
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
Читать также: Подбор стропа по массе груза
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
хочу услышать мнение опытных людей, кто по разным причинам использует аргоно-дуговую сварку на ММА инверторах (ИИСТ, Контур, Блювельд итд), о выборе той или иной горелки и где её можно подешевле купить.
Первое, на что я обратил внимание, была горелка TBi SR-17V на сайте » >
Дальше поисковик мне выдал горелку фирмы Brima, написано, что аналог горелки TBi SR-17V, но примерно на 900р дешевле.
а что посоветуют практикующие? мой аппарат Контур ММА 180i.
дикий мужик , для начала сойдёт и та и другая. Б О льшее значение имеют расходники: электроды и сопла. Горелка может идти оснащённая, т.е. в ней установлены: колпачок, цанга, держатель цанги, электрод и сопло. В этом случае надо поинтересоваться, что именно там стоИт. Или горелка «голая». Под каждый диаметр электрода нужна соответствующего диаметра цанга, держатель и сопло.
снова вернулся к вопросу покупки горелки. Вопрос теперь такой, брать горелку с кнопкой или без кнопки?
дикий мужик , Кнопка нужна, если аппарат с осциллятором. Для бесконтактного поджига.
Получается поджиг только на куске графита, и алюм оно принципиально не варит?
понял вас, Дмитрий, спасибо. Вопрос возник после просмотра видеоролика, где проверяют Контур ММА 160 на пригодность к аргоно-дуговой сварке. На видео горелка именно с кнопкой. Делаю вывод, что у вас бесконтактный поджиг.
дикий мужик , На видео горелка с кнопкой и вентилем. Просто когда покупали горелку, чисто с вентилем не было в наличии. Взяли что есть. Кнопка там не используется.
sledoput , Верно. ММА инверторы алюм варить не будут. Это DC источники тока, для сварки алюминия нужны AC источники тока.
Хорошая горелка, можно заказать напрямую у >
Dmitiry , а с нержой оно работает вменяемо? Т.е. можно добиться красивых швов на листе от 0,6мм? Отдельный тиг брать не буду, т.к. денег им мне не заработать, а надежный прибор стоит до дури.
sledoput , С нержой не проблема. Сварка на постоянке. Единственно, в этом случае надо использовать вольфрамовые электроды с присадкой цезия – марка WC20. Но такой тонкий лист проварить конечно мастерство нужно хорошее.
Спасибо, газ и расходка не проблема, опасался заведомо косячного инструмента.
на сайте keppi.ru цена её составляет примерно 5300 рублей. Она золотая?
Горелка Lincoln Electric
на сайте » > цена её 5735 рублей.
Посмотрите волочь горелку в сборе не выгодно(чегото они с доставкой, точнее с ценой доставки намудрили ) , а вот собрать то что нуна по комплектухе, и дома прикрутить к кабелю. я думаю на сотку баксов можно собрать горелку на любой вкус. Вот тоже хочу за зиму насобирать. баллон уже нашел.
Разновидности установок
Осцилляторы можно применять в разных целях – с учетом типа и особенностей выполняемых работ. Единая для всех установок характеристика – преобразование токового импульса до значений максимально до 500 кГц.
Осцилляторы отличаются временными характеристиками высокочастотных импульсов.
Модель непрерывного цикла поддерживают горение дуги. Подключение нужно делать последовательным – это защитит мастера от негативного влияния высоких показателей напряжений, присутствующих внутри электроцепи. Установки накладывают высокие частотные токи поверх сварочных, розжиг происходит быстро и без препятствий, сварку можно проводить на минимальных токах. Установками оснащают инверторы, трансформаторы.
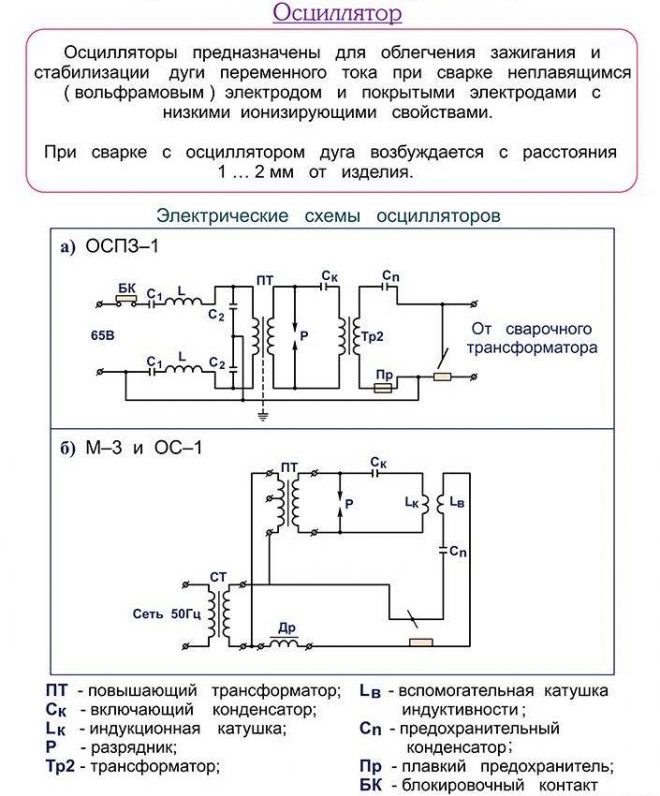
Второй вид осцилляторных аппаратов используют в ходе бесконтактных дуговых поджигов. Данный принцип активно задействуется в аргоновых установках. Электродный элемент из вольфрама будет быстро затупляться в ходе чирканья, что снизит качество шва, увеличит его толщину, начнет рассеивать дугу. Регулярные затачивания кончика иглы возможны, но они замедляют рабочий процесс. Введение в схему осцилляторной установки с импульсом кратковременного типа даст возможность возбуждать дугу, избежав контакта с рабочей поверхностью.
Как сделать осциллятор для сварки своими руками
Осуществляют сборку из готовых узлов и распространенных деталей, которые несложно приобрести или извлечь из других электротехнических приборов и старого электрооборудования. Сделать самодельный осциллятор «с нуля» невозможно. Слишком сложная схема.
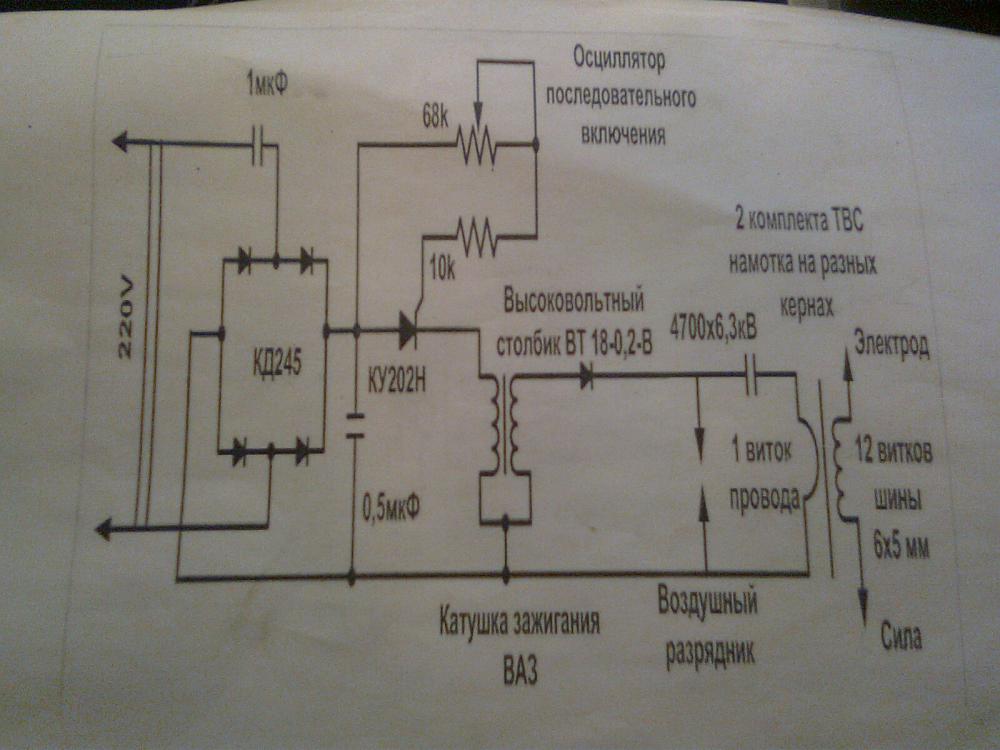
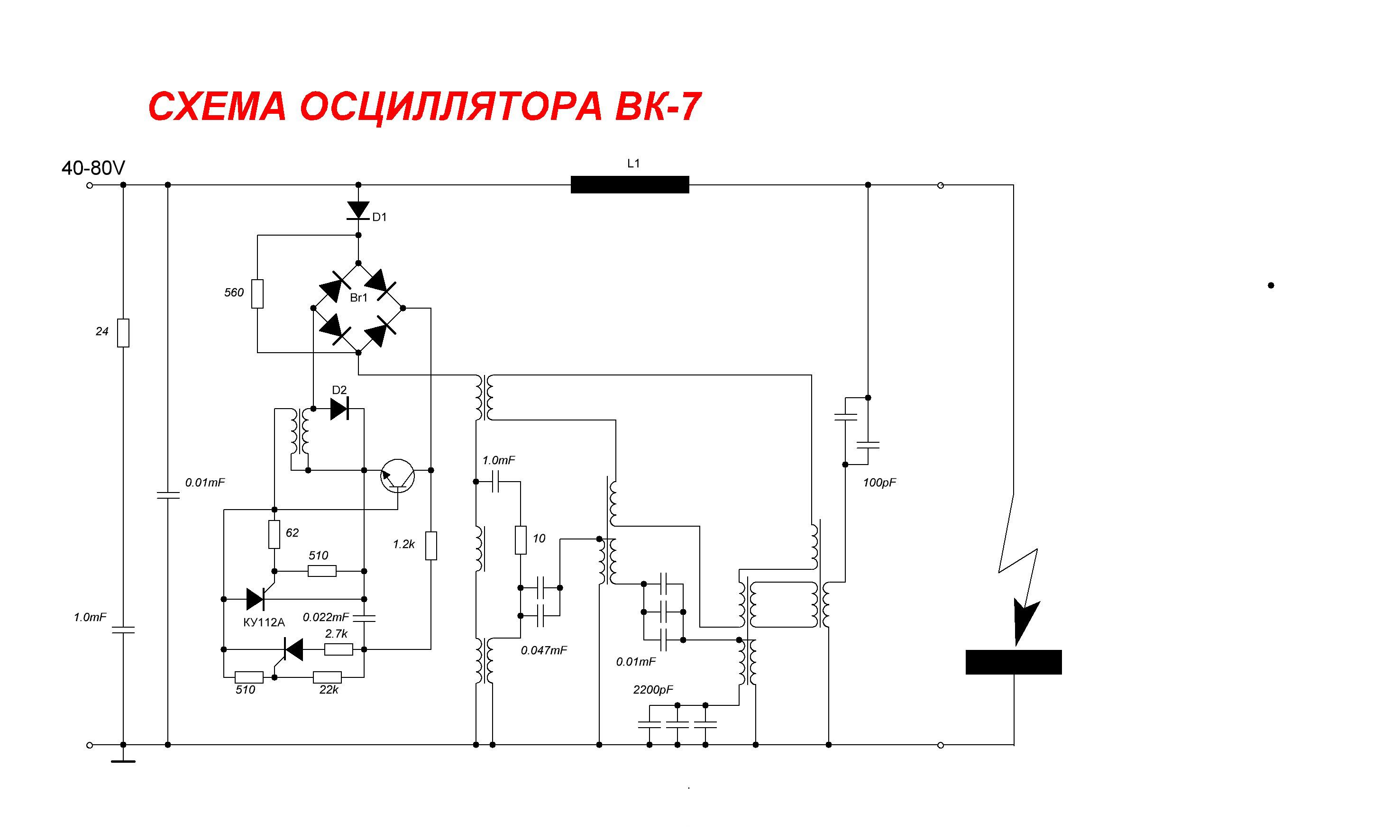
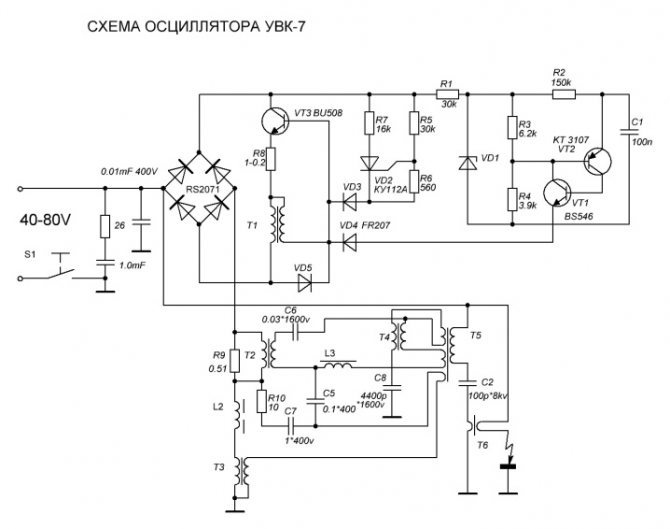
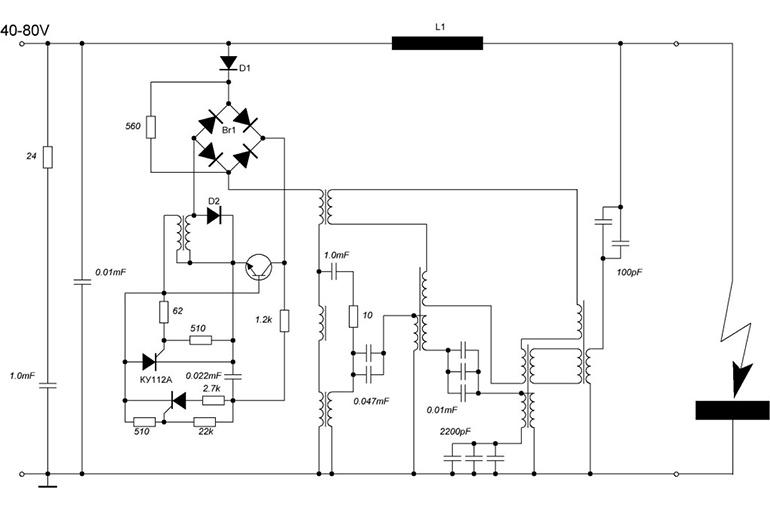
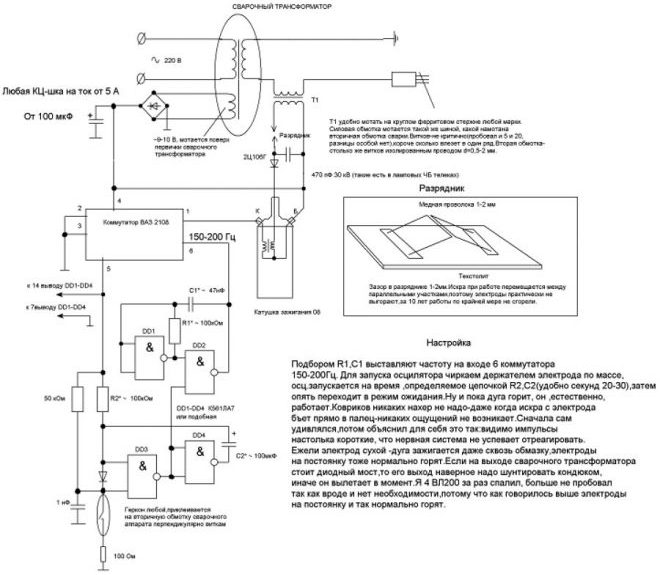
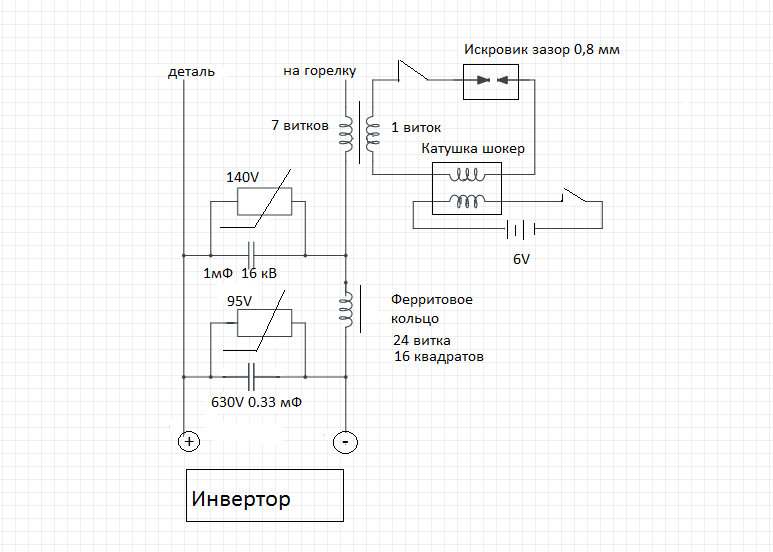 Схема изготовления сварочного осциллятора
Схема изготовления сварочного осциллятора
Устройство базируется на входном повышающем трансформаторе. Вместо нее умельцы используют катушку зажигания. Этот узел необходим для преобразования низковольтного напряжения, поступающего от аккумулятора, в высоковольтное. Автомобильная катушка способна создавать напряжение до 400 В. За счет этого генерируется электроимпульс на свече. Вторая катушка выполняет функцию фильтра, защищает от вероятных значительных колебаний тока.

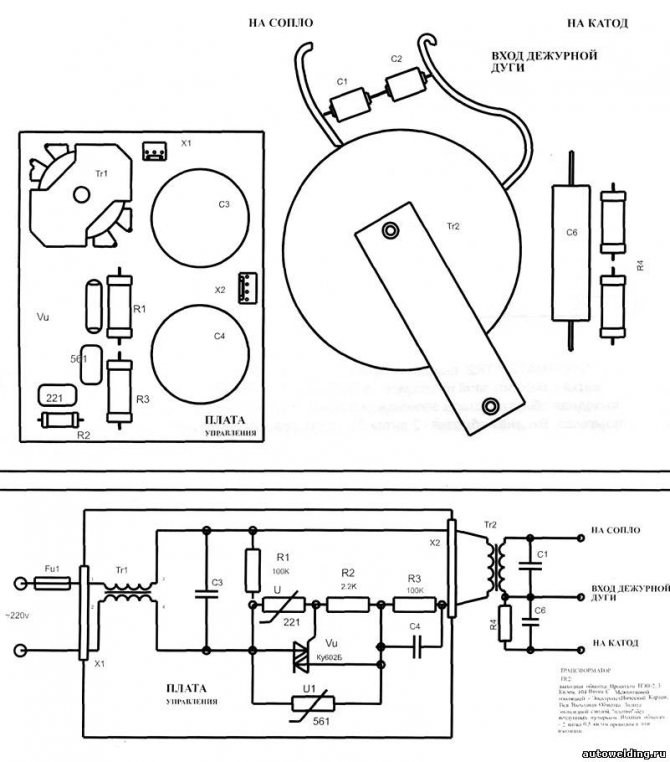
Изготовление осциллятора, предназначенного для ручной или аргонной сварки, предусматривает формирование печатной платы своими руками. Обычно блоки располагаются следующим образом:
- посередине размещают колебательный контур, отсеивающий низкочастотный ток;
- в левой части – повышающий трансформатор, преобразующий стандартное электропитание с высокочастотный ток; устанавливают предохранители, монтируют блок управления;
- справа – индуктивную катушку, лучше сделать сдвоенный вариант, тогда контур будет работать стабильно.
Конденсатор должен иметь двойной запас по напряжению. Для первого контура оптимальный параметр – 500 В (выбирают емкость 0,3 мФ), для второго – 4 кВ (конденсатор 1 микрофарад).
При выборе варистора следует учитывать, что нужна обмотка для второго касакада с показателями 150 вольт, для первого достаточно 100.
Катушки индуктивности можно изготовить самостоятельно. Это – обмотанные проволокой (диаметр до 2 мм) стержни из ферромагнитного сплава. На первой делают 7 витков, на второй только 6 (это фильтр, сглаживающий амплитудные скачки).
Трудности возникают при изготовлении разрядника. Он формирует мощную искру, является частью колебательного контура. Лучше найти готовый узел. Собранную плату размещают в корпусе, защищающим детали от пыли. Желательно предусмотреть охлаждающий вентилятор.
После сборки осциллятор для сварки необходимо проверить. Один контакт выводится на зажим, другой к держателю или сварочной горелке. Правильно собранный сварочный осциллятор своими руками будет работать долго, самоделки служат порой дольше заводских аналогов.
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
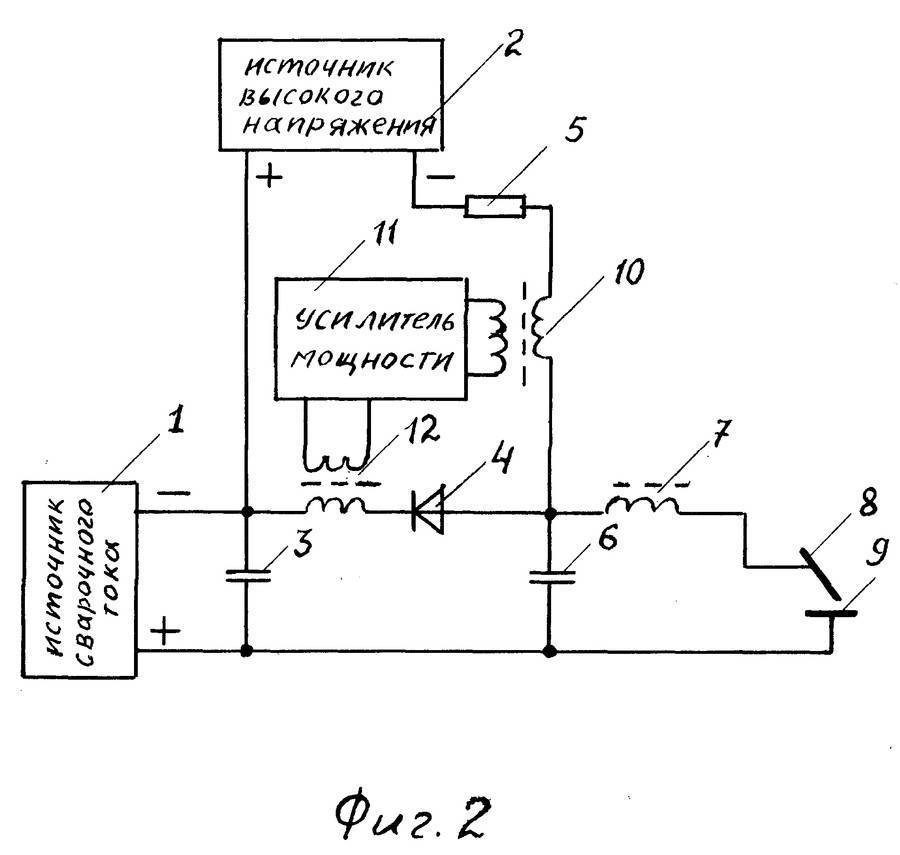
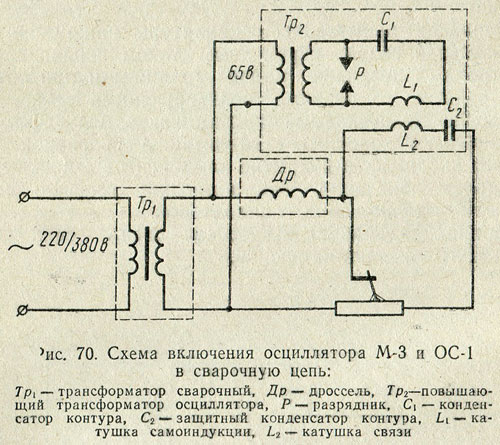
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.

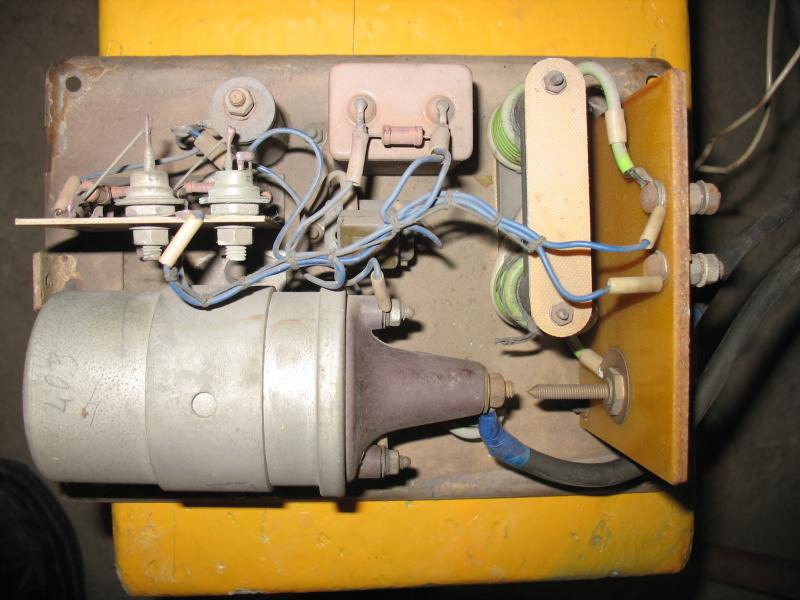
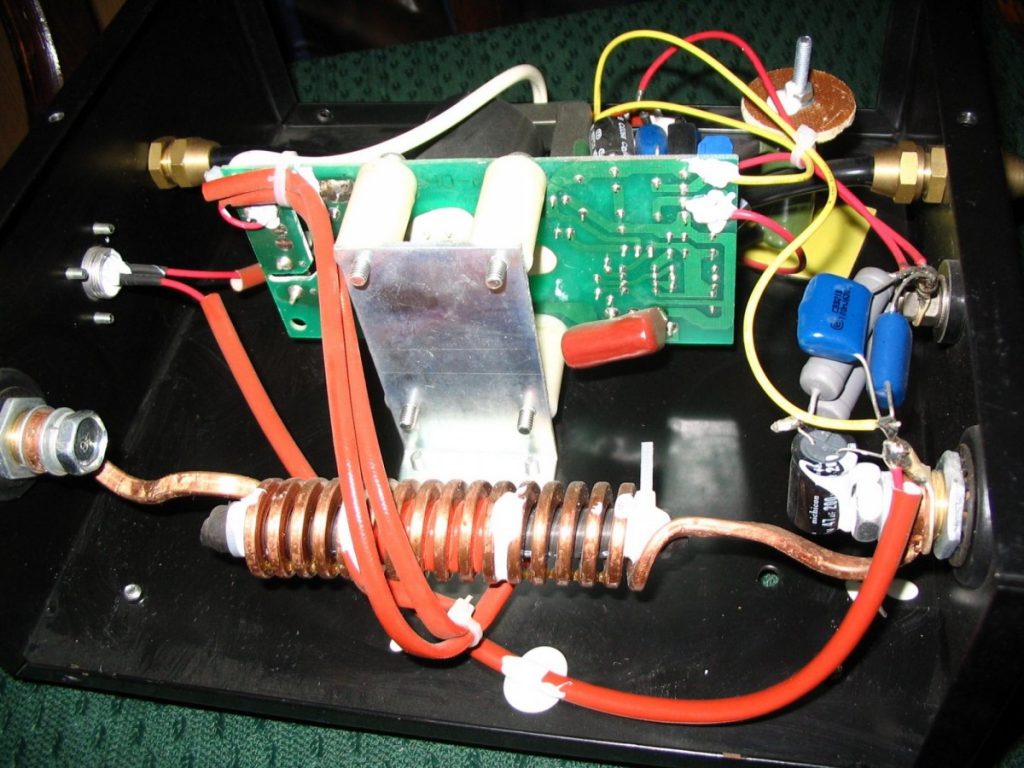
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

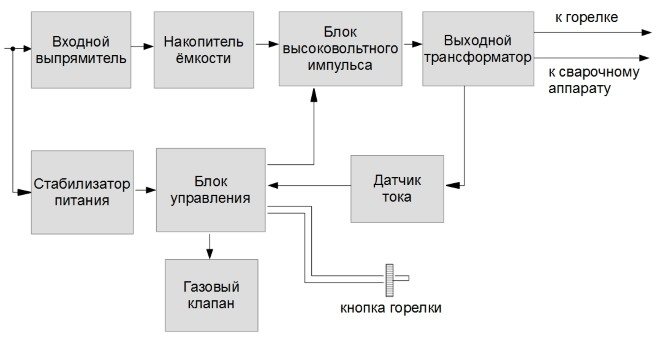
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Схемы для осциллятора
Способ подключения и виды компонентов оборудования зависят от того, в сочетании с каким аппаратом будет использоваться блок.
Управление с плазморезом
Для выработки плазмы в резаке требуется напряжение 20000 В. Поэтому конструкцию прибора дополняют искровым осциллятором.
На чертеже вспомогательного устройства обязательно отображаются такие компоненты:
- Кнопка запуска (S3). Включает блок питания плазмореза, обеспечивая подачу электричества в цепь осциллятора.
- Конденсатор (C5). От этой детали зависит длительность выдаваемого импульса.
- Тиристоры (T7, T8). После их закрытия питание осциллятора приостанавливается, дуга становится стабильной.
В сочетании с аргонодуговой сваркой
В этом случае рекомендуется собирать осциллятор непрерывного действия. К электрической сети он подключается через трансформатор. Для сборки схемы не потребуются дорогие детали и сложные действия. Затруднения могут возникать только на этапе установки тиристоров. Их выбирают опытным путем, оценивая стабильность горения дуги.
Используют и более простые чертежи осцилляторов, не включающие тиристоров. Собрать устройство по такому чертежу можно, обладая минимальными знаниями электротехники.
Для инверторного устройства
Осциллятор для инвертора устанавливают между держателем электродов и выпрямителем.
Схема блока включает следующие компоненты:
- выпрямитель напряжения;
- средство зарядки конденсаторов;
- блок питания;
- модуль, вырабатывающий импульс;
- управляющий;
- клапан впуска газа;
- трансформатор повышающего типа;
- вольтметр.
Для работы с алюминием
При сварке этого металла соблюдают особые условия. Получать и удерживать мощную дугу в этом случае сложно. Поэтому сварочный аппарат дополняют осциллятором, превращающим низкочастотный переменный ток в высокочастотный. Компонент вводится в цепь параллельно инвертору или после него.
Осциллятор для инвертора
Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью. Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса.
- Электрическая схема осциллятора
- Взаимодействие с инвертором
- Разновидности осцилляторов
- Как самому изготовить прибор
- Особенности эксплуатации
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
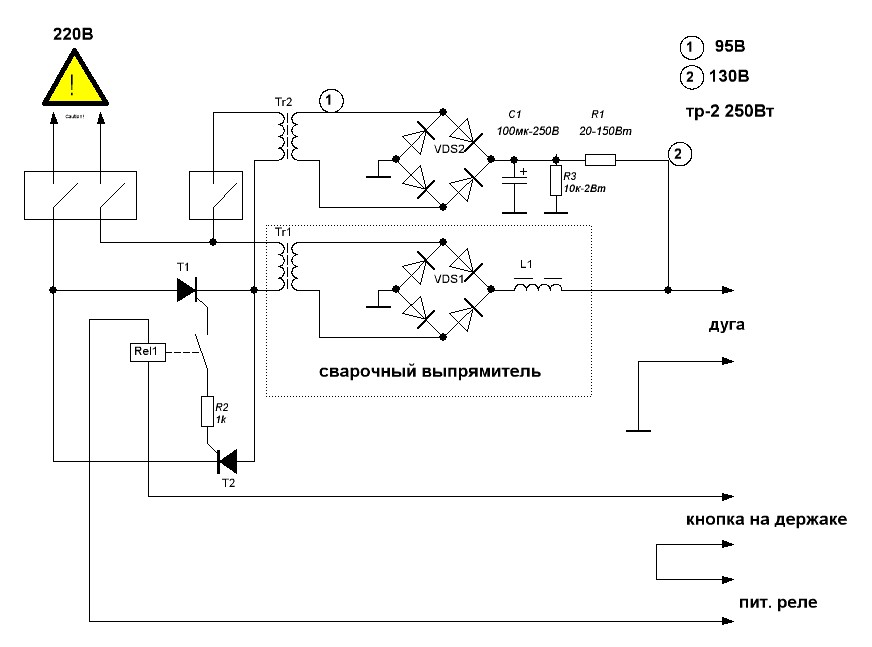
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
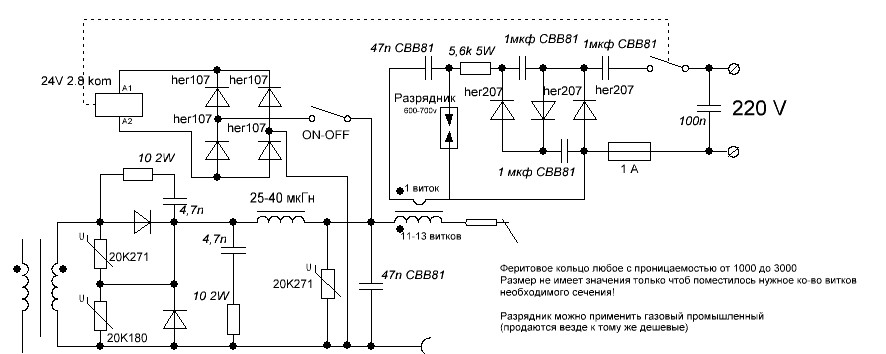
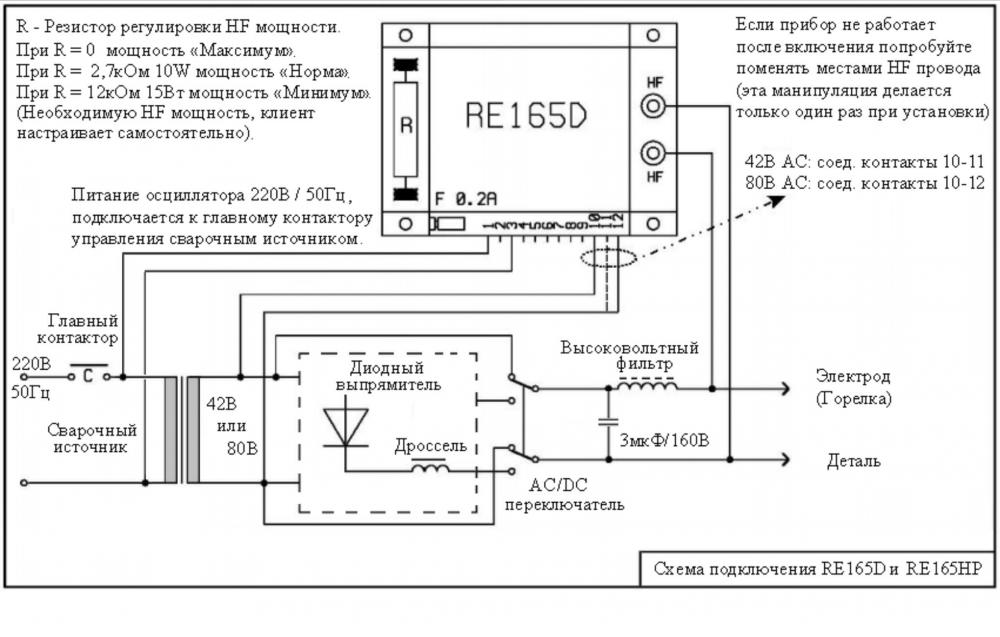
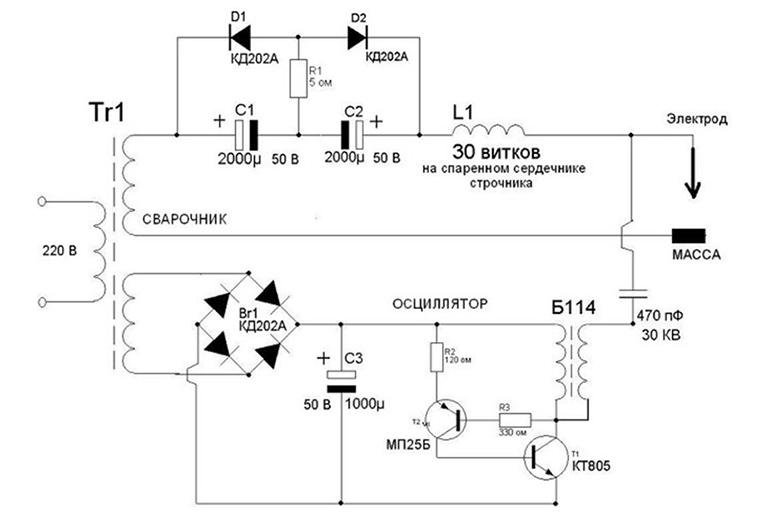
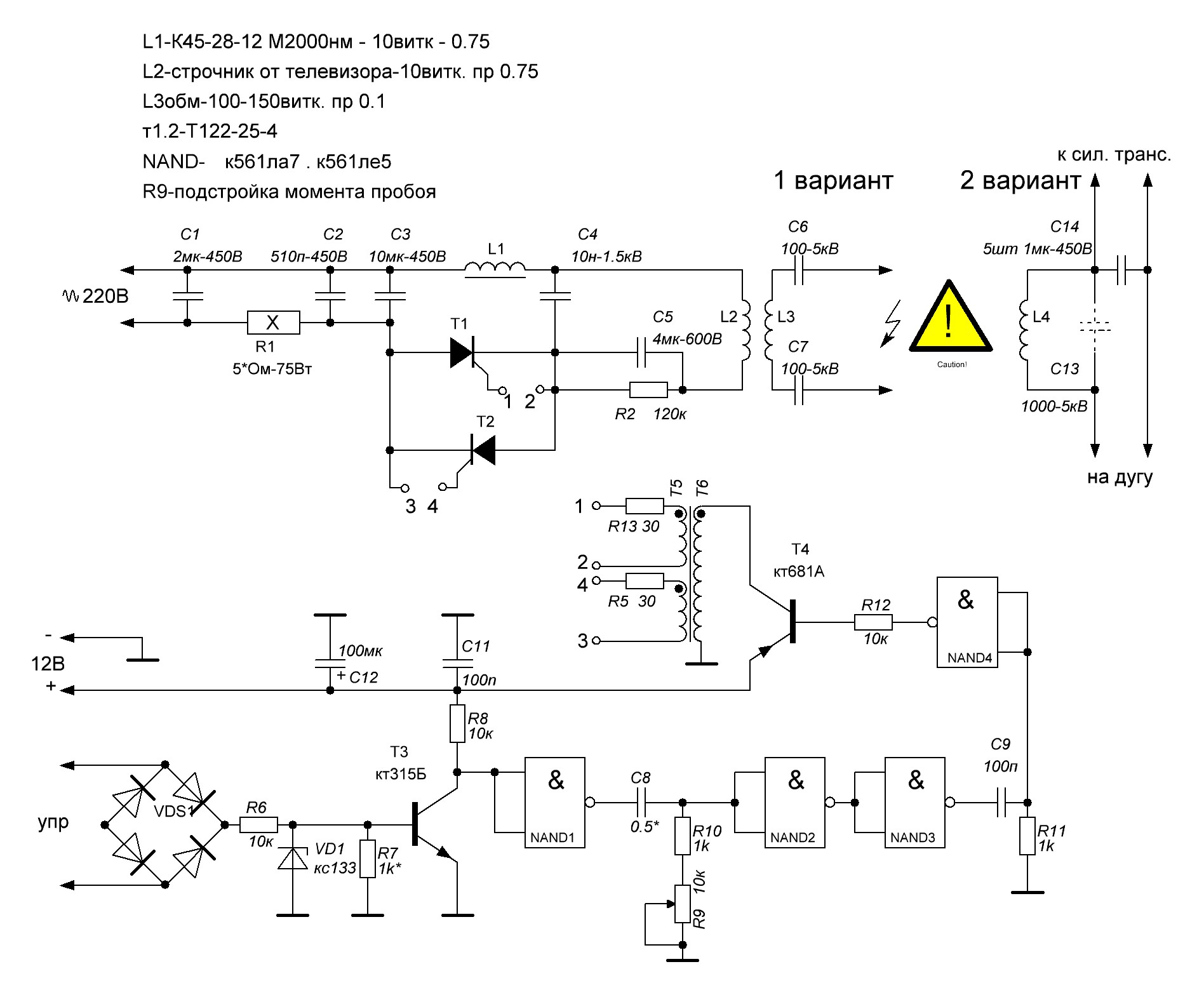
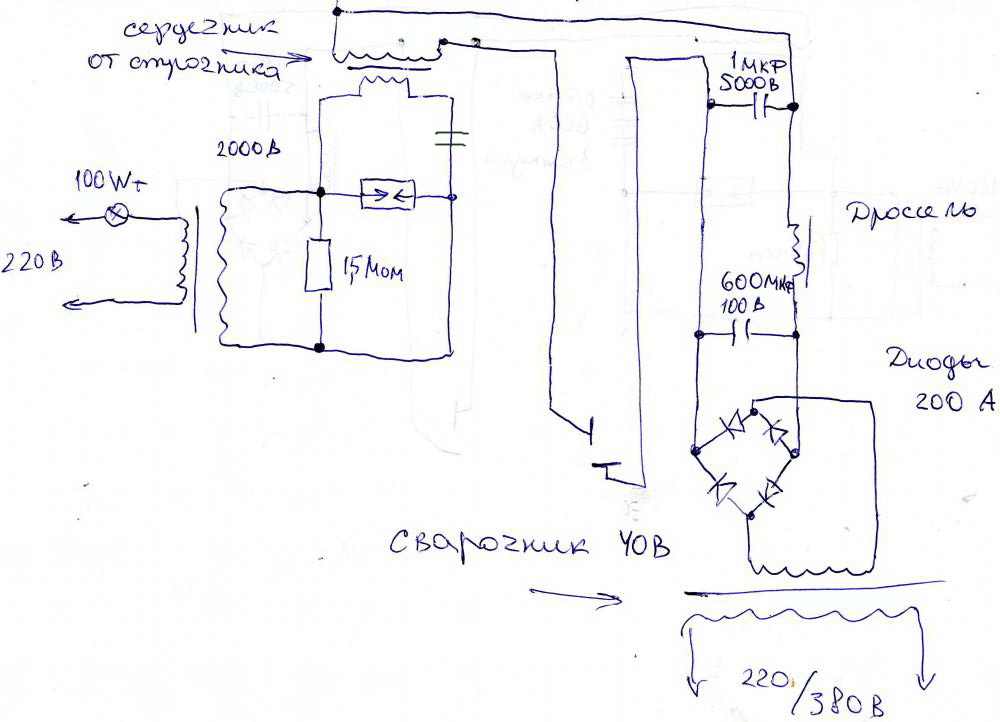
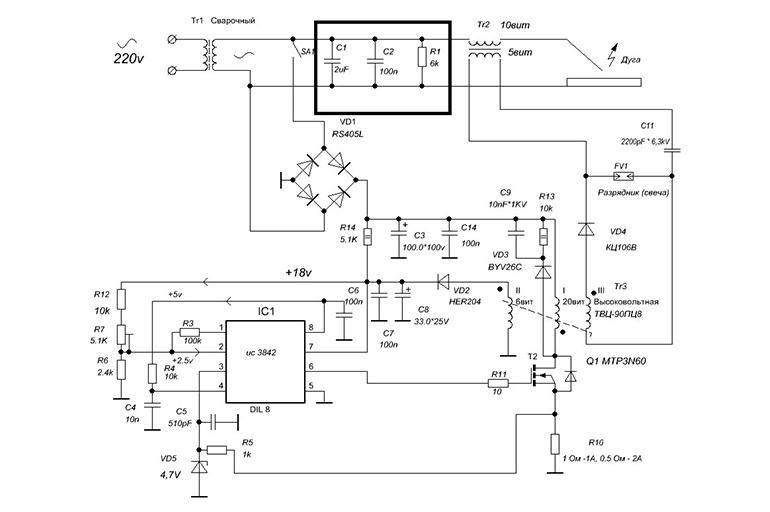
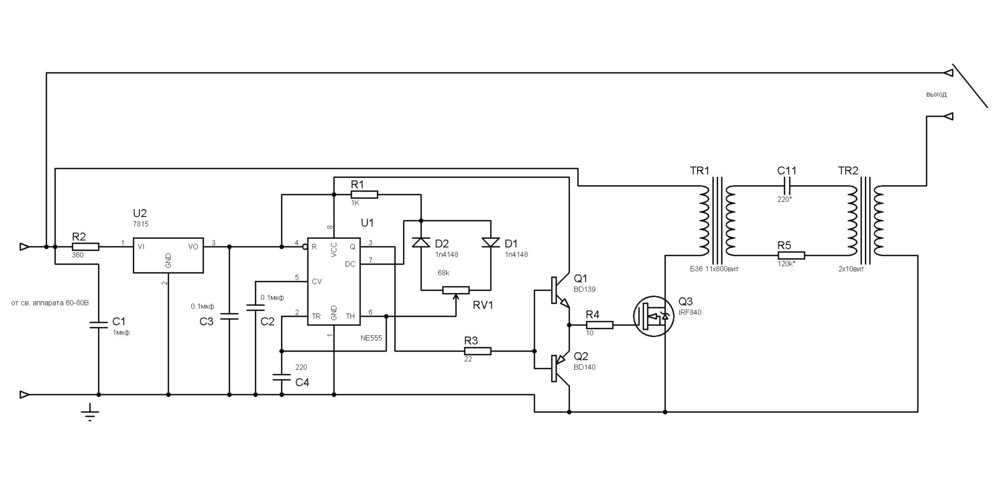
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.

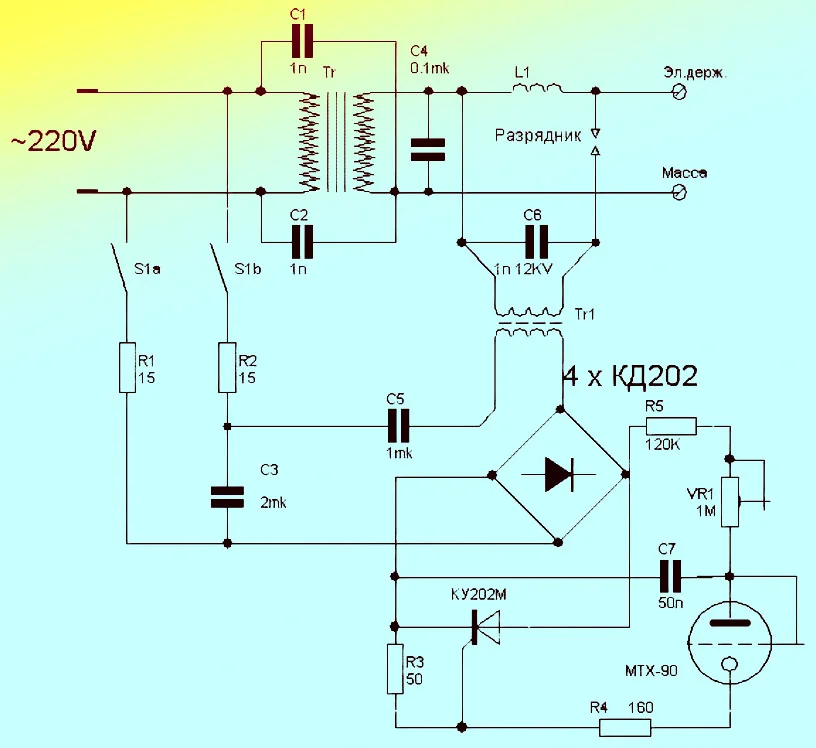
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Затухающие колебания
Частота колебательного напряжения зависит от значения индуктивности и емкости в цепи LC — бака. Теперь мы знаем, что для возникновения резонанса в контуре резервуара должна быть точка частоты, где значение X C емкостное сопротивление совпадает со значением X L индуктивного сопротивления ( X L = X C ) и что, следовательно, компенсирует друг друга, оставляя только постоянное сопротивление в цепи, чтобы противостоять потоку тока.
Если теперь мы поместим кривую для индуктивного реактивного сопротивления индуктора поверх кривой для емкостного реактивного сопротивления конденсатора так, чтобы обе кривые были на одной оси частот, точка пересечения даст нам точку резонансной частоты, ( ƒ r или ωr ), как показано ниже.
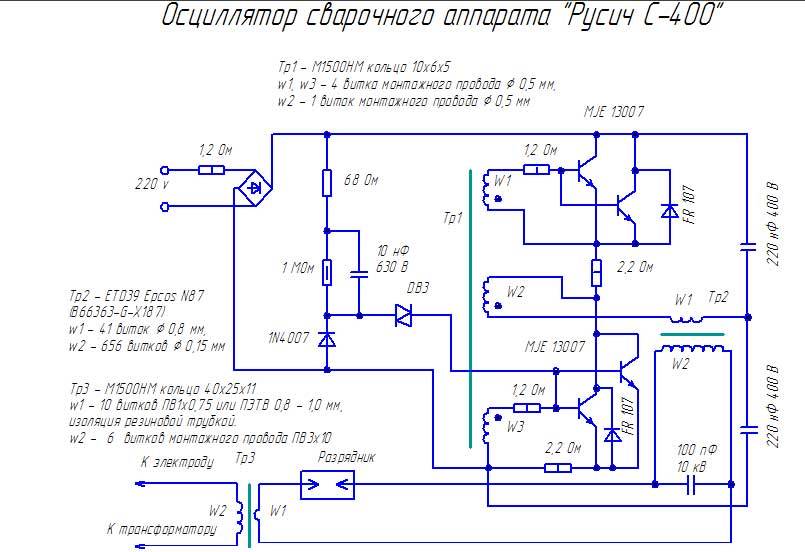
Сборка в бытовых условиях
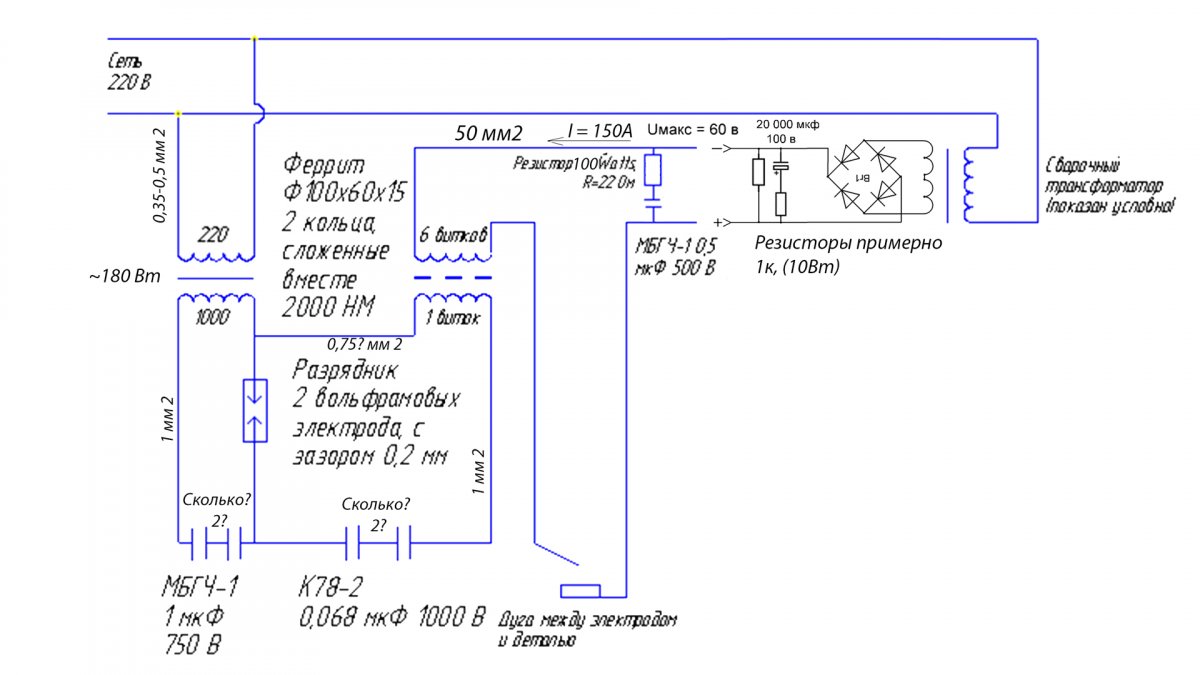
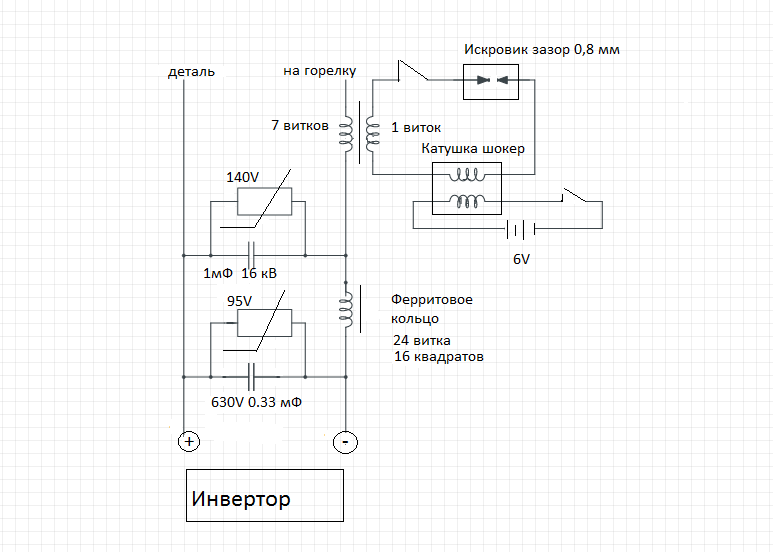
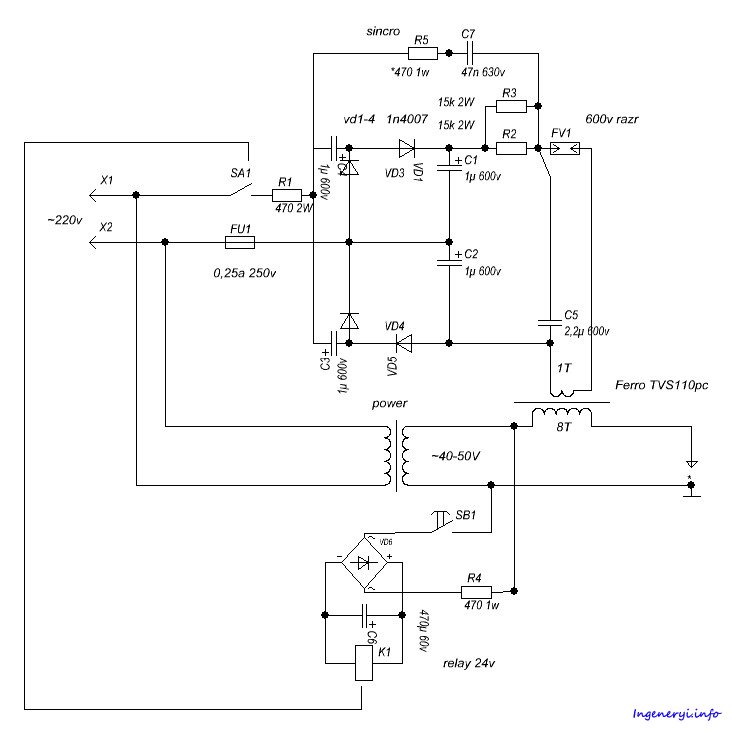
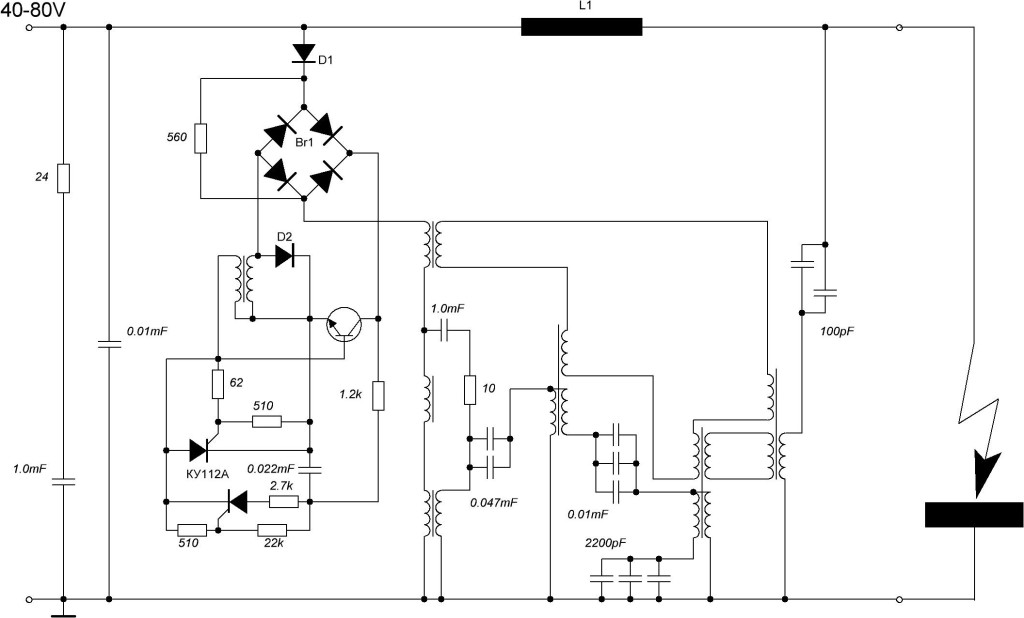
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.
В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
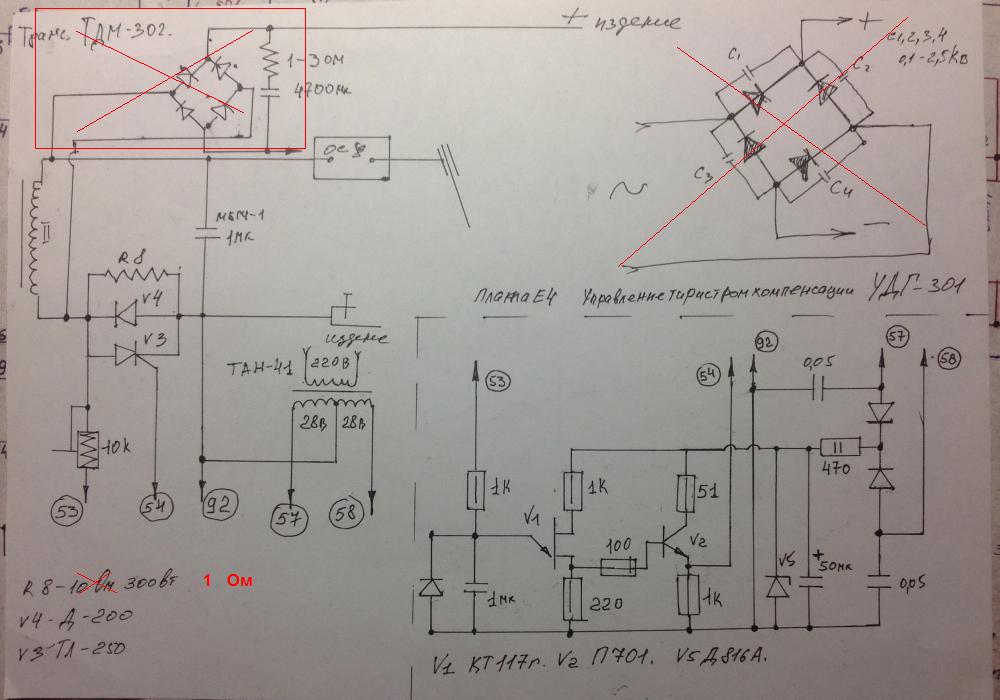
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.