
Общие сведения
Оцинковка – процесс покрытия поверхности металлической детали или целой конструкции определенными веществами, которые защищают ее от внешних разрушающих сил (не физических, а только химических). В основу вещества добавляют цинк. Именно он обладает вышеперечисленными свойствами. Отсюда и название технологии. Достоинства обработанных изделий:
- повышенная прочность, однако, это не спасет от удара;
- меньшая восприимчивость к температурным перепадам;
- агрессивные вещества (химикаты, моющие средства, растворители) не причиняют большого вреда;
- продленный эксплуатационный период без потери качеств;
- анет окисления и ржавления.
Видео: Гаражное цинкование
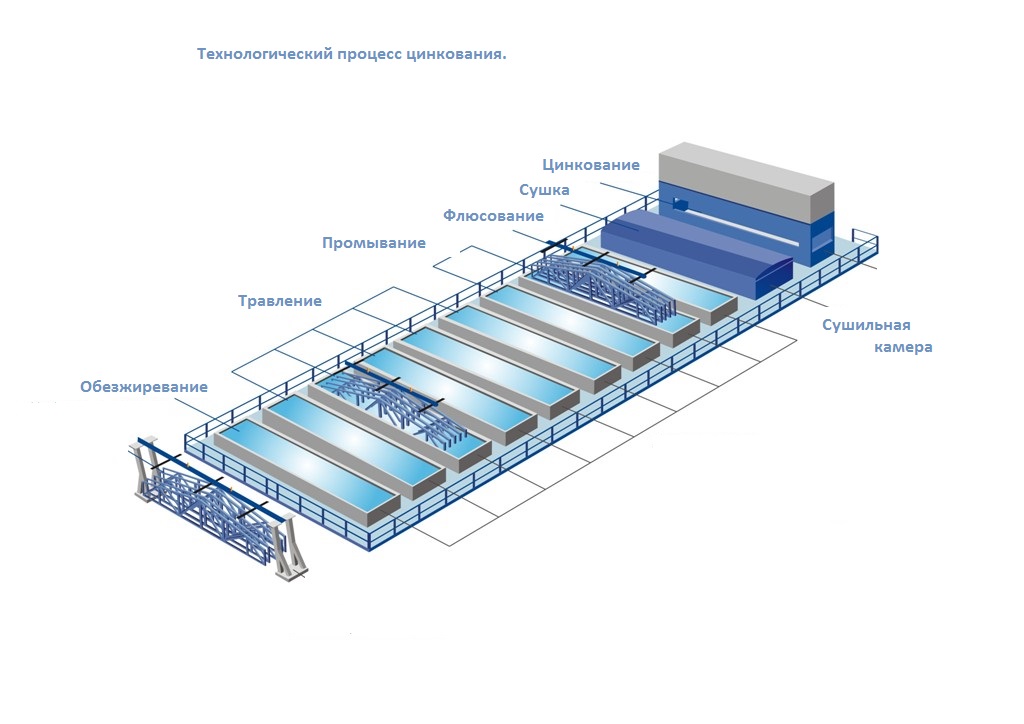
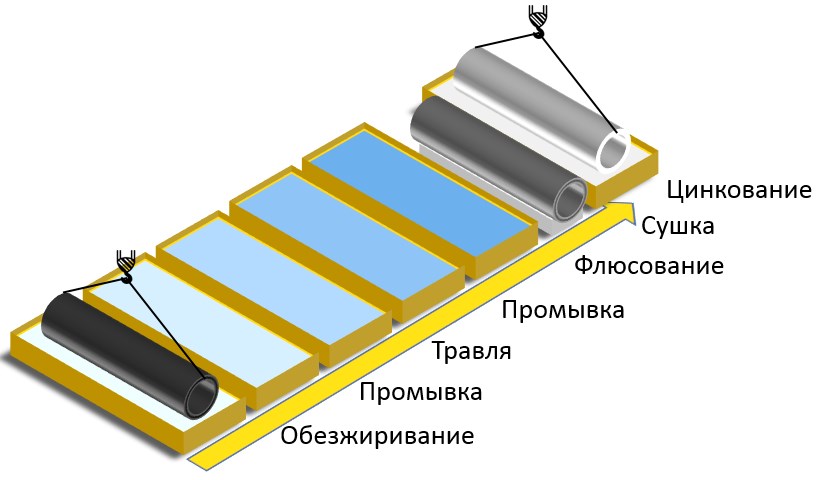
Технология цинкования металла
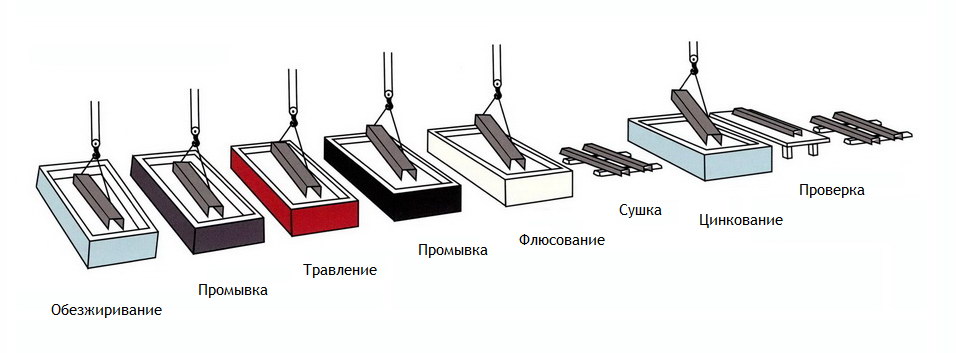
Полное покрытие раствором возможно в условиях наличия емкости и оборудования, построенного из такого материала, который противостоит агрессивной среде. Процедура происходит в несколько этапов:
- Подготовка. Поверхность полностью очищается, обрабатывается, снимается весь жир и другие пятна, при необходимости производится зачистка или шлифование до ровной плоскости. Затем поверхностный слой удаляется путем травления (посредством электролиза или кислой среды – серной кислоты). От этих манипуляций на верхней части детали образуется пленочка из оксидов. Она отлично соединяется с цинком. Затем нужно качественно высушить заготовку.
- Нанесение цинкового покрытия на металл. Сплав расплавляют до однородного жидкого состояния, нагревая его до температуры в 450 градусов (что немного выше его удельной теплоты плавления). Затем в эту емкость-бассейн погружают изделие. Вытаскивать его можно исключительно после того, как вы убедитесь, что все даже мельчайшие отверстия, углы, щели были обработаны. Так как в обратном случае разрушение начнется именно с них.
- Сушка. Воздействие теплым или холодным воздухом не рекомендуется. Лучше всего, если заготовка будет высыхать в комнате.
Так как оцинковать деталь из металла в домашних условиях своими руками можно только при наличии специальной ванны, которая должна иметь возможность быстрого подключения тока, то разделим их на:
- крупногабаритные;
- среднегабаритные;
- малогабаритные.
Плюсы обработки холодным способом
— Метод холодного цинкования обладает основным преимуществом — это отсутствие ограничений объема обрабатываемого изделия.
— Нет необходимости производить демонтаж изделия и доставку его к месту обработки. Все можно осуществить стационарно.
— Поверхность, оцинкованная таким способом, не препятствует сварным работам. Также можно проводить обработку сварных швов.
— Холодная обработка металлоконструкций цинком происходит при комфортной температуре — от -20 до + 40 градусов.
— Покрытие эффективно защищает от коррозии, а само не подвержено серьезным деформациям, так как получается очень эластичным.
— Цинкование холодное позволяет наносить на поверхность различные красящие составы.
— Работы могут производиться самостоятельно, без наличия специального оборудования и техники.
— Холодное цинкование ГОСТ 9.305-84 четко регламентировано по составу и свойствам.
— Низкая стоимость.
Виды и способы цинкования металла
Эффективность будет обусловлена таким понятием как адгезия, то есть способностью цинкового покрытия прикрепиться к верхнему металлическому слою. Не каждый материал имеет возможность адгезировать с цинком, поэтому для различных сплавов применяют разные процедуры. Также выбор зависит от:
- условий эксплуатации;
- требуемых защитных свойств;
- толщины сформированного слоя.
Рассмотрим подробнее варианты.
Холодная оцинковка
За последнее десятилетие это стало инновационной разработкой, потому что дало возможность получать высококачественный результат без дополнительных финансовых затрат. Отсутствие необходимости дорогостоящего оборудования привело к тому, что можно сделать оцинковку деталей из металла в домашних условиях своими руками – цинкование будет проходить холодным методом. Это стало возможно, когда изобрели «Цинконол». Это раствор, красящее вещество, которое содержит более 90 процентов цинка. А оставшиеся части содержат ингредиенты, отвечающие за то, что он останется до нанесения в жидком состоянии, а затем достаточно скоро схватится.
Красить деталь можно вручную – кисточкой, валиком, краскопультом. Последний – оптимальный метод, когда нужно защитить от ржавления статичные конструкции, которые сложно или невозможно снять. Часто «Цинконол» применяют в автосервисах при восстановительных работах с кузовом. Результаты покрытия цинком в домашних условиях будут хорошими, единственное отличие – недостаточная устойчивость к механическим воздействиям, но их можно компенсировать слоем краски.
Горячая оцинковка
Это самый старый способ, он же является наиболее эффективным. Его этапы мы рассматривали выше, основная задача – расплавить вещество и погрузить в него металлическую конструкцию. Достигаются наивысшие технические качества, но используется метод реже, чем холодный. Это объясняется негативным воздействием на окружающую среду. Еще один недостаток – чтобы полностью обрабатывать неразъемные конструкции большого размера требуется очень массивная ванна, а также много сырья. Но большинство линий электропередач покрыты именно таким старым способом.
Гальваническое цинкование металла электролизом – невозможно в домашних условиях
Плюсы – высокая точность, до начала процедуры вы уже точно знаете, какая толщина будет у образуемого слоя. Еще одно достоинство – это привлекательный внешний вид изделия, исключительная гладкость. Нет пузырьков воздуха или прочих посторонних помех.
Сталь и цинк соединяются на уровне молекул, так что адгезия у них полная, можно говорить даже о диффузии материалов. Происходит процедура так. Ванна наполняется электролитом. В раствор, хорошо проводящий ток, помещается конструкция. Подключается электричество
Здесь важно точно выбрать напряжение и длительность сеанса
Термодиффузионная оцинковка
Сокращенно – ТДЦ. Трудная в исполнении, возможная только в производственных цехах, операция. В замкнутый бокс помещают заготовку. Рядом располагают цинк в сухом состоянии. Нагревают помещение до 2600 градусов. При повышенной температуре происходит изменение агрегатного состояния вещества (из твердого в парообразное), и пары оседают на стенках изделия слоем более 15 мкм, что больше, чем при других способах.
Как покрыть цинком металл газотермическим методом
Основной прием – напыление. То есть смесь, которой нужно обработать поверхность, растворяется в другом газообразном веществе так, что вместе с ним наносится на заготовку. Частицы ударяются на большой скорости и как бы «налипают» на поверхность. При этом, так как это все делается неравномерно и быстро, не появляется гладкий и ровный слой. Он, наоборот, скорее напоминает чешую и состоит из небольших неровностей, ощутимых для прикосновения. По этой причине обязательно нужно сверху покрасить деталь. Это хороший вариант, сохраняющий свои основные защитные свойства, но применяется в основном тогда, когда нет возможности использовать горячую оцинковку или электролиз.
Таблица 1. Сравнение цинка с другими металлами
| Свойства металлов | Медь | Никель | Свинец | Олово | Цинк |
| Плотность, г/см3 | 8,93 | 8,9 | 11,37 | 7,29 | 7,1 |
| Температура | |||||
| плавления, С | 1084 | 1455 | 327 | 231 | 419 |
| кипения, С | 2360 | 3075 | 1755 | 2270 | 906 |
| Твердость по Бринеллю, кг/мм2 | 36,8 | 95 | 3 | 5 | 35 |
| Теплопроводность, кал/см.сек, град | 0,94 | 0,14 | 0,08 | 0,15 | 0,27 |
Таблица 2. Сравнение цинка с цветными металлами
| Свойства металлов | Медь | Никель | Свинец | Олово | Цинк |
| Плотность, г/см3 | 8,93 | 8,9 | 11,37 | 7,29 | 7,1 |
| Температура | |||||
| плавления, С | 1084 | 1455 | 327 | 231 | 419 |
| кипения, С | 2360 | 3075 | 1755 | 2270 | 906 |
| Твердость по Бринеллю, кг/мм2 | 36,8 | 95 | 3 | 5 | 35 |
| Теплопроводность, кал/см.сек, град | 0,94 | 0,14 | 0,08 | 0,15 | 0,27 |
Технические характеристики оцинкованного листа
Цинковые покрытия для стальных листов составляют примерно 60% всех металлических защитных слоев, применяемых в народном хозяйстве. Цинкуют не только листовой прокат, но и трубы, фасонный прокат, крепежные детали, проволоку, детали станков, автоматизированных линий, машин и механизмов. Этот способ завоевал широкую популярность среди производителей металлопродукции, благодаря комплексу положительных свойств защитного слоя, среди которых:
- Эластичность. Оцинкованные листы и рулоны способны к вытяжке, вальцовке, изгибанию.
- Свежеосажденное цинковое покрытие хорошо паяется с использованием флюсов, не содержащих кислоты.
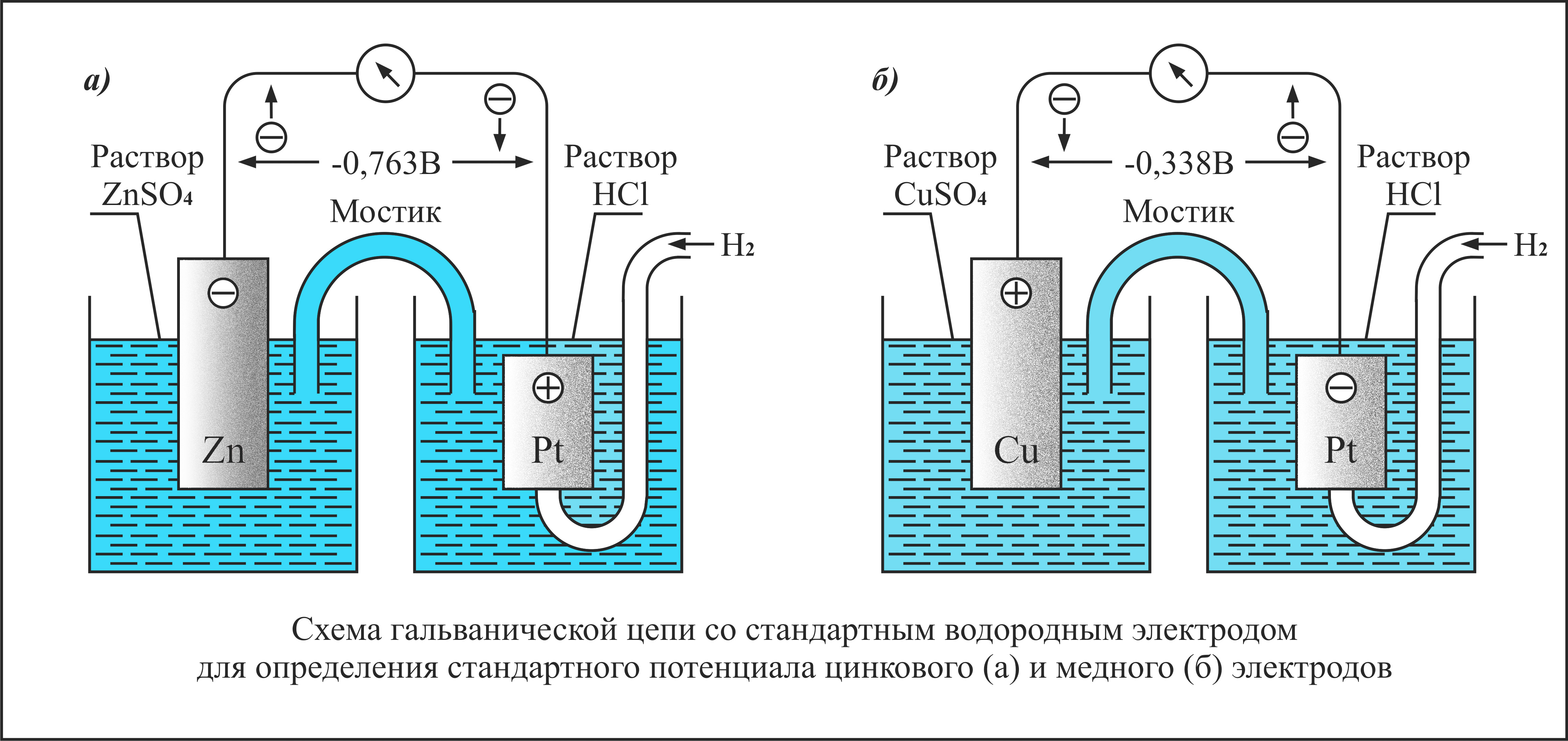
- Цинк – активный металл, имеющий более отрицательный электрический потенциал, по сравнению с железом, поэтому именно цинк реагирует с агрессивными растворами, защищая стальную основу от разрушения. В условиях высокой влажности цинк реагирует с содержащимися в воздухе углекислым газом и серистыми соединениями с образованием тонкой пленки гидроксидов и карбонатов цинка.
При температурах выше +70°C цинк по отношению к железу меняет тип защиты с анодного на катодный, что приводит к сохранности цинкового слоя и быстрой коррозии стальной основы. Поэтому лист-оцинковка для эксплуатации при температурах выше +70°C не применяется. Протекторные свойства цинка также резко снижаются в атмосфере с органическими соединениями – хлорсодержащими углеводородами, парами синтетических смол и других веществ. К разрушению покрытия приводит соседство оцинкованного стального проката со свежеокрашенными или обработанными маслом изделиями и конструкциями. Для повышения стойкости цинкового слоя к подобным атмосферам его обрабатывают растворами хромовой кислоты или ее солей, а также солей фосфорной кислоты.
Цвета цинкового покрытия – от серого до светло-серого. Со временем поверхность темнеет и тускнеет. Фосфатированное покрытие имеет цвета – от темно- до светло-серого, на поверхности видна кристаллическая структура фосфатной пленки.
Внимание! Если на поверхности появляется осыпающийся белесый слой, то ухудшаются только эстетические характеристики проката, его эксплуатационные качества остаются неизменными. Коррозионную стойкость и эстетику листов и других видов проката можно повысить хроматированием
При этом поверхность приобретает цвета от золотисто-желтого до желто-зеленого. Коричневатый цвет в данном случае является признаком брака
Коррозионную стойкость и эстетику листов и других видов проката можно повысить хроматированием. При этом поверхность приобретает цвета от золотисто-желтого до желто-зеленого. Коричневатый цвет в данном случае является признаком брака.
Технологии холодного цинкования
Холодное цинкование выделяется из всех способов оцинковки простотой выполнения. Поэтому больше всех подходит для обработки автомобилей дома своими руками. Состав для холодного цинкования обычно представляет собой полимерный грунт с большим содержанием цинка.
Преимущества этого способа защиты.
- Простота техпроцесса, позволяющая обработать кузов автомобиля своими руками даже дома.
- Полное отсутствие ограничений обрабатываемых деталей авто по размерам и форме. Этим способом можно в домашних условиях оцинковать кузов автомобиля целиком.
- Широкий диапазон температур, в котором допустимо наносить цинксодержащий грунт. Обычно такой грунт можно наносить при температуре от -20 до +40 oC. Перед тем как начать наносить грунт, нужно убедиться, что поверхность хотя бы на три градуса теплее точки росы.
Слабой стороной этого способа защиты автомобилей от коррозии считается небольшая прочность защитной пленки. Однако на это можно не обращать внимания. Так как грунт на кузове машины сверху обычно защищается более прочными покрытиями, например, лакокрасочным и антигравийным.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.






В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
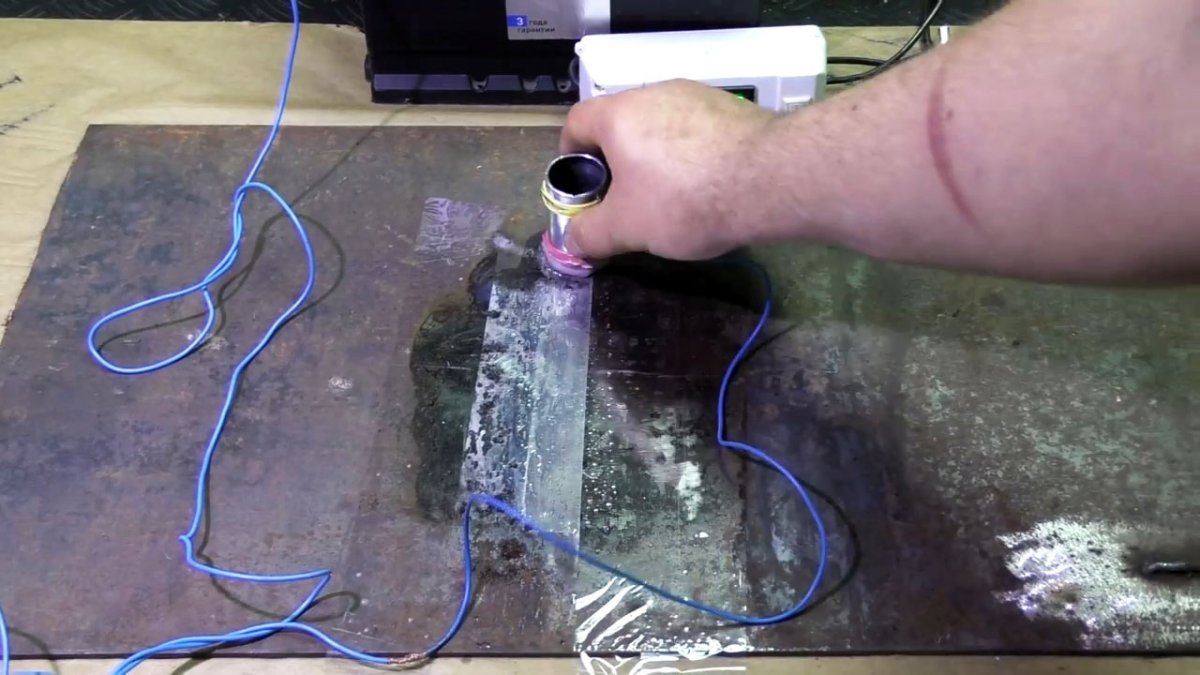
4 Холодное цинкование металла
Данный тип обработки поверхности можно отнести к самым простым способам цинкования, для выполнения которого не нужно использовать сложное оборудование и нагрев до высокой температуры.
 Нанесение специального состава из цинкового порошка
Нанесение специального состава из цинкового порошка
На предварительно очищенную поверхность металла с помощью распылителя наносят специальный состав, который на 98% состоит из цинкового порошка и на 2% — из связующих веществ. Холодное цинкование дает надежную защиту, но обработанная поверхность не будет обладать металлическим блеском, что легко решается нанесением любого лакокрасочного покрытия. При нанесении цинкового состава холодным методом изделия из металла не поддаются нагреву, что сохраняет все их механические свойства. Покрытие можно наносить как на отдельные детали, так и на готовое изделие, в результате чего надежно обрабатываются все стыки, сварные швы, внутренние поверхности и другие структурные элементы.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.
Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.

Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.
Особенности материала
Существует несколько технологий нанесения оцинковки, с разной толщиной защитного покрытия. Толщина сформированного слоя варьируется в диапазоне от 2 мкм до максимальной величины 150 мкм.

При сварке любого оцинкованного изделия, например листа, происходит разогревание металла до температуры, превышающей 1000 °C. Процесс сопровождается негативными явлениями:
- цинк переходит сначала в жидкую фазу, затем в газообразное состояние. Его температура плавления составляет 906 °C;
- пары проникают не только в воздух, но и в основу, нарушая структуру базового металла;
- частицы испарений нарушают качество шва оцинковки.
Самая большая опасность заключается в токсичности паров. Оцинковка во время сварки вредна для здоровья. Место работы должно обязательно иметь мощную вентиляцию зоны сварки и эффективную общую вентиляцию помещения.
Принцип метода
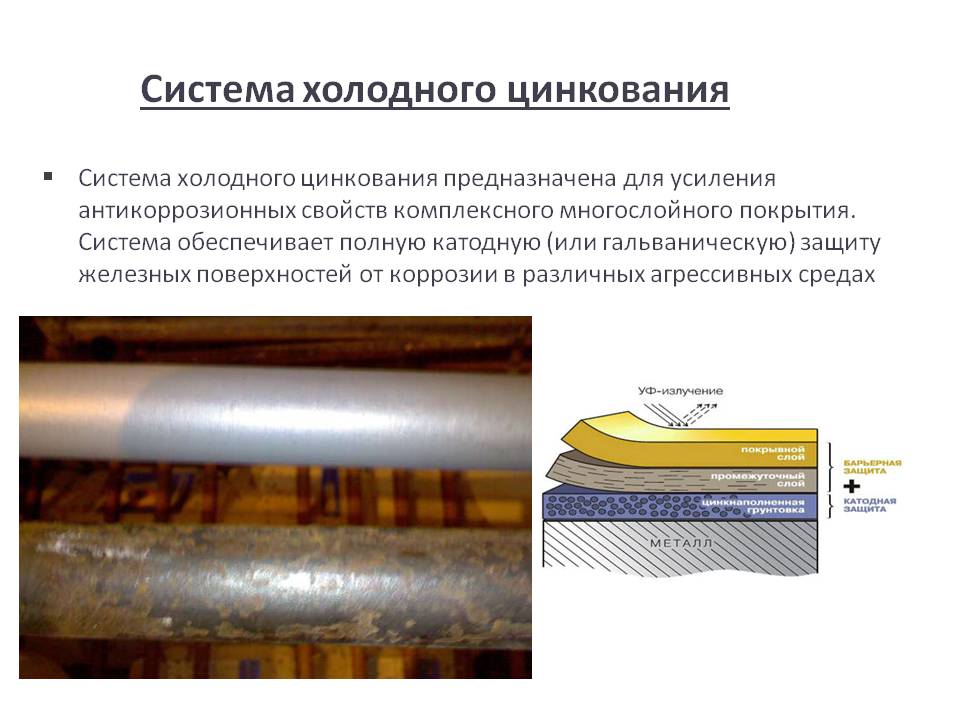
Результатом становится образование высыхающей краской прочного покрытия. Причём, защита металла получается не только физической, предотвращающей механическое воздействие, но и катодной, препятствующей развитию коррозии за счёт снижения потенциала.
Методика характеризуется такими особенностями:
С помощью данной методики защищаются конструкции мостов, трубы, элементы железнодорожных путей и дорожных ограждений. Кроме того, цинкование обеспечивает защиту баков, резервуаров и нефтепроводов. А одной из самых популярных сфер применения способа является обработка деталей легкового и грузового транспорта.
Горячее цинкование
Горячая оцинковка металлических изделий считается наиболее эффективным и долговечным методом борьбы с коррозией.
Однако, с экологической точки зрения данный метод нельзя называть безвредным и безопасным, поскольку цинк подвергается плавлению, металлическая поверхность обрабатывается химическим путем.
Технология данного метода предполагает наличие двух этапов: подготовительного и непосредственной оцинковки.
Видео:
Подготовка заключается в том, что металлическая поверхность сначала обезжиривается, затем необходимо выполнить травление.
После этого поверхность промывается, осуществляется флюсование и все тщательно просушивается.
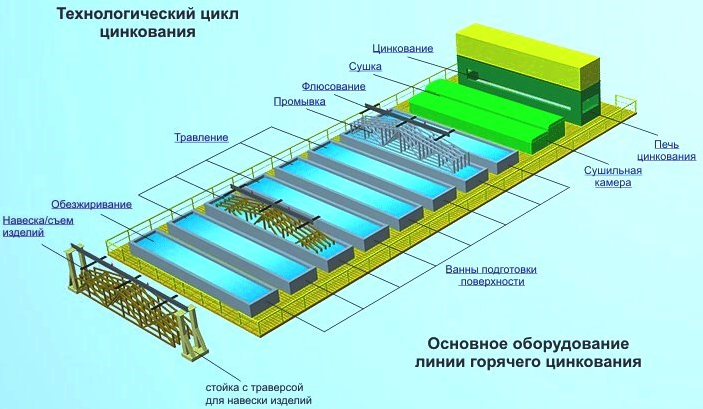
Горячее цинкование производится, используя специальное оборудование.
После того как изделие высохнет, осуществляется процесс оцинковки: просушенный материал опускается в специальную емкость, где располагается горячий цинк.
Во-первых, необходимо иметь специальное оборудование – ванны, сушильную камеру, печь.
ВАЖНО ЗНАТЬ: Технология электроэрозионной обработки металлов
Во-вторых, ее размеры часто бывают ограничены, в результате чего становится невозможным обрабатывать материал больших размеров.
Хотя, нужно отметить, что современное промышленное оборудование позволяет делать горячее цинкование ЛЭП, строительных лесов и пр.
Преимущества составов холодного цинкования
Жидкий цинк может применяться даже в тех условиях, где невозможно провести оцинковку другими методами (горячее цинкование, гальваника) ввиду габаритов изделия либо условий нанесения.
Составы широко используются для ремонтных работ. Могут служить как основой (грунтом) и перекрываться любым лакокрасочным материалом, покрытием, так и самостоятельным высокоэффективным защитным слоем.






Бесспорные преимущества составов холодного цинкования:
- использование при проведении ремонтных работ, окраске сварных швов;
- возможность сварки после нанесения состава холодного цинкования;
- отсутствие ограничений по габаритным размерам обрабатываемой конструкции;
- высокая адгезия покрытия к подложке (1 балл) и финишному материалу;
- получение высококачественного эластичного защитного слоя, который не трескается, не деформируется при ударных, вибрационных и других нагрузках, выдерживает колебания температур в большом интервале (от -30 до +40°С и более);
- возможность самостоятельной окраски, без профессионального оборудования и привлечения сторонних специалистов;
- покраска составом холодного цинкования по месту эксплуатации защищаемой конструкции, не требуется разборка-сборка, транспортировка;
- длительный срок службы – не менее 20 лет!
Преимущества
Содержит грунт глубокого проникновения — благодаря чему материал ложится на поверхность не коркой, а впитывается в металл и становится одним целым с поверхностью. Отличная укрывистость, высокая адгезия к цветным и черным металлам и финишным покрытиям. После нанесения образует прочное эластичное покрытие, устойчивое к вибрационным, ударным нагрузкам.
| Содержит грунт глубокого проникновения для высокой защиты металла |
| Позволяет работать по ржавой и влажной поверхности металла |
| Формула «Тройная защита»: водостойкость, химстойкость, антикоррозийность |
| Устойчиво в агрессивной среде: нефтепродукты, кислоты, соленая вода, реагенты |
| Наносится от -30°С до +35°С и влажности до 90% |
| Не требует предварительного грунтования |
| Срок службы покрытия от 25 лет |
| Покрытие эластично, устойчиво к вибрационным, ударным нагрузкам |
| Срок хранения материала до 10 лет в невскрытой таре |
Оценка качества цинкового покрытия
– быть сплошным;
– при визуальном осмотре иметь шероховатую либо гладкую поверхность;
– цвет покрытия – серебристо-блестящий – матовый темно-серый.
– цвета побежалости либо светло-серые пятна;
– рябизна поверхности;
– царапины, риски, следы от захватывающих приспособлений, глубина которых не превышает толщину покрытия (т.е. визуально не видно основного металла).
Если после всех технологических операций на детали просматриваются непокрытые цинком места (не более 2% от общей площади и 2 см в диаметре), допускается нанесение на эти участки: газотермически сформированного слоя (не менее 120 мкм толщиной), либо составов для холодного цинкования с толщиной слоя более 90 мкм и цинком в сухой пленке не менее 80 – 85% (например, Гальванол и др.).
Толщина слоя – от 40 до 200 мкм (более точные значения обуславливаются технической документацией к конкретному изделию и его средой эксплуатации).
Контроль толщины покрытия осуществляется перед хроматированием или нанесением консервационных смазок. В качестве инструмента для измерения применяют такие приборы неразрушающего контроля, как магнитные толщиномеры. Либо проводят металлографический анализ (более трудоемкий процесс).
– крацевание;
– нанесение сетки царапин;
– удара поворотным молотком;
– нагрева.
Как правильно выбрать состав
Все рекомендованные составы для оцинковки поверхностей находятся в единой цветовой гамме. Отличаются они друг от друга только по оттенку. Расход описанных средств тоже приблизительно одинаков
Поэтому при выборе материала стоит обратить внимание на следующие факторы:
- дата производства и до какого срока средство можно использовать;
- цена, которая зависит больше от названия фирмы изготовителя, чем от процента содержания цинка;
- время, которое потребуется для застывания слоя;
- процент цинка в составе;
- как долго продержится слой на металлической поверхности после обработки;
- при каких условиях выполняется работа.
Холодная оцинковка металла становится всё более распространенной ввиду сочетания устойчивости к неблагоприятным условиям и высокой надежности защиты поверхности от окисления. Слабая защищенность к механическим воздействиям или нагрузкам компенсируется простотой восстановления покрытия. Слой цинка позволяет защитить металл как от химических процессов, так и от воздействия воды, солей, паров нефти и других агрессивных веществ.
Перед оцинкованием важно подготовить металлическую поверхность правильно. Для этого необходимо очистить её от грязи, масляных пятен, следов сварочных работ и пыли
Чистая шероховатая поверхность станет хорошей базой для нанесения цинкового покрытия
В процессе работы стоит обращать внимание на толщину слоев и предупреждать и исправлять визуально заметные дефекты
Быстрота застывания покрытия будет влиять на скорость в выполнении работ. Свойства состава будут определяющими в выборе сферы его применения
Стоит обращать внимание на продукцию фирм, которые зарекомендовали себя как надежные поставщики составов для цинкования металлов. Хорошие материалы в сочетании с соблюдением технологии при установке позволят обеспечить надежную защиту конструкции на долгие годы
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.




Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Плюсы
- Ровная поверхность, отсутствие шероховатость, блеск даже без верхнего покрытия.
- Длительной период эксплуатации.
- Долгое время не будет ржавления.
- Простота обработки таким способом – он не требует трудного оборудования, сильного электрического напряжения или дорогостоящих компонентов.
Но при этом необходимо помнить, что вдыхание паров цинка или попадание вещества в организм другим способом может привести к отравлению. Поэтому нельзя нагревать питьевую воду в оцинкованных ведрах (переносить можно, но только не повышая температурный режим) или производить другие манипуляции с пищей (для себя или животных), при этом нагревая изделие.
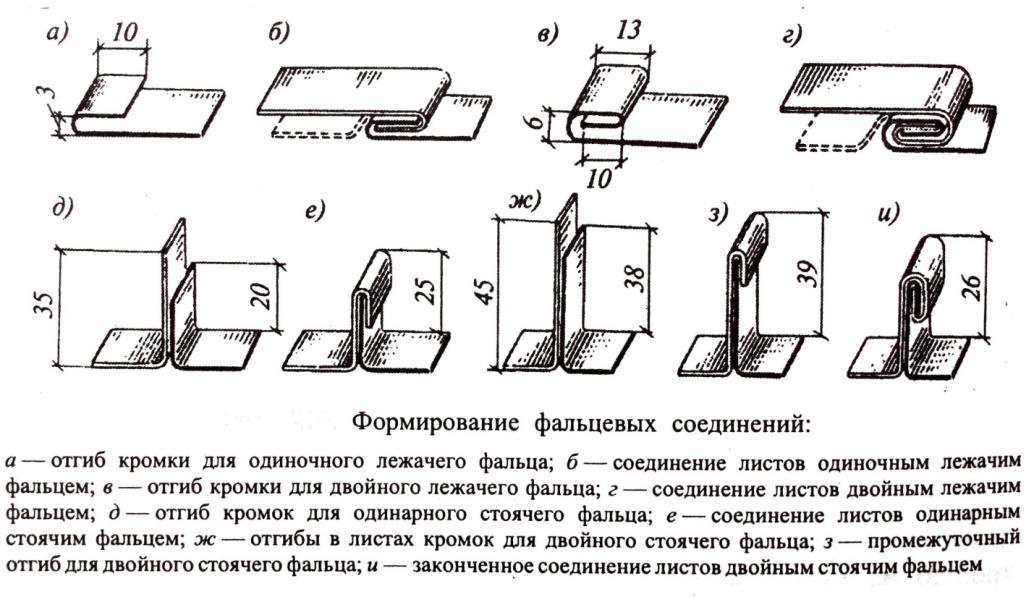
Немного истории
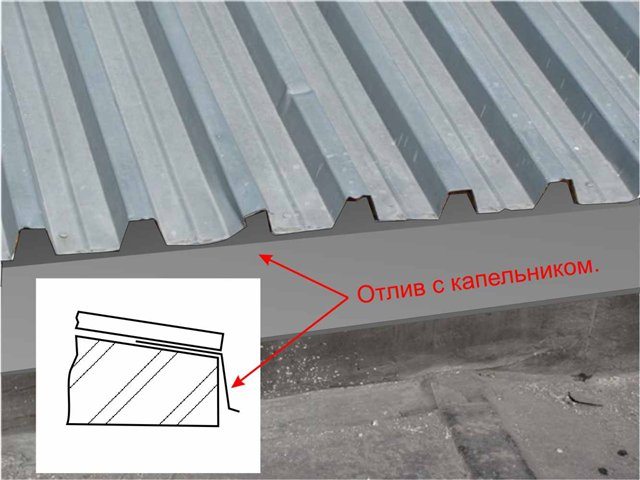
Почему, именно, фальцевая кровля оцинкованная, это самый распространенный вариант, который можно встретить на старых зданиях?
Да потому что, если обратиться к истории эволюции кровельных металлических материалов — длинные нарезанные оцинкованные листы — это был самый первый и по сути, единственный вариант, который был в распоряжении кровельщиков. Скрепляли эти листы фальцевым замком, для герметичности и надежности.
Но, та оцинковка, которая была в советское время, и современная — даже в сравнении не стоят по надежности. Можно предположить, что причина кроется в качестве и количестве цинкования стального листа.
Ранее, оцинковка производилась строго по ГОСТам того времени. Возможно, требования были выше и соблюдались они строже, чем сейчас.
Поэтому, оцинкованная крыша 60-летней давности может служить до сих пор и нуждаться в незначительном ремонте. А вот о нынешней оцинковке уже такой речи нет.
Почему так, как обстоят сейчас дела, как должна и может выглядеть современная кровля, покрытая оцинкованным железом, вот с этим и разберёмся подробнее.
Характеристики, по которым мы рассмотрим подробнее оцинкованные кровельные материалы:
|