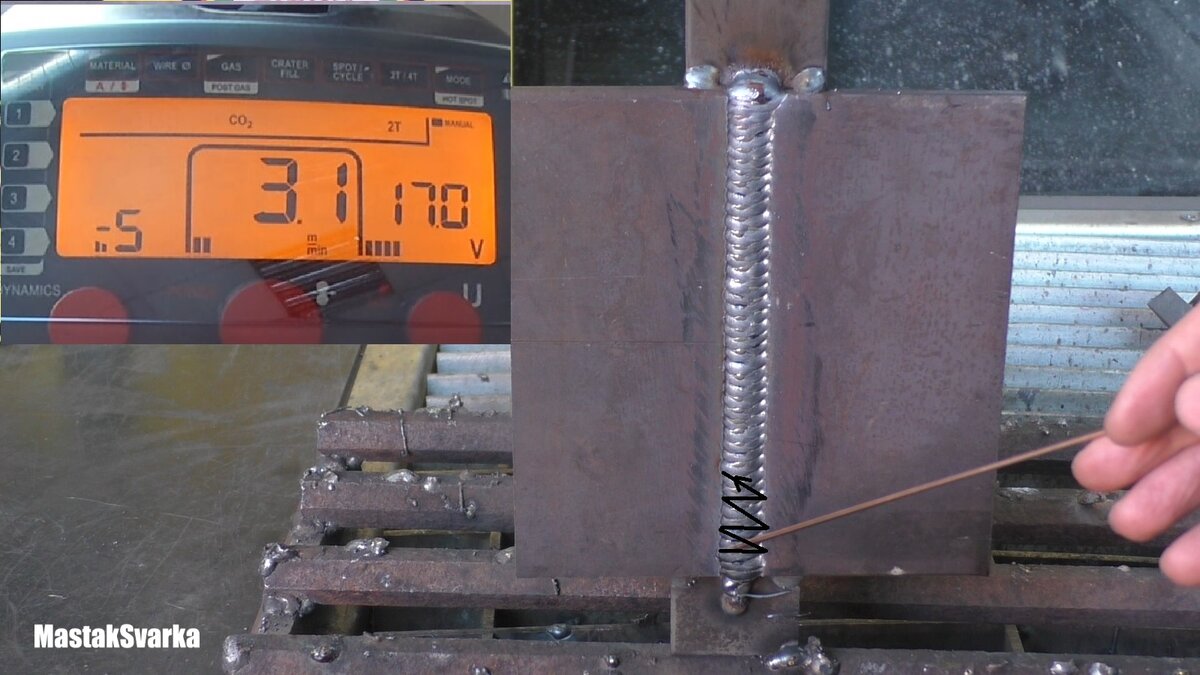
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
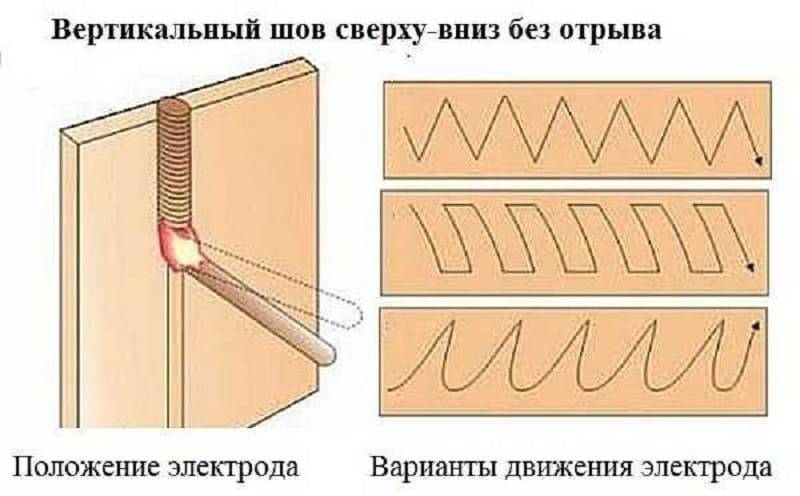

Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
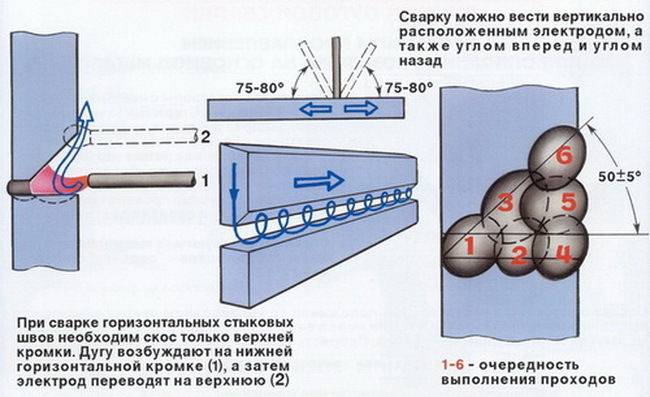
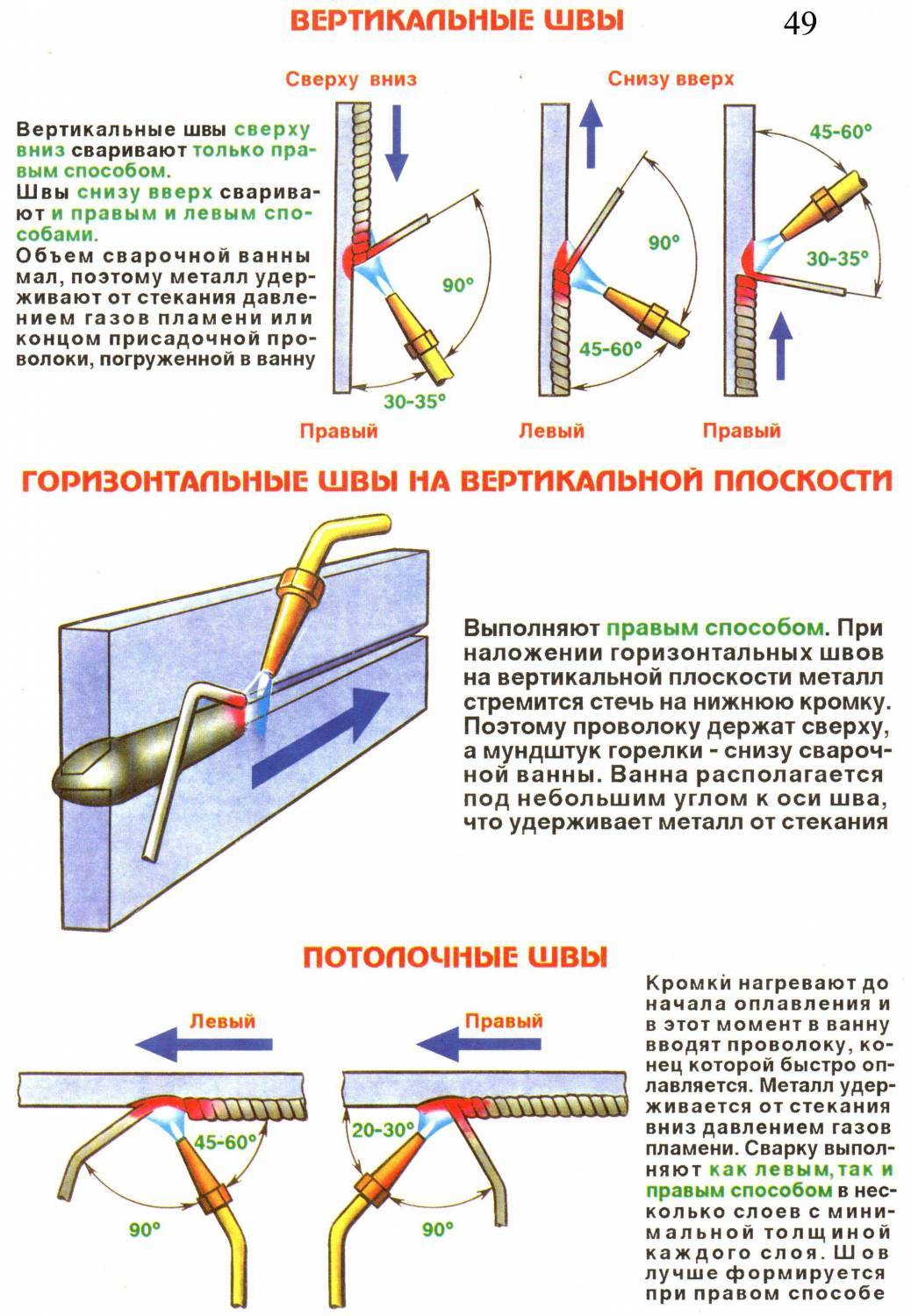
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.

При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для
подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой
стенкой.
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта
форма зависит от формы свариваемого шва. Материал мундштука должен быть схож
по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для
сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается
к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе
возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом
мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их
состав должен быть таким, чтобы исключить негативное влияние на состав сварного
шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии
200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук
в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками,
образующими переходной тракт. На дно кармана помещают стальной порошок или стружку.
Места неплотного прилегания формирующих устройств замазывают глиной. На слой
стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют
напряжение холостого хода трансформаторов, расход воды в системе охлаждения
формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации
процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта
два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие
операции сходны с техникой выполнения прямолинейных швов. При сварке толстого
металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему
питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных
работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.

Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.